Splinebearbetning: Fräsning kontra tråderodering för precisionsväxlar
Att välja den optimala tillverkningsprocessen för splinebearbetning påverkar direkt växlarnas precision, produktionskostnader och leveranstider. Valet mellan fräsning och tråderodering formar fundamentalt din komponents dimensionsnoggrannhet, ytfinishkvalitet och övergripande tillverkningseffektivitet.
Båda processerna har distinkta roller i precisionsväxeltillverkning, men deras applikationer, kapaciteter och kostnadsstrukturer skiljer sig avsevärt. Att förstå dessa skillnader möjliggör informerade beslut för dina specifika projektkrav.
Viktiga slutsatser
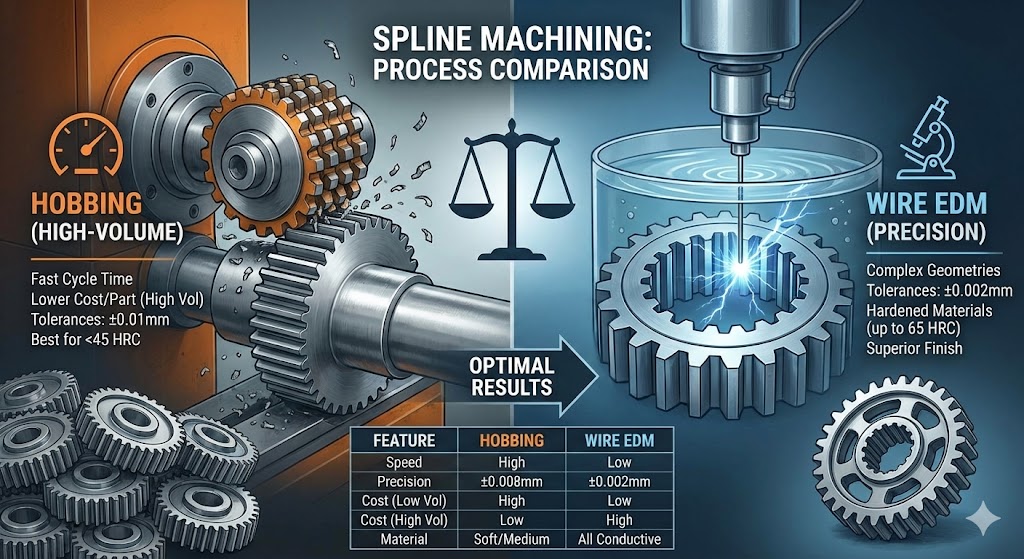
- Fräsning utmärker sig i högvolymproduktion med snabbare cykeltider och lägre kostnader per del för standard splineprofiler
- Tråderodering levererar överlägsen precision (±0,002 mm tolerans) och hanterar komplexa geometrier som fräsning inte kan uppnå
- Materialhårdhet över 45 HRC kräver vanligtvis tråderodering, medan mjukare material gynnas av fräsningens effektivitet
- Kostnadsövergång sker runt 500-1000 delar beroende på komplexitet och materialspecifikationer
Förstå grunderna i splinebearbetning
Splinebearbetning skapar exakta tandprofiler som överför vridmoment mellan roterande axlar. Dessa komponenter kräver exceptionell noggrannhet i tandgeometri, avstånd och ytfinish för att säkerställa korrekt ingrepp och lastfördelning.
Tillverkningsprocessen måste upprätthålla strikta toleranser över flera dimensioner: tandtjocklek, rotdiameter, största diameter och stigningsnoggrannhet. Avvikelser i någon parameter påverkar direkt växelns prestanda, ljudnivåer och livslängd.
Moderna splineapplikationer spänner över biltransmissioner, ställdon för flygindustrin och industrimaskiner där precisionskraven ofta överstiger ±0,01 mm på kritiska dimensioner. Att uppfylla dessa specifikationer kräver noggrant processval baserat på materialegenskaper, produktionsvolym och geometrisk komplexitet.
Processanalys av fräsning
Fräsning representerar en kontinuerlig genereringsprocess där ett spiralformat skärverktyg successivt avlägsnar material för att forma splinetänder. Fräsen roterar i synkroniserad rörelse med arbetsstycket och skapar exakta tandprofiler genom koordinerade matningsrörelser.
Denna process utmärker sig i att producera evolventa splineprofiler med konsekvent tandgeometri över hela bredden. Den kontinuerliga skärningen genererar släta ytfinisher som vanligtvis varierar från Ra 1,6 till Ra 3,2 μm, beroende på skärparametrar och verktygets skick.
Materialborttagningshastigheten vid fräsning överstiger avsevärt den vid tråderodering, med typiska skärhastigheter som når 200-400 m/min för stålkomponenter. Denna produktivitetsfördel blir avgörande för högvolymproduktion där cykeltiden direkt påverkar tillverkningskostnaderna.
Fräsning rymmer olika splinetyper inklusive evolventa, raka och tandade profiler. Processen kräver dock specialverktyg för varje splinespecifikation, med fräskostnader som varierar från 25 000 kr till 150 000 kr beroende på modulstorlek och precisionsklass.
Processbegränsningarna inkluderar begränsad förmåga att bearbeta invändiga splines med små diametrar, utmaningar med härdade material över 45 HRC och geometriska begränsningar som verktygets åtkomst medför. Dessa faktorer måste beaktas under design- och processplaneringsfaserna.
Processkarakteristik för tråderodering
Tråderodering använder kontrollerade elektriska gnistor för att erodera material längs en programmerad bana. En kontinuerligt rörlig trådelektrod, vanligtvis 0,15-0,25 mm i diameter, skapar exakta snitt genom elektriskt ledande material oavsett hårdhet.
Processen uppnår exceptionell dimensionsnoggrannhet med toleranser som når ±0,002 mm på kritiska dimensioner. Denna precisionsnivå visar sig vara väsentlig för flygindustriapplikationer och högpresterande växelsystem där standardtillverkningsprocesser inte kan uppfylla kraven.
Tråderodering hanterar komplexa splinegeometrier inklusive avbrutna profiler, asymmetriska tandformer och integrerade funktioner som är omöjliga att bearbeta med konventionella metoder. Processflexibiliteten sträcker sig till härdade material upp till 65 HRC utan att kompromissa med noggrannhet eller ytfinish.
Ytfinishkvaliteten vid tråderodering varierar från Ra 0,8 till Ra 2,5 μm beroende på skärparametrar och efterbearbetningspass. Flera skärpass möjliggör optimering mellan skärhastighet och ytkvalitet, med grova snitt som avlägsnar bulkmaterial och efterbearbetningspass som uppnår slutliga dimensioner.
Processen fungerar genom våra precisions CNC-bearbetningstjänster med avancerade tråderoderingsfunktioner, vilket möjliggör komplexa geometrier och snäva toleranser som traditionell bearbetning inte kan uppnå.
Skärhastigheten vid tråderodering varierar avsevärt med materialtjocklek och erforderlig ytfinish. Typiska hastigheter varierar från 20-200 mm²/min, betydligt långsammare än fräsning men kompenseras av överlägsen precision och geometrisk flexibilitet.
Jämförelse av precision och tolerans
Dimensionsnoggrannhet representerar en kritisk differentierare mellan fräsning och tråderoderingsprocesser. Att förstå uppnåeliga toleranser vägleder lämpligt processval för specifika applikationer.
| Toleransparameter | Kuggfräsning | Trådgnistning | Påverkan på applikationen |
|---|---|---|---|
| Delningsnoggrannhet | ±0,008 mm | ±0,002 mm | Avgörande för jämn ingrepp |
| Tandtjocklek | ±0,01 mm | ±0,003 mm | Påverkar glappkontroll |
| Rotradie | ±0,02 mm | ±0,005 mm | Påverkar spänningskoncentration |
| Ytfinhet (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Påverkar slitstyrka |
| Koncentricitet | ±0,01 mm | ±0,005 mm | Avgörande för balans |
Dessa toleransförmågor påverkar direkt komponentens prestanda i krävande applikationer. Växellådor för flygindustrin kräver vanligtvis tråderoderingsprecision, medan bilapplikationer ofta accepterar fräsningstoleranser med lämpliga designmarginaler.
Repeterbarhet mellan delar representerar en annan avgörande faktor. Fräsning upprätthåller konsekventa resultat inom ±0,005 mm över produktionskörningar när den underhålls korrekt. Tråderodering uppnår överlägsen repeterbarhet vid ±0,002 mm, vilket är väsentligt för utbytbara komponenter.
Temperatureffekter under bearbetning kan påverka slutliga dimensioner. Fräsning genererar betydande värme som kräver noggrann kylvätskehantering för att förhindra termisk distorsion. Tråderodering arbetar vid lägre temperaturer, vilket minimerar termiska effekter på dimensionsnoggrannheten.
Materialkompatibilitet och begränsningar
Materialegenskaper påverkar avsevärt processvalet för splinebearbetning. Varje metod uppvisar specifika fördelar och begränsningar baserat på materialegenskaper.
Fräsning presterar optimalt på material med hårdhet under 45 HRC. Vanliga applikationer inkluderar AISI 4140 stål (28-35 HRC), AISI 8620 sätthärdningsstål och olika aluminiumlegeringar. Processen kämpar med härdade stål över 50 HRC på grund av överdrivet verktygsslitage och dålig ytfinish.
Tråderodering rymmer alla elektriskt ledande material oavsett hårdhet. Denna förmåga möjliggör bearbetning av verktygsstål vid 60+ HRC, Inconel 718, titanlegeringar och härdade lagerstål. Processbegränsningen involverar icke-ledande material som keramik och vissa plaster.
| Materialtyp | Lämplighet för kuggfräsning | Lämplighet för trådgnistning | Föredragen process |
|---|---|---|---|
| Mjukt stål (<35 HRC) | Utmärkt | Bra | Kuggfräsning (kostnadsfördel) |
| Medelhårt stål (35-45 HRC) | Bra | Utmärkt | Volymberoende |
| Hårt stål (>50 HRC) | Dålig | Utmärkt | Trådgnistning krävs |
| Aluminiumlegeringar | Utmärkt | Bra | Kuggfräsning (produktivitet) |
| Titanlegeringar | Begränsad | Utmärkt | Trådgnistning föredras |
| Inconel/Superlegeringar | Mycket begränsad | Utmärkt | Endast trådgnistning |
Materialtjocklek påverkar också processvalet. Fräsning hanterar olika bredder effektivt, medan tråderoderingshastigheten minskar med ökad tjocklek. Delar som överstiger 100 mm tjocklek kan gynna fräsning av produktivitetsskäl.
Mönster av restspänningar skiljer sig mellan processer. Fräsning introducerar tryckspänningar som är fördelaktiga för utmattningsmotstånd, medan tråderodering skapar minimal restspänning men kan kräva spänningsavlastningsbehandlingar för kritiska applikationer.
Kostnadsanalys och ekonomiska överväganden
Att förstå den fullständiga kostnadsstrukturen möjliggör korrekt processval baserat på projektekonomi snarare än initiala intryck.
Fräsning kräver betydande initiala verktygsinvesteringar med fräsar som kostar 25 000 kr - 150 000 kr beroende på specifikationer. Dessa verktyg producerar dock tusentals delar innan de byts ut, vilket dramatiskt minskar verktygskostnaderna per del i högvolymproduktion.
Tråderodering eliminerar anpassade verktygskostnader men arbetar med högre timpriser på grund av lägre skärhastigheter och kostnader för förbrukningsmaterial. Typiska tråderoderingspriser varierar från 450 kr - 850 kr per timme inklusive trådförbrukning och maskinomkostnader.
För högprecisionsresultat,Få en detaljerad offert inom 24 timmar från Microns Hub.
| Kostnadsfaktor | Kuggfräsning | Trådgnistning | Volympåverkan |
|---|---|---|---|
| Installationskostnad | 8 800–22 000 | 8 200–2 500 | Gynnar trådgnistning vid låg volym |
| Verktygskostnad | 8 2 500–215 000 | 8 0 (endast förbrukningsmaterial) | Avskrivs över produktionen |
| Timkostnad | 8 35–255 | 8 45–285 | Konsekvent över volymer |
| Cykeltid (per del) | 15–45 minuter | 2–8 timmar | Kuggfräsningens fördelar ökar |
| Sekundära operationer | Gradning, inspektion | Minimal efterbehandling | Ökar kuggfräsningskostnaden |
Den ekonomiska brytpunkten inträffar vanligtvis mellan 500-1000 delar för standard splinegeometrier. Komplexa profiler eller snäva toleranser kan flytta denna balans mot tråderodering även vid högre volymer.
Kvalitetsrelaterade kostnader måste inkluderas i den ekonomiska analysen. Fräsning kan kräva ytterligare kvalitetskontrollåtgärder och potentiellt omarbete, medan tråderoderingens överlägsna noggrannhet ofta eliminerar dessa problem.
Leveranstidsöverväganden påverkar de totala projektkostnaderna. Fräsning kräver fräsanskaffning med 8-12 veckors leveranstider, medan tråderodering kan påbörjas omedelbart med standardtrådelektroder.
Ytfinish och kvalitetsegenskaper
Ytfinishkvaliteten påverkar direkt växelns prestanda och påverkar friktion, slitstyrka och ljudgenerering under drift.
Fräsning producerar karakteristiska matningsmärken som är inriktade med skärriktningen, vilket skapar ytstrukturer som kan kräva ytterligare efterbehandlingsoperationer för kritiska applikationer. Ytråheten varierar vanligtvis från Ra 1,6 till Ra 3,2 μm beroende på skärparametrar och verktygets skick.
Tråderodering genererar distinkta ytmönster från elektrisk urladdningserosion, vilket skapar mikroskopiska kratrar som effektivt kan fånga smörjmedel. Ytfinishen varierar från Ra 0,8 till Ra 2,5 μm med korrekt parameteroptimering.
Förhållandet mellan ytfinish och skärparametrar möjliggör optimering för specifika krav. Vid fräsning förbättrar lägre skärhastigheter och finare matningar ytkvaliteten men minskar produktiviteten. Tråderodering uppnår överlägsna ytfinisher genom flera skärpass, med grova snitt följt av efterbearbetningspass.
Ytintegriteten sträcker sig bortom råhet till att inkludera metallurgiska förändringar från tillverkningsprocessen. Fräsning skapar arbetshärdade ytor som är fördelaktiga för slitstyrka, medan tråderodering producerar tunna omstöpta lager som kan kräva avlägsnande i kritiska applikationer.
Avgradningskraven skiljer sig avsevärt mellan processer. Fräsning producerar vanligtvis grader vid tandkanterna som kräver sekundära operationer, medan tråderodering skapar minimala grader på grund av den termiska skärmekanismen.
Designöverväganden och geometriska begränsningar
Komponentgeometrin påverkar avsevärt valet av tillverkningsprocess, där varje metod uppvisar specifika kapaciteter och begränsningar.
Fräsning utmärker sig vid standard evolventa splineprofiler men står inför begränsningar med komplexa eller icke-standardiserade geometrier. Processen kräver raka skärvägar utan geometriska störningar, vilket begränsar designflexibiliteten för integrerade funktioner.
Invändiga splines utgör särskilda utmaningar för fräsning, särskilt med små diametrar där verktygets åtkomst blir problematisk. Den minsta invändiga diametern överstiger vanligtvis 25 mm för praktiska fräsningsoperationer, även om specialverktyg kan utöka denna kapacitet.
Tråderodering hanterar praktiskt taget alla 2D-profiler som kan programmeras, inklusive asymmetriska tänder, variabelt avstånd och integrerade kilspår eller spår. Denna geometriska flexibilitet möjliggör komplexa konstruktioner som är omöjliga med konventionella bearbetningsmetoder.
Förmågan att bearbeta komplexa geometrier med underskärningar representerar en betydande tråderoderingsfördel, särskilt för flygindustriapplikationer som kräver viktminskning genom materialborttagning i icke-kritiska områden.
Koniska funktioner skiljer sig mellan processer. Fräsning producerar parallella tänder, medan tråderodering kan skapa koniska profiler för specialiserade applikationer som konkopplingar eller justerbara kopplingar.
Begränsningar i deltjocklek påverkar processvalet. Fräsning hanterar olika bredder effektivt, medan tråderoderingshastigheten minskar med tjockleken, vilket gör den mindre ekonomisk för delar som överstiger 150 mm i tjocklek.
Överväganden av produktionsvolym
Produktionsvolymen representerar den primära faktorn som bestämmer ekonomisk lönsamhet för varje tillverkningsprocess.
Lågvolymproduktion (1-100 delar) gynnar vanligtvis tråderodering på grund av eliminering av verktygskostnader och inställningsflexibilitet. Förmågan att snabbt modifiera program rymmer designändringar som är vanliga i prototyp- och lågvolymapplikationer.
Medelvolymproduktion (100-1000 delar) kräver noggrann ekonomisk analys med hänsyn till totala projektkostnader inklusive verktygsamortisering, cykeltider och kvalitetskrav. Brytpunkten varierar med delens komplexitet och toleranskrav.
Högvolymproduktion (1000+ delar) gynnar generellt fräsning när geometriska begränsningar tillåter det. Den överlägsna produktiviteten och lägre kostnaderna per del kompenserar initiala verktygsinvesteringar över stora produktionskörningar.
Batchstorleksoptimering påverkar båda processerna olika. Fräsning gynnas av kontinuerliga produktionskörningar som minimerar påverkan av inställningstiden, medan tråderodering rymmer blandade batcher effektivt på grund av snabba programändringar.
Produktionsschemaläggningsflexibilitet representerar ett annat övervägande. Tråderodering möjliggör snabb respons på brådskande krav utan verktygsförseningar, medan fräsning kan kräva förhandsplanering för verktygsanskaffning och inställning.
Kvalitetskontroll och inspektionskrav
Dimensionsverifiering och kvalitetskontrollprocedurer varierar avsevärt mellan fräsning och tråderoderingsprocesser.
Fräsning kräver omfattande inspektion på grund av potentiella verktygsslitageeffekter på dimensionsnoggrannheten. Kritiska parametrar inkluderar stigningsnoggrannhet, tandtjocklek och profilform, som vanligtvis mäts med hjälp av växelinspektionssystem med ±0,001 mm upplösning.
Tråderoderingens överlägsna processkontroll minskar ofta inspektionskraven, även om verifiering förblir väsentlig för kritiska dimensioner. Processstabiliteten möjliggör statistisk processkontroll med mindre provstorlekar jämfört med fräsning.
Kraven på inspektionsutrustning skiljer sig mellan processer. Fräsning kan kräva specialiserade växelmätsystem, medan tråderoderingsdelar ofta använder standardkoordinatmätmaskiner för dimensionsverifiering.
Processkapacitetsstudier visar distinkta egenskaper för varje metod. Fräsning uppvisar Cpk-värden på 1,33-1,67 för standardtoleranser, medan tråderodering uppnår Cpk-värden som överstiger 2,0 för jämförbara dimensioner.
Spårbarhetskrav i flyg- och medicinska applikationer gynnar tråderoderingens digitala processkontroll och automatiserade dokumentationsfunktioner jämfört med fräsningens manuella inställningsprocedurer.
Avancerade applikationer och framtida trender
Framväxande applikationer fortsätter att tänja på gränserna för splinebearbetningsprecision och komplexitet.
Mikro-splines för precisionsinstrument kräver tråderoderingsfunktioner på grund av skalebegränsningar vid fräsning. Komponenter med tandmoduler under 0,5 mm överstiger vanligtvis fräsverktygets tillverkningskapacitet.
Hybrida tillverkningsmetoder kombinerar båda processerna för optimala resultat. Grovfräsning följt av tråderoderingsfinish möjliggör hög produktivitet med överlägsen noggrannhet, även om detta ökar komplexiteten och kostnaderna.
Integrering av additiv tillverkning skapar möjligheter för komplexa invändiga splinegeometrier som är omöjliga med traditionella metoder. Tråderodering möjliggör efterbehandling av 3D-printade komponenter till precisionstoleranser.
Industri 4.0-implementeringar påverkar båda processerna genom förbättrade övervaknings- och styrsystem. Prediktiva underhållsalgoritmer optimerar verktygslivslängden vid fräsning, medan realtidsövervakning av processer förbättrar tråderoderingens konsistens.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den specialiserade uppmärksamhet som krävs för optimala resultat, oavsett om det är genom fräsning eller tråderoderingsprocesser.
Miljöhänsyn påverkar i allt högre grad processvalet. Tråderoderingens minskade avfallsproduktion och eliminering av skärvätskor tilltalar miljömedvetna tillverkare, medan fräsningens högre produktivitet minskar den totala energiförbrukningen per del.
Riktlinjer för processval
Systematiska utvärderingskriterier möjliggör optimalt processval baserat på specifika projektkrav.
Primära urvalsfaktorer inkluderar produktionsvolym, toleranskrav, materialegenskaper och geometrisk komplexitet. Dessa parametrar interagerar för att bestämma det mest ekonomiska tillvägagångssättet för tillverkning.
Beslutsmatriser hjälper till att kvantifiera urvalskriterier genom att vikta faktorer enligt projektprioriteringar. Kostnadskänsliga projekt betonar ekonomiska faktorer, medan kritiska applikationer prioriterar precision och tillförlitlighet.
Prototyputveckling börjar ofta med tråderodering för designverifiering innan övergång till fräsning för produktionsvolymer. Detta tillvägagångssätt validerar design samtidigt som den ekonomiska lönsamheten upprätthålls för fullskalig tillverkning.
Riskbedömning beaktar faktorer som verktygstillgänglighet, processkapacitet och leveransscheman. Tråderodering erbjuder lägre teknisk risk för komplexa geometrier, medan fräsning tillhandahåller etablerade lösningar för standardapplikationer.
Framtida designändringar påverkar processvalsbeslut. Tråderodering rymmer modifieringar lättare, medan fräsning kräver nya verktyg för betydande geometriska förändringar.
Integration med våra tillverkningstjänster säkerställer optimalt processval baserat på omfattande kapacitetsbedömning och ekonomisk analys som är skräddarsydd för dina specifika krav.
Vanliga frågor
Vilka toleransnivåer kan uppnås med fräsning kontra tråderodering?
Fräsning uppnår vanligtvis toleranser på ±0,008 mm till ±0,01 mm på kritiska dimensioner som stigning och tandtjocklek. Tråderodering levererar överlägsen precision med toleranser som når ±0,002 mm till ±0,003 mm på samma parametrar. Valet beror på din applikations precisionskrav och om den förbättrade noggrannheten motiverar den extra kostnaden.
Vilken process är mer kostnadseffektiv för medelstora produktionsvolymer?
För produktionsvolymer mellan 100-1000 delar beror kostnadseffektiviteten på delens komplexitet och toleranskrav. Enkla splineprofiler gynnar ofta fräsning på grund av snabbare cykeltider, medan komplexa geometrier eller snäva toleranser kan motivera tråderoderingskostnader. Brytpunkten inträffar vanligtvis runt 500 delar för standardgeometrier.
Kan båda processerna hantera härdade stålkomponenter?
Tråderodering utmärker sig med härdade stål upp till 65 HRC utan att kompromissa med noggrannheten eller kräva specialverktyg. Fräsning blir utmanande över 45 HRC på grund av överdrivet verktygsslitage och dålig ytfinish. För härdade komponenter representerar tråderodering det föredragna valet oavsett produktionsvolym.
Vilka är de typiska ledtiderna för varje process?
Tråderodering kan påbörjas omedelbart med standardtrådelektroder, med ledtider som främst bestäms av bearbetningstid och köposition. Fräsning kräver anpassad verktygsanskaffning med 8-12 veckors leveranstider för specialiserade fräsar, även om standardverktyg kan vara tillgängliga tidigare. Tänk på verktygsledtiderna när du planerar produktionsscheman.
Hur påverkar ytfinishkraven processvalet?
Tråderodering producerar överlägsna ytfinisher som varierar från Ra 0,8 till Ra 2,5 μm med minimala sekundära operationer som krävs. Fräsning uppnår Ra 1,6 till Ra 3,2 μm men kan kräva ytterligare efterbehandling för kritiska applikationer. Applikationer som kräver exceptionell ytkvalitet gynnar vanligtvis tråderodering trots högre kostnader.
Vilka geometriska begränsningar finns för varje process?
Fräsning kräver raka skärvägar och kämpar med invändiga splines under 25 mm diameter. Tråderodering hanterar praktiskt taget alla 2D-profiler inklusive komplexa geometrier, underskärningar och snäva invändiga funktioner. Välj tråderodering för icke-standardiserade profiler eller geometriska begränsningar som överstiger fräsningskapaciteten.
Finns det materialrestriktioner för någon av processerna?
Fräsning fungerar optimalt på material under 45 HRC inklusive vanliga stål och aluminiumlegeringar. Tråderodering rymmer alla elektriskt ledande material oavsett hårdhet, inklusive exotiska legeringar och härdade stål. Icke-ledande material som keramik kräver alternativa tillverkningsmetoder.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece