Underskärningar i CNC-bearbetning: T-spårsfräsar kontra 5-axliga strategier
Bearbetning av underskärningar är ett av de mest utmanande geometriproblemen inom precisionsbearbetning. Dessa funktioner – definierade som ytor som inte kan nås av ett skärverktyg som rör sig längs en enda axel – kräver specialiserade strategier som direkt påverkar cykeltider, verktygskostnader och den totala projektgenomförbarheten.
Viktiga slutsatser:
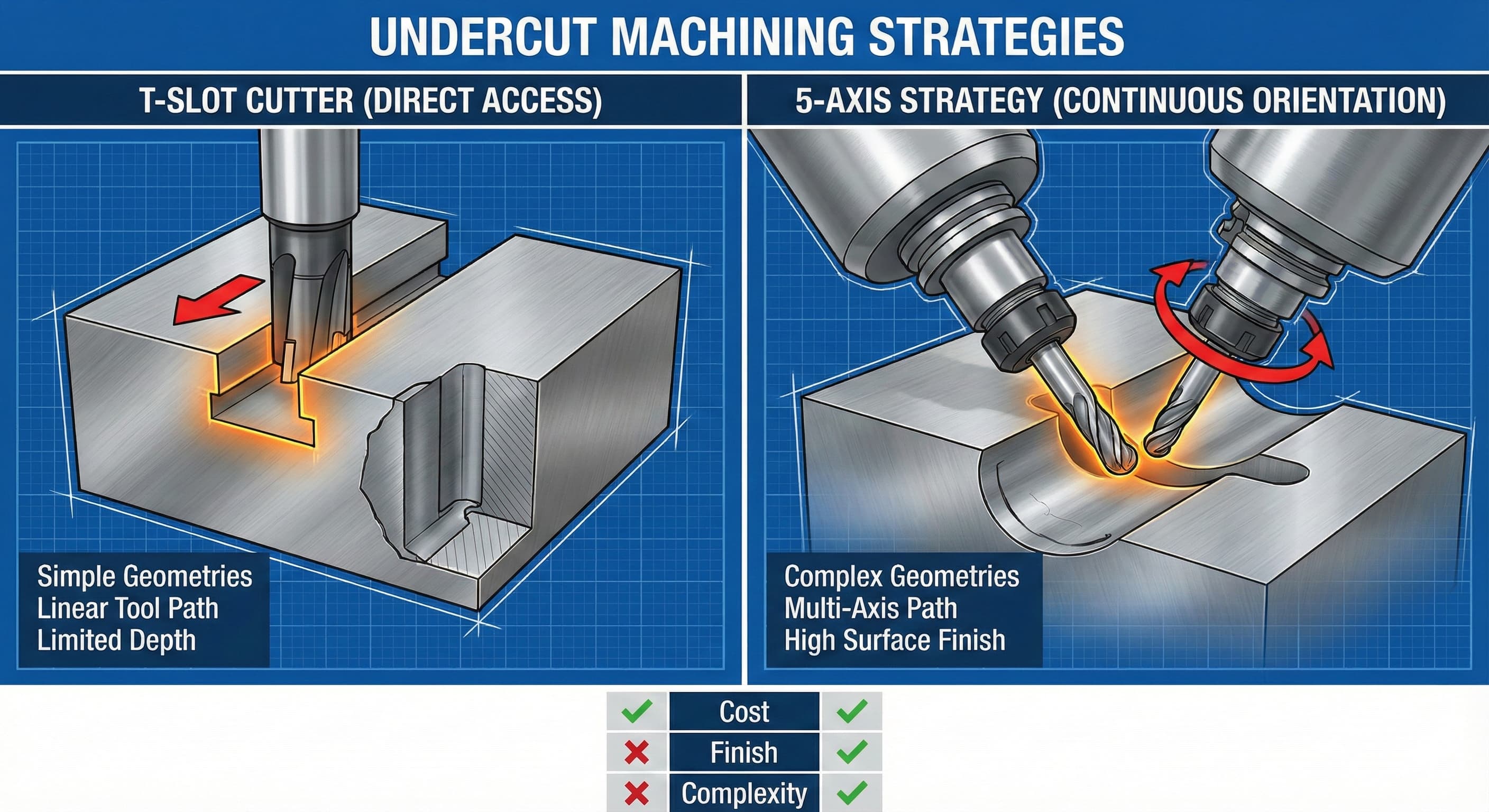
- T-spårsfräsar är utmärkta för enkla underskärningar men är begränsade till specifika geometrier och djup upp till 15-20 mm
- 5-axlig simultanbearbetning möjliggör komplexa underskärningsprofiler med överlägsen ytfinish (Ra 0,8-1,6 μm)
- Hybridmetoder som kombinerar båda metoderna kan minska cykeltiderna med 25-40 % för komplexa komponenter
- Materialval och arbetsstyckets styvhet avgör optimal strategi för underskärningsbearbetning
Förståelse av geometriklassificeringar för underskärningar
Underskärningar i CNC-bearbetning delas in i tre huvudkategorier: enkla linjära underskärningar, komplexa böjda underskärningar och sammansatta flerriktade underskärningar. Varje klassificering kräver olika verktygsmetoder och maskinkapacitet.
Enkla linjära underskärningar, såsom T-spår och laxstjärtsprofiler, har en rätlinjig geometri som är tillgänglig via specialiserade pinnfräsar. Dessa varierar vanligtvis från 2-25 mm i djup med väggvinklar mellan 45-90 grader. ISO 2768-m-standarden gäller för allmänna toleranser, medan specifika funktioner kan kräva snävare kontroller ner till ±0,05 mm.
Komplexa böjda underskärningar inkluderar sfäriska håligheter, skulpterade ytor under överhäng och organiska former som finns i flygkomponenter. Dessa geometrier kan inte bearbetas med konventionella 3-axliga strategier och kräver kontinuerliga fleraxliga verktygsbanor för att upprätthålla korrekt spånevakuering och ytkvalitet.
Sammansatta underskärningar kombinerar flera riktningar och har ofta varierande djup inom en enda funktion. Medicinska implantat, turbinblad och formsprutningskärnor innehåller ofta dessa utmanande geometrier som tänjer på gränserna för både verktyg och maskinkapacitet.
T-spårsfräsar: Specialiserade verktyg för direkt åtkomst
T-spårsfräsar representerar det mest direkta tillvägagångssättet för bearbetning av linjära underskärningar. Dessa verktyg har ett smalt skaft med ett förstorat skärhuvud, vilket möjliggör åtkomst till trånga utrymmen samtidigt som material avlägsnas i områden som är oåtkomliga för konventionella pinnfräsar.
Standard T-spårsfräsar varierar från 6-50 mm i huvudets diameter, med skaftdiametrar som vanligtvis är 30-50 % av huvudstorleken för att ge nödvändig styvhet. Karbidkvaliteter som K20-K30 erbjuder optimalt slitagemotstånd för stålkomponenter, medan PCD-spetsade verktyg utmärker sig i aluminiumlegeringar som 6061-T6 och 7075-T6.
Skärparametrar för T-spårsoperationer kräver noggrann övervägning av verktygsnedböjning och vibrationer. Rekommenderade skärhastigheter varierar från 80-150 m/min för stål (beroende på hårdhet), med matningshastigheter mellan 0,1-0,3 mm per tand. Den utökade verktygsgeometrin begränsar skärdjupet till 0,5-2,0 mm per pass, vilket avsevärt påverkar cykeltiderna för djupa underskärningar.
| Verktygstyp | Max Djup (mm) | Skärhastighet (m/min) | Matning (mm/tand) | Typisk Kostnad (€) |
|---|---|---|---|---|
| HSS T-spårfräs | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Hårdmetall T-spårfräs | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-spårfräs | 20 | 200-400 | 0.2-0.4 | 350-650 |
Överväganden om verktygslivslängd blir kritiska på grund av den cantilevered skärgeometrin. Korrekt arbetsstyckeshållning och vibrationsdämpningssystem är avgörande för att förhindra för tidigt verktygsfel och upprätthålla dimensionsnoggrannhet under hela produktionskörningen.
5-axliga simultana bearbetningsstrategier
Femaxlig simultanbearbetning transformerar underskärningstillgängligheten genom att möjliggöra kontinuerliga verktygsorienteringsändringar under hela skärbanan. Denna kapacitet gör det möjligt för konventionella pinnfräsar att komma åt komplexa geometrier samtidigt som optimala skärförhållanden och överlägsna ytfinisher bibehålls.
Den grundläggande fördelen ligger i verktygsaxelmanipulationen. Genom att luta och rotera arbetsstycket eller spindeln bibehåller skärverktygen vinkelrät ingrepp med komplexa ytor, vilket eliminerar de geometriska begränsningarna som är inneboende i T-spårsfräsmetoder. Detta resulterar i förbättrad spånevakuering, minskade skärkrafter och förbättrad ytkvalitet.
Programmering av 5-axliga underskärningsstrategier kräver sofistikerad CAM-programvara som kan detektera kollisioner och optimera verktygsbanor. För- och eftersläppningsvinklar måste kontrolleras noggrant för att förhindra urholkning samtidigt som fullständigt materialavlägsnande säkerställs. Typiska försprångsvinklar varierar från 2-5 grader, med eftersläppningsvinklar justerade baserat på materialegenskaper och önskad ytfinish.
Maskinkinematiska spelar en avgörande roll i strategivalet. Bord-bord-konfigurationer (A- och C-axlar på bordet) är utmärkta för tunga arbetsstycken men kan ha begränsade verktygsåtkomstvinklar. Huvud-huvud-konfigurationer (B- och C-axlar på spindeln) ger överlägsen tillgänglighet men är vanligtvis begränsade till lättare komponenter på grund av spindelbelastningsbegränsningar.
För högprecisionsresultat, Skicka in ditt projekt för en 24-timmars offert från Microns Hub.
Matningshastighetsoptimering i 5-axlig underskärningsbearbetning kräver dynamisk justering baserat på momentant verktygsingrepp. Moderna CNC-styrenheter använder avancerade algoritmer för att upprätthålla konsekventa spånbelastningar samtidigt som plötsliga accelerationsändringar förhindras som kan äventyra ytfinishen eller dimensionsnoggrannheten.
Jämförande analys: Prestanda- och kostnadsfaktorer
Att välja mellan T-spårsfräsar och 5-axliga strategier kräver en omfattande analys av detaljgeometri, produktionsvolym och kostnadsbegränsningar. Varje metod erbjuder distinkta fördelar beroende på specifika applikationskrav.
| Faktor | T-spårfräsar | 5-Axis Samtidig | Inverkan på Val |
|---|---|---|---|
| Ställtid | 15-30 minuter | 45-90 minuter | Hög volym gynnar T-spår |
| Programmeringskomplexitet | Låg | Hög | Kompetenskrav skiljer sig markant |
| Ytfinhet (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Kritiskt för synliga ytor |
| Verktygskostnad per Detalj | €2-8 | €0.50-3 | Volym- och komplexitetsberoende |
| Cyckeltid (enkel underskärning) | 100% | 150-200% | T-spår fördel för grundläggande geometri |
Materialöverväganden påverkar strategivalet avsevärt. Arbetsförhårdnande legeringar som Inconel 718 drar nytta av den kontinuerliga skärningen som är möjlig med 5-axliga metoder, medan aluminiumlegeringar kan uppnå acceptabla resultat med båda metoderna. De förbättrade spånevakueringsegenskaperna hos 5-axlig bearbetning blir särskilt värdefulla när man arbetar med material som är benägna att arbetsförhårdna eller de som genererar långa, trådiga spånor.
Geometrisk komplexitet fungerar som den primära beslutsdrivaren. Enkla T-spår, laxstjärtar och linjära underskärningar med djup under 15 mm gynnar vanligtvis specialiserade fräsar. Komplexa böjda underskärningar, funktioner med variabelt djup eller underskärningar som kräver flera orienteringar kräver 5-axliga funktioner.
När du utvärderar omfattande tillverkningslösningar, överväg hur underskärningsbearbetning integreras med andra processer. Komponenter som kräver både precisions-CNC-funktioner och formade element kan dra nytta av våra tjänster för plåtbearbetning för hybridtillverkningsmetoder.
Avancerade hybridstrategier
Sofistikerade produktionsmiljöer använder ofta hybridmetoder som kombinerar T-spårsfräsar och 5-axliga strategier inom enstaka bearbetningsprogram. Denna metod optimerar cykeltiderna samtidigt som kvalitetsstandarder upprätthålls över olika funktionskrav.
Grov underskärningsborttagning använder ofta 5-axliga strategier med standardpinnfräsar för att avlägsna bulkmaterial effektivt. Den överlägsna spånevakueringen och minskade verktygsspänningen möjliggör aggressiva materialborttagningshastigheter på 15-25 cm³/min i aluminiumlegeringar. Slutlig profilering använder sedan specialiserade T-spårsfräsar för att uppnå exakt dimensionskontroll och förbättrad ytfinish på kritiska ytor.
Sekventiella verktygsbyten inom hybridprogram kräver noggrann övervägning av arbetsstyckets referenssystem och verktygslängdskompensation. Att upprätthålla konsekventa koordinatsystem blir avgörande när man växlar mellan olika verktygsgeometrier och skärstrategier. Korrekta inställnings- och verifieringsprocedurer förhindrar kostsam skrotning av delvis färdiga komponenter.
Avancerade CAM-system erbjuder nu integrerade hybridprogrammeringsfunktioner som automatiskt optimerar verktygsval och skärstrategier baserat på funktionsgeometrianalys. Dessa system utvärderar faktorer inklusive materialborttagningshastigheter, verktygsåtkomstvinklar och ytfinishkrav för att generera optimerade bearbetningssekvenser.
Temperaturhantering blir allt viktigare i hybridstrategier på grund av varierande skärbelastningar och förlängda cykeltider. Översvämningskylsystem med flödeshastigheter på 15-25 liter per minut hjälper till att upprätthålla konsekventa temperaturer samtidigt som adekvat spånevakuering säkerställs för båda skärmetoderna.
Materialspecifika överväganden
Olika material reagerar unikt på T-spår kontra 5-axliga underskärningsbearbetningsstrategier, vilket kräver skräddarsydda metoder för optimala resultat. Att förstå dessa materialspecifika beteenden möjliggör informerat strategival och parameteroptimering.
Aluminiumlegeringar, särskilt 6061-T6 och 7075-T6, bearbetas lätt med båda metoderna men uppvisar olika beteenden. T-spårsfräsar i aluminium kan uppnå höga materialborttagningshastigheter på grund av utmärkta värmeavledningsegenskaper, medan 5-axliga strategier drar nytta av materialets förmåga att producera korta, lätt evakuerade spånor. PCD-spetsade verktyg utmärker sig i aluminiumapplikationer och erbjuder verktygslivslängdsförbättringar på 300-500 % jämfört med karbidalternativ.
| Materialkvalitet | Föredragen Strategi | Typisk Verktygslivslängd | Skärhastighet (m/min) | Särskilda Överväganden |
|---|---|---|---|---|
| Al 6061-T6 | Antingen/Hybrid | 2000-4000 delar | 200-400 | Förebyggande av löseggsbildning |
| Stål 4140 (HRC 30) | 5-Axis föredras | 150-300 delar | 120-180 | Kontroll av kallbearbetning |
| Rostfritt 316L | 5-Axis krävs | 80-150 delar | 80-120 | Kontinuerlig skärning väsentlig |
| Inconel 718 | Endast 5-Axis | 25-60 delar | 45-80 | Värmehantering kritisk |
Rostfria stål som 316L och 17-4 PH presenterar unika utmaningar på grund av arbetsförhårdningsegenskaper. T-spårsfräsar som arbetar med intermittent skärning kan inducera arbetsförhårdning, vilket leder till snabbt verktygsslitage och dålig ytkvalitet. Femaxliga kontinuerliga skärstrategier upprätthåller konsekvent ingrepp, vilket förhindrar arbetsförhårdning samtidigt som acceptabel verktygslivslängd och ytfinish uppnås.
Titanlegeringar, inklusive Ti-6Al-4V, kräver specialiserade metoder oavsett skärstrategi. Materialets låga värmeledningsförmåga och kemiska reaktivitet med skärverktyg kräver optimerade parametrar och potentiellt exotiska verktygsmaterial. För detaljerade strategier för titanbearbetning, se vår guide om minska verktygsslitage vid titanbearbetning för omfattande CAD-optimeringsmetoder.
Överväganden om fixturering och arbetsstyckeshållning
Framgångsrik underskärningsbearbetning kräver robusta arbetsstyckeshållningssystem som kan upprätthålla detaljstyvhet samtidigt som verktygsåtkomst till trånga områden tillhandahålls. Valet mellan T-spår och 5-axliga strategier påverkar fixtureringskraven och inställningskomplexiteten avsevärt.
T-spårsfräsapplikationer drar vanligtvis nytta av konventionella skruvstycken eller fixturplattor, eftersom verktygsåtkomstkraven förblir relativt förutsägbara. Den utökade verktygsgeometrin skapar dock betydande momentarmar som förstärker skärkrafter och vibrationer. Arbetsstyckeshållningssystem måste ge adekvat stöd nära skärzonen samtidigt som verktygsfrigångskraven tillgodoses.
Femaxlig bearbetning kräver mer sofistikerade fixtureringslösningar som upprätthåller arbetsstyckets tillgänglighet under komplexa verktygsbansekvenser. Gravstensfixturer, indexerade roterande bord och anpassade fixturkonstruktioner möjliggör flera detaljorienteringar samtidigt som inställningsändringar minimeras. Förmågan att bearbeta underskärningar från olika inflygningsvinklar minskar ofta de totala fixtureringskraven jämfört med T-spårsfräsmetoder.
När du hanterar komplexa geometrier som kräver flera inställningar, överväg designstrategier som innehåller hållflikar för komplexa CNC-detaljer för att upprätthålla detaljintegritet under hela bearbetningssekvensen.
Vibrationsdämpning blir särskilt kritisk för T-spårsoperationer på grund av den inneboende verktygsflexibiliteten. Kompletterande stödsystem, inklusive fasta stöd och antivibrationsfixturer, hjälper till att upprätthålla dimensionsnoggrannhet och förlänga verktygslivslängden. Dessa system måste vara noggrant utformade för att undvika störningar med skärverktygsbanor samtidigt som maximal stödeffektivitet tillhandahålls.
Kvalitetskontroll- och inspektionsstrategier
Underskärningsfunktioner presenterar unika inspektionsutmaningar som kräver specialiserade mättekniker och utrustning. De tillgänglighetsbegränsningar som komplicerar bearbetningen påverkar också kvalitetsverifieringsprocedurerna.
Koordinatmätmaskiner (CMM) utrustade med ledade mäthuvuden möjliggör omfattande underskärningsinspektion, men programmeringskomplexiteten ökar avsevärt. Sondåtkomstvinklar måste planeras noggrant för att undvika kollisioner samtidigt som fullständig funktionsverifiering uppnås. Beröringssondsystem med 2-5 mm kuldiametrar ger vanligtvis optimal balans mellan åtkomstkapacitet och mätnoggrannhet.
Optiska mätsystem, inklusive laserskannrar och system med strukturerat ljus, erbjuder kontaktfria inspektionsalternativ som är särskilt värdefulla för komplexa böjda underskärningar. Dessa system fångar kompletta ytgeometridata, vilket möjliggör omfattande jämförelse med CAD-modeller med en noggrannhet som vanligtvis ligger inom ±0,025 mm för de flesta industriella applikationer.
Processövervakning blir allt viktigare för underskärningsbearbetning på grund av begränsad visuell åtkomst under skärningsoperationer. Spindellastövervakning, vibrationsanalys och akustiska emissionssensorer hjälper till att upptäcka verktygsslitage eller skäravvikelser innan de påverkar detaljkvaliteten. Moderna CNC-system integrerar dessa övervakningsfunktioner för att ge återkoppling i realtid och automatisk parameterjustering.
Implementering av statistisk processkontroll (SPC) kräver noggrann övervägning av mätupprepbarhet och operatörsteknik. Underskärningsfunktioner uppvisar ofta högre mätosäkerhet jämfört med tillgängliga ytor, vilket kräver justerade kontrollgränser och provtagningsstrategier för att upprätthålla effektiv processkontroll.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med omfattande inspektionsmöjligheter för även de mest utmanande underskärningsgeometrierna.
Kostnadsoptimeringsstrategier
Effektiv kostnadshantering vid underskärningsbearbetning kräver omfattande analys av verktygskostnader, cykeltider, inställningskrav och kvalitetsöverväganden. Att förstå de totala kostnadskonsekvenserna möjliggör informerade beslut som balanserar initiala utgifter mot långsiktig produktionseffektivitet.
Verktygskostnaderna varierar dramatiskt mellan metoder. T-spårsfräsar varierar från 45-650 € beroende på storlek och beläggning, med en typisk verktygslivslängd på 150-4000 detaljer baserat på material och skärförhållanden. Femaxliga strategier använder konventionella pinnfräsar som kostar 15-150 €, men kan kräva flera verktyg för fullständig underskärningsbearbetning.
Programmerings- och inställningskostnaderna gynnar T-spårsfräsar för enkla geometrier på grund av minskad komplexitet. Femaxliga strategier visar sig dock ofta vara mer ekonomiska för komplexa underskärningar när man beaktar totala cykeltider och sekundära operationer. Förmågan att slutföra flera underskärningsorienteringar i enstaka inställningar eliminerar mellanliggande hanterings- och omplaceringskostnader.
Volymöverväganden påverkar kostnadsoptimeringsbesluten avsevärt. Prototyper och anpassade detaljer i låg volym kan gynna 5-axliga metoder trots högre inställningskostnader, medan högvolymsproduktion ofta drar nytta av dedikerade T-spårsfräsverktyg och optimerade fixtureringssystem.
För omfattande kostnadsanalys som täcker olika tillverkningsprocesser, se vår detaljerade guide om kostnadsdrivare för CNC-bearbetning som ger specifika strategier för att minska detaljpriser genom designoptimering.
Sekundära operationer inklusive avgradning, ytbehandling och inspektion ökar komplexiteten i kostnadsberäkningarna. Femaxlig bearbetning ger vanligtvis överlägsna ytfinisher som kräver minimal efterbearbetning, medan T-spårsoperationer kan kräva ytterligare efterbehandlingssteg för att uppnå jämförbara kvalitetsnivåer.
Integration med tillverkningstjänster
Underskärningsbearbetning representerar ofta en komponent i omfattande tillverkningsprogram som kan inkludera flera processer och tekniker. Att förstå hur underskärningsstrategier integreras med bredare tillverkningsmöjligheter hjälper till att optimera den totala projektgenomförandet och kostnadseffektiviteten.
Många komponenter som kräver komplexa underskärningar innehåller också funktioner som är bättre lämpade för alternativa tillverkningsprocesser. Plåtkomponenter med bearbetade underskärningar, gjutna detaljer som kräver efterbearbetning och sammansättningar som kombinerar flera tillverkningstekniker drar nytta av integrerad produktionsplanering som beaktar alla processinteraktioner.
Ledtidsoptimering driver ofta processvalsbeslut. Komponenter som kräver både precisionsunderskärningar och andra tillverkningsoperationer kan dra nytta av parallella bearbetningsstrategier där olika funktioner produceras samtidigt med hjälp av lämpliga tekniker. Denna metod minimerar den totala projekttiden samtidigt som kvalitetsstandarder upprätthålls över alla funktioner.
Kvalitetssystemintegration säkerställer konsekventa standarder över flera tillverkningsprocesser. När underskärningsbearbetning representerar ett element i komplexa tillverkningsprogram blir upprätthållande av spårbarhet och dokumentation avgörande för industrier med stränga regulatoriska krav som flyg, medicintekniska produkter och fordonstillämpningar.
Utforska hur underskärningsbearbetning integreras med våra tillverkningstjänster för att utveckla omfattande lösningar som optimerar både individuell detaljkvalitet och total projekteffektivitet.
Vanliga frågor
Vad är det maximala djupet som kan uppnås med T-spårsfräsar jämfört med 5-axlig bearbetning?
T-spårsfräsar är vanligtvis begränsade till djup på 15-25 mm på grund av verktygsstyvhet och vibrationsbegränsningar. Den utökade verktygsgeometrin skapar betydande nedböjning som påverkar dimensionsnoggrannheten utöver dessa djup. Femaxlig bearbetning med konventionella pinnfräsar kan uppnå praktiskt taget obegränsade underskärningsdjup, eftersom verktygen upprätthåller vinkelrät ingrepp med ytor oavsett funktionsdjup. Arbetsstyckets styvhet och fixtureringstillgänglighet kan dock medföra praktiska begränsningar för extremt djupa funktioner.
Hur påverkar ytfinishkraven valet mellan T-spårsfräsar och 5-axliga strategier?
Femaxlig simultanbearbetning ger vanligtvis överlägsna ytfinisher som varierar från Ra 0,8-1,6 μm på grund av kontinuerligt verktygsingrepp och optimal skärgeometri. T-spårsfräsar uppnår i allmänhet Ra 1,6-3,2 μm finish på grund av verktygsnedböjning och avbruten skärning. För kritiska ytor som kräver minimal efterbearbetning erbjuder 5-axliga strategier betydande fördelar. Specialiserade T-spårsfräsar med optimerade geometrier och beläggningar kan dock uppnå acceptabla finish för många applikationer med lägre programmeringskomplexitet.
Vilka material är olämpliga för underskärningsbearbetning med T-spårsfräsar?
Arbetsförhårdnande material inklusive austenitiska rostfria stål (316L, 321), Inconel-legeringar och Hastelloy-kvaliteter presterar dåligt med T-spårsfräsar på grund av intermittent skärning som inducerar arbetsförhårdning. Dessa material kräver kontinuerligt skäringrepp som endast är möjligt med 5-axliga strategier. Dessutom kan material med dålig bearbetbarhet som härdade verktygsstål över HRC 45 orsaka överdrivet verktygsslitage vid användning av de utökade geometrier som är typiska för T-spårsfräsar.
Hur påverkar detaljvolymen det ekonomiska valet mellan skärstrategier?
Lågvolymsproduktion (1-50 detaljer) gynnar vanligtvis 5-axliga strategier trots högre programmeringskostnader, eftersom verktygsinvesteringarna förblir rimliga och inställningsflexibiliteten ger fördelar. Medelstora volymer (50-500 detaljer) kräver detaljerad kostnadsanalys med hänsyn till verktygslivslängd, cykeltider och kvalitetskrav. Högvolymsproduktion (>500 detaljer) motiverar ofta dedikerade T-spårsverktyg och optimerade fixturer när geometrin tillåter det, eftersom de minskade programmerings- och inställningskostnaderna per detalj uppväger högre initiala verktygsinvesteringar.
Vilka inspektionsutmaningar är unika för bearbetade underskärningar?
Underskärningsinspektion står inför betydande tillgänglighetsbegränsningar som komplicerar mätprocedurerna. Standard CMM-sonder kräver ledade huvuden eller specialiserade sondkonfigurationer för att nå trånga områden, vilket ökar programmeringskomplexiteten och mätosäkerheten. Optiska mätsystem erbjuder fördelar för komplexa geometrier men kan ha svårt med högreflekterande ytor eller djupa, smala underskärningar. Go/no-go-mätare ger effektiv produktionsinspektion men kräver anpassad tillverkning för varje underskärningsgeometri, vilket gör dem lämpliga främst för högvolymsapplikationer.
Kan hybridmetoder som kombinerar båda metoderna minska de totala bearbetningskostnaderna?
Hybridstrategier ger ofta optimal kostnadseffektivitet för komplexa komponenter med flera underskärningstyper. Att använda 5-axlig grovbearbetning för borttagning av bulkmaterial följt av T-spårsfräsning kan minska cykeltiderna med 25-40 % samtidigt som dimensionsnoggrannheten bibehålls. Hybridmetoder kräver dock sofistikerad programmering och noggrann verktygsbyteshantering för att upprätthålla koordinatsystemets noggrannhet under hela bearbetningssekvensen. Fördelarna motiverar vanligtvis den ökade komplexiteten för medelstor till högvolymsproduktion av geometriskt komplexa detaljer.
Vilken roll spelar arbetsstyckets materialtjocklek i strategivalet?
Tunnväggiga komponenter med underskärningar presenterar unika utmaningar oavsett skärstrategi. T-spårsfräsar genererar betydande skärkrafter som kan orsaka nedböjning eller vibrationer i tunna sektioner, vilket potentiellt äventyrar dimensionsnoggrannheten. Femaxliga strategier möjliggör optimerade verktygsbanor som minimerar skärkrafter genom korrekt för-/eftersläppningsvinklar och stegkontroll. Komponenter med väggtjocklek under 2-3 mm kräver vanligtvis 5-axliga metoder med specialiserade tunnväggsbearbetningstekniker för att upprätthålla acceptabla toleranser och förhindra arbetsstyckets distorsion.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece