Minsta böjningsradie: Undvika sprickor i aluminium 5052 jämfört med 6061
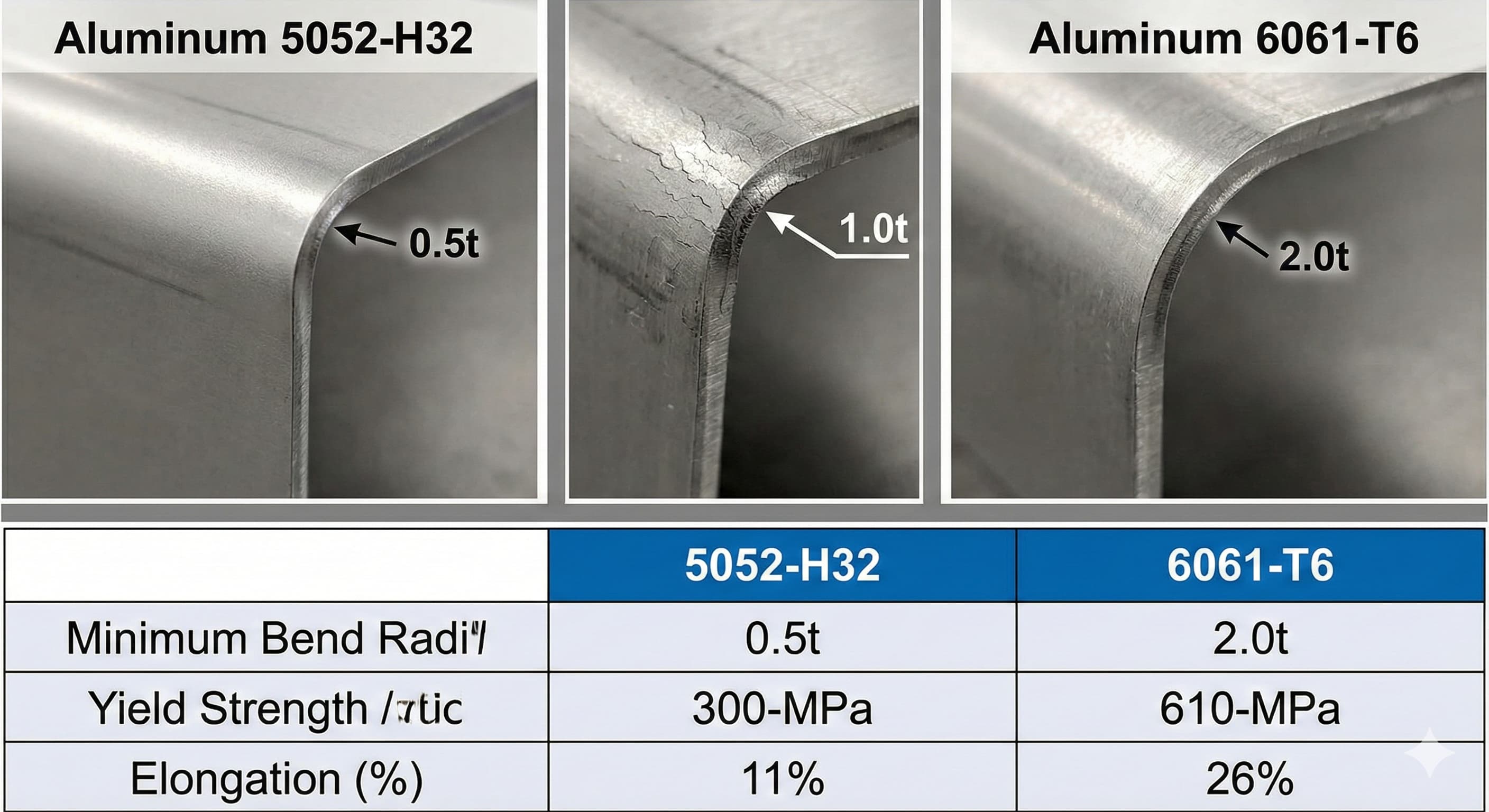
Böjningsfel i aluminium kostar europeiska tillverkare miljontals årligen, där 5052- och 6061-legeringar representerar över 70 % av plåtapplikationerna. Den avgörande skillnaden ligger i kraven på minsta böjningsradie: 5052-H32 tolererar böjning till 0,5t (materialtjocklek), medan 6061-T6 kräver minst 2,0t för att förhindra mikro-sprickbildning.
- Materialvalets inverkan:Al 5052-H32 erbjuder överlägsen formbarhet med böjningsradier så snäva som 0,5t, medan Al 6061-T6 kräver minst 2,0t radie för att undvika spänningsbrott
- Tempereringens betydelse:Glödgade tillstånd (O-temperering) minskar minsta böjningsradie med 40-60 % jämfört med kallbearbetade eller utskiljningshärdade tillstånd
- Korriktningen spelar roll:Böjning parallellt med valsningsriktningen ökar minsta böjningsradie med 25-30 % på grund av kornstrukturinriktningen
- Kostnads- och kvalitetsbalans:Korrekt specifikation av böjningsradie förhindrar 95 % av sprickbildningsfel samtidigt som dimensionsnoggrannheten bibehålls inom ±0,1 mm
Förståelse av grunderna i aluminiumlegeringar för böjningstillämpningar
Den grundläggande skillnaden mellan aluminium 5052 och 6061 ligger i deras metallurgiska sammansättning och förstärkningsmekanismer. Al 5052 tillhör 5xxx-serien, förstärkt genom magnesiumtillsatser (2,2-2,8 %) och kallbearbetning. Detta skapar en ansiktscentrerad kubisk kristallstruktur som bibehåller utmärkt duktilitet även efter kallbearbetning.
Al 6061 representerar 6xxx-serien och använder magnesium (0,8-1,2 %) och kisel (0,4-0,8 %) för utskiljningshärdning genom värmebehandling. T6-tempereringen uppnår maximal styrka genom kontrollerad åldring, men offrar formbarheten. Denna kompromiss påverkar direkt kraven på minsta böjningsradie.
När du specificerar material för plåtbearbetningstjänster, förhindrar förståelsen av dessa metallurgiska skillnader kostsamma omkonstruktioner. Kallbearbetningskoefficienten (n-värde) för 5052-H32 ligger vanligtvis mellan 0,20-0,25, medan 6061-T6 mäter endast 0,05-0,08, vilket indikerar en betydligt reducerad kapacitet för deformationshärdning.
| Egenskap | Al 5052-H32 | Al 6061-T6 | Inverkan på bockning |
|---|---|---|---|
| Sträckgräns (MPa) | 193-228 | 276-310 | Högre styrka = större bockningsradie |
| Förlängning (%) | 12-18 | 8-12 | Lägre duktilitet = risk för sprickbildning |
| Arbetsförhårdningsexponent | 0.20-0.25 | 0.05-0.08 | Lågt n-värde = dålig formbarhet |
| Minsta bockningsradie | 0.5t-1.0t | 2.0t-3.0t | Avgörande för att förhindra sprickor |
Beräkningar och standarder för minsta böjningsradie
Beräkning av minsta böjningsradie kräver förståelse för förhållandet mellan materialegenskaper, plåttjocklek och spänningsfördelning. Den grundläggande formeln tar hänsyn till draghållfasthet, töjning och en säkerhetsfaktor som är specifik för varje legeringssystem.
För Al 5052-H32 följer beräkningen av minsta böjningsradie: R_min = t × (UTS/2σ_y - 1), där UTS representerar ultimat draghållfasthet och σ_y indikerar sträckgräns. Detta ger vanligtvis 0,5t till 1,0t för de flesta plåttjocklekar från 0,5 mm till 6,0 mm.
Al 6061-T6 kräver ett modifierat tillvägagångssätt på grund av dess utskiljningshärdade struktur: R_min = t × [(UTS/1,5σ_y) + K], där K representerar en materialkonstant (1,5-2,0) som tar hänsyn till reducerad duktilitet. Denna beräkning förklarar varför 6061-T6 kräver 2,0t till 3,0t minsta böjningsradie.
ISO 2768-2 ger allmänna toleranser för bockade plåtdetaljer, men specificering av minsta böjningsradie kräver hänvisning till ISO 12004-2 för principer för kallformade stålprodukter, anpassade för aluminiumtillämpningar. Den europeiska standarden EN 485-2 behandlar specifikt toleranser för aluminiumplåt och formningskrav.
Tjockleksberoende krav på böjningsradie
Materialtjockleken påverkar direkt minsta böjningsradie genom spänningskoncentrationseffekter. Tjockare material upplever högre spänningsgradienter över böjningszonen, vilket kräver proportionellt större radier för att fördela belastningarna effektivt.
| Tjocklek (mm) | Al 5052-H32 Minsta Radie | Al 6061-T6 Minsta Radie | Rekommenderade verktyg |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Skarpt stansverktyg, 1-2 mm matrisradie |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm stansradie |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm verktygsradie |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm formningsradie |
För högprecisionsresultat, Skicka in ditt projekt för en offert inom 24 timmar från Microns Hub.
Korriktningens effekter på böjningsprestanda
Valsningsriktningen påverkar avsevärt kraven på böjningsradie och tendenser till sprickbildning. Aluminiumplåtar uppvisar riktningsegenskaper på grund av kornförlängning under valsningsprocesser, vilket skapar ett anisotropt beteende som påverkar formbarheten.
Böjning parallellt med valsningsriktningen (med kornet) kräver vanligtvis 25-30 % större minsta böjningsradie jämfört med vinkelrät böjning. Detta inträffar eftersom långsträckta korn skapar föredragna sprickutbredningsvägar längs korngränserna när de belastas parallellt med sin längd.
För Al 5052-H32 uppnås 0,5t radie tillförlitligt vid böjning vinkelrätt mot valsningsriktningen, medan parallell böjning kan kräva minst 0,8t. Al 6061-T6 visar mer uttalade riktningseffekter: vinkelrät böjning tillåter 2,0t radie, medan parallell orientering kräver minst 2,5-3,0t.
Materialcertifikat bör specificera valsningsriktningen, vanligtvis markerad med pilar eller kornflödesindikatorer. När du designar delar som kräver snäva böjningsradier, orientera böjningar vinkelrätt mot valsningsriktningen där det är möjligt. Detta övervägande integreras naturligt med våra tillverkningstjänster planering.
Metallurgisk strukturpåverkan
Den underliggande kristallstrukturen förklarar skillnader i riktningsbeteende mellan legeringar. Al 5052:s kallbearbetade struktur innehåller relativt enhetliga dislokationsnätverk som rymmer deformation mer konsekvent över orienteringar.
Al 6061-T6:s utskiljningsstruktur skapar lokaliserade spänningskoncentrationer vid Mg2Si-partiklar. Dessa utskiljningar anpassas något till valsningsriktningen, vilket skapar anisotropa felmoder. Svepelektronmikroskopi avslöjar att sprickor initieras vid gränssnitt mellan utskiljning och matris när böjningsradien faller under kritiska tröskelvärden.
Att förstå dessa mikrostrukturella effekter möjliggör optimering av delorienteringen under tillverkningsplaneringen. Komponentdesign bör ta hänsyn till korndirektionseffekter tidigt i utvecklingsprocessen för att undvika tillverkningsbegränsningar.
Tempereringens inverkan på minsta böjningsradie
Tempereringsbeteckningen påverkar böjbarheten avsevärt, med glödgade (O-tempererade) förhållanden som erbjuder maximal formbarhet på bekostnad av styrkan. Förhållandet mellan temperering och minsta böjningsradie följer förutsägbara mönster baserat på dislokationsdensitet och utskiljningsfördelning.
Al 5052 tempereringstillstånd sträcker sig från fullständigt glödgat (5052-O) till olika kallbearbetade tillstånd (H32, H34, H36). Varje tempereringsnivå ökar styrkan samtidigt som duktiliteten minskar proportionellt. 5052-O uppnår böjningsradier så snäva som 0,2t, medan 5052-H38 (fullhård) kan kräva minst 1,5t.
Al 6061 tempereringsalternativ inkluderar glödgat (6061-O), lösningsvärmebehandlat (6061-T4) och utskiljningshärdat (6061-T6). Den dramatiska skillnaden mellan T4- och T6-förhållandena illustrerar åldringseffekter: T4 tillåter 0,8-1,2t böjningsradie, medan T6 kräver minst 2,0-3,0t.
| Legering-Härdning | Sträckgräns (MPa) | Minsta bockningsradie | Typiska användningsområden |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Djupdragning, komplexa former |
| 5052-H32 | 193-228 | 0.5t-1.0t | Generell tillverkning |
| 5052-H38 | 262-290 | 1.2t-1.8t | Strukturella tillämpningar |
| 6061-O | 55-75 | 0.3t-0.6t | Komplexa bockningsoperationer |
| 6061-T4 | 145-186 | 0.8t-1.5t | Måttliga styrkebehov |
| 6061-T6 | 276-310 | 2.0t-3.0t | Applikationer med hög styrka |
Praktisk testning och validering av böjningsradie
Laboratorietester ger definitiva minsta böjningsradievärden för specifika materialpartier och bearbetningsförhållanden. Standardtestmetoden involverar progressiv radiereduktion tills sprickinitiering inträffar, vanligtvis observerad vid 10× förstoring.
Testprover ska representera faktiskt produktionsmaterial, inklusive tjocklek, temperering och yttillstånd. Provorienteringen i förhållande till valsningsriktningen måste matcha den avsedda delgeometrin. Testningen använder vanligtvis 90-graders böjningsvinklar med konstant stanshastighet (5-10 mm/min) för att säkerställa konsekventa töjningshastigheter.
Visuella inspektionskriterier definierar fel som ytsprickor synliga vid 10× förstoring eller mätbar tjockleksreduktion som överstiger 10 %. Mer krävande applikationer kan kräva färgpenetranttestning eller ultraljudsinspektion för att upptäcka defekter under ytan.
Produktionsvalidering involverar böjningstestning på faktiska delar eller representativa prover från varje materialparti. Statistiska processkontrollscheman spårar minsta böjningsradiekapacitet över tid och identifierar variationer i materialpartier eller bearbetningsförändringar som påverkar formbarheten.
Kvalitetskontroll och inspektionsmetoder
Effektiv kvalitetskontroll kombinerar materialverifiering före böjning med inspektionsprotokoll efter böjning. Inkommande materialinspektion bör verifiera tempereringsbeteckning, ytkvalitet och tjockleksjämnhet inom specificerade toleranser.
Inspektion efter böjning omfattar visuell undersökning, dimensionsverifiering och bedömning av strukturell integritet. Kritiska applikationer kan kräva oförstörande provning såsom vätskepenetrantinspektion eller magnetisk partikelprovning anpassad för aluminiumapplikationer.
När du arbetar med precisionskrav, korrekt specifikation av kanttillstånd blir avgörande för både säkerhet och prestanda. Böjda kanter kräver noggrann uppmärksamhet för att förhindra spänningskoncentrationer som kan initiera utmattningsfel.
Dokumentationen ska registrera materialcertifikat, testresultat och inspektionsresultat för spårbarhet. Detta blir särskilt viktigt för flyg- eller medicinska applikationer som kräver fullständig materialgenealogi.
Verktygsdesignöverväganden för att förhindra sprickor
Korrekt verktygsdesign representerar den primära kontrollmetoden för att uppnå minsta böjningsradie utan sprickbildning. Stans- och matrisgeometri påverkar direkt spänningsfördelningen i böjningszonen, vilket gör verktygsvalet avgörande för framgång.
Stansnosradien bör matcha eller något överstiga den avsedda delens böjningsradie. Vassa stansar koncentrerar spänningen för mycket, medan överdimensionerade stansradier skapar problem med återfjädring. Den optimala stansradien är vanligtvis lika med 1,0-1,2× den önskade delradien för aluminiumapplikationer.
Matrisöppningens bredd påverkar materialflödet och spänningsmönstren avsevärt. Smala matrisöppningar begränsar materialrörelsen, vilket ökar dragspänningen på den yttre fibern. Den allmänna regeln specificerar matrisöppningens bredd = 8-12× materialtjockleken för aluminium, beroende på böjningsradie och materialegenskaper.
Matrisskuldradien förhindrar spänningskoncentration vid kontaktpunkter samtidigt som den tillåter kontrollerat materialflöde. Vassa matrisaxlar skapar tryckpunkter som kan initiera ytfel. Rekommenderad matrisaxlradie varierar från 1-2× materialtjockleken för de flesta aluminiumböjningstillämpningar.
| Verktygsparameter | Al 5052-H32 | Al 6061-T6 | Funktion |
|---|---|---|---|
| Stansradie | 0.5t-1.2t | 2.0t-3.5t | Formar bockningsradie |
| Matrisöppning | 8t-10t | 10t-12t | Kontrollerar materialflöde |
| Matris Skuldra Radie | 1t-2t | 2t-3t | Minskar spänningskoncentration |
| Stans-Matris Glapp | 1.1t-1.2t | 1.2t-1.3t | Förhindrar bindning/gnidning |
Kostnadsanalys: Materialval kontra designkomplexitet
Ekonomisk optimering kräver att materialkostnader balanseras mot tillverkningskomplexitet och felrisker. Al 5052-H32 kostar vanligtvis 2,80-3,20 € per kg, medan Al 6061-T6 varierar 3,50-4,10 € per kg på europeiska marknader, vilket återspeglar olika bearbetningskrav.
Den totala kostnaden inkluderar dock faktorer för formningskomplexitet. Delar som kräver snäva böjningsradier kan kräva glödgat material med efterföljande värmebehandling, vilket lägger till 150-250 € per bearbetningsparti. Alternativa tillvägagångssätt inkluderar designändringar för att rymma standardtempereringsböjningskapacitet.
Felkostnader påverkar avsevärt den totala projektekonomin. Sprickade delar kräver omarbete eller skrotning, med ersättningskostnader inklusive material, arbete och schemaläggningsförseningar. Förebyggande genom korrekt specifikation av böjningsradie kostar vanligtvis 5-10 % av den totala delkostnaden samtidigt som 95 % av böjningsrelaterade fel elimineras.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den metallurgiska analys och verktygsoptimering det förtjänar för sprickfria resultat.
Avkastning på investeringen för korrekt design
Att investera i korrekt böjningsradieanalys ger mätbara resultat genom minskade skrotningsgrader, förbättrade cykeltider och förbättrad deltillförlitlighet. Tillverkningsverksamheten ser vanligtvis 15-25 % kostnadsreduktioner när böjningsfel elimineras genom korrekt design.
Dokumentation och standardisering av minsta böjningsradiekrav skapar återanvändbar kunskap som gynnar framtida projekt. Ingenjörsteam kan hänvisa till validerade böjningsradiedata istället för att genomföra dyra utvecklingscykler med försök och misstag.
Långsiktiga fördelar inkluderar förbättrade leverantörsrelationer, minskade garantianspråk och förbättrad produkttillförlitlighet. Dessa faktorer bidrar till konkurrensfördelar som sträcker sig bortom omedelbara kostnadsbesparingar.
Avancerade applikationer och speciella överväganden
Komplexa geometrier kräver sofistikerad analys utöver grundläggande beräkningar av minsta böjningsradie. Flerböjningssekvenser, varierande materialtjocklekar och sammansatta kurvor skapar spänningsinteraktioner som påverkar tendenser till sprickbildning.
Sekventiella böjningsoperationer kan kallbearbeta material lokalt, vilket minskar formbarheten för efterföljande böjningar. Denna effekt är särskilt uttalad i Al 5052, där varje formningsoperation ökar den lokala sträckgränsen med 15-25 %. Planering av böjningssekvenser kräver hänsyn till kumulativa deformationshärdningseffekter.
Sammansatta kurvor involverar samtidig böjning i flera plan, vilket skapar komplexa spänningstillstånd som inte fångas av enkla beräkningar av böjningsradie. Finita elementanalys blir nödvändig för noggrann förutsägelse av formningsgränser i sådana applikationer.
Temperatureffekter modifierar materialegenskaperna avsevärt. Varmformning (150-200 °C) kan minska minsta böjningsradie med 30-50 % för båda legeringarna, men kräver specialutrustning och processkontroll. Kryogen formning finner ibland tillämpning för specifika krav på hög hållfasthet.
Integration med andra processer som svetsning eller bearbetning skapar ytterligare överväganden. Värmepåverkade zoner från svetsning förändrar lokala materialegenskaper, vilket potentiellt påverkar böjningsprestanda nära svetsfogar. Bearbetade funktioner kan skapa spänningskoncentrationer som påverkar tendenser till sprickinitiering.
Vanliga frågor
Vad är den absoluta minsta böjningsradien för aluminium 5052-H32 utan sprickbildning?
Aluminium 5052-H32 kan uppnå böjningsradier så snäva som 0,5t (halva materialtjockleken) vid böjning vinkelrätt mot valsningsriktningen med korrekt verktyg. För böjning parallellt med kornet, öka minsta radie till 0,8t. Dessa värden förutsätter standardformningshastigheter, rumstemperatur och korrekt matrisdesign med tillräckliga spelrum.
Varför kräver aluminium 6061-T6 så stora böjningsradier jämfört med 5052?
Al 6061-T6:s utskiljningshärdade struktur innehåller Mg2Si-partiklar som skapar lokaliserade spänningskoncentrationer och minskar den totala duktiliteten. T6-tempereringen uppnår hög hållfasthet genom kontrollerad åldring, men denna process minskar avsevärt kallbearbetningskoefficienten från 0,20+ (i 5052) till endast 0,05-0,08, vilket kräver 2,0-3,0t minsta böjningsradie för att förhindra mikro-sprickbildning.
Kan jag minska minsta böjningsradie genom att ändra tempereringstillståndet?
Ja, avsevärt. Att byta från 6061-T6 till 6061-T4 minskar minsta böjningsradie från 2,0-3,0t till 0,8-1,5t. För 5052 tillåter glödgat tillstånd (5052-O) 0,2-0,4t radie jämfört med 0,5-1,0t för H32-temperering. Styrkeegenskaperna minskar dock proportionellt med förbättrad formbarhet.
Hur påverkar valsningsriktningen kraven på böjningsradie?
Böjning parallellt med valsningsriktningen ökar vanligtvis minsta böjningsradie med 25-30 % på grund av kornförlängningseffekter. För kritiska applikationer, orientera böjningar vinkelrätt mot valsningsriktningen när det är möjligt. Materialcertifikat bör ange valsningsriktningen med riktningspilar eller kornflödesmarkeringar.
Vilka verktygsmodifieringar hjälper till att uppnå snävare böjningsradier?
Optimera stansnosradien för att matcha önskad delradie (1,0-1,2× målradie), använd lämplig matrisöppningsbredd (8-12× tjocklek) och säkerställ tillräcklig matrisaxlradie (1-3× tjocklek). Korrekt stans-matrisspelrum (1,1-1,3× tjocklek) förhindrar fastklämning samtidigt som det tillåter kontrollerat materialflöde under formningen.
Hur kan jag testa minsta böjningsradie för mitt specifika materialparti?
Utför progressiv böjningstestning med representativa prover med samma tjocklek, temperering och orientering som produktionsdelar. Minska böjningsradien stegvis tills ytsprickor uppträder vid 10× förstoring. Testa både parallella och vinkelräta orienteringar mot valsningsriktningen för fullständig karakterisering.
Vilka inspektionsmetoder upptäcker böjningsrelaterade defekter mest effektivt?
Visuell inspektion vid 10× förstoring fångar de flesta ytfel. För kritiska applikationer, använd vätskepenetranttestning för att avslöja sprickor under ytan. Ultraljudstestning kan upptäcka interna defekter, medan dimensionsinspektion verifierar böjningsradienoggrannheten inom specificerade toleranser. Upprätta statistisk processkontroll för fortlöpande kvalitetsövervakning.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece