Avgradningsstandarder: Specificera kantförhållanden för säker hantering
Skarpa kanter från bearbetning, stansning och skäroperationer skapar säkerhetsrisker och funktionella problem som kräver systematiska avgradningsmetoder. Korrekt specifikation av kantförhållanden förhindrar arbetsskador, förbättrar delarnas prestanda och säkerställer konsekventa tillverkningsresultat över produktionsserier.
Viktiga slutsatser
- Specifikationer för kantbrytning måste överensstämma med materialegenskaper och avsedda applikationskrav
- Avgradningsstandarder varierar avsevärt mellan olika branscher, där flygindustrin kräver snävare toleranser än allmän tillverkning
- Automatiserade avgradningsprocesser erbjuder överlägsen konsistens, men manuella metoder ger bättre kontroll för komplexa geometrier
- Kostnadseffektiva avgradningsstrategier balanserar säkerhetskrav med produktionseffektivitet genom korrekt processval
Förståelse för grunderna i kantbrytning
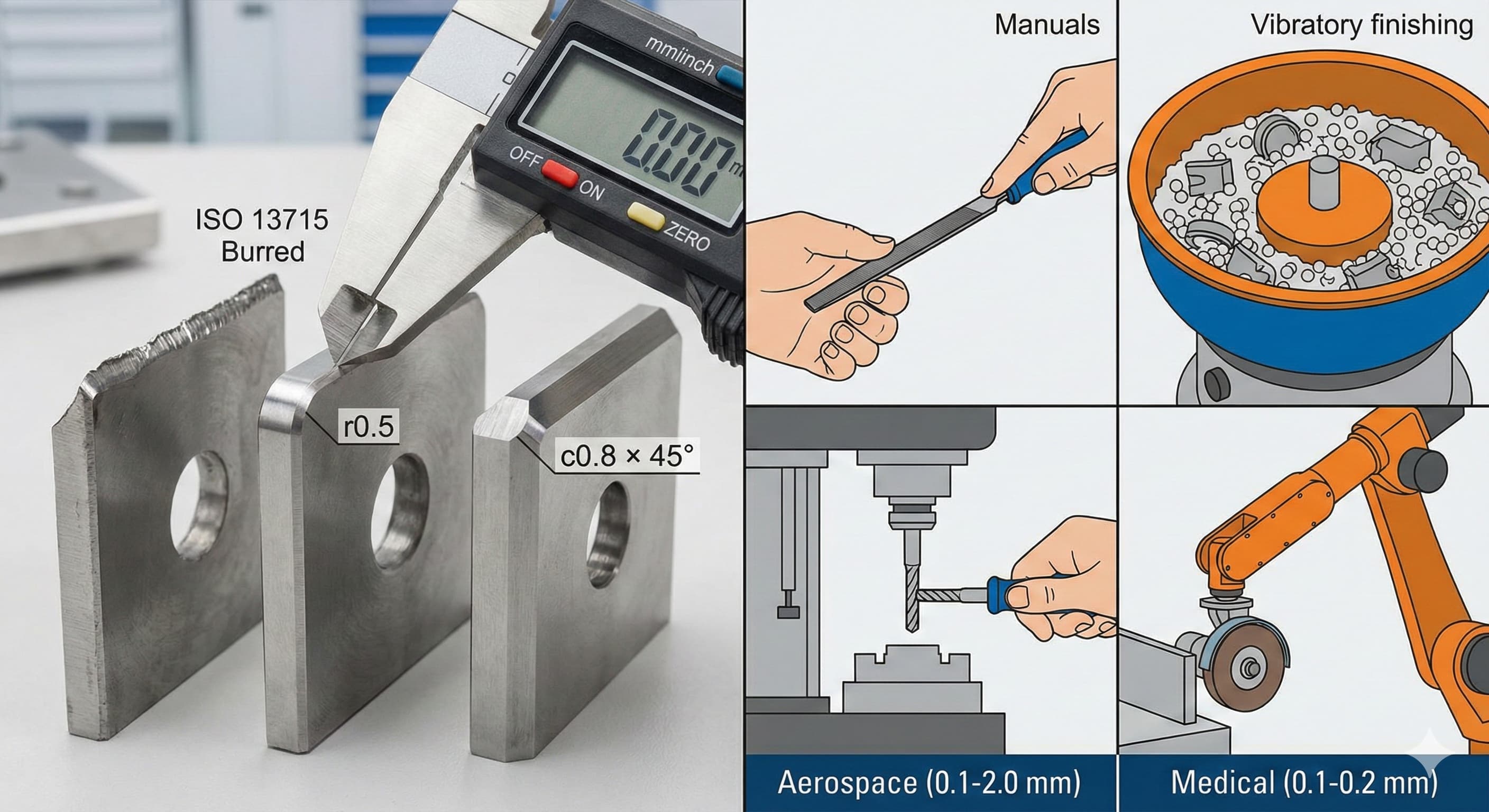
Kantbrytning, definierad som avsiktlig borttagning eller modifiering av skarpa kanter, omvandlar potentiellt farliga skärytor till säkra, funktionella kanter. Den grundläggande mätningen involverar två nyckelparametrar: kantradien och fasdimensionen. Kantradiemätningar varierar vanligtvis från 0,1 mm till 2,0 mm för de flesta tillämpningar inom tillverkning, medan fasspecifikationer vanligtvis ligger mellan 0,2 mm och 1,5 mm i 45-graders vinklar.
Materialegenskaper påverkar direkt kraven på kantbrytning. Aluminiumlegeringar som 6061-T6 bearbetas rent men producerar skarpa grader som kräver konsekventa 0,2-0,4 mm kantbrytningar för säker hantering. Rostfritt stål 316L genererar mer aggressiva grader under skäroperationer, vilket kräver större 0,5-0,8 mm kantbrytningar för att eliminera alla skarpa utsprång. Kolstålkvaliteter som 1018 hamnar mellan dessa ytterligheter och kräver vanligtvis 0,3-0,6 mm kantbrytningar beroende på vilken skärmetod som används.
Geometrins komplexitet påverkar avsevärt valet av avgradningsmetod. Enkla rektangulära delar med raka kanter lämpar sig för automatiserad trumling eller vibrerande ytbehandlingsmetoder. Komplexa geometrier med inre hörn, hål och varierande tjocklekssektioner kräver selektiv manuell avgradning eller specialiserade verktygsmetoder. Panelstyvare med ribbor och flänsar exemplifierar denna komplexitet och kräver noggrann uppmärksamhet på kantförhållanden där olika materialtjocklekar möts.
Industristandarder och specifikationer
ISO 13715 tillhandahåller det grundläggande ramverket för att specificera kantbrytningar på tekniska ritningar, och fastställer standardnotation och mätmetoder. Standarden definierar kantbrytningsanrop med formatet "r" för radiebrytningar och "c" för fasbrytningar, följt av den dimensionella specifikationen. Till exempel indikerar "r0.5" en 0,5 mm radiebrytning, medan "c0.8 x 45°" specificerar en 0,8 mm fas vid 45 grader.
Flygtillämpningar följer AS9100 kvalitetsledningsstandarder som kräver specifika kantbrytningskrav för säkerhetskritiska komponenter. Typiska kantbrytningar inom flygindustrin varierar från 0,1-0,3 mm för precisionsdelar upp till 1,0-2,0 mm för strukturkomponenter. Dessa specifikationer säkerställer konsekvent prestanda under extrema driftsförhållanden samtidigt som exakta dimensionstoleranser bibehålls.
Tillverkning av medicintekniska produkter följer ISO 13485-standarder som kräver gradfria ytor för patientsäkerhet. Kantbrytningar i medicinska tillämpningar specificerar vanligtvis maximalt 0,1-0,2 mm dimensioner med släta, konsekventa profiler. Skarpa kanter eller kvarvarande grader kan orsaka vävnadsskador eller äventyra enhetens funktionalitet, vilket gör noggrann avgradning väsentlig.
| Industri | Typiskt intervall för kantbrytning | Primär standard | Kritiska krav |
|---|---|---|---|
| Flygindustri | 0.1-2.0 mm | AS9100 | Förebyggande av spänningskoncentration |
| Medicinteknisk produkt | 0.1-0.2 mm | ISO 13485 | Biokompatibilitet och säkerhet |
| Bilindustri | 0.2-1.0 mm | ISO/TS 16949 | Utmattningshållfasthet |
| Allmän tillverkning | 0.3-1.5 mm | ISO 9001 | Säker hantering |
Val av avgradningsprocess
Manuell avgradning med hjälp av filar, skrapor och slipverktyg ger maximal kontroll för komplexa geometrier och kritiska tillämpningar. Skickliga operatörer kan uppnå konsekventa 0,1-0,5 mm kantbrytningar samtidigt som snäva dimensionstoleranser bibehålls. Manuella metoder är utmärkta när man hanterar varierande delgeometrier, interna funktioner eller när olika kantbrytningskrav finns på samma komponent. Arbetskostnaderna varierar vanligtvis från 25-45 € per timme beroende på kompetensnivå och geografisk plats.
Trumlingsprocesser använder roterande trummor fyllda med slipande media för att skapa enhetliga kantbrytningar över flera delar samtidigt. Keramiska media producerar aggressiv skärverkan som är lämplig för 0,5-2,0 mm kantbrytningar, medan plastmedia ger mildare verkan för 0,2-0,8 mm brytningar. Bearbetningstiderna varierar från 2-8 timmar beroende på materialets hårdhet och önskad kantbrytningsstorlek. Trumling fungerar effektivt för delar utan känsliga funktioner eller snäva toleranskrav.
Vibrerande ytbehandling använder oscillerande skålar eller kar som innehåller slipande media och delar i en noggrant kontrollerad miljö. Denna metod ger mer konsekventa resultat än trumling samtidigt som bättre dimensionskontroll bibehålls. Vibrerande system kan uppnå kantbrytningar från 0,1-1,5 mm med bearbetningstider på 1-6 timmar. Val av blandning påverkar resultaten avsevärt, där alkaliska blandningar främjar snabbare skärning och neutrala blandningar ger jämnare ytbehandlingar.
För högprecisionsresultat, Begär en gratis offert och få prissättning inom 24 timmar från Microns Hub.
Automatiserade avgradningstekniker
CNC-avgradningssystem integrerar specialiserade verktyg och programmering för att ta bort grader under den primära bearbetningsoperationen. Fasfräsar, avgradningsverktyg och borstsystem kan programmeras in i bearbetningscykler för att skapa konsekventa kantbrytningar utan sekundära operationer. Denna metod eliminerar hantering mellan operationer samtidigt som exakt dimensionskontroll bibehålls. Typiska kantbrytningar som kan uppnås genom CNC-avgradning varierar från 0,1-1,0 mm med utmärkt repeterbarhet.
Robotiserade avgradningssystem kombinerar industrirobotar med olika avgradningsverktyg för att automatisera komplexa kantbrytningsoperationer. Kraftstyrda robotar kan följa delkonturer samtidigt som de upprätthåller konsekvent tryck mot skärverktyg eller slipskivor. Programmeringsflexibilitet tillåter olika kantbrytningsspecifikationer på samma del, vilket gör robotiserade system idealiska för blandade produktionsmiljöer. Investeringskostnaderna varierar från 150 000-500 000 € beroende på systemets komplexitet och verktygskrav.
Termisk avgradning, även känd som explosionsavgradning, använder kontrollerad förbränning för att ta bort grader från interna passager och komplexa geometrier. Denna process når effektivt områden som är otillgängliga för konventionella avgradningsmetoder samtidigt som den skapar konsekventa 0,1-0,3 mm kantbrytningar. Termisk avgradning fungerar särskilt bra för formsprutningskomponenter med invecklade interna funktioner som kräver gradfria ytor för korrekt funktion.
| Metod för gradning | Intervall för kantbrytning | Typisk cykeltid | Investeringskostnad |
|---|---|---|---|
| Manuell | 0.1-0.5 mm | 5-30 min/del | €500-2,000 |
| Trumling | 0.5-2.0 mm | 2-8 timmar | €15,000-50,000 |
| Vibrerande | 0.1-1.5 mm | 1-6 timmar | €25,000-75,000 |
| CNC-integration | 0.1-1.0 mm | 1-5 min/del | €5,000-25,000 |
| Robot | 0.2-2.0 mm | 2-15 min/del | €150,000-500,000 |
Materialspecifika avgradningsöverväganden
Aluminiumlegeringar kräver noggrant val av avgradningsmetod på grund av deras tendens att belasta skärverktyg och generera trådiga grader. 6061-T6 aluminium svarar bra på skarpa avgradningsverktyg med positiva spånvinklar och adekvat spånevakuering. Rekommenderade skärhastigheter varierar från 200-400 fot per minut med matningshastigheter på 0,05-0,15 mm per varv. Översvämningskylvätska förhindrar materialuppbyggnad på skäreggarna samtidigt som dimensionsstabiliteten bibehålls.
Rostfria stålkvaliteter som 316L och 304 uppvisar kallbearbetningsutmaningar som påverkar valet av avgradningsverktyg. Karbidavgradningsverktyg bibehåller skarpa skäreggar längre än höghastighetsstålalternativ vid bearbetning av rostfria material. Skärhastigheterna bör reduceras till 100-200 fot per minut för att förhindra överdriven värmeutveckling som kan orsaka kallbearbetning. Konsekventa matningshastigheter förhindrar verktygsgnidning som leder till dåliga ytfinisher och för tidigt verktygsslitage.
Kolstålsmaterial bearbetas och avgradas i allmänhet förutsägbart över vanliga kvaliteter som 1018, 1045 och 4140. Verktygsvalet beror främst på materialets hårdhet snarare än kallbearbetningsegenskaper. Glödgade kolstål accepterar aggressiva avgradningsparametrar, medan härdade kvaliteter kräver mer konservativa metoder. Tillverkning av kopparskenor visar hur materialegenskaper påverkar både primär bearbetning och avgradningskrav för elektriska tillämpningar.
Kvalitetskontroll och mätning
Kantbrytningsmätning kräver lämpliga verktyg och tekniker för att säkerställa specifikationsöverensstämmelse. Optiska komparatorer ger beröringsfri mätning för kantradie- och fasdimensioner med en noggrannhet på 0,01 mm. Radieverktyg erbjuder snabb go/no-go-verifiering för produktionsmiljöer där hastighet är viktigare än precisionsmätning. Kontaktprofilometrar levererar den högsta noggrannheten för kritiska tillämpningar som kräver dokumentation av faktiska kantbrytningsprofiler.
Ytjämnhetsspecifikationer åtföljer ofta kantbrytningskrav, särskilt inom flyg- och medicinska tillämpningar. Ra-värden från 0,8-3,2 μm är vanliga för avgradade kanter, med jämnare ytfinisher som krävs för tillämpningar som involverar mänsklig kontakt eller vätskeflöde. Ytjämnhetsmätning med hjälp av bärbara ytjämnhetsmätare möjliggör verifiering på produktionsgolvet utan laboratorieutrustning.
Implementering av statistisk processkontroll spårar avgradningskonsistens över produktionsserier och identifierar trender innan delar hamnar utanför specifikationsgränserna. Kontrollscheman som övervakar kantbrytningsdimensioner hjälper till att optimera processparametrar och minska skrotfrekvensen. När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och omfattande mätmöjligheter innebär att varje projekt får den uppmärksamhet på detaljer som krävs för konsekventa kantbrytningsspecifikationer.
Strategier för kostnadsoptimering
Processkonsolidering minskar hanterings- och uppstartskostnader genom att integrera avgradningsoperationer med primära tillverkningssteg. CNC-programmering som inkluderar avgradningsverktygsbanor eliminerar sekundära operationer samtidigt som dimensionskontroll bibehålls. Deldesignmodifieringar som att specificera enhetliga kantbrytningar över alla kanter förenklar bearbetningen och minskar inspektionskraven.
Batchbearbetning maximerar utrustningsutnyttjandet för trumlings- och vibrerande ytbehandlingsoperationer. Gruppering av delar med liknande avgradningskrav möjliggör längre bearbetningskörningar med konsekvent media- och blandningsval. Korrekt delfixering förhindrar skador under automatiserad avgradning samtidigt som enhetliga resultat säkerställs över alla ytor.
Verktygslivslängdsoptimering genom korrekt val och underhåll minskar avgradningskostnaderna per del. Karbidavgradningsverktyg motiverar högre initialkostnader genom förlängd verktygslivslängd i produktionsmiljöer. Regelbunden verktygsinspektion och utbytesscheman förhindrar kvalitetsproblem samtidigt som konsekventa cykeltider bibehålls. Våra tillverkningstjänster inkluderar omfattande verktygshanteringsprogram som optimerar avgradningsoperationer för kostnadseffektiv produktion.
Säkerhets- och hanteringskrav
Specifikationer för personlig skyddsutrustning för avgradningsoperationer måste ta hänsyn till både mekaniska och kemiska faror. Skärbeständiga handskar klassade som nivå 3 eller högre skyddar mot skarpa kanter och roterande verktyg. Skyddsglasögon med sidoskydd förhindrar ögonskador från flygande partiklar under manuella avgradningsoperationer. Andningsskydd kan krävas vid bearbetning av material som genererar skadligt damm eller vid användning av kemiska föreningar i ytbehandlingsoperationer.
Arbetsstationsdesign påverkar både säkerhet och produktivitet vid manuella avgradningsoperationer. Korrekt belysning eliminerar skuggor som kan dölja kvarvarande grader eller skarpa kanter. Ergonomiska verktygshandtag minskar handtrötthet under längre avgradningssessioner. Delar ska vara säkert fixerade för att förhindra rörelse under avgradningsoperationer som kan orsaka skador eller dimensionsfel.
Automatiserade systemsäkerhetsfunktioner inkluderar ljusridåer, nödstopp och korrekt skydd runt roterande utrustning. Lockout/tagout-procedurer säkerställer säker underhållsåtkomst till trumlings- och vibrerande utrustning. Materialhanteringssystem bör minimera manuell lyftning och positionering av tunga delar under avgradningsoperationer.
Vanliga frågor
Vilken kantbrytningsspecifikation ska jag använda för allmänt tillverkningsarbete?
För allmänna tillverkningstillämpningar ger kantbrytningar på 0,3-0,6 mm tillräcklig säkerhet för hantering samtidigt som de förblir kostnadseffektiva. Specificera enhetliga kantbrytningar över alla delkanter när det är möjligt för att förenkla bearbetningen. Tänk på materialtjocklek och avsedd tillämpning när du bestämmer specifika dimensioner.
Hur specificerar jag kantbrytningar på tekniska ritningar?
Använd ISO 13715-notation med "r" för radiebrytningar och "c" för fasbrytningar följt av dimensionen. Till exempel indikerar "r0.5" en 0,5 mm radiebrytning. Inkludera allmänna anteckningar för enhetliga kantbrytningar eller dimensionera specifika kanter individuellt när kraven varierar.
Kan avgradning påverka deldimensioner och toleranser?
Ja, aggressiv avgradning kan ta bort material utöver den avsedda kantbrytningen, vilket påverkar kritiska dimensioner. Specificera kantbrytningsplatser noggrant och överväg dimensionella staplingseffekter. CNC-avgradning ger vanligtvis den bästa dimensionskontrollen för precisionsdelar.
Vilken avgradningsmetod fungerar bäst för småskalig produktion?
Manuell avgradning erbjuder mest flexibilitet för små serier med varierande geometrier. Vibrerande ytbehandling fungerar bra för små serier av liknande delar som kräver enhetliga kantbrytningar. Tänk på uppstartskostnader kontra arbetskostnader när du väljer metoder för små kvantiteter.
Hur kontrollerar jag avgradningskvaliteten i automatiserade system?
Implementera regelbundna mätningskontroller med hjälp av go/no-go-verktyg eller optiska mätsystem. Övervaka processparametrar som mediatillstånd, cykeltider och delpositionering. Upprätta kontrollscheman för att spåra kantbrytningskonsistens och identifiera trender innan kvalitetsproblem uppstår.
Vilka säkerhetsöverväganden gäller för avgradningsoperationer?
Använd alltid lämplig personlig skyddsutrustning inklusive skärbeständiga handskar och skyddsglasögon. Säkerställ korrekt ventilation vid användning av kemiska föreningar eller bearbetning av material som genererar skadliga partiklar. Implementera korrekta lockout/tagout-procedurer för underhåll av automatiserad utrustning.
Hur påverkar materialets hårdhet avgradningskraven?
Hårdare material kräver vanligtvis mer aggressiva avgradningsmetoder och längre bearbetningstider. Verktygsvalet blir kritiskt för härdade material för att förhindra för tidigt slitage. Överväg glödgning före avgradning vid bearbetning av mycket hårda material och värmebehandla sedan till slutlig hårdhet om det krävs.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece