Minska verktygskostnaderna: Modulära verktyg och familjeverktygsstrategi
Verktygskostnader kan konsumera 30-40 % av ett tillverkningsprojekts budget, men de flesta företag närmar sig form- och verktygsdesign med ett ensidigt tänkande. Modulära verktyg och familjeverktyg representerar ett strategiskt skifte mot kostnadsoptimering utan att kompromissa med kvaliteten – vilket minskar verktygskostnaderna med 25-60 % samtidigt som ledtiderna minskar och tillverkningsflexibiliteten förbättras.
Viktiga slutsatser:
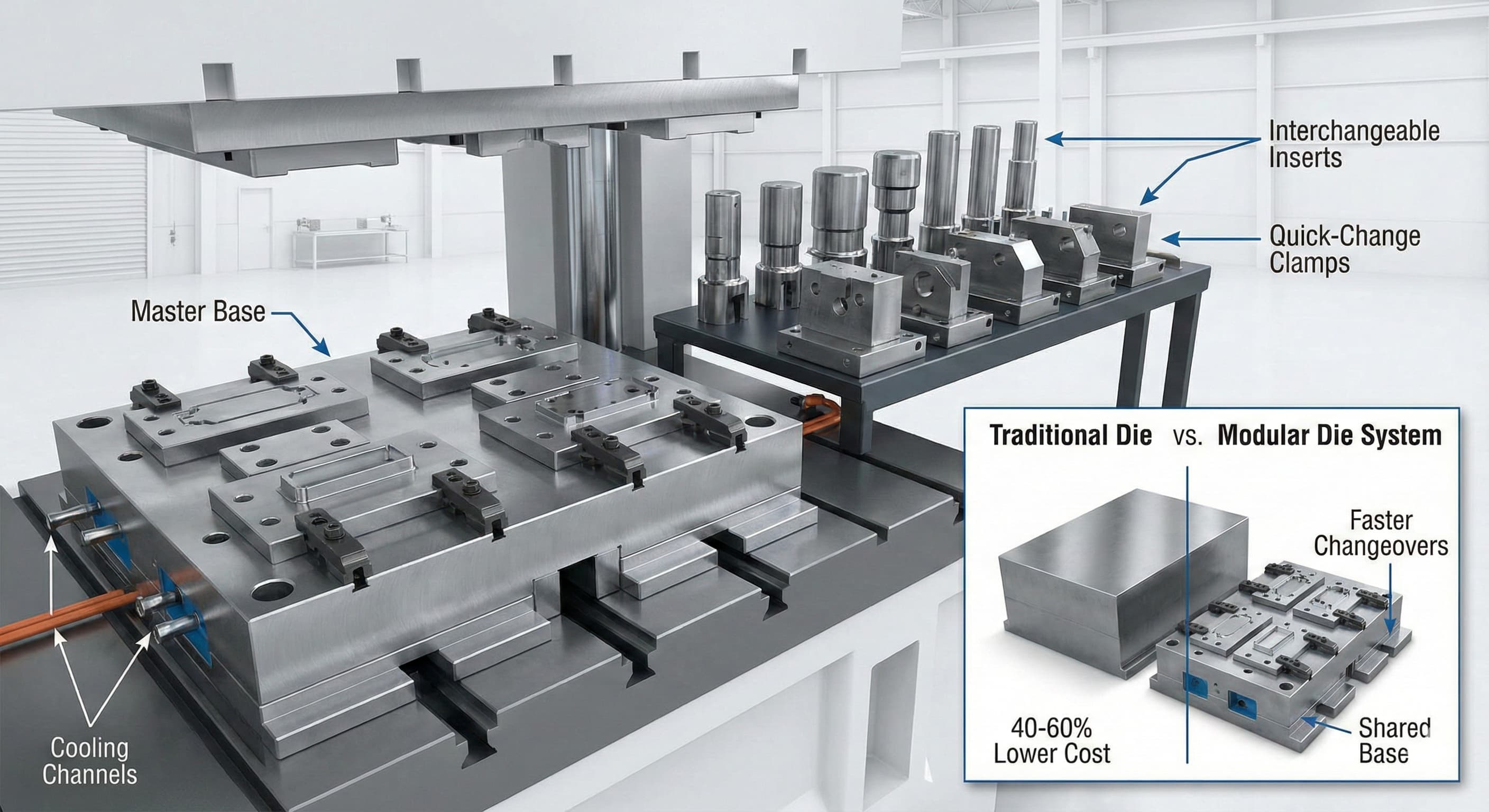
- Modulära verktygssystem minskar den initiala verktygsinvesteringen med 40-60 % genom delade baskomponenter och utbytbara insatser
- Familjeverktyg möjliggör samtidig produktion av flera olika delvariationer, vilket optimerar maskinutnyttjandet och minskar kostnaderna per del
- Strategisk designplanering för modularitet kräver förhandsanalys men ger 3-5 gånger avkastning på investeringen under verktygets livscykel
- Korrekt materialval och precisionsbearbetning är avgörande – H13 verktygsstålsbaser med P20 insatser ger optimalt förhållande mellan hållbarhet och kostnad
Förståelse för modulär verktygsarkitektur
Modulära verktyg omstrukturerar i grunden traditionella verktyg genom att separera fasta baskomponenter från variabla formningselement. Basstrukturen inrymmer utstötningssystemet, kylkanaler och monteringsgränssnitt, medan utbytbara insatser definierar delgeometrin. Denna arkitektur gör det möjligt för tillverkare att utnyttja betydande stordriftsfördelar över produktfamiljer.
Det typiska modulsystemet består av tre primära nivåer: masterbasen (15 000–45 000 €), standardiserade underplattor (3 000–8 000 € vardera) och precisionsinsatser (500–2 500 € per hålighet). Vid tillverkning av 5-10 relaterade delar minskar den delade basinfrastrukturen de individuella verktygskostnaderna med 40-60 % jämfört med dedikerade verktyg.
Materialval spelar en avgörande roll för modulär framgång. H13 verktygsstål (härdat till 48-52 HRC) ger den optimala grunden för högvolymstillämpningar och erbjuder exceptionell motståndskraft mot termisk cykling och dimensionsstabilitet. För produktion i lägre volymer ger P20 stål (28-32 HRC) tillräcklig prestanda till 30 % lägre kostnad. Insatsmaterial beror på delens komplexitet: enkla geometrier använder P20, medan intrikata funktioner som kräver skarpa detaljer drar nytta av A2 verktygsstål härdat till 58-62 HRC.
Designöverväganden sträcker sig bortom materialval. Modulära system kräver exakta inriktningsmekanismer – vanligtvis uppnås detta genom dymlingar med ±0,02 mm positioneringsnoggrannhet och mekaniska klämmor som klarar 150-200 bars klämkraft. Kylsystemets design blir mer komplex och kräver snabbkopplingskopplingar och flexibla fördelarsystem för att rymma olika insatskonfigurationer.
Designstrategier för familjeverktyg
Familjeverktyg konsoliderar flera delvariationer i ett enda verktygssystem, vilket maximerar maskinutnyttjandet och minimerar inställningskostnaderna. Strategin fungerar särskilt bra för komponenter som delar liknande materialtjocklekar, dimensionshöljen och produktionsvolymer.
Tre primära familjeverktygskonfigurationer dominerar tillverkningstillämpningar: bandlayout, cirkulär arrangemang och modulära hålighetsblock. Bandlayouter arrangerar delar linjärt, vilket är idealiskt för progressiva operationer och delar med liknande geometrier. Cirkulära arrangemang optimerar materialutnyttjandet för runda eller kompakta komponenter, medan modulära hålighetsblock ger maximal flexibilitet för blandade delfamiljer.
Kritiska designparametrar inkluderar hålighetsavstånd, optimering av kanalsystem och utstötningssynkronisering. Minsta hålighetsavstånd varierar vanligtvis från 25-40 mm beroende på delstorlek och materialflödeskrav. Kanalsystem måste balansera materialspill mot fyllningskvalitet – varma kanalsystem minskar materialspillet med 15-25 % men ökar verktygskostnaden med 20 000-50 000 €.
Volymanalys avgör optimala familjegrupperingar. Delar med produktionsförhållanden inom 3:1 fungerar bra tillsammans, medan större skillnader skapar ineffektivitet. Att till exempel gruppera en del med en årlig volym på 100 000 enheter med en komponent på 25 000 enheter maximerar verktygsutnyttjandet, men att para ihop med en specialartikel på 5 000 enheter skapar onödig komplexitet.
| Familjeverktygskonfiguration | Optimalt antal delar | Inställningstid | Materialeffektivitet | Verktygskostnadsintervall |
|---|---|---|---|---|
| Strip Layout | 2-4 delar | 15-25 minuter | 75-85% | €25,000-60,000 |
| Cirkulär arrangemang | 4-8 delar | 20-35 minuter | 80-90% | €35,000-80,000 |
| Modulära kavitetsblock | 3-6 delar | 10-20 minuter | 70-80% | €40,000-100,000 |
Väggtjockleksjämnhet blir särskilt utmanande i familjeverktyg på grund av varierande delgeometrier och flödesmönster. Beräkningsmässig vätskedynamisk analys hjälper till att optimera grindplaceringar och kanalstorlekar för att säkerställa konsekvent fyllning över alla håligheter.
Kostnadsanalys och ROI-beräkningar
Att kvantifiera minskningen av verktygskostnaderna kräver en omfattande analys som sträcker sig bortom den initiala investeringen. Traditionella verktyg för en enda användning för en familj med fem delar kostar vanligtvis 150 000-300 000 €, medan motsvarande modulära eller familjeverktygssystem varierar från 80 000-180 000 € – vilket representerar omedelbara besparingar på 25-40 %.
Det verkliga värdet framträder dock genom livscykelanalys. Modulära system möjliggör snabba designiterationer genom insatsmodifieringar som kostar 1 500-5 000 € jämfört med 25 000-50 000 € för kompletta verktygsombyggnader. Familjeverktyg minskar inställningskostnaderna per del från 150-300 € till 30-75 €, vilket är särskilt effektfullt för produktionskörningar i medelstora volymer.
Minskning av ledtiden ger ytterligare värde. Standardverktyg kräver 12-16 veckor för komplexa verktyg, medan modulära system med förmonterade baser minskar detta till 6-10 veckor för ny insatsutveckling. Familjeverktyg eliminerar flera inställningar, vilket minskar den totala produktionstiden med 15-30 % för blandade delkörningar.
Förbättringar av maskinutnyttjandet ökar kostnadsfördelarna. Verktyg för en enda användning uppnår ofta 40-60 % utnyttjande på grund av krav på omställning och schemaläggningsbegränsningar. Familjeverktyg kan pressa upp utnyttjandet till 75-85 %, vilket effektivt ökar produktionskapaciteten utan investeringar i kapitalutrustning.
| Kostnadskategori | Traditionell verktygstillverkning | Modulära verktyg | Familjeverktyg | Besparingspotential |
|---|---|---|---|---|
| Initial investering | €200,000 | €120,000 | €100,000 | 40-50% |
| Designändringar | €35,000 | €8,000 | €15,000 | 57-77% |
| Inställningskostnader/körning | €250 | €180 | €75 | 28-70% |
| Ledtid (veckor) | 14-18 | 8-12 | 10-14 | 30-44% |
Materialval och hållbarhetsöverväganden
Valet av verktygsmaterial påverkar direkt både initiala kostnader och långsiktig hållbarhet. Den ökade komplexiteten hos modulära och familjesystem kräver noggrann materialmatchning till applikationskrav och produktionsvolymer.
För högvolyms pressgjutningstillämpningar som överstiger 500 000 cykler ger H13 verktygsstål optimal prestanda. Dess 1,05 % krom- och 1,50 % molybdeninnehåll ger utmärkt motståndskraft mot termisk utmattning och bibehåller hårdheten upp till 600 °C. Ytbehandlingar som nitridbeläggning förlänger verktygets livslängd med 40-60 %, vilket lägger till 3 000-8 000 € till verktygskostnaden men minskar utbytesfrekvensen.
Applikationer med medelhög volym (100 000-500 000 cykler) drar nytta av P20 ståls balans mellan prestanda och kostnad. Förhärdat till 28-32 HRC eliminerar P20 riskerna för värmebehandlingsförvrängning samtidigt som det ger tillräckligt slitagemotstånd. Dess överlägsna bearbetbarhet minskar tillverkningstiden med 20-25 % jämfört med H13.
Specialiserade applikationer kräver skräddarsydda lösningar.Tixoformningsoperationer som arbetar vid 580-620 °C kräver premiumverktygsstål som H11 eller speciallegeringar med förbättrad värmeledningsförmåga. Även om de initiala kostnaderna ökar med 40-60 %, motiverar den förlängda verktygslivslängden investeringen för högvolymsproduktion.
Insatsmaterial följer olika optimeringskriterier. Applikationer med frekventa byten prioriterar bearbetbarhet och kostnad framför ultimat hållbarhet. 1018 stål eller aluminium 7075-T6 ger tillräcklig prestanda för prototyper och insatser för produktion i låga volymer, vilket minskar kostnaderna med 60-70 % jämfört med alternativ i verktygsstål.
Kylsystemets material påverkar prestandan avsevärt. Kylledningar i kopparlegering ger 3 gånger bättre värmeledningsförmåga än stål men kostar 4 gånger mer. För applikationer med hög cykel motiverar den förbättrade värmeavledningen investeringen genom minskade cykeltider och förlängd verktygslivslängd.
Tillverkningsprecision och kvalitetskontroll
Modulära verktygssystem och familjeverktygssystem kräver högre precisionsstandarder för att säkerställa korrekt passform och konsekvent delkvalitet. Dimensionstoleranser skärps med 30-50 % jämfört med verktyg för en enda användning, med kritiska gränssnitt som kräver ±0,01 mm noggrannhet.
Tillverkning av baskomponenter lägger grunden för systemets framgång. Monteringsytor kräver ytfinhet på Ra 0,4 μm eller bättre för att förhindra mikrorörelser under produktionen. Dymlingshål bibehåller ±0,005 mm positionstolerans, medan klämytor måste förbli plana inom 0,02 mm över hela sin spännvidd.
Insatstillverkning balanserar precision med kostnadseffektivitet. Kritiska formningsytor bibehåller ±0,025 mm dimensionstolerans, medan icke-kritiska funktioner kan slappna av till ±0,05 mm. Ytfinhetskraven varierar beroende på applikation: Klass A-ytor för synliga delar kräver Ra 0,2 μm, medan funktionella ytor accepterar Ra 0,8 μm.
Kvalitetskontrollprocedurerna utökas utöver traditionell verktygsverifiering. Modulära system kräver protokoll för monteringsverifiering som bekräftar korrekt insatsplacering, kylkretsintegritet och synkronisering av utstötningssystemet. Familjeverktyg kräver validering av flödesanalys som säkerställer balanserad fyllning över alla håligheter.
För högprecisionsresultat,Begär en gratis offert och få prissättning inom 24 timmar från Microns Hub.
Mät- och inspektionsprotokoll anpassas till modulär komplexitet. Koordinatmätmaskiner verifierar baskomponentgeometrin, medan optiska komparatorer kontrollerar insatsprofiler. Monteringsverifiering använder godkänd/underkänd-mätare som bekräftar korrekt passform och funktion före produktionsförsök.
Integration med modern tillverkning
Industri 4.0-tekniker förstärker fördelarna med modulära verktyg och familjeverktyg genom förbättrad övervakning, prediktivt underhåll och automatiserade omställningssystem. Smarta verktyg innehåller sensorer som övervakar temperatur, tryck och cykelantal, vilket ger prestandaåterkoppling i realtid.
Automatiserade omställningssystem minskar inställningstiderna från 30-60 minuter till 5-15 minuter genom robotiserad insatshantering och förutbestämda positioneringssystem. Även om det lägger till 50 000-150 000 € till systemkostnaden, betalar automatiseringen tillbaka sig inom 18-24 månader för produktionsmiljöer med hög mix.
Digital tvillingteknik möjliggör virtuell optimering av familjeverktygskonfigurationer före fysisk tillverkning. Simuleringsprogramvara förutsäger fyllningsmönster, identifierar potentiella kvalitetsproblem och optimerar kanalsystem, vilket minskar kostnaderna för fysisk prototyptillverkning med 40-60 %.
Prediktiva underhållsalgoritmer analyserar sensordata för att förutsäga insatsförslitning och schemalägga utbyte innan kvalitetsförsämring uppstår. Detta proaktiva tillvägagångssätt minskar skrotningsgraden med 15-25 % och eliminerar akuta reparationsstopp.
Integration med tjänster för plåttillverkning skapar omfattande tillverkningslösningar som kombinerar flera processer i optimerade produktionssekvenser. Detta holistiska tillvägagångssätt minskar hanteringskostnaderna och förbättrar den övergripande kvalitetskontrollen.
Implementeringsstrategi och planering
Framgångsrik implementering av modulära verktyg kräver systematisk analys av befintliga produktportföljer och framtida utvecklingsplaner. Processen börjar med en omfattande delfamiljeanalys som identifierar möjligheter till konsolidering och standardisering.
Delklassificering undersöker dimensionshöljen, materialkrav, produktionsvolymer och kvalitetsspecifikationer. Komponenter som delar liknande egenskaper blir kandidater för familjeverktyg, medan delar som kräver frekventa designändringar drar nytta av modulära tillvägagångssätt.
Investeringsanalys jämför traditionella verktygskostnader med modulära alternativ över 3-5 års horisonter. Analysen inkluderar initiala verktygskostnader, modifieringskostnader, tidsbesparingar vid inställning och förbättringar av maskinutnyttjandet. Återbetalningstiderna varierar vanligtvis från 12-24 månader beroende på produktionsvolymer och delkomplexitet.
Riskbedömning identifierar potentiella utmaningar, inklusive ökad designkomplexitet, krav på leverantörskapacitet och kvalitetskontrollkrav. Åtgärdsstrategier hanterar varje identifierad risk genom leverantörskvalificering, förbättrade inspektionsprocedurer och reservplanering.
När du arbetar med Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftig prissättning jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer som krävs för en framgångsrik implementering av modulära verktyg.
Implementeringen fortsätter genom pilotprogram som validerar koncept på representativa delfamiljer före fullskalig driftsättning. Pilotresultaten informerar om förfining av designstandarder, tillverkningsprocedurer och kvalitetskontrollprotokoll. Framgångsmått inkluderar uppnådda kostnadsminskningar, kvalitetsförbättringar och minskningar av ledtider.
Utbildningsprogram säkerställer att produktionsteamen förstår modulsystemets funktion, omställningsprocedurer och underhållskrav. Dokumentationsstandarder fångar upp lärdomar och fastställer bästa praxis för framtida applikationer.
Avancerad designoptimering
Optimering av modulära verktyg och familjeverktyg sträcker sig bortom grundläggande konsolidering till att omfatta sofistikerade designstrategier som maximerar effektiviteten och minimerar kostnaderna. Avancerade tekniker inkluderar parametriska designsystem, topologioptimering och multiobjektiva optimeringsalgoritmer.
Parametrisk design möjliggör snabba konfigurationsändringar genom variabeldriven geometriändring. Mastermallar innehåller designregler och begränsningar, och justerar automatiskt kylkanaler, utstötningssystem och strukturella element när insatskonfigurationerna ändras. Detta tillvägagångssätt minskar designtiden med 50-70 % för derivatprodukter.
Topologioptimeringsalgoritmer bestämmer optimal materialfördelning inom verktygsstrukturer, vilket minskar vikten med 20-30 % samtidigt som den strukturella integriteten bibehålls. Viktminskning leder till materialkostnadsbesparingar och förbättrade hanteringsegenskaper under inställningsoperationer.
Multiobjektiv optimering balanserar konkurrerande krav, inklusive verktygskostnad, cykeltid, delkvalitet och verktygslivslängd. Genetiska algoritmer utforskar tusentals designvariationer och identifierar Pareto-optimala lösningar som ger bästa totala prestanda.
Kylsystemoptimering använder beräkningsmässig vätskedynamik och värmeöverföringsanalys som optimerar kanaldragning, diameterstorlek och flödesfördelning. Avancerade kyldesign minskar cykeltiderna med 10-20 % samtidigt som delkvalitetskonsistensen förbättras genom bättre temperaturkontroll.
Integration med våra tillverkningstjänster ger omfattande lösningar som spänner över designoptimering, verktygstillverkning och produktionsimplementering. Detta integrerade tillvägagångssätt säkerställer sömlöst utförande från koncept till fullskalig produktion.
Vanliga frågor
Vilken minsta produktionsvolym motiverar investeringen i modulära verktyg?
Modulära verktyg blir kostnadseffektiva för kombinerade familjevolymer som överstiger 50 000 enheter årligen över 3-5 relaterade delar. Individuella delvolymer så låga som 10 000 enheter kan motivera modulära tillvägagångssätt när designändringar är frekventa eller framtida volymtillväxt förväntas.
Hur påverkar modulära verktyg delkvaliteten jämfört med dedikerade verktyg?
Korrekt utformade modulära system uppnår motsvarande delkvalitet som dedikerade verktyg. Kritiska faktorer inkluderar exakta gränssnitt mellan insats och bas (±0,01 mm), korrekt kylkretsintegration och validerade monteringsprocedurer. Vissa applikationer kan se små förbättringar på grund av optimerade kyl- och utstötningssystem.
Vilka underhållskrav skiljer sig mellan modulära och traditionella verktyg?
Modulära system kräver ytterligare uppmärksamhet på gränssnittets renhet, tätningsintegritet och inriktningsverifiering. Underhållsintervallen kan förkortas med 10-20 % på grund av ökad komplexitet, men underhållskostnaderna på insatsnivå minskar avsevärt jämfört med fullständig verktygsservice.
Kan befintliga verktyg konverteras till modulära system?
Konverteringsmöjligheten beror på den ursprungliga verktygsdesignen och skicket. Enkla geometrier med tillräckligt strukturellt material kan ofta rymma konvertering, medan komplexa verktyg kan kräva fullständig rekonstruktion. Konverteringskostnaderna varierar vanligtvis från 40-70 % av den nya investeringen i modulära verktyg.
Vilka ledtidsfördelar ger familjeverktyg?
Familjeverktyg minskar de totala produktionsledtiderna med 25-40 % genom att eliminera flera inställningar och omställningar. Design- och tillverkningsledtiderna kan öka med 2-4 veckor på grund av ökad komplexitet, men produktionsförbättringarna mer än kompenserar för längre initial utveckling.
Hur jämförs materialkostnaderna mellan modulära och traditionella tillvägagångssätt?
De initiala materialkostnaderna för modulära system ökar vanligtvis med 15-25 % på grund av precisionsgränssnitt och specialiserade komponenter. Livscykelmaterialkostnaderna minskar dock genom utbyte på insatsnivå jämfört med fullständig verktygsombyggnad, vilket resulterar i 30-50 % materialkostnadsbesparingar över 3-5 år.
Vilka designbegränsningar gäller för modulära verktygssystem?
Modulära system fungerar bäst med delar som delar liknande materialflödeskrav, utstötningsmönster och kylbehov. Extrema aspektförhållanden, komplexa underskärningar eller mycket varierande cykeltider kan begränsa konsolideringsmöjligheterna. Noggrann delfamiljeanalys identifierar optimala grupperingar samtidigt som problematiska kombinationer undviks.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece