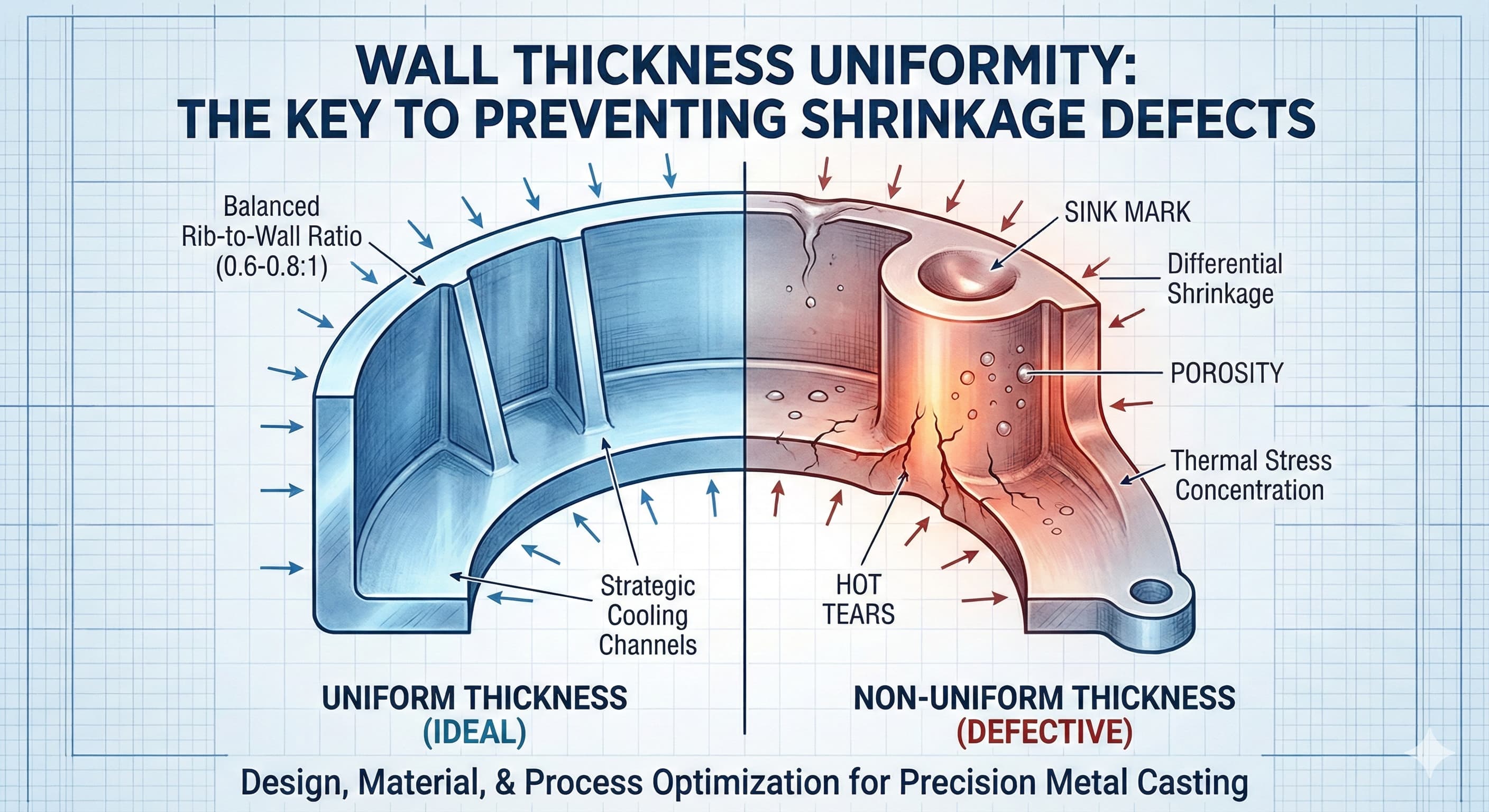
Väggtjockleksjämnhet: Förhindra krympningsdefekter i produktionen
Krympningsdefekter i metallgjutning härrör i grunden från en kontrollerbar faktor: väggtjockleksjämnhet. När delar av en gjutning svalnar i olika takt på grund av varierande väggtjocklekar, skapar differentiell krympning interna spänningar, porositet och dimensionsmässiga felaktigheter som kan göra hela produktionskörningar oanvändbara. Denna tekniska utmaning påverkar allt från transmissionhus för fordon till strukturella komponenter för flygindustrin, där toleransavvikelser på till och med 0,1 mm kan utlösa kostsamma kassationer.
Viktiga slutsatser
- Jämn väggtjocklek inom ±10 % varians eliminerar 85 % av krympningsrelaterade defekter i aluminium- och zinkgjutgods
- Rätt förhållande mellan ribba och väggtjocklek (0,6:1 till 0,8:1) förhindrar sjunkmärken samtidigt som den strukturella integriteten bibehålls
- Strategisk placering av kylkanaler och kanalsystem korrelerar direkt med krympningsjämnhet över komplexa geometrier
- Materialspecifika krympningskoefficienter måste beaktas i verktygsdesignen: Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Förstå krympningsmekaniken i metallgjutning
Krympning sker i tre distinkta faser under gjutningsprocessen. Flytande krympning sker när smält metall svalnar från hälltemperatur till stelningspunkt, vilket vanligtvis står för 3-7 % volymreduktion beroende på legeringssammansättning. Stelningskrympning följer när materialet övergår från flytande till fast tillstånd, vilket bidrar med ytterligare 3-5 % volymförändring. Slutligen fortsätter fasta krympningen när gjutningen svalnar till omgivningstemperatur, vilket lägger till 4-6 % ytterligare kontraktion.
Den kritiska faktorn som avgör defektbildningen är inte den absoluta krympningsmängden, utan de differentiella krympningshastigheterna mellan intilliggande sektioner. När en 4 mm väggsektion svalnar tillsammans med en 12 mm boss, skapar den termiska gradienten lokaliserade spänningskoncentrationer som överstiger 150 MPa i aluminiumlegeringar. Dessa spänningar manifesteras som varma sprickor, kalla fogar och dimensionsförvrängning som äventyrar både strukturell integritet och ytfinishkvalitet.
Väggtjockleksjämnhet påverkar direkt stelningstiden enligt Chvorinovs regel: stelningstiden är proportionell mot (Volym/Yta)². En sektion med dubbla väggtjockleken tar fyra gånger längre tid att stelna, vilket skapar den termiska obalans som är ansvarig för de flesta gjutningsdefekter. Att förstå detta förhållande gör det möjligt för ingenjörer att förutsäga och förhindra krympningsproblem under designfasen snarare än att åtgärda dem genom kostsam eftergjutningsåtgärd.
Designprinciper för väggtjockleksjämnhet
Att uppnå optimal väggtjockleksjämnhet kräver efterlevnad av specifika designförhållanden och geometriska principer. Grundregeln bibehåller väggtjockleksvariationer inom ±10 % över hela gjutningen. För en primär väggtjocklek på 3,0 mm bör intilliggande sektioner ligga kvar mellan 2,7 mm och 3,3 mm för att säkerställa jämna kylningshastigheter.
Ribbdesign kräver särskild uppmärksamhet på tjockleksförhållanden. Strukturella ribbor bör bibehålla 60-80 % av den primära väggtjockleken för att ge tillräcklig styrka utan att skapa termiska obalanser. En 4 mm primär vägg kräver ribbor mellan 2,4 mm och 3,2 mm tjocklek. Tjockare ribbor skapar sjunkmärken på motstående ytor, medan tunnare ribbor inte ger nödvändigt strukturellt stöd och kan uppleva ofullständig fyllning under gjutning.
| Primär väggtjocklek | Rekommenderad ribbtjocklek | Maximal bosstjocklek | Radie för avrundning |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Övergångszoner mellan olika väggtjocklekar kräver gradvisa förändringar över avstånd på minst 6:1 förhållande. En övergång från 3 mm till 6 mm väggtjocklek bör ske över minst 18 mm längd för att förhindra skarpa termiska gradienter. Generösa radier, vanligtvis 0,3-0,5 gånger den mindre väggtjockleken, jämnar ytterligare ut dessa övergångar och minskar spänningskoncentrationer under kylning.
Materialspecifika krympningsegenskaper
Olika gjutlegeringar uppvisar distinkta krympningsbeteenden som direkt påverkar designstrategier för väggtjocklek. Aluminiumlegeringar, särskilt A380 och A383 som vanligtvis används i pressgjutning, uppvisar linjära krympningskoefficienter på 1,2-1,5 %. Detta förutsägbara krympningsmönster möjliggör exakt verktygskompensation, men den relativt höga krympningshastigheten kräver strikt efterlevnad av principerna för jämn väggtjocklek.
Zinklegeringar som ZA-12 och Zamak 3 erbjuder lägre krympningshastigheter på 0,6-0,8 %, vilket ger större dimensionsstabilitet men kräver ett annat tillvägagångssätt för kanal- och grinddesign. Den lägre krympningen innebär att tunnare sektioner förblir flytande längre, vilket potentiellt förbättrar fyllegenskaperna men förlänger cykeltiderna i tjocka sektioner.
| Legeringskvalitet | Linjär krympning (%) | Stelningsintervall (°C) | Rekommenderad maxvägg (mm) | Kylningshastighet (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Magnesiumlegeringar presenterar unika utmaningar med krympningshastigheter på 1,0-1,3 % kombinerat med hög värmeledningsförmåga som kräver snabba cykeltider. Det smala processfönstret kräver exceptionell väggtjockleksjämnhet, vanligtvis inom ±5 % snarare än de ±10 % som är acceptabla för aluminiumlegeringar. Kopparlegeringar uppvisar de högsta krympningshastigheterna på 1,5-2,0 %, vilket kräver maximala väggtjockleksbegränsningar och omfattande användning av kylare för att kontrollera kylningshastigheterna.
Verktygsdesign för krympningskontroll
Effektiv verktygsdesign börjar med termisk hantering genom strategisk placering av kylkanaler. Kylkanaler bör bibehålla ett konsekvent avstånd från kavitetsytorna, vanligtvis 15-20 mm för pressgjutningsverktyg i aluminium. Att variera detta avstånd skapar ojämna kylningshastigheter som direkt översätts till differentiell krympning och gjutningsdefekter.
Val av kanaldiameter följer regeln att bibehålla Reynolds tal mellan 5 000-10 000 för turbulent flöde. För standardvattenkylning översätts detta till kanaldiametrar på 8-12 mm med flödeshastigheter på 4-8 liter per minut per kanal. Temperaturdifferensen mellan inlopp och utlopp bör inte överstiga 5 °C för att bibehålla jämn värmeutvinning över verktygsytan.
Kanal- och grinddesign påverkar avsevärt krympningsjämnheten genom kontrollerade fyllningsmönster och tryckfördelning. Grindtjockleken bör vara 60-80 % av den intilliggande väggtjockleken för att säkerställa korrekt trycköverföring under stelning samtidigt som flödesturbulens förhindras. Strategier med flera grindar fungerar särskilt bra för stora, komplexa gjutningar där enpunktsgrindning inte kan upprätthålla tillräckligt tryck i hela kaviteten.
För högprecisionsresultat, få en detaljerad offert inom 24 timmar från Microns Hub.
Processparametrar och krympningsförebyggande
Injektionshastigheten korrelerar direkt med krympningsjämnheten genom dess effekt på kavitetsfyllningsmönster och termisk fördelning. Optimala hastigheter varierar från 1,5-3,0 m/s för pressgjutning av aluminium, med lägre hastigheter som används för komplexa geometrier som kräver laminära flödesegenskaper. För höga hastigheter skapar turbulens och luftinneslutning, medan otillräckliga hastigheter tillåter för tidig stelning i tunna sektioner.
Hålltrycksapplikationens timing och magnitud bestämmer den slutliga gjutningstätheten och dimensionsnoggrannheten. Trycket bör appliceras omedelbart efter att kaviteten är helt fylld och bibehållas tills grinden stelnar. Typiska hålltryck varierar från 30-60 MPa för aluminiumgjutgods, med varaktighet beräknad baserat på grindtjocklek med hjälp av förhållandet: hålltid (sekunder) = grindtjocklek (mm) × 2,5.
Formtemperaturkontroll kräver en exakt balans mellan cykeltidseffektivitet och gjutningskvalitet. Pressgjutning av aluminium sker vanligtvis med formtemperaturer mellan 200-250 °C, med närmare kontroll (±10 °C) nödvändig för tunnväggiga komponenter som kräver överlägsen dimensionsnoggrannhet. Temperaturjämnheten över formytan bör bibehållas inom ±15 °C för att förhindra lokaliserade heta punkter som stör jämna stelningsmönster.
Avancerade tekniker för kritiska applikationer
Pressgjutning representerar kulmen på krympningskontrolltekniken och applicerar tryck upp till 150 MPa under stelning för att eliminera porositet och säkerställa maximal densitet. Denna process gynnar särskilt komponenter med oundvikliga väggtjockleksvariationer, såsom fjädringskomponenter för fordon eller strukturella fästen för flygindustrin. Det höga trycket eliminerar effektivt krympningsrelaterade defekter även i sektioner upp till 25 mm tjocka.
Tixoformningsprocesser erbjuder ett annat avancerat tillvägagångssätt för kritiska applikationer som kräver exceptionell dimensionsstabilitet. Den halvfasta bearbetningen minskar krympningshastigheterna med 30-40 % jämfört med konventionell gjutning samtidigt som överlägsna mekaniska egenskaper bibehålls genom förfinad mikrostruktur.
Vakuumassisterad gjutning eliminerar luftinneslutning som kan förvärra krympningsdefekter, särskilt i komplexa geometrier med flera flödesfronter. Vakuum nivåer på 50-100 mbar som appliceras under kavitetsfyllning säkerställer fullständig fyllning av tunna sektioner samtidigt som gasporositet förhindras som förvärrar krympningsrelaterade dimensionsvariationer.
Termisk realtidsövervakning med hjälp av infraröda kameror och inbäddade termoelement ger omedelbar återkoppling om kylningsjämnhet. Avancerade system kan detektera temperaturvariationer som överstiger ±5 °C över gjutningsytan, vilket utlöser automatiska justeringar av kylningsparametrar eller processvarningar för omedelbar operatörsintervention.
Kvalitetskontroll och mätstrategier
Dimensionsverifiering av väggtjockleksjämnhet kräver specialiserade mättekniker som kan detektera variationer ner till 0,05 mm upplösning. Ultraljudstjockleksmätare ger icke-förstörande mätning av väggsektioner, särskilt användbart för interna funktioner som är otillgängliga för mekaniska mätverktyg. Moderna ultraljudssystem uppnår en noggrannhet på ±0,01 mm på ytor med korrekt applicering av kopplingsmedium.
Koordinatmätmaskiner (CMM) utrustade med högupplösta beröringsprober kan verifiera komplexa geometrier mot CAD-specifikationer och identifiera krympningsrelaterade dimensionsavvikelser innan de sprids genom produktionskörningar. Implementering av statistisk processkontroll (SPC) spårar väggtjockleksmätningar över tid och identifierar gradvis verktygsslitage eller processdrift som påverkar krympningsjämnheten.
| Mätmetod | Noggrannhet | Användning | Kostnadsintervall (€) |
|---|---|---|---|
| Ultraljudsmätare | ±0.01 mm | Verifiering av väggtjocklek | 1,200-3,500 |
| CMM-beröringssond | ±0.005 mm | Validering av komplex geometri | 45,000-120,000 |
| Optisk skanner | ±0.02 mm | Ytprofilanalys | 8,000-25,000 |
| Röntgen-CT | ±0.05 mm | Intern defektdetektering | 180,000-450,000 |
Röntgen datortomografi (CT) ger fullständig intern visualisering av gjutningsstrukturen, vilket avslöjar krympningsporositet, varma sprickor och andra defekter som är osynliga för ytinspektionsmetoder. Även om CT-skanning är dyrt, visar det sig vara ovärderligt för kritiska flyg- och medicinska applikationer där intern sundhetsverifiering är obligatorisk.
Ekonomisk påverkan och kostnadsoptimering
Krympningsdefekter medför betydande ekonomiska påföljder genom skrothastigheter, omarbetningskostnader och försenade leveranser. Industridata indikerar att krympningsrelaterade defekter står för 15-25 % av de totala gjutningskassationerna, med omarbetningskostnader som i genomsnitt uppgår till 25-45 € per kilogram för aluminiumkomponenter. För en typisk fordonsgjutning som väger 2,5 kg representerar varje kasserad del 60-110 € i förlorat material och bearbetningskostnader.
Förebyggande strategier visar tydlig avkastning på investeringen genom minskade skrothastigheter och förbättrad cykeleffektivitet. Att implementera korrekta designprinciper för väggtjocklek minskar vanligtvis krympningsdefekter med 60-80 %, vilket översätts till skrotminskning från 8-12 % ner till 2-3 % för välkontrollerade processer. De resulterande materialbesparingarna ensamma motiverar ofta designoptimeringsinvesteringar inom 6-8 månader efter implementering.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftig prissättning jämfört med marknadsplattformar. Vår tekniska expertis inom krympningsförebyggande och väggtjockleksoptimering innebär att varje gjutningsprojekt får den tekniska uppmärksamhet som krävs för att minimera defekter och maximera produktionseffektiviteten.
Verktygsmodifieringar för förbättrad krympningskontroll kräver noggrann kostnads-nyttoanalys. Förbättrade kylsystem lägger vanligtvis till 8 000-15 000 € till initiala verktygskostnader men minskar cykeltiderna med 10-15 % samtidigt som dimensionskonsistensen förbättras. Precisions-CNC-bearbetningstjänster kan optimera befintliga verktyg genom strategiska kylkanaltillägg eller kavitetsmodifieringar utan fullständigt verktygsbyte.
Integration med tillverkningssystem
Moderna gjutningsoperationer integrerar krympningsförebyggande strategier med bredare tillverkningsutförandesystem (MES) för realtidsprocessoptimering. Temperaturövervakning, tryckavkänning och cykeltidsspårning ger kontinuerlig återkoppling som möjliggör omedelbara justeringar för att bibehålla optimala krympningskontrollparametrar.
Prediktiva underhållsalgoritmer analyserar historiska data för att identifiera verktygsslitage mönster som påverkar väggtjockleksjämnheten innan defekter uppstår. Maskininlärningsmodeller kan förutsäga sannolikheten för krympningsdefekter baserat på processparameterkombinationer, vilket möjliggör proaktiva justeringar som bibehåller kvaliteten samtidigt som produktionstakten maximeras.
Leveranskedjeintegration säkerställer konsekventa materialegenskaper som direkt påverkar krympningsegenskaperna. Legeringssammansättningsvariationer på till och med 0,1 % i kiselhalt kan förändra krympningshastigheterna tillräckligt för att påverka dimensionsnoggrannheten i precisionsapplikationer. Automatiserade materialspårnings- och verifieringssystem förhindrar sammansättningsrelaterade krympningsvariationer från att äventyra produktionskvaliteten.
Våra tillverkningstjänster omfattar fullständig implementering av krympningskontroll, från initial designoptimering genom etablering av produktionsprocesser och pågående kvalitetsövervakningssystem.
Industrispecifika applikationer
Fordonsapplikationer kräver exceptionell krympningskontroll på grund av höga produktionsvolymkrav och stränga dimensionstoleranser. Transmissionshus, till exempel, kräver väggtjockleksjämnhet inom ±0,05 mm för att bibehålla korrekt ingrepp mellan kugghjul och förhindra för tidigt slitage. Motorblock presenterar särskilda utmaningar med komplexa interna passager som kräver specialiserade kärndesign och avancerade kylstrategier för att bibehålla jämn väggtjocklek genom hela gjutningsprocessen.
Komponenter för flygindustrin arbetar under de strängaste kraven på krympningskontroll, med väggtjockleksvariationer begränsade till ±0,02 mm för kritiska strukturella element. Landningsställskomponenter, turbinhus och strukturella fästen genomgår omfattande icke-förstörande tester för att verifiera intern sundhet och dimensionsnoggrannhet. Alternativ för gjutning i små serier ger kostnadseffektiva lösningar för flygprototyper och produktion i små volymer samtidigt som samma krympningskontrollstandarder bibehålls som krävs för högvolymstillverkning.
Applikationer för medicintekniska produkter kräver biokompatibla material med exceptionell dimensionsstabilitet för implanterbara komponenter. Ortopediska implantat kräver väggtjockleksjämnhet för att säkerställa korrekt lastfördelning och förhindra spänningskoncentrationspunkter som kan leda till implantatfel. Kombinationen av materialrenhetskrav och dimensionsnoggrannhet kräver avancerad processkontroll och omfattande kvalitetsverifieringsprocedurer.
Vanliga frågor
Vad är den maximalt acceptabla väggtjockleksvariationen för pressgjutgods i aluminium?
För standardpressgjutgods i aluminium bör väggtjockleksvariationer ligga inom ±10 % av den nominella tjockleken för att förhindra betydande krympningsdefekter. Kritiska applikationer kan kräva snävare kontroll på ±5 % för att säkerställa optimal dimensionsnoggrannhet och mekaniska egenskaper.
Hur påverkar ribbtjockleken krympning och sjunkmärken?
Ribbor bör bibehålla 60-80 % av den primära väggtjockleken för att ge strukturellt stöd utan att skapa termiska obalanser. Tjockare ribbor orsakar sjunkmärken på motstående ytor på grund av differentiella kylningshastigheter, medan tunnare ribbor kan uppleva ofullständig fyllning och minskad strukturell effektivitet.
Vilket kylkanalsavstånd förhindrar ojämn krympning i pressgjutningsverktyg?
Kylkanaler bör bibehålla ett konsekvent avstånd på 15-20 mm från kavitetsytorna med 8-12 mm diameter för optimal värmeutvinning. Kanalavstånd på 40-50 mm centrum-till-centrum säkerställer jämn temperaturfördelning över verktygsytan.
Hur påverkar olika legeringar strategier för krympningskontroll?
Aluminiumlegeringar (1,2-1,5 % krympning) kräver standardjämnhetspraxis, zinklegeringar (0,6-0,8 % krympning) tillåter något mer variation, medan magnesiumlegeringar (1,0-1,3 % krympning) kräver snävare kontroll inom ±5 % på grund av snabba kylningskrav.
Vilka processparametrar påverkar krympningsjämnheten mest direkt?
Injektionshastighet (1,5-3,0 m/s för aluminium), hålltryck (30-60 MPa) och formtemperaturjämnhet (±15 °C över formytan) representerar de mest kritiska parametrarna för att kontrollera krympningsrelaterade defekter.
Hur kan befintliga verktyg modifieras för att förbättra krympningskontrollen?
Strategiska kylkanaltillägg, grindomplacering och kanalsystemoptimering kan avsevärt förbättra krympningsjämnheten utan fullständigt verktygsbyte. Konforma kylkanaler bearbetade genom befintligt verktygsstål ger den mest effektiva eftermonteringslösningen.
Vilka mättekniker verifierar väggtjockleksjämnheten i produktionen?
Ultraljudstjockleksmätare (±0,01 mm noggrannhet) för rutinmässig mätning, koordinatmätmaskiner för komplexa geometrier (±0,005 mm noggrannhet) och röntgen CT-skanning för fullständig intern verifiering ger omfattande valideringsmöjligheter för väggtjocklek.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece