Magnesium Pressgjutning: Strategier för viktminskning för fordonskomponenter
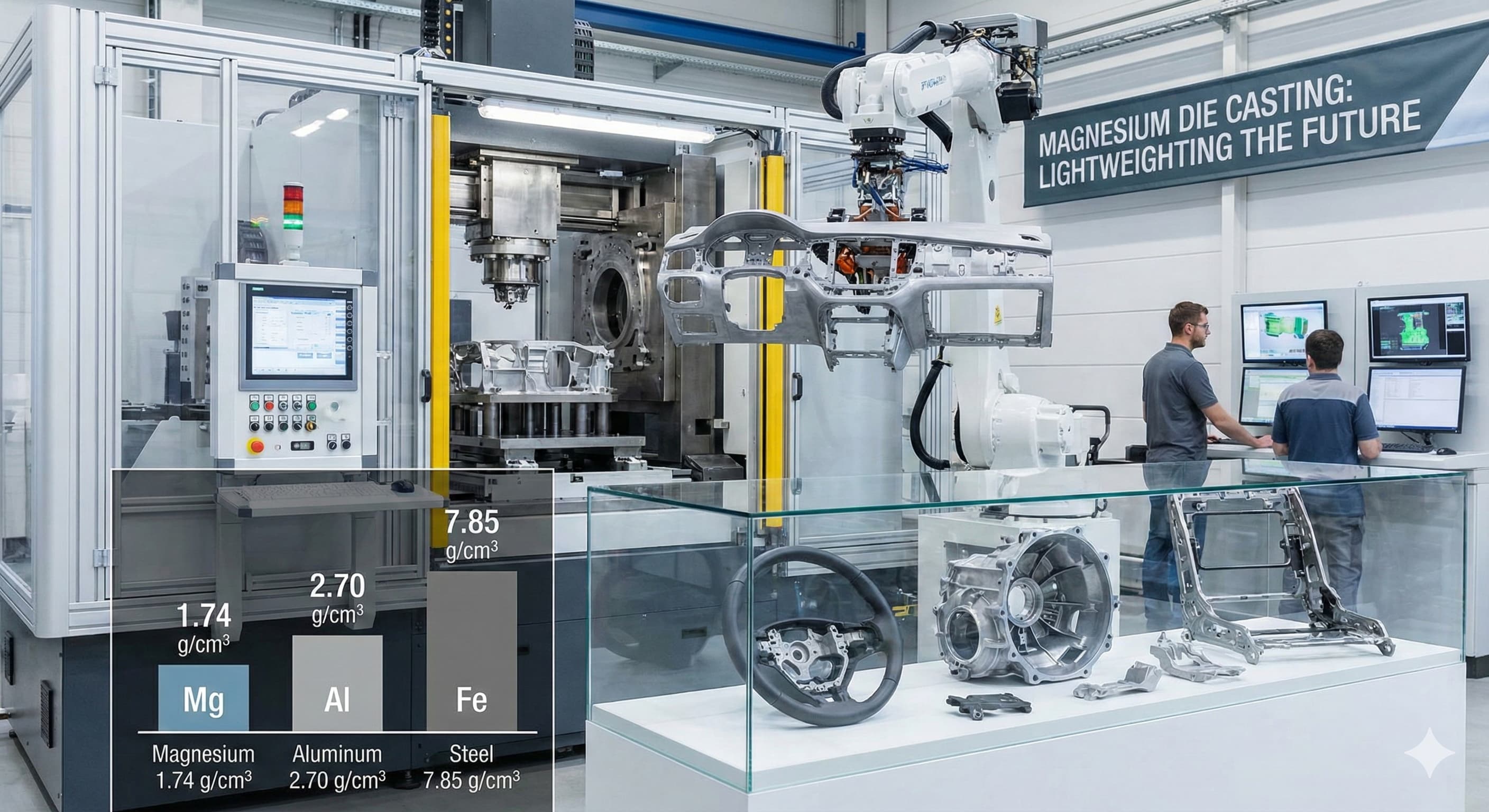
Biltillverkare står inför en aldrig tidigare skådad utmaning: att minska fordonets vikt med 15-20 % samtidigt som de bibehåller strukturell integritet och kostnadseffektivitet. Magnesiumpressgjutning framstår som den mest gångbara lösningen och erbjuder en densitet som är 35 % lägre än aluminium och 75 % lägre än stål, vilket gör det till den lättaste strukturella metallen som finns tillgänglig för fordonstillämpningar.
Viktiga slutsatser:
- Magnesiumpressgjutning uppnår viktminskningar på 25-40 % jämfört med aluminiumekvivalenter samtidigt som jämförbara styrka-till-vikt-förhållanden bibehålls
- AZ91D- och AM60B-legeringar dominerar fordonstillämpningar med draghållfasthet som når 240 MPa respektive 220 MPa
- Avancerade gjutsystem och kontrollerad stelning minskar porositeten till mindre än 2 %, vilket uppfyller fordonskvalitetsstandarder
- Integration med modulära verktygsstrategier minskar verktygskostnaderna med 30-50 % för komponentfamiljer
Materialegenskaper och legeringsval för fordonskomponenter
Magnesiums exceptionella specifika styrka gör det oumbärligt för strategier för viktminskning inom fordon. Densiteten på 1,74 g/cm³ ger omedelbara viktfördelar, men legeringsvalet avgör prestandaegenskaper som är avgörande för fordonstillämpningar.
AZ91D är fortfarande arbetsmyran för pressgjutning av fordon och innehåller 9 % aluminium och 1 % zink. Denna sammansättning ger optimal gjutbarhet med formfyllningsförmåga i sektioner så tunna som 0,6 mm. Legeringen uppnår en draghållfasthet på 230-240 MPa med 2-3 % förlängning, lämplig för instrumentpaneler, stolsramar och transmissionshus.
AM60B erbjuder överlägsen duktilitet med 6-8 % förlängning, vilket gör det att föredra för krockkänsliga komponenter som rattarmaturer och dörrkarmar. Den reducerade aluminiumhalten (6 %) förbättrar slagtåligheten samtidigt som en respektabel draghållfasthet på 220 MPa bibehålls.
| Egenskap | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Densitet (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Draghållfasthet (MPa) | 240 | 220 | 210 | 250 |
| Sträckgräns (MPa) | 160 | 130 | 140 | 180 |
| Förlängning (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Drifttemperatur (°C) | 120 | 120 | 150 | 175 |
| Kostnadsfaktor | 1.0 | 1.1 | 1.4 | 1.8 |
För applikationer med förhöjd temperatur innehåller AS41B- och AE44-legeringar kisel respektive sällsynta jordartsmetaller. AS41B bibehåller strukturell integritet upp till 150°C, lämplig för motorangränsande komponenter, medan AE44 fungerar tillförlitligt till 175°C för transmissionshus och oljetråg.
Optimering av pressgjutningsprocessen för viktminskning
För att uppnå optimal viktminskning krävs exakt kontroll av pressgjutningsprocessens parametrar. Optimering av väggtjocklek representerar den primära strategin för viktminskning, med moderna tekniker som möjliggör enhetliga väggar så tunna som 0,8 mm i stora fordonskomponenter.
Kallkammargjutning dominerar magnesiumapplikationer för fordon på grund av metallens reaktivitet med varmkammarutrustning. Skotthastigheter mellan 3-6 m/s säkerställer fullständig formfyllning samtidigt som turbulens minimeras som skapar porositet. Gathastigheter måste överstiga 40 m/s för att förhindra för tidig stelning i tunna sektioner.
Kontrollerad stelning genom optimerad placering av kylkanaler förhindrar bildandet av krympningsdefekter som äventyrar den strukturella integriteten.Att bibehålla enhetlig väggtjocklek inom ±0,2 mm säkerställer konsekventa mekaniska egenskaper i hela komponenten.
Formtemperaturer kräver noggrann hantering mellan 200-250°C för magnesiumlegeringar. Lägre temperaturer orsakar ofullständig fyllning i tunna sektioner, medan överdriven värme främjar formlödning och minskar verktygets livslängd. Värmehanteringssystem med integrerade värme- och kylkretsar upprätthåller optimala temperaturgradienter.
Avancerade gjutsystem för viktminskning
Sofistikerade gjutkonstruktioner möjliggör produktion av lätta komponenter med komplexa geometrier. Fläktgjutningar fördelar materialflödet över breda, tunna sektioner samtidigt som laminära flödesförhållanden bibehålls. Gjutningstjockleken varierar vanligtvis från 0,4-0,8 mm, cirka 60-80 % av den angränsande väggtjockleken.
Flera gjutsystem visar sig vara väsentliga för stora fordonskomponenter som instrumentpanelsubstrat. Strategisk gjutplacering säkerställer samtidig fyllning av avlägsna sektioner samtidigt som svetslinjer i höga spänningsområden förhindras. Beräkningsmodellering av vätskedynamik optimerar gjutplatser för att uppnå fullständig fyllning med minimalt materialspill.
Strukturella designstrategier för maximal viktminskning
Effektiv viktminskning sträcker sig bortom materialval för att omfatta intelligent strukturell design. Magnesiums utmärkta styvhet-till-vikt-förhållande möjliggör tunnväggskonstruktion med strategiska förstärkningsribbor som bibehåller strukturell prestanda.
Ribbdesign följer specifika geometriska regler för magnesiumpressgjutning. Ribbtjockleken bör inte överstiga 60 % av den angränsande väggtjockleken för att förhindra sjunkmärken och intern porositet. Släppvinklar på 1-2° underlättar utstötning samtidigt som den strukturella effektiviteten bibehålls. Ribbavstånd på 20-30 mm ger optimal styvhetsförbättring utan att kompromissa med gjutbarheten.
Integration av ihåliga sektioner representerar en avancerad teknik för viktminskning. Förlorade saltkärnor eller hopfällbara metallkärnor skapar interna håligheter som minskar vikten med 15-25 % jämfört med solida sektioner. Kärnmaterial måste tåla gjuttemperaturer på 650-700°C samtidigt som dimensionsstabilitet tillhandahålls.
| Designfunktion | Viktminskning | Komplexitetsfaktor | Verktygskostnadspåverkan |
|---|---|---|---|
| Väggtjockleksoptimering | 20-30% | Låg | +5-10% |
| Strategisk Ribbning | 10-15% | Medium | +15-20% |
| Ihåliga sektioner | 15-25% | Hög | +30-50% |
| Topologioptimering | 25-35% | Hög | +40-60% |
| Multifunktionsintegration | 30-45% | Mycket Hög | +50-80% |
För högprecisionsresultat,Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Kvalitetskontroll och defektförebyggande
Fordonstillämpningar kräver stränga kvalitetsstandarder med defektfrekvenser under 100 PPM. Magnesiums reaktivitet med atmosfärisk fukt och syre kräver specialiserade hanteringsprocedurer för att förhindra inneslutningar och gasporositet.
Skyddande atmosfärer med SF6 eller alternativa skyddsgaser förhindrar oxidation under smältning och hållning. SF6-koncentrationer på 0,2-0,5 % i luft ger tillräckligt skydd samtidigt som miljöpåverkan minimeras. Alternativa system med SO2 eller CO2 erbjuder miljöfördelar med jämförbara skyddsnivåer.
Icke-förstörande testmetoder verifierar intern kvalitet utan komponentförstörelse. Röntgeninspektion detekterar porositetnivåer som överstiger 2 % i volym, medan ultraljudstestning identifierar defekter under ytan. Godkännandekriterier kräver vanligtvis porositetnivåer under 2 % utan något enskilt tomrum som överstiger 2 mm i diameter.
Dimensionskontroll upprätthåller toleranser som är avgörande för fordonsmontering. Magnesiums värmeutvidgningskoefficient på 26 μm/m·K kräver temperaturkontrollerade mätmiljöer. Koordinatmätmaskiner med temperaturkompensation säkerställer noggrannhet inom ±0,05 mm för kritiska dimensioner.
Ytbehandling och efterbehandling
Magnesiums korrosionskänslighet kräver skyddande ytbehandlingar för fordonsservice. Anodisering ger utmärkt korrosionsskydd med beläggningstjocklekar på 5-25 μm. Typ III-anodisering uppnår överlägsen hållbarhet för exteriöra applikationer.
Konverteringsbeläggningar erbjuder kostnadseffektivt skydd för interiöra komponenter. Kromatbehandlingar, även om de fasas ut på grund av miljöhänsyn, ger utmärkt fäste för färg. Alternativa kromfria system med permanganat- eller fosfatkemi levererar jämförbar prestanda.
Kostnadsanalys och ekonomiska överväganden
Även om magnesium har en prispremie jämfört med aluminium, inkluderar den totala kostnadsekvationen bearbetningsfördelar och besparingar nedströms. Råmaterialkostnaderna för AZ91D varierar vanligtvis från 3,20-3,80 € per kilogram, jämfört med 1,80-2,20 € för aluminium A380.
Bearbetningseffektivitet kompenserar materialkostnaderna genom reducerade cykeltider. Magnesiums lägre latenta smältvärme möjliggör snabbare stelning, vilket minskar cykeltiderna med 15-25 % jämfört med aluminium. Formar når stabila temperaturer snabbare, vilket förbättrar produktiviteten i högvolymproduktion.
| Kostnadselement | Magnesium AZ91D | Aluminium A380 | Skillnad |
|---|---|---|---|
| Materialkostnad (€/kg) | 3.50 | 2.00 | +75% |
| Bearbetningskostnad (€/kg) | 2.80 | 3.20 | -12.5% |
| Cykeltid (sekunder) | 45 | 60 | -25% |
| Verktygslivslängd (skott) | 80,000 | 100,000 | -20% |
| Sekundära operationer | Minimal | Måttlig | -30% |
| Total delkostnad | €8.50 | €9.20 | -7.6% |
Kostnadsfördelar på fordonsnivå motiverar materialpremier genom förbättrad bränsleeffektivitet och prestanda. Viktminskningar på 1 kg sparar vanligtvis 15-25 € i bränslekostnader under fordonets livstid, samtidigt som det möjliggör nedskalade drivlinor och förbättrade köregenskaper.
Integration med tillverkningssystem
Framgångsrik implementering av magnesiumpressgjutning kräver integration med befintlig tillverkningsinfrastruktur. Många fordonsleverantörer utnyttjar formsprutningstjänster vid sidan av pressgjutning för att skapa hybridkomponentlösningar som optimerar både vikt och funktionalitet.
Automationssystem måste anpassas till magnesiums unika hanteringskrav. Robotextraktorer använder specialiserade gripdon designade för magnesiums termiska egenskaper. Extraktionskrafterna förblir minimala på grund av magnesiums lägre värmeutvidgning, vilket minskar formslitage och förbättrar detaljkvaliteten.
Kvalitetshanteringssystem integrerar realtidsövervakning med statistisk processkontroll. Temperaturövervakning på flera formplatser förhindrar överhettning som orsakar formlödning. Trycksensorer i hydraulsystemet detekterar variationer som indikerar formslitage eller processdrift.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår integrerade strategi för våra tillverkningstjänster innebär att varje magnesiumpressgjutningsprojekt får den specialiserade uppmärksamhet och tekniska expertis som krävs för fordonstillämpningar.
Miljö- och hållbarhetsöverväganden
Magnesiumpressgjutning stöder fordonsindustrins hållbarhetsmål genom flera vägar. Viktminskningen på 35 % jämfört med aluminium leder direkt till minskad bränsleförbrukning och lägre CO2-utsläpp under fordonets livstid.
Primära energikrav för magnesiumproduktion har minskat avsevärt med moderna elektrolytiska processer som förbrukar 35-40 MWh per ton, jämfört med 45-50 MWh historiskt. Återvinningseffektiviteten närmar sig 95 %, med sekundärt magnesium som endast kräver 5 % av den primära produktionsenergin.
Återvinningsbarhet vid slutet av livscykeln säkerställer slutna materialcykler. Magnesiumkomponenter behåller metallurgiska egenskaper genom flera återvinningscykler, till skillnad från aluminium som kräver tillsatser av jungfruligt material för att bibehålla styrkeegenskaper.
Alternativa smälttekniker
Induktionssmältningssystem förbättrar energieffektiviteten samtidigt som miljöpåverkan minskas. Frekvensstyrd induktion ger exakt temperaturkontroll med 85-90 % energieffektivitet jämfört med 60-70 % för gaseldade ugnar. Minskad förbränning eliminerar direkta CO2-utsläpp vid användningsstället.
Elektromagnetisk omrörning säkerställer homogen legeringssammansättning samtidigt som slaggbildning minimeras. Minskad oxidbildning minskar materialspill och eliminerar behovet av aggressiva fluxkemikalier. Saltfluxförbrukningen sjunker med 60-80 % jämfört med konventionella smältningssystem.
Framtida utveckling och avancerade applikationer
Framväxande magnesiumlegeringar riktar sig mot specifika fordonstillämpningar med förbättrade prestandaegenskaper. Kalciuminnehållande legeringar som AXJ530 erbjuder förbättrad krypbeständighet för drivlineapplikationer, medan litiumtillsatser i LAE442 minskar densiteten till 1,35 g/cm³.
Vakuumgjutningsteknik eliminerar gasporositet för kritiska strukturella applikationer. Kammartryck under 100 mbar förhindrar gasinfångning under fyllning, vilket möjliggör tunnväggsgjutgods med nära-nettoformnoggrannhet. Vakuumsystem integreras med befintliga kallkammarmaskiner genom eftermonteringsmodifieringar.
Halvfasta bearbetningstekniker som thixomolding kombinerar fördelarna med pressgjutning med nära-nettoformförmåga. Delvis stelnad magnesium uppvisar icke-newtonskt flödesbeteende och fyller komplexa geometrier med minimal turbulens. Processtemperaturer 50-80°C under konventionell pressgjutning minskar formslitage och förlänger verktygets livslängd.
| Teknik | Nuvarande status | Viktminskningspotential | Tidslinje |
|---|---|---|---|
| Vakuumgjutning | Kommersiell | 5-10% ytterligare | Tillgänglig |
| Halvfast bearbetning | Utveckling | 10-15% ytterligare | 2-3 år |
| Hybrid Mg-Al-komponenter | Pilot | 15-25% jämfört med helt Al | 3-5 år |
| Additiv tillverkning | Forskning | 30-50% optimerad | 5-7 år |
Vanliga frågor
Vilka är de typiska toleranserna som kan uppnås med magnesiumpressgjutning för fordonskomponenter?
Magnesiumpressgjutning uppnår dimensionstoleranser på ±0,08-0,15 mm för funktioner upp till 100 mm, med snävare toleranser på ±0,05 mm möjliga för kritiska dimensioner genom sekundär bearbetning. Ytfinheten varierar vanligtvis från 1,6-3,2 μm Ra som gjuten.
Hur jämför sig magnesiumpressgjutning med aluminium när det gäller korrosionsbeständighet?
Obehandlat magnesium uppvisar lägre korrosionsbeständighet än aluminium, vilket kräver skyddande beläggningar för fordonsservice. Med korrekt anodisering eller konverteringsbeläggningsbehandlingar uppnår magnesiumkomponenter korrosionsskydd av fordonskvalitet som uppfyller 1000-timmars saltspraytestkrav.
Vilka är brandskyddsövervägandena vid arbete med magnesiumpressgjutning?
Magnesiums antändningstemperatur på 650°C är över typiska pressgjutningstemperaturer på 620-680°C, vilket gör brandrisken minimal under normal drift. Nödprocedurer kräver brandsläckare av klass D som är speciellt utformade för metallbränder. Vattenbaserade system är strängt förbjudna eftersom de intensifierar magnesiumbränder.
Kan magnesiumgjutgods svetsas eller fogas till andra fordonsmaterial?
Magnesiumkomponenter fogas till andra material genom mekanisk fastsättning, adhesiv bindning eller specialiserade svetstekniker. Friktionsomrörningssvetsning möjliggör fogning till aluminiumkomponenter, medan strukturella lim klassade för fordonsservice ger hållbara bindningar. Traditionell bågsvetsning kräver inert gasskydd och magnesiumfyllnadsmaterial.
Vilka minsta väggtjocklekar kan uppnås i magnesiumpressgjutning för fordon?
Minsta väggtjocklek beror på komponentstorlek och legeringsval. Små komponenter uppnår 0,6 mm väggar konsekvent, medan större fordonsdelar som instrumentpaneler bibehåller 0,8-1,0 mm tjocklek. Enhetlig väggtjockleksvariation inom ±0,2 mm säkerställer konsekventa mekaniska egenskaper.
Hur påverkar återvinningsöverväganden magnesiumpressgjutningskomponentdesign?
Design för återvinning kräver minimering av olikartade materialinsatser och säkerställande av ren separation vid slutet av livscykeln. Magnesium bibehåller egenskaper genom flera återvinningscykler, men kontaminering från stålfästelement eller aluminiuminsatser påverkar legeringskvaliteten. Snäppfästdon eliminerar permanenta fästelement samtidigt som monteringsintegriteten bibehålls.
Vilka är de typiska ledtiderna och verktygskostnaderna för magnesiumpressgjutningsverktyg för fordon?
Verktygstillverkning kräver 12-16 veckor för komplexa fordonskomponenter, med kostnader som varierar från 85 000-250 000 € beroende på komponentkomplexitet och antal hålrum. H13 verktygsstål ger optimal balans mellan värmeledningsförmåga och slitstyrka för magnesiumservice, med förväntad verktygslivslängd på 80 000-120 000 skott.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece