Laserskärning kontra Vattenskärning: Välja rätt metod för tjock plåt
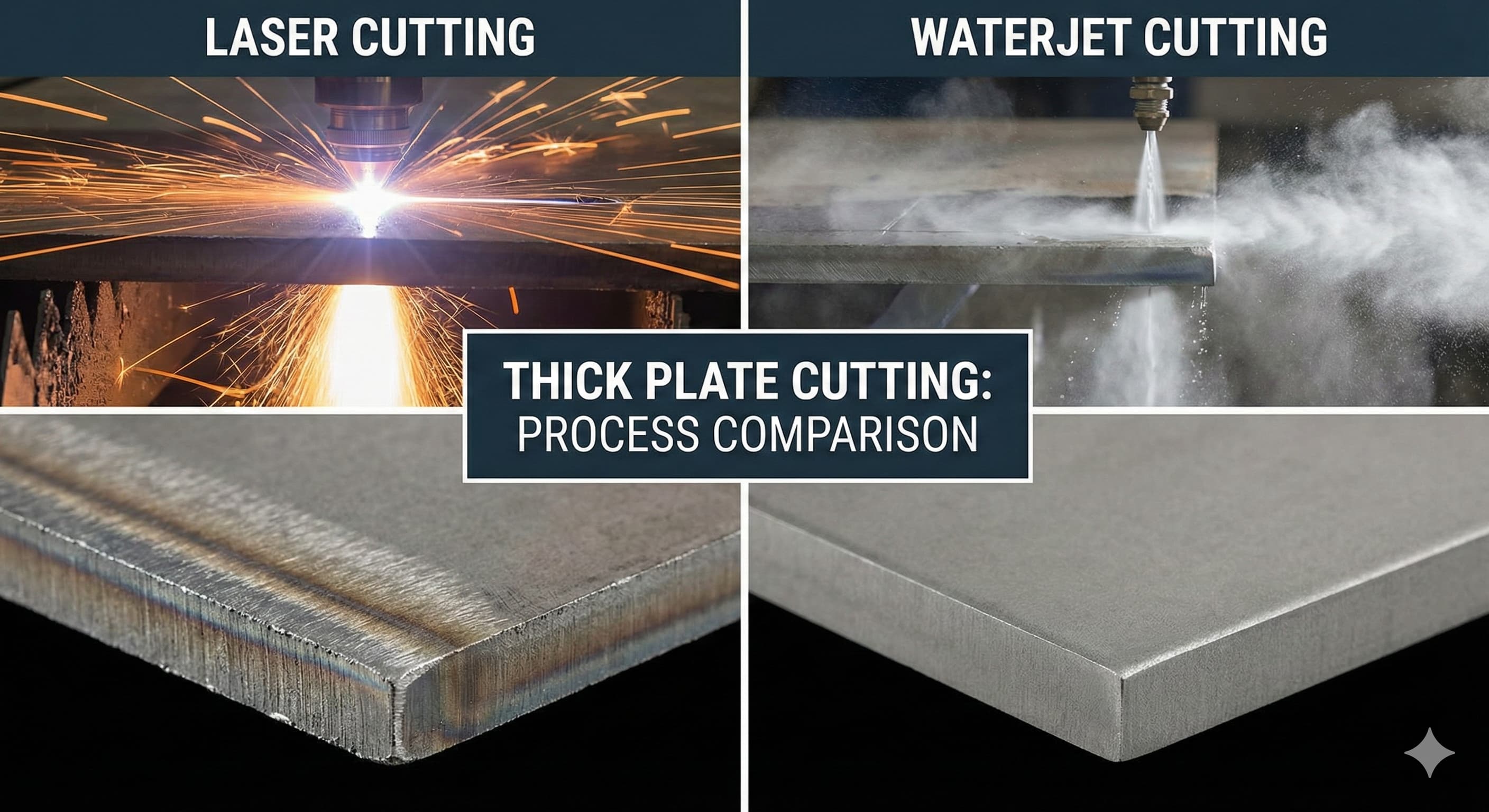
När man skär tjocka plåtar som överstiger 25 mm i tjocklek, avgör valet mellan laserskärning och vattenskärning i grunden projektets framgång, kostnadseffektivitet och slutliga detaljkvalitet. Detta beslut påverkar allt från metallurgiska egenskaper till dimensionsnoggrannhet och produktionsekonomi.
Viktiga slutsatser:
- Vattenskärning utmärker sig för plåtar över 100 mm tjocklek med överlägsen kantkvalitet och inga värmepåverkade zoner
- Laserskärning dominerar hastighet och kostnadseffektivitet för plåtar 25-50 mm tjocka i kolstål
- Materialtyp dikterar metodval: reflekterande material gynnar vattenskärning, kolstål gynnar laser
- Den totala projektkostnaden inkluderar materialspill, sekundära operationer och inställningstid utöver timtaxor
Förstå grunderna i skärning av tjock plåt
Skärning av tjock plåt innebär unika utmaningar som förstärker skillnaderna mellan laser- och vattenskärningstekniker. När materialtjockleken ökar över 25 mm blir faktorer som värmetillförsel, skärhastighet, kantvinkelräthet och materialspänning kritiska faktorer som kan avgöra om projektspecifikationerna uppfylls eller inte.
Laserskärning använder en fokuserad stråle av koherent ljus, vanligtvis från fiber- eller CO2-källor, kombinerat med hjälpgaser för att smälta och blåsa bort material. För tjocka plåtar är fiberlasrar med effekt från 6 kW till 30 kW standard, där högre effekt möjliggör snabbare skärhastigheter och förbättrad kapacitet för tjocka sektioner. Processen genererar betydande värmetillförsel, vilket skapar en värmepåverkad zon (HAZ) som sträcker sig 0,1-0,5 mm från den skurna kanten beroende på material och tjocklek.
Vattenskärning använder ultrahögtrycksvatten (vanligtvis 60 000-90 000 PSI) blandat med slipande granatpartiklar för att erodera material genom mekanisk verkan. Denna kalla skärprocess genererar ingen HAZ och kan skära praktiskt taget vilket material som helst oavsett hårdhet eller termiska egenskaper. Processen arbetar med mycket lägre hastigheter än laser men levererar överlägsen kantkvalitet och dimensionsnoggrannhet för tjocka sektioner.
Materialtjocklekskapacitet och begränsningar
Att förstå de praktiska tjockleksgränserna för varje teknik hjälper till att fastställa preliminära processvalskriterier före detaljerad analys.
| Materialtyp | Laser Maximum (mm) | Vattenskärning Maximum (mm) | Optimalt intervall Laser | Optimalt intervall Vattenskärning |
|---|---|---|---|---|
| Kolstål | 40-50 | 200+ | 6-25 | 25-150 |
| Rostfritt stål 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Verktygsstål H13 | 15-20 | 200+ | Rekommenderas inte | 10-100 |
| Inconel 718 | 8-12 | 100+ | Rekommenderas inte | 5-50 |
Dessa tjockleksintervall representerar praktiska gränser där acceptabel skärkvalitet och rimliga produktionshastigheter kan upprätthållas. Att överskrida optimala intervall resulterar vanligtvis i dålig kantkvalitet, överdriven konicitet eller oekonomiska skärhastigheter.
Kantkvalitet och metallurgiska överväganden
Skillnader i kantkvalitet mellan laser och vattenskärning blir uttalade i applikationer med tjock plåt, vilket direkt påverkar detaljens funktionalitet och krav på sekundära operationer.
Laserskärning av tjocka plåtar ger en karakteristisk kantfinish med distinkta zoner. Den övre delen uppvisar vanligtvis en slät, lätt strimmig yta från smältningen och gasblåsningen. När tjockleken ökar kan den nedre delen visa ökade strimmor, lätt konicitet och potentiell slaggfästning. HAZ sträcker sig 0,2-0,8 mm beroende på material och tjocklek, vilket potentiellt påverkar mekaniska egenskaper i kritiska applikationer.
Vattenskärning levererar konsekvent kantkvalitet genom hela materialtjockleken med minimal konicitet (vanligtvis 0,003-0,005 mm per mm tjocklek). Kanten uppvisar en fin, enhetlig textur från den slipande skärningen utan metallurgiska förändringar. Detta gör vattenskärning idealisk för applikationer som kräver exakta kantförhållanden för säker hantering eller efterföljande svetsoperationer.
För högprecisionsresultat, Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Ytråhetsvärden skiljer sig avsevärt mellan processer. Laserskärning ger vanligtvis Ra-värden på 6,3-12,5 μm på tjocka plåtar, medan vattenskärning uppnår 1,6-6,3 μm konsekvent. Denna skillnad eliminerar ofta sekundära bearbetningskrav för vattenskurna detaljer.
Skärhastighet och produktionsekonomi
Produktionshastighetsanalysen måste ta hänsyn till inställningstid, penetreringstid och faktisk skärhastighet för att bestämma den verkliga genomströmningskapaciteten.
| Tjocklek (mm) | Material | Laserhastighet (mm/min) | Vattenskärningshastighet (mm/min) | Laser Genomträngningstid (sek) | Vattenskärning Genomträngningstid (sek) |
|---|---|---|---|---|---|
| 25 | Kolstål | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Kolstål | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Rostfritt 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Inte praktiskt | 100-150 | N/A | 25-40 |
| 100 | Kolstål | Inte praktiskt | 80-120 | N/A | 40-60 |
Penetreringstiden blir allt viktigare för tjocka plåtar, vilket särskilt påverkar små detaljer med flera penetreringar. Laserpenetrering försämras snabbt med tjockleken, medan vattenskärningens penetreringstid ökar mer linjärt men startar från en högre baslinje.
Materialspecifika överväganden
Olika material uppvisar varierande reaktioner på laser- och vattenskärning, vilket påverkar processvalet utöver enkla tjockleksöverväganden.
Kolståls prestanda: Kolstål reagerar utmärkt på laserskärning upp till 40-50 mm tjocklek på grund av den exoterma reaktionen mellan järn och syrgas. Denna reaktion ger ytterligare skärenergi, vilket möjliggör snabbare hastigheter och renare snitt. Vattenskärning av kolstål ger överlägsen kantkvalitet men med betydligt lägre hastigheter för tunnare sektioner.
Utmaningar med rostfritt stål: Rostfritt stål innebär svårigheter för laserskärning på grund av hög reflektivitet och värmeledningsförmåga. Kvävgas krävs vanligtvis för att förhindra oxidation, vilket ökar driftskostnaderna. Vattenskärning eliminerar dessa problem samtidigt som det ger utmärkta resultat över alla rostfria kvaliteter.
Aluminiumkomplikationer: Aluminiums höga reflektivitet och värmeledningsförmåga gör laserskärning utmanande, särskilt för tjocka sektioner. Vattenskärning utmärker sig för aluminiumskärning och ger rena kanter utan smältning och återstelnande som kan kompromissa med ytfinishen i kritiska applikationer.
Exotiska legeringar: Material som Inconel, Hastelloy och verktygsstål är bättre lämpade för vattenskärning på grund av deras höga temperaturhållfasthet och kallbearbetningsegenskaper som komplicerar laserbearbetningen.
Tolerans och dimensionsnoggrannhet
Uppnåeliga toleranser varierar avsevärt mellan processer och påverkas av materialtjocklek, detaljgeometri och maskinens skick.
Laserskärningstoleranser för tjocka plåtar varierar vanligtvis från ±0,1-0,3 mm beroende på tjocklek och material. Termisk distorsion blir en betydande faktor när tjockleken ökar, vilket potentiellt påverkar dimensionsnoggrannheten på stora detaljer. Spårbredden (vanligtvis 0,2-0,4 mm) förblir relativt konstant men en liten konicitet kan utvecklas i tjocka sektioner.
Vattenskärning uppnår konsekvent toleranser på ±0,05-0,1 mm över hela tjockleksintervallet med minimal konicitet. Den smala spårbredden (0,8-1,2 mm) och den kalla skärprocessen eliminerar problem med termisk distorsion. Längre skärtider kan dock tillåta en liten maskindrift vid mycket långa snitt.
Kostnadsanalys och ekonomiska faktorer
En sann kostnadsjämförelse kräver analys utöver enkla timtaxor, inklusive inställningstid, materialutnyttjande, sekundära operationer och kvalitetsöverväganden.
| Kostnadsfaktor | Laserskärning | Vattenskärning | Inverkan på total kostnad |
|---|---|---|---|
| Timkostnad | €45-85 | €55-95 | Medium |
| Inställningstid | 15-30 minuter | 20-40 minuter | Hög för små serier |
| Materialutnyttjande | 85-92% | 88-95% | Hög för dyra material |
| Sekundära operationer | Krävs ofta | Krävs sällan | Hög |
| Förbrukningskostnader | €2-8 per timme | €15-25 per timme | Medium |
Förbrukningskostnaderna skiljer sig avsevärt mellan processer. Laserskärning förbrukar hjälpgaser (syre, kväve eller luft) och enstaka munstycksbyten. Vattenskärning kräver slipande granat (0,30-0,50 € per kg), högtryckstätningar och periodiskt byte av juvelmunstycken.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med tillgång till både laser- och vattenskärningskapacitet under ett och samma tak.
Beslutsmatris för processval
Systematiskt processval kräver utvärdering av flera faktorer viktade efter projektprioriteringar. Kritiska beslutsfaktorer inkluderar materialtyp och tjocklek, erforderlig kantkvalitet, dimensionstoleranser, produktionsvolym och budgetbegränsningar.
Välj laserskärning när: materialtjockleken är under 25 mm för de flesta material, produktionshastigheten är kritisk, materialet är kolstål, tät kapsling krävs för materialeffektivitet eller budgetbegränsningar gynnar lägre timtaxor trots potentiella sekundära operationer.
Välj vattenskärning när: materialtjockleken överstiger optimala laserintervall, överlägsen kantkvalitet krävs, ingen HAZ är acceptabel, material inkluderar aluminium, rostfritt stål eller exotiska legeringar, snäva toleranser är kritiska genom hela tjockleken eller applikationen involverar elektriska komponenter som kräver rena kanter.
Integration med tillverkningsflödet
Båda skärmetoderna integreras olika med efterföljande tillverkningsprocesser, vilket påverkar den totala produktionseffektiviteten och detaljkvaliteten.
Detaljer som skärs med laser kräver ofta gradning, kantbearbetning eller spänningsavlastning, särskilt för tjocka sektioner. HAZ kan kräva värmebehandling för att återställa mekaniska egenskaper i kritiska applikationer. De snabbare skärhastigheterna kan dock möjliggöra just-in-time-produktionsstrategier för många applikationer.
Vattenskurna detaljer går vanligtvis direkt till efterföljande operationer som formning, svetsning eller montering utan mellanliggande bearbetning. Detta strömlinjeformade arbetsflöde kompenserar ofta de långsammare skärhastigheterna genom minskad hantering och sekundära operationer. Integration med precisions-CNC-bearbetningstjänster är sömlös på grund av den överlägsna kantkvaliteten och dimensionsnoggrannheten.
Båda processerna kompletterar hela utbudet av våra tillverkningstjänster inklusive formning, svetsning och ytbehandling. Nyckeln är att välja den skärmetod som optimerar hela produktionsflödet snarare än att enbart fokusera på skärprestanda.
Kvalitetskontroll och inspektionskrav
Kvalitetskontrollprocedurerna skiljer sig mellan laser- och vattenskärning på grund av de distinkta egenskaperna hos varje process och deras typiska applikationer.
Laserskurna detaljer kräver inspektion för kantkvalitetskonsistens, slaggfästning, dimensionsnoggrannhet inklusive potentiell termisk distorsion, HAZ-utsträckning och egenskaper samt ytfinishvariation mellan övre och nedre skärytor. Tjockare sektioner kan uppvisa konicitet som kräver mätning och jämförelse med specifikationer.
Vattenskurna detaljer behöver utvärdering för dimensionsnoggrannhet och konicitet, ytfinishkonsistens, kantvinkelräthet och potentiell delaminering i skiktade material. Den konsekventa skärningen resulterar vanligtvis i mer förutsägbara kvalitetsresultat över produktionskörningar.
Båda processerna drar nytta av statistisk processkontrollövervakning av nyckelparametrar som skärhastighet, förbrukningsmaterial och maskinkalibrering för att upprätthålla konsekventa resultat över produktionskörningar.
Miljö- och säkerhetsaspekter
Miljöpåverkan och säkerhetskraven skiljer sig avsevärt mellan laser- och vattenskärningsoperationer, vilket påverkar anläggningskraven och driftsprocedurerna.
Laserskärning genererar ångor och partiklar som kräver utsugnings- och filtreringssystem. Hjälpgasförbrukning, särskilt kväve för skärning av rostfritt stål, utgör ett pågående miljöhänsyn. Ljudnivåerna är generellt måttliga, men lasersäkerhetsprotokoll kräver strikt efterlevnad för att förhindra ögonskador.
Vattenskärning producerar minimalt med luftburna föroreningar men genererar betydande mängder slipande slam som kräver korrekt bortskaffande. Vattenrenings- och återvinningssystem är avgörande för miljöefterlevnad. Ljudnivåerna är högre än laserskärning, vilket kräver hörselskydd för operatörer.
Båda processerna förbrukar betydande mängder elektrisk energi, där lasersystem vanligtvis drar 20-100 kW och vattenskärningssystem kräver 50-200 kW beroende på storlek och konfiguration. Energieffektivitetsöverväganden gynnar laserskärning för de flesta applikationer inom dess kapacitetsområde.
Vanliga frågor
Vilken är den maximala tjockleken som varje process kan skära tillförlitligt?
Laserskärning hanterar tillförlitligt kolstål upp till 40-50 mm och rostfritt stål till 30-40 mm med god kantkvalitet. Vattenskärning kan bearbeta praktiskt taget vilket material som helst upp till 200+ mm tjocklek med konsekvent kvalitet, begränsat främst av maskinens halsdjup snarare än skärkapacitet.
Hur jämförs skärhastigheten mellan laser och vattenskärning för tjocka plåtar?
Laserskärning är betydligt snabbare för material inom dess tjocklekskapacitet, ofta 3-5 gånger snabbare än vattenskärning. Men när tjockleken närmar sig lasergränserna minskar hastighetsfördelen medan kantkvaliteten försämras. Vattenskärning bibehåller konsekventa skärhastigheter oavsett tjocklek.
Vilken process ger bättre dimensionsnoggrannhet för tjocka plåtar?
Vattenskärning levererar konsekvent överlägsen dimensionsnoggrannhet (±0,05-0,1 mm) med minimal konicitet genom hela materialtjockleken. Laserskärningsnoggrannheten försämras med tjockleken på grund av termiska effekter och potentiell konicitetsutveckling, och uppnår vanligtvis ±0,1-0,3 mm på tjocka sektioner.
Vilka är de typiska kostnadsskillnaderna mellan laser- och vattenskärning?
Laserskärning erbjuder generellt lägre timtaxor (45-85 € jämfört med 55-95 € för vattenskärning) men kan kräva sekundära operationer. Vattenskärning har högre förbrukningskostnader (15-25 €/timme jämfört med 2-8 €/timme) men behöver sällan ytterligare bearbetning. Den totala projektkostnaden beror på specifika krav och detaljkomplexitet.
Hur påverkar materialegenskaperna processvalet?
Kolstål gynnar laserskärning på grund av exoterma reaktionsfördelar, medan reflekterande material (aluminium, koppar) och högtemperaturlegeringar (Inconel, verktygsstål) presterar bättre med vattenskärning. Rostfritt stål kan använda endera processen, där laser erbjuder hastighet och vattenskärning ger överlägsen kantkvalitet.
Vilka sekundära operationer krävs vanligtvis för varje process?
Laserskurna detaljer kräver ofta gradning, slaggborttagning och potentiellt värmebehandling för att åtgärda HAZ-effekter. Vattenskurna detaljer behöver vanligtvis minimala sekundära operationer utöver standardrengöring och går direkt till efterföljande tillverkningssteg som svetsning eller formning.
Vilken process är bättre för detaljer som kräver efterföljande svetsning?
Vattenskärning föredras generellt för detaljer som kräver svetsning på grund av avsaknaden av HAZ och överlägsen kantkvalitet. Den rena, oxidfria kanten som produceras av vattenskärning eliminerar potentiella svetsföroreningskällor och minskar förberedelsetiden före svetsning.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece