Djupdragning kontra svarvning: Tillverkning av cylindriska metallformer
Tillverkning av cylindriska metallkomponenter ger ingenjörer två primära formningsprocesser: djupdragning och metallspinning. Varje process erbjuder distinkta fördelar när det gäller materialutnyttjande, verktygskostnader, produktionsvolymer och uppnåeliga toleranser. Att förstå de grundläggande skillnaderna mellan dessa processer är avgörande för att optimera tillverkningsresultat och kostnadseffektivitet.
Viktiga slutsatser
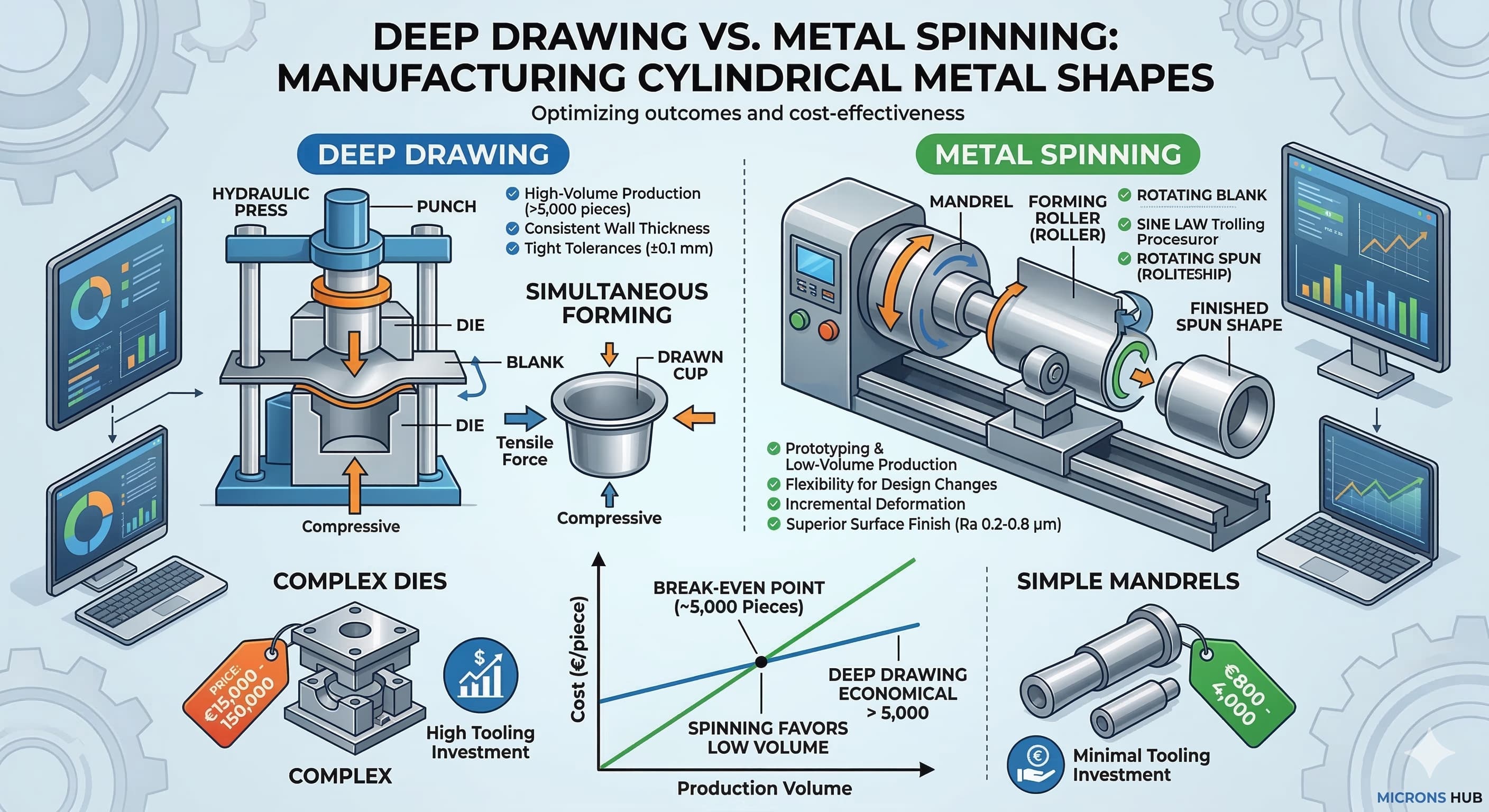
- Djupdragning utmärker sig i högvolymsproduktion med konsekvent väggtjocklek och snäva toleranser (±0,1 mm)
- Metallspinning erbjuder överlägsen flexibilitet för prototyper och lågvolymsproduktion med minimal verktygsinvestering
- Materialval påverkar processens genomförbarhet avsevärt, där djupdragning kräver högre duktilitetsförhållanden
- Kostnadsanalysen visar att djupdragning blir ekonomisk vid volymer som överstiger 5 000 stycken årligen
Grunderna i djupdragningsprocessen
Djupdragning omvandlar platta plåtar till cylindriska eller lådformade komponenter genom en kombination av drag- och tryckkrafter. Processen använder ett stans- och matris-system där stansen tvingar plåten genom matrisens hålighet, vilket skapar en sömlös ihålig form med ett djup som är större än halva diametern.
Den kritiska parametern vid djupdragning är dragningsförhållandet (DR), beräknat som plåtens diameter dividerat med stansens diameter. För de flesta material kan en enda dragningsoperation uppnå förhållanden mellan 1,8:1 och 2,2:1. När högre förhållanden krävs blir flera dragningssteg nödvändiga, där varje efterföljande steg minskar diametern med cirka 20-30 %.
Materialflödet under djupdragning följer specifika mönster. Plåtens yttre regioner upplever omkretsmässig kompression medan sidoväggsmaterialet utsätts för dragspänning. Detta dubbla spänningstillstånd kräver material med utmärkt duktilitet och enhetlig kornstruktur. Stålsorter som DC04 (EN 10130) och aluminiumlegering 3003-H14 uppvisar optimal prestanda på grund av deras höga r-värden (töjningsförhållande) på 1,8-2,2.
Verktygsdesign spelar en avgörande roll för att uppnå konsekventa resultat. Matrisradien varierar vanligtvis från 6-10 gånger materialtjockleken, medan stansradien hålls på 4-8 gånger tjockleken. Dessa förhållanden förhindrar materialrivning under formningsoperationen samtidigt som de minimerar fjäderåtergångseffekter.
Mekanik i metallspinningsprocessen
Metallspinning, även känt som spinnformning, formar cylindriska komponenter genom att rotera en metallplåt i höga hastigheter samtidigt som lokalt tryck appliceras genom formningsverktyg. Plåten kläms fast mot en dorn som definierar den interna geometrin, och materialet formas progressivt över denna dorn med hjälp av rullar eller specialiserade spinnverktyg.
Processen fungerar enligt fundamentalt olika principer än djupdragning. Istället för samtidig formning skapar spinning den önskade formen genom inkrementell deformation. Materialet flyter radiellt inåt och axiellt längs dornens yta, med väggtjockleken varierande enligt sinuslagen: t₁ = t₀ × sin α, där t₁ är den slutliga tjockleken, t₀ är den initiala tjockleken och α är vinkeln från rotationsaxeln.
Spinningdorner kräver exakt bearbetning men representerar betydligt lägre verktygskostnader jämfört med djupdragningsmatriser. En typisk ståldorn för spinning kostar 800-1 500 euro, medan motsvarande djupdragningsverktyg varierar från 15 000-50 000 euro beroende på komplexitet och produktionskrav.
Processen rymmer ett bredare utbud av material, inklusive arbetsförhärdande legeringar som kan visa sig vara utmanande för djupdragning. Rostfritt stål 316L, titan Ti-6Al-4V och Inconel 625 kan framgångsrikt spinnas på grund av deformationens inkrementella karaktär, vilket förhindrar överdriven spänningskoncentration.
Materialval och kompatibilitet
Materialval representerar en kritisk beslutspunkt mellan djupdragnings- och spinningsprocesser. Varje formningsmetod ställer olika krav på materialegenskaper, vilket påverkar både processens genomförbarhet och den slutliga komponentkvaliteten.
| Materialegenskap | Krav för djupdragning | Krav för svarvning | Typiska värden |
|---|---|---|---|
| Förlängning (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-värde (töjningsförhållande) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-värde (töjningshärdning) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Sträckgräns (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Djupdragning kräver material med höga plastiska töjningsförhållanden (r-värden) för att förhindra öronbildning och säkerställa enhetligt materialflöde. R-värdet representerar förhållandet mellan breddtöjning och tjocklekstöjning under dragprovning. Material med r-värden under 1,0 tenderar att tunnas ut överdrivet under dragningsoperationer, vilket leder till potentiellt fel.
Spinningsprocesser rymmer material med lägre formbarhetsindex eftersom deformation sker inkrementellt snarare än samtidigt över hela plåten. Denna egenskap gör spinning särskilt lämplig för höghållfasta legeringar och exotiska material där djupdragning skulle överskrida materialets formningsgränser.
Kornstorlek påverkar båda processerna avsevärt men med olika implikationer. Finkorniga material (ASTM kornstorlek 7-9) ger bättre ytfinish i djupdragningsapplikationer, medan spinning kan tolerera grövre kornstrukturer utan att kompromissa med dimensionsnoggrannheten.
Verktygsdesign och investeringsanalys
Den grundläggande skillnaden i verktygskrav mellan djupdragning och spinning påverkar direkt projektekonomi och ledtider. Djupdragning kräver precisionsbearbetade progressiva matriser tillverkade av verktygsstål som D2 eller A2, med hårdhetsvärden som sträcker sig från 58-62 HRC.
Progressiv matriskonstruktion involverar flera stationer för komplexa geometrier, där varje station kräver exakt inriktning och spelrumskontroll. Typiska matrisspelrum varierar från 1,1-1,3 gånger materialtjockleken för stål och 1,2-1,4 gånger för aluminiumlegeringar. Dessa snäva toleranser kräver högprecisionsbearbetning, vilket driver upp verktygskostnaderna.
Spinningdorner erbjuder dramatiskt reducerad verktygsinvestering. En typisk dorn kan tillverkas av aluminium 7075-T6 för prototyptillämpningar eller stål 4140 för produktionskörningar. Dornen kräver endast den slutliga interna geometrin, vilket eliminerar de komplexa hålighetsprofilerna som är nödvändiga för djupdragningsmatriser.
| Verktygskomponent | Kostnad för djupdragning (€) | Kostnad för svarvning (€) | Ledtid (veckor) |
|---|---|---|---|
| Enkel cylindrisk (Ø100mm) | 15 000 - 25 000 | 800 - 1 500 | 6-8 vs 2-3 |
| Komplex stegprofil | 35 000 - 60 000 | 2 000 - 4 000 | 10-12 vs 3-4 |
| Flerstegs progressiv | 75 000 - 150 000 | Ej tillämpligt (enstegs) | 12-16 vs Ej tillämpligt |
| Verktygsunderhåll (årligt) | 5-10% av initialkostnaden | 2-3% av initialkostnaden | Pågående |
Livslängdsöverväganden differentierar ytterligare processerna. Djupdragningsmatriser tål vanligtvis 500 000-2 000 000 cykler beroende på material och komplexitet, medan spinningdorner kan överstiga 10 000 cykler med korrekt underhåll. Spinningverktyg (rullar och formningsverktyg) kräver dock periodiskt byte var 5 000-15 000 cykler.
För högprecisionsresultat, Skicka in ditt projekt för en 24-timmars offert från Microns Hub.
Dimensionsnoggrannhet och ytkvalitet
Att uppnå exakt dimensionskontroll kräver förståelse för hur varje process påverkar den slutliga komponentgeometrin. Djupdragning ger vanligtvis överlägsen koncentricitet och väggtjockleksjämnhet på grund av den samtidiga formningsverkan över hela plåten.
Väggtjockleksvariation i djupdragna komponenter ligger generellt inom ±10-15 % av den ursprungliga plåttjockleken, med de tunnaste sektionerna som uppträder vid stansens nosradie. Detta förutsägbara uttunningsmönster tillåter ingenjörer att kompensera genom val av plåttjocklek och schemaläggning av dragningsreduktion.
Spinningsoperationer producerar komponenter med väggtjocklek som följer sinuslagsförhållandet, vilket resulterar i avsiktlig tjockleksvariation som måste beaktas i designberäkningar. Spinning erbjuder dock överlägsen kontroll över lokal geometri, vilket möjliggör funktioner som flänsar, spår och komplexa kurvor som skulle kräva flera djupdragningsoperationer.
Ytfinishkvaliteten skiljer sig avsevärt mellan processerna. Djupdragna komponenter uppvisar enhetliga ytegenskaper som matchar det ursprungliga plåttillståndet, vanligtvis Ra 0,8-1,6 μm för kallvalsade stålsubstrat. Spinningsoperationer kan uppnå överlägsna ytfinisher (Ra 0,2-0,8 μm) genom poleringseffekten av formningsverktyg, särskilt fördelaktigt för applikationer som kräver minimal efterbearbetning.
Dimensions toleranser som kan uppnås genom varje process återspeglar de grundläggande formningsmekanismerna. Djupdragning uppnår rutinmässigt ±0,1 mm på diameter och ±0,15 mm på höjd för komponenter upp till 200 mm diameter. Spinningstoleranser beror på dornens noggrannhet och processkontroll, vilket vanligtvis ger ±0,2 mm på diameter och ±0,25 mm på höjd för liknande stora komponenter.
Optimering av produktionsvolym
Ekonomisk analys avslöjar distinkta brytpunkter där varje process blir fördelaktig. Djupdragnings höga verktygsinvestering kräver betydande produktionsvolymer för att motivera den initiala utgiften, medan spinnings lägre uppstartskostnader gynnar mindre serier och prototyputveckling.
Kostnaden per styck-beräkningen inkluderar materialutnyttjande effektivitet, vilket starkt gynnar djupdragning för enkla geometrier. Djupdragna cylindrar uppnår vanligtvis 85-92 % materialutnyttjande, medan spinningsoperationer varierar från 95-98 % på grund av minimal skrotgenerering. Spinnings materialeffektivitetsfördel minskar dock när man beaktar potentialen för tjockare startplåtar som krävs för att uppnå önskad slutlig tjocklek i kritiska områden.
| Produktionsvolym | Djupdragning (€/styck) | Svarvning (€/styck) | Rekommenderad process |
|---|---|---|---|
| 1-100 stycken | 45.00 - 65.00 | 12.00 - 18.00 | Svarvning |
| 500-1 000 stycken | 18.00 - 25.00 | 10.00 - 15.00 | Svarvning |
| 5 000-10 000 stycken | 4.50 - 6.50 | 8.00 - 12.00 | Djupdragning |
| 50 000+ stycken | 2.20 - 3.80 | 7.50 - 11.00 | Djupdragning |
Cykeltidsanalysen avslöjar djupdragnings överlägsenhet i högvolymsscenarier. En typisk djupdragningsoperation slutförs på 3-8 sekunder beroende på komplexitet, medan spinningsoperationer kräver 2-15 minuter per komponent. Denna dramatiska skillnad i produktionshastighet gör djupdragning till det klara valet för högvolymsapplikationer trots den initiala verktygsinvesteringen.
Sekundära operationer påverkar avsevärt den totala tillverkningskostnaden. Djupdragna komponenter kräver ofta trimning, håltagning eller ytterligare formningsoperationer som lägger till 0,50-2,00 € per styck. Spinningsoperationer levererar vanligtvis nära-nätformade komponenter som kräver minimal sekundär bearbetning, vilket erbjuder kostnadsfördelar i komplexa geometrier.
Kvalitetskontroll och inspektionsmetoder
Kvalitetssäkringsprotokoll för båda processerna måste ta itu med de unika egenskaperna och potentiella fellägena för varje formningsmetod. Djupdragnings kvalitetskontroll fokuserar på att förhindra vanliga defekter som öronbildning, rynkning, rivning och överdriven uttunning genom optimering av processparametrar och statistisk processkontroll.
Kritiska mätpunkter för djupdragna komponenter inkluderar väggtjockleksfördelning med hjälp av ultraljudsmätning, dimensionsnoggrannhet genom koordinatmätmaskiner (CMM) och bedömning av ytkvalitet. Inline-övervakningssystem kan upptäcka stanskraftvariationer som indikerar potentiellt verktygsslitage eller förändringar i materialegenskaper.
Spinnings kvalitetskontroll betonar dornens noggrannhet, formningsverktygets skick och rotationshastighetens konsistens. Spinnings inkrementella karaktär möjliggör justeringar under processen, vilket ger möjligheter att korrigera dimensionsavvikelser under formningen snarare än att skrota färdiga komponenter.
Implementering av statistisk processkontroll skiljer sig mellan processerna. Djupdragning drar nytta av Cpk-värden som överstiger 1,33 för kritiska dimensioner, vilket kan uppnås genom noggrann kontroll av plåtpositionering, smörjkonsistens och presstonnage. Spinningsoperationer kräver övervakning av rotationshastighetsstabilitet (±2 %), matningshastighetskonsistens (±5 %) och formningstrycksjämnhet.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplatsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med omfattande kvalitetsdokumentation och spårbarhet.
Integration med tillverkningssystem
Moderna tillverkningsmiljöer kräver sömlös integration av formningsprocesser med uppströms- och nedströmsoperationer. Djupdragningslinjer innehåller vanligtvis automatisk plåtmatning, överföringssystem och integrerade precisions-CNC-bearbetningstjänster för sekundära operationer.
Den höga hastigheten i djupdragningsoperationer kräver sofistikerade automationssystem som kan upprätthålla cykeltider samtidigt som de säkerställer konsekvent detaljkvalitet. Progressiva matris-system kan integrera flera formningsoperationer, håltagning och trimning inom ett enda presslag, vilket maximerar effektiviteten och minimerar hanteringskostnaderna.
Spinningsoperationer, även om de i allmänhet kräver mer manuell intervention, erbjuder flexibilitet för att tillgodose designändringar och produktvariationer. CNC-spinningssvarvar ger automatiserad kontroll av formningssekvenser samtidigt som processens inneboende anpassningsförmåga till olika komponentgeometrier bibehålls.
Integration med våra tillverkningstjänster möjliggör omfattande projekthantering från initial design till slutlig inspektion. Detta integrerade tillvägagångssätt säkerställer optimalt processval baserat på specifika projektkrav snarare än att begränsa alternativen till enstaka tillverkningsmetoder.
Leveranskedjeöverväganden påverkar också processvalet. Djupdragnings beroende av specialiserade verktyg skapar beroenden av verktygs- och matristillverkare, vilket potentiellt förlänger ledtiderna för nya projekt. Spinningsoperationer kan ofta använda befintligt dornlager eller snabbt tillverka nya dorner med hjälp av standardbearbetningsmöjligheter.
Avancerade applikationer och fallstudier
Flyg- och rymdapplikationer visar den kritiska vikten av processval i krävande miljöer. Djupdragning utmärker sig i att producera bränsletankkomponenter där konsekvent väggtjocklek och läckagesäker konstruktion är av största vikt. Processen levererar den dimensionsmässiga repeterbarhet som krävs för automatiserade monteringsoperationer samtidigt som den strukturella integriteten bibehålls som är nödvändig för tryckkärlsapplikationer.
Spinning finner tillämpning inom flyg och rymd för komplexa koniska sektioner, noskoner och övergångskanaler där förmågan att forma sammansatta kurvor och varierande väggtjocklek ger designfördelar. Processens kompatibilitet med titan- och Inconel-legeringar gör den särskilt värdefull för högtemperaturapplikationer där materialegenskaperna överskrider formningsgränserna för konventionell djupdragning.
Fordonsapplikationer visar volymdrivet beslutsfattande. Djupdragning dominerar högvolymskomponentproduktion som oljetråg, bränsletankar och strukturella element där den amorterade verktygskostnaden blir försumbar över miljontals komponenter. Processintegrationen med fordonsmonteringslinjer ger den hastighet och konsistens som krävs för just-in-time-tillverkning.
Tillverkning av medicintekniska produkter presenterar unika utmaningar där biokompatibilitet, ytfinish och dimensionsprecision konvergerar. Spinningsoperationer utmärker sig i att producera kirurgiska instrument och implanterbara enhetskomponenter där den överlägsna ytfinishen och materialkompatibiliteten med exotiska legeringar ger kliniska fördelar.
Elektronikindustrin utnyttjar båda processerna beroende på volymkrav. Djupdragning tjänar högvolymsapplikationer som kylflänsar och elektromagnetiska skärmningskomponenter, medan spinning adresserar specialiserade krav som EMI-skärmningstillämpningar där komplexa geometrier och överlägsen ytfinish påverkar prestandan.
Framtida teknologitrender
Framväxande teknologier fortsätter att utöka kapaciteten hos båda formningsprocesserna. Servodrivna djupdragningspressar ger programmerbara rörelseprofiler, vilket möjliggör optimering av materialflöde och minskning av fjäderåtergångseffekter. Dessa avancerade system uppnår formningskrafter med precision som tidigare var ouppnåelig med konventionella mekaniska pressar.
Varmformningstekniker utökar utbudet av material som är lämpliga för djupdragningsoperationer. Aluminiumlegeringar som traditionellt krävde flera dragningssteg kan nu formas i enstaka operationer genom kontrollerad uppvärmning av plåtar och matriser. Denna utveckling minskar verktygskomplexiteten samtidigt som materialutnyttjande effektiviteten förbättras.
CNC-spinning fortsätter att utvecklas genom förbättrad processövervakning och adaptiva styrsystem. Realtidsmätning av formningskrafter och komponentdimensioner möjliggör automatisk justering av processparametrar, vilket minskar operatörskunskapskraven samtidigt som dimensionskonsistensen förbättras.
Additiv tillverkning påverkar båda processerna genom snabba verktygstillämpningar. 3D-printade dorner och formningsverktyg möjliggör kostnadseffektiv prototyputveckling och lågvolymsproduktionskörningar, vilket överbryggar klyftan mellan traditionella verktygsinvesteringar och projektkrav.
Simuleringsprogramvaruutveckling ger alltmer exakt förutsägelse av materialflöde, spänningsfördelning och potentiella fellägen. Finita elementanalys (FEA) möjliggör processoptimering före verktygstillverkning, vilket minskar utvecklingstiden och förbättrar framgångsfrekvensen för första stycket.
Vanliga frågor
Vad är den minsta väggtjockleken som kan uppnås med djupdragning kontra spinning?
Djupdragning bibehåller vanligtvis väggtjockleken inom 85-90 % av den ursprungliga plåttjockleken, med en minsta praktiska tjocklek på cirka 0,3 mm för stål och 0,5 mm för aluminium. Spinning kan uppnå tunnare väggar i lokaliserade områden, potentiellt nå 0,2 mm tjocklek, men detta varierar beroende på sinuslagsförhållandet och dorngeometrin.
Hur jämförs materialkostnaderna mellan de två processerna?
Materialkostnaderna gynnar djupdragning på grund av bättre materialutnyttjande (85-92 %) jämfört med spinnings högre utnyttjande (95-98 %) men krav på tjockare startplåtar. Djupdragning använder vanligtvis 15-25 % mindre råmaterial för enkla cylindriska former, även om denna fördel minskar med komplexa geometrier som kräver flera operationer.
Vilken ytfinishkvalitet kan uppnås med varje process?
Djupdragning bibehåller den ursprungliga plåtens ytfinish, vanligtvis Ra 0,8-1,6 μm för kallvalsade stålsubstrat. Spinning kan uppnå överlägsna ytfinisher på Ra 0,2-0,8 μm genom poleringseffekten av formningsverktyg, vilket gör det att föredra för applikationer som kräver minimal efterbearbetning eller dekorativa finisher.
Vilken process erbjuder bättre dimensions toleranskontroll?
Djupdragning uppnår rutinmässigt ±0,1 mm toleranser på diameter och ±0,15 mm på höjd för komponenter upp till 200 mm diameter. Spinning ger vanligtvis ±0,2 mm på diameter och ±0,25 mm på höjd, även om överlägsen lokal geometrikontroll är möjlig genom skicklig drift och korrekt verktyg.
Hur påverkar produktionsvolymen processekonomin?
Djupdragning blir ekonomiskt fördelaktigt vid volymer som överstiger 5 000 stycken årligen på grund av höga verktygskostnader (15 000-60 000 €) men låga kostnader per styck (2,20-6,50 €). Spinning gynnar lågvolymsproduktion med minimal verktygsinvestering (800-4 000 €) men högre kostnader per styck (8,00-18,00 €) vid höga volymer.
Vilka är de typiska ledtiderna för verktyg och första artiklar?
Djupdragningsverktyg kräver 6-16 veckor beroende på komplexitet, där enkla cylindriska matriser tar 6-8 veckor och progressiva flerstegsverktyg sträcker sig till 16 veckor. Spinningdorner kräver vanligtvis 2-4 veckor, vilket möjliggör snabbare projektinitiering och designiterationscykler.
Vilken process tillgodoser bättre designändringar under produktionen?
Spinning erbjuder överlägsen flexibilitet för designändringar, vilket ofta kräver endast dornjusteringar eller ny dorntillverkning som kostar 800-4 000 €. Djupdragningsdesignändringar kräver vanligtvis matrisändringar eller fullständigt matrisbyte, vilket representerar betydande tids- och kostnadsinvesteringar på 5 000-25 000 € beroende på omfattningen av de ändringar som krävs.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece