Designa ventilationsmönster: Avvägningar mellan EMI-skärmning och luftflöde
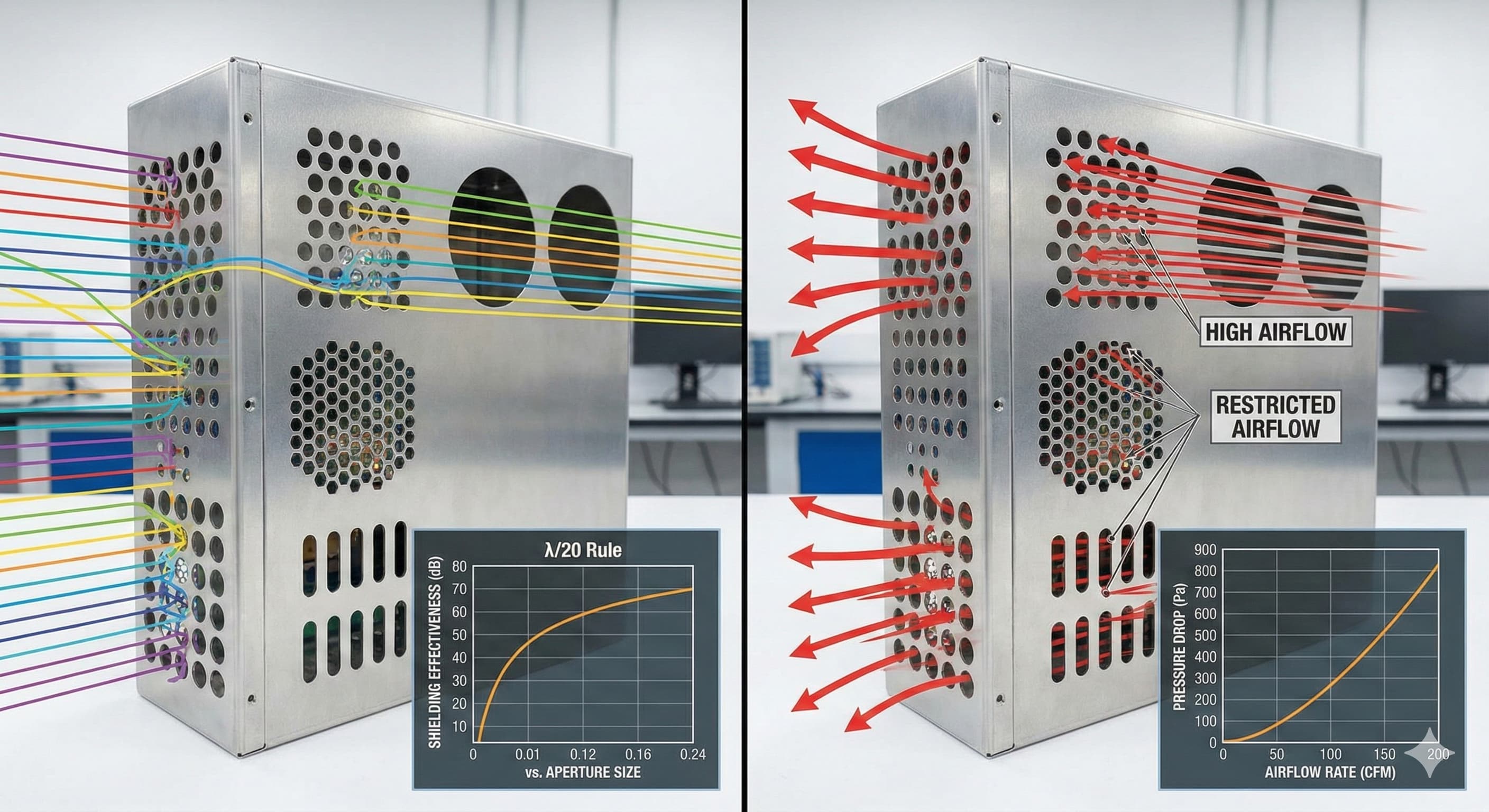
Effektiviteten hos EMI-skärmning minskar exponentiellt när öppningsstorlekar överstiger λ/20 av den störande frekvensen, men de flesta ingenjörer upptäcker denna grundläggande begränsning först efter att termiska fel tvingar fram designrevisioner. Utmaningen intensifieras när ventilationskraven kräver större öppningar som direkt kompromissar med elektromagnetisk kompatibilitet.
Viktiga slutsatser
- Öppningsstorleken måste vara mindre än λ/20 för frekvenser över 1 GHz för att bibehålla 20 dB skärmningseffektivitet
- Honungskake- och perforerade mönster kan uppnå 60-80 % luftflödeseffektivitet samtidigt som EMI-skyddet bevaras
- Materialtjocklek och konduktivitet påverkar avsevärt både skärmningsprestanda och tillverkningskostnader
- Avancerade maskgeometrier minskar tryckfallet med 35 % jämfört med traditionella runda hålmönster
Förståelse för grunderna i EMI-skärmning
Elektromagnetisk störningsskärmning bygger på tre primära mekanismer: reflektion, absorption och multipla reflektioner inom skärmningsmaterialet. Effektiviteten beror kritiskt på den elektriska konduktiviteten, magnetiska permeabiliteten och tjockleken på skärmningsmaterialet, samt geometrin hos eventuella öppningar.
För öppningar i ledande kapslingar följer skärmningseffektiviteten (SE) förhållandet: SE = 20 log₁₀(λ/2L), där λ representerar våglängden och L den maximala öppningsdimensionen. Detta logaritmiska förhållande innebär att en fördubbling av öppningsstorleken minskar skärmningseffektiviteten med 6 dB, vilket motsvarar en 75 % minskning av skyddet.
Vanliga skärmningsmaterial inkluderar aluminiumlegeringar (6061-T6, 5052-H32), kopparlegeringar (C11000, C10100) och stålsorter (304 rostfritt, kallvalsat 1008). Varje material presenterar distinkta avvägningar mellan konduktivitet, kostnad och mekaniska egenskaper som påverkar både EMI-prestanda och luftflödesegenskaper.
Luftflödeskrav och termisk hantering
Elektroniska kapslingar kräver vanligtvis luftflödeshastigheter mellan 10-50 CFM per 100 watt dissiperad effekt, beroende på omgivningsförhållanden och acceptabla komponenttemperaturer. Detta kylningsbehov står i konflikt med EMI-skärmningskraven, eftersom effektiv ventilation kräver öppningar som kan kompromissa med elektromagnetiskt skydd.
Tryckfallet över ventilationsöppningar följer förhållandet ΔP = ρv²/2 × K, där ρ representerar luftdensiteten, v hastigheten och K förlustkoefficienten. Förlustkoefficienten varierar avsevärt med öppningsgeometrin, från 0,6 för skarpa cirkulära hål till 1,2 för rektangulära spår med höga aspektförhållanden.
Moderna plåtbearbetningstjänster möjliggör exakt kontroll av öppningsdimensioner och ytfinish, vilket direkt påverkar både luftflödeseffektivitet och EMI-prestanda. Ytråhetsvärden under 3,2 μm Ra minskar turbulens och tillhörande tryckförluster med upp till 15 %.
Ventilationsmönstergeometrier och prestanda
Valet av ventilationsmönstergeometri representerar det mest kritiska designbeslutet som påverkar både EMI-skärmning och luftflödesprestanda. Varje mönstertyp erbjuder distinkta fördelar och begränsningar som måste utvärderas mot specifika applikationskrav.
Runda hålmönster
Cirkulära öppningar ger den optimala balansen mellan tillverkningsenkelhet och prestandaförutsägbarhet. Förhållandet mellan håldiameter (d), centrum-till-centrum-avstånd (s) och öppen area i procent följer: Öppen area % = π(d/s)² × 100 för kvadratiska stigningsarrangemang.
För EMI-applikationer över 1 GHz måste håldiametrarna vara mindre än 15 mm för att bibehålla 20 dB skärmningseffektivitet. Optimala avståndsforhållanden (s/d) varierar från 1,5 till 2,0, vilket ger 20-35 % öppen area samtidigt som den strukturella integriteten bibehålls i plåttjocklekar från 1,0-3,0 mm.
Hexagonala honungskakemönster
Honungskakegeometrier uppnår överlägsen packningstäthet jämfört med cirkulära mönster, vilket möjliggör öppna areor upp till 60 % samtidigt som konsekvent EMI-prestanda bibehålls. Den hexagonala cellstrukturen ger enhetlig strömfördelning och eliminerar de fältkoncentrationseffekter som är vanliga i rektangulära öppningar.
Tillverkning av honungskakemönster kräver specialverktyg och precisa formningstekniker för att bibehålla dimensionsnoggrannhet. Typiska cellstorlekar varierar från 3,2-12,7 mm, med väggtjocklekar mellan 0,08-0,25 mm beroende på basmaterial och strukturella krav.
Avlånga spårkonfigurationer
Spårmönster utmärker sig i applikationer som kräver riktat luftflöde eller där strukturella överväganden begränsar cirkulära öppningar. Den kritiska dimensionen för EMI-ändamål är spårbredden, inte längden, vilket möjliggör konstruktioner med högt aspektförhållande som maximerar luftflödesarean.
Spårbredderna måste kontrolleras noggrant för att förhindra EMI-läckage, särskilt för frekvenser över 100 MHz. Breddtoleranser på ±0,05 mm blir kritiska för att bibehålla konsekvent skärmningsprestanda över produktionskvantiteter.
| Mönstertyp | Öppen yta (%) | EMI-effektivitet (dB) | Tryckfall (Pa) | Tillverkningskostnad |
|---|---|---|---|---|
| Runda hål (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Hexagonala (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Rektangulära spår | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Perforerat nät | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Materialval och tjockleksöverväganden
Val av basmaterial påverkar avsevärt både EMI-skärmningseffektivitet och tillverkningsmöjligheter. Aluminiumlegering 6061-T6 ger utmärkt konduktivitet (59 % IACS) och formbarhet, vilket gör den idealisk för komplexa ventilationsmönster som kräver snäva böjradier eller djupa dragningar.
Rostfritt stål 304 erbjuder överlägsen korrosionsbeständighet och mekanisk styrka men kräver 25 % högre formningskrafter och specialverktyg för precisionsöppningar. Den magnetiska permeabiliteten hos rostfritt stål (μᵣ ≈ 1,02) ger minimal lågfrekvent magnetisk skärmning jämfört med kolstålsorter.
Plåttjockleken påverkar direkt både skärmningsprestanda och tillverkningsbegränsningar. Tjocklekar under 0,8 mm kan uppvisa överdriven nedböjning under luftflödesbelastningar, medan tjocklekar över 2,5 mm ökar materialkostnaderna och formningskrafterna avsevärt. Det optimala tjockleksintervallet på 1,0-1,6 mm balanserar strukturella krav med ekonomiska överväganden.
Avancerade designoptimeringsmetoder
Beräkningsvätskedynamik (CFD) analys möjliggör exakt optimering av ventilationsmönster för specifika luftflödeskrav samtidigt som EMI-begränsningar bibehålls. Tredimensionell modellering avslöjar flödesseparation, recirkulationszoner och tryckåtervinningseffekter som tvådimensionella beräkningar inte kan förutsäga.
Multiobjektiva optimeringsalgoritmer kan samtidigt minimera tryckfallet samtidigt som skärmningseffektiviteten maximeras inom tillverkningsbegränsningar. Dessa tekniker har uppnått 15-20 % förbättringar i luftflödeseffektivitet jämfört med traditionella designmetoder.
För högprecisionsresultat, Begär en kostnadsfri offert och få prissättning inom 24 timmar från Microns Hub.
Fasade och rundade öppningar
Inloppsfaser och rundade kanter minskar flödesseparation och tillhörande tryckförluster med 20-30 % jämfört med skarpa öppningar. Fasvinklar mellan 30-45° ger optimal prestanda, även om tillverkningskostnaderna ökar med cirka €0,80/dm² för precisionskantfinish.
Fasdjupet måste kontrolleras för att förhindra överdriven materialborttagning som kan kompromissa med strukturell integritet. Typiska fasdjup varierar från 0,2-0,5 gånger plåttjockleken, beroende på öppningsstorlek och materialegenskaper.
Progressiv öppningsstorlek
Variabla öppningsstorlekar inom ett enda ventilationsmönster kan optimera lokala flödesförhållanden samtidigt som den totala EMI-prestandan bibehålls. Större öppningar i låghastighetsregioner minskar tryckfallet, medan mindre öppningar i kritiska EMI-zoner bevarar skärmningseffektiviteten.
Detta tillvägagångssätt kräver sofistikerad analys för att säkerställa elektromagnetisk kompatibilitet över hela frekvensspektrumet samtidigt som termiska hanteringsmål uppnås. Tillverkningskomplexiteten ökar avsevärt, men prestandaförbättringar på 25-35 % är möjliga i specialiserade applikationer.
Överväganden för tillverkningsprocessen
Stansning är fortfarande den mest kostnadseffektiva metoden för att producera enkla ventilationsmönster i kvantiteter över 100 stycken. Moderna CNC-stanspressar uppnår positionsnoggrannheter på ±0,025 mm och kan bibehålla öppningsdimensionstoleranser på ±0,05 mm i plåttjocklekar upp till 6,0 mm.
Laserskärning ger överlägsen kantkvalitet och möjliggör komplexa geometrier som är omöjliga med konventionell stansning. Fiberlasersystem som arbetar vid 1070 nm våglängd producerar värmepåverkade zoner (HAZ) mindre än 0,1 mm breda i aluminium och rostfritt stål, vilket bevarar materialegenskaperna intill öppningarna.
Vattenskärning eliminerar termiska effekter helt och hållet men ökar bearbetningstiden och kostnaden med 300-400 % jämfört med lasermetoder. Processen utmärker sig för tjocka material (över 3,0 mm) eller applikationer som kräver absolut orörda kantförhållanden för kritisk EMI-prestanda.
| Process | Tjockleksområde (mm) | Kantkvalitet (μm Ra) | Bearbetningshastighet | Kostnad per del |
|---|---|---|---|---|
| CNC-stansning | 0.5-6.0 | 1.6-3.2 | Hög | €0.15-0.45 |
| Fiberlaser | 0.3-25.0 | 0.8-1.6 | Medel | €0.35-0.90 |
| Vattenskärning | 1.0-150.0 | 0.4-1.2 | Låg | €1.20-3.50 |
| Plasmaskärning | 3.0-50.0 | 6.3-12.5 | Hög | €0.25-0.75 |
Test- och valideringsmetoder
EMI-skärmningseffektivitetstestning följer IEEE 299 standardprocedurer, med användning av antingen kapslade efterklangsrum eller TEM-celler beroende på frekvensområde och provkonfiguration. Mätningarna sträcker sig vanligtvis från 10 kHz till 18 GHz för att fånga både ledningsburna och utstrålade emissionskarakteristika.
Luftflödestestning kräver kalibrerade vindtunnlar eller flödesbänkar som kan mäta tryckskillnader ner till 1 Pa upplösning. Varmtrådsanemometri ger detaljerade hastighetsprofiler över ventilationsmönster, vilket avslöjar flödesjämnhet och potentiella optimeringsmöjligheter.
Kombinerade testprotokoll utvärderar interaktionen mellan termisk och elektromagnetisk prestanda under realistiska driftsförhållanden. Dessa tester avslöjar ofta oväntade kopplingseffekter där termisk expansion ändrar öppningsdimensionerna tillräckligt för att påverka EMI-skärmningen.
Kostnadsoptimeringsstrategier
Materialutnyttjande effektivitet påverkar produktionskostnaderna avsevärt, särskilt för komplexa ventilationsmönster som kräver betydande skrotborttagning. Algoritmer för kapslingsoptimering kan förbättra materialutbytet med 15-25 %, vilket direkt minskar kostnaderna per del.
Verktygskostnaderna dominerar lågvolymproduktion, vilket ofta kräver 500+ stycken för att amortera stans- och matriskostnader. För kvantiteter under denna tröskel ger laserskärning vanligtvis bättre ekonomi trots högre bearbetningskostnader per del.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer som krävs för optimal EMI- och termisk prestanda.
Överväganden för volymproduktion
Högvolymproduktion möjliggör specialiserade verktygsinvesteringar som kan minska kostnaderna per del med 40-60 %. Progressiva verktyg för komplexa ventilationsmönster kräver initiala investeringar på €15 000-45 000 men uppnår bearbetningshastigheter som överstiger 300 delar per timme.
Sekundära operationer som beläggningsapplikation måste ta hänsyn till kraven på öppningsmaskering för att bibehålla konduktiviteten vid kritiska EMI-gränssnitt. Ledande beläggningar lägger till €2,80-5,60/dm² till bearbetningskostnaderna men kan förbättra skärmningseffektiviteten med 5-10 dB i vissa frekvensområden.
Integration med övergripande kapslingsdesign
Ventilationsmönstrets placering inom den övergripande kapslingsgeometrin påverkar kritiskt både termisk och EMI-prestanda. Hörnplaceringar uppvisar vanligtvis högre strömtätheter och kräver mer konservativ öppningsstorlek för att bibehålla skärmningseffektiviteten.
Packningsgränssnitt runt avtagbara paneler utgör särskilda utmaningar, eftersom kompressionssättning och miljöförstöring kan skapa EMI-läckagevägar som kringgår noggrant utformade ventilationsmönster. Ledande packningar med kompressionsvärden på 40-60 % ger pålitlig långsiktig tätning.
Omfattande kapslingsdesign kräver samordning mellan mekaniska, termiska och EMI-ingenjörsdiscipliner. Våra tillverkningstjänster inkluderar designgranskning och optimeringsrekommendationer för att säkerställa att alla prestandakriterier uppfylls effektivt.
Framtida utveckling och avancerade material
Metamaterialstrukturer erbjuder potentiella genombrottsförmågor för EMI-skärmningsapplikationer, vilket möjliggör subvåglängdsöppningar som bibehåller höga luftflödeshastigheter. Dessa konstruerade material manipulerar elektromagnetiska fält genom exakta geometriska mönster snarare än bulkmaterialegenskaper.
Additiva tillverkningstekniker börjar möjliggöra komplexa tredimensionella ventilationsgeometrier som är omöjliga med konventionella plåtprocesser. Direkt metalllasersintring (DMLS) kan producera slingrande luftflödesvägar som ger EMI-dämpning samtidigt som utmärkt termisk prestanda bibehålls.
Nanostrukturerade beläggningar och ytbehandlingar visar löfte om att förbättra konduktivitet och korrosionsbeständighet samtidigt som kompatibilitet med befintliga tillverkningsprocesser bibehålls. Dessa utvecklingar kan möjliggöra nya materialkombinationer och designmetoder under det kommande decenniet.
Vanliga frågor
Vilka öppningsstorleksgränser krävs för olika EMI-frekvensområden?
För frekvenser under 100 MHz kan öppningar upp till 300 mm bibehålla adekvat skärmning. Mellan 100 MHz och 1 GHz bör de maximala öppningsdimensionerna inte överstiga 30 mm. Över 1 GHz måste öppningarna vara mindre än 15 mm för att uppnå 20 dB skärmningseffektivitet, med progressivt mindre gränser som krävs för högre frekvenser.
Hur påverkar materialtjockleken både EMI-skärmning och tillverkningskostnader?
Materialtjockleken påverkar absorptionsbaserad skärmning logaritmiskt, där varje fördubbling av tjockleken lägger till cirka 6 dB effektivitet. Tillverkningskostnaderna ökar dock linjärt med tjockleken på grund av högre materialkostnader och ökade formningskrafter. Det optimala intervallet på 1,0-1,6 mm balanserar prestanda med ekonomiska överväganden för de flesta applikationer.
Vilka tillverkningstoleranser är kritiska för att bibehålla EMI-prestanda?
Öppningsdimensionstoleranser på ±0,05 mm är väsentliga för frekvenser över 1 GHz för att säkerställa konsekvent skärmningsprestanda. Positionstoleranser på ±0,1 mm förhindrar problem med öppningsinriktning som kan skapa oväntade läckagevägar. Kantkvalitetsspecifikationer under 3,2 μm Ra hjälper till att minimera högfrekventa strömkoncentrationseffekter.
Hur jämförs olika ventilationsmönstergeometrier i tillverkningskomplexitet?
Runda hålmönster erbjuder den enklaste tillverkningen med standardstansverktyg. Hexagonala mönster kräver specialverktyg men ger överlägsen prestanda. Avlånga spår har måttlig komplexitet men kan kräva sekundära operationer för optimal kantfinish. Komplexa mönster med variabel storlek kräver CNC-laserskärning eller vattenskärning.
Vilka testmetoder validerar både EMI- och termisk prestanda samtidigt?
Kombinerade testprotokoll använder miljökammare med integrerad EMI-mätningskapacitet. Prover genomgår termisk cykling samtidigt som skärmningseffektiviteten övervakas över flera frekvensband. Detta tillvägagångssätt avslöjar termiska expansionseffekter på öppningsdimensioner och identifierar potentiell prestandaförsämring under driftsförhållanden.
Hur påverkar ytbehandling EMI-skärmning och luftflödesegenskaper?
Ledande beläggningar kan förbättra skärmningseffektiviteten med 5-10 dB men kan öka ytråheten och tryckfallet med 10-15 %. Anodisering av aluminium ger korrosionsskydd samtidigt som konduktiviteten bibehålls men kräver noggrann processkontroll för att förhindra överdriven beläggningstjocklek som kan ändra öppningsdimensionerna.
Vilka designöverväganden gäller för högtemperatur EMI-skärmningsapplikationer?
Högtemperaturapplikationer kräver material med stabil konduktivitet och minimal termisk expansion. Rostfritt stål 321 och Inconel 625 bibehåller egenskaper över 300°C men ökar tillverkningskostnaderna avsevärt. Termiska expansionsberäkningar måste ta hänsyn till öppningsdimensionsändringar som kan kompromissa med EMI-prestanda vid förhöjda temperaturer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece