Zink vs. Aluminium Pressgjutning: Varför Zink Erbjuder Överlägsen Verktygslivslängd
Verktygslivslängden vid pressgjutning är fortfarande en av de mest kritiska kostnadsdrivarna vid högvolymproduktion, men många ingenjörer fattar fortfarande materialvalbeslut baserat enbart på komponentegenskaper. Den hårda verkligheten är att pressgjutning av aluminium vanligtvis kräver verktygsunderhåll var 50 000–80 000:e gjutning, medan verktyg för pressgjutning av zink rutinmässigt överstiger 500 000 gjutningar före större underhållsintervaller. Denna grundläggande skillnad i verktygens hållbarhet kan avgöra projektets lönsamhet under produktionslivscykeln.
Viktiga Slutsatser
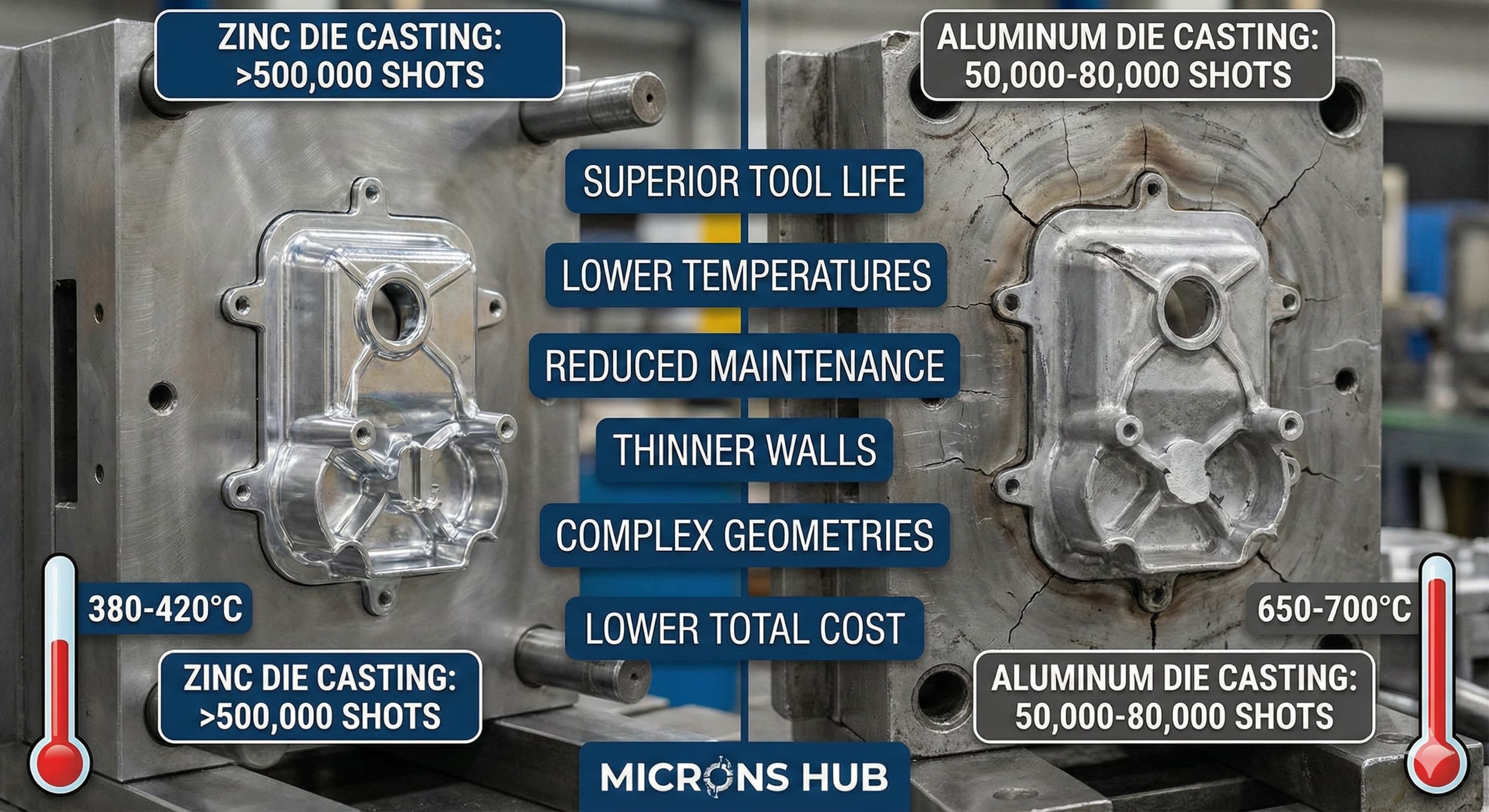
- Verktyg för pressgjutning av zink uppnår 6–10 gånger längre livslängd jämfört med aluminium, med typiska underhållsintervaller som överstiger 500 000 gjutningar jämfört med aluminiums 50 000–80 000 gjutningar
- Lägre driftstemperaturer (380–420 °C för zink jämfört med 650–700 °C för aluminium) minskar avsevärt termisk stress och verktygsnedbrytning
- Zinks överlägsna flödesegenskaper möjliggör tunnare väggsektioner och mer komplexa geometrier samtidigt som konsekvent dimensionsnoggrannhet bibehålls
- Den totala ägandekostnaden gynnar zink för högvolymproduktion trots högre råmaterialkostnader, på grund av minskat verktygsunderhåll och längre produktionsserier
Fysiken Bakom Skillnader i Verktygslivslängd
Den grundläggande anledningen till att zink presterar bättre än aluminium när det gäller verktygens livslängd ligger i skillnaden i driftstemperatur och materialinteraktionsegenskaper. Zinklegeringar smälter vid cirka 380–420 °C, medan aluminiumlegeringar kräver 650–700 °C för korrekt pressgjutning. Denna temperaturskillnad på 270–300 °C skapar dramatiskt olika termiska stressmiljöer inuti gjutformen.
Verktygsstål upplever termiska expansions- och sammandragningscykler vid varje gjutning. Vid aluminiums driftstemperaturer arbetar H13-verktygsstålet (industristandarden för pressgjutningsformar) närmare sin anlöpningstemperaturgräns. Upprepad exponering för dessa förhöjda temperaturer orsakar gradvis uppmjukning av verktygsytan, vilket leder till för tidigt slitage, sprickbildning och dimensionsinstabilitet.
Zinks lägre bearbetningstemperatur håller H13-verktygsstålet väl inom sitt optimala hårdhetsområde under hela produktionscykeln. Den minskade termiska chocken minimerar bildandet av värmesprickor (de fina spricknätverk som utvecklas på formytor) och förlänger avsevärt intervallet mellan renoveringscykler.
Materialflödesegenskaper och Formfyllning
Zinklegeringar uppvisar överlägsen flytförmåga jämfört med aluminium och fyller tunna sektioner och komplexa geometrier med anmärkningsvärd konsistens. Denna förbättrade flödesegenskap härrör från zinks lägre viskositet i smält tillstånd och dess förmåga att upprätthålla temperaturjämnhet under hela fyllningsprocessen.
Den praktiska effekten av detta förbättrade flöde blir tydlig i väggtjocklekskapaciteten. Pressgjutgods av zink uppnår rutinmässigt väggtjocklekar på 0,5–0,8 mm i produktion, medan aluminium vanligtvis kräver minsta väggar på 1,5–2,0 mm för pålitlig fyllning. Denna kapacitet gör det möjligt för designers att optimera komponentvikten och materialanvändningen samtidigt som den strukturella integriteten bibehålls – en avgörande fördel där strategisk placering av förstärkningsribbor kan förbättra den strukturella prestandan i tunnväggiga sektioner.
Det enhetliga flödesmönstret minskar också sannolikheten för kallflytningar, flödeslinjer och andra fyllningsrelaterade defekter som kan äventyra både komponentkvaliteten och verktygslivslängden. När aluminium upplever turbulent fyllning kan de resulterande tryckvariationerna orsaka mekanisk stress på formytorna, vilket bidrar till för tidig verktygsnedbrytning.
Termisk Hantering och Optimering av Cykeltid
Effektiv termisk hantering korrelerar direkt med både produktionseffektivitet och verktygslivslängd. Zinks lägre bearbetningstemperatur möjliggör mer aggressiva kylstrategier utan att riskera komponentkvaliteten. Kylsystemet kan utvinna värme snabbare från zinkgjutgods, vilket minskar cykeltiderna samtidigt som dimensionsstabiliteten bibehålls.
Typiska kylningshastigheter för pressgjutning av zink varierar från 15–25 °C per sekund, jämfört med aluminiums 8–15 °C per sekund. Denna accelererade kylningskapacitet leder till cykeltidsfördelar på 20–30 % i många applikationer. Viktigare är att den minskade termiska belastningen på formsystemet minimerar snedvridning och termisk utmattning i verktygen.
Temperaturskillnaden påverkar också formsmörjningssystemen. Zinks måttliga driftstemperatur möjliggör effektivare smörjningstäckning, eftersom smörjmedlen inte genomgår snabb termisk nedbrytning. Aluminiums högre temperaturer kan orsaka nedbrytning av smörjmedlet, vilket leder till ökad friktion, kärvning och accelererat slitage på rörliga formkomponenter.
| Egenskap | Zinklegeringar (ZA-8, ZA-12) | Aluminiumlegeringar (A380, A383) |
|---|---|---|
| Bearbetningstemperatur | 380-420°C | 650-700°C |
| Typisk verktygslivslängd (skott) | 500,000-1,000,000 | 50,000-80,000 |
| Minsta väggtjocklek | 0.5-0.8 mm | 1.5-2.0 mm |
| Kylningshastighet | 15-25°C/sek | 8-15°C/sek |
| Dimensionsstabilitet | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Ytfinhet (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Ekonomisk Analys: Total Ägandekostnad
Även om zink vanligtvis kostar 15–25 % mer än aluminium per kilogram, förändras den totala kostnadsekvationen dramatiskt när man beaktar verktygslivslängd, underhållsintervaller och produktionseffektivitet. En omfattande kostnadsanalys måste ta hänsyn till råmaterialkostnader, verktygsamortering, underhållskostnader och produktionsstopp.
Tänk dig ett högvolymproduktionsscenario som kräver 2 miljoner komponenter årligen. En pressgjutningsoperation av aluminium kan kräva 25–40 verktygsunderhållscykler under denna produktionskörning, medan en zinkoperation vanligtvis bara skulle kräva 2–4 underhållsåtgärder. Varje underhållscykel innebär 2–4 dagars stillestånd, renoveringskostnader på 8 000–15 000 euro och potentiella kvalitetsproblem under uppstart.
Den förlängda verktygslivslängden för pressgjutning av zink möjliggör längre oavbrutna produktionsserier, vilket förbättrar den totala utrustningseffektiviteten (OEE) och minskar tillverkningskostnaderna per del. Denna fördel blir särskilt uttalad i automatiserade produktionsmiljöer där konsistens och tillförlitlighet är av största vikt.
För högprecisionsresultat,Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Fördelar med Dimensionsnoggrannhet och Ytkvalitet
Zinks överlägsna dimensionsstabilitet under hela produktionscykeln bidrar avsevärt till konsekvent delkvalitet och minskat verktygsslitage. Materialets lägre krympningshastighet (cirka 0,6–0,8 %) jämfört med aluminium (1,0–1,3 %) resulterar i mer förutsägbara dimensionsresultat och minskad stress på formkomponenter.
Denna dimensionskonsistens leder till snävare toleransmöjligheter. Pressgjutgods av zink uppnår rutinmässigt ±0,05–0,08 mm toleranser i kritiska dimensioner, medan aluminium vanligtvis kräver ±0,08–0,13 mm toleranser för pålitlig produktion. Den förbättrade noggrannheten minskar behovet av sekundära bearbetningsoperationer och minimerar kvalitetsrelaterade produktionsavbrott.
Ytfinishkvaliteten gynnar också zink, med typiska Ra-värden på 0,8–1,6 μm som kan uppnås direkt från formen. Aluminiumytor kräver i allmänhet ytterligare efterbehandlingsoperationer för att uppnå jämförbar ytkvalitet, vilket ökar kostnaderna och komplexiteten i tillverkningsprocessen. Den överlägsna ytfinishen hos zinkkomponenter eliminerar ofta behovet av omfattande efterbearbetning, vilket är särskilt fördelaktigt för applikationer som kräver estetiskt tilltalande eller exakta monteringsgränssnitt.
Val av Legering och Egenskapsoptimering
Moderna zinklegeringar för pressgjutning erbjuder en rad mekaniska egenskaper som är lämpliga för krävande applikationer. ZA-seriens legeringar (ZA-8, ZA-12, ZA-27) ger exceptionella förhållanden mellan styrka och vikt och slitstyrka, vilket utmanar det traditionella antagandet att aluminium erbjuder överlägsna mekaniska egenskaper.
ZA-12 uppnår till exempel draghållfasthet på 350–400 MPa med utmärkta lager- och slitegenskaper. Denna prestandanivå uppfyller eller överträffar många aluminiumlegeringsspecifikationer samtidigt som bearbetningsfördelarna som förlänger verktygslivslängden bibehålls. Legeringens självsmörjande egenskaper minskar ytterligare slitaget på formytorna under utstötningsprocessen.
| Legering | Draghållfasthet (MPa) | Sträckgräns (MPa) | Förlängning (%) | Hårdhet (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Valet av lämpliga zinklegeringar beror på de specifika prestandakraven och driftsmiljön. För applikationer som kräver maximal verktygslivslängd med goda mekaniska egenskaper ger ZA-8 en optimal balans. När högre hållfasthet är avgörande levererar ZA-12 utmärkt prestanda samtidigt som verktygslivslängdsfördelarna som är inneboende i pressgjutning av zink bibehålls.
Verktygsdesignöverväganden för Förlängd Livslängd
Optimering av verktygsdesignen för pressgjutning av zink kan ytterligare förbättra de redan överlägsna verktygslivslängdsegenskaperna. De lägre driftstemperaturerna tillåter användning av mer sofistikerade kylkanalsgeometrier utan att kompromissa med verktygsstyrkan. Konforma kylkanaler, skapade genom additiva tillverkningstekniker, kan införlivas lättare i zinkverktyg på grund av de minskade termiska spänningarna.
Ingjutningsdesignen blir mindre kritisk med zink på grund av dess överlägsna flödesegenskaper, men korrekt ingjutning påverkar fortfarande verktygets livslängd. Zinks förmåga att fylla tunna sektioner jämnt möjliggör mindre ingjutningsstorlekar, vilket minskar den mekaniska stressen på ingjutningsområdena under brytnings- och trimningsoperationerna. Detta övervägande blir särskilt viktigt i automatiserad produktion där konsekvent ingjutningsbrytning är avgörande för kontinuerlig drift.
Utstötningssystemets design gynnas också av zinks egenskaper. Materialets naturliga smörjförmåga och lägre bearbetningstemperatur minskar den kraft som krävs för utstötning av delar, vilket minimerar slitaget på utstötarstift och minskar sannolikheten för att utstötarstiften går sönder – en vanlig orsak till produktionsstopp i aluminiumoperationer.
Integration med Moderna Tillverkningssystem
Tillförlitlighets- och konsistensfördelarna med pressgjutning av zink överensstämmer väl med moderna tillvägagångssätt för tillverkning, inklusive lean production och Industry 4.0-implementeringar. Den förlängda verktygslivslängden och de minskade underhållskraven stöder just-in-time-produktionsstrategier genom att minimera oplanerade driftstopp och säkerställa förutsägbara produktionsscheman.
Vid integrering av pressgjutning med andra tillverkningsprocesser som plåtbearbetningstjänster eller sekundära bearbetningsoperationer ger zinks dimensionskonsistens fördelar i efterföljande bearbetning. Den överlägsna ytfinishen och dimensionsnoggrannheten minskar inställningstiden och verktygsslitaget i sekundära operationer, vilket bidrar till den totala systemeffektiviteten.
Kvalitetskontrollsystem gynnas av zinks processtabilitet. Implementeringar av statistisk processtyrning (SPC) visar snävare kontrollgränser och färre specialorsaksvariationer i pressgjutningsoperationer av zink. Denna stabilitet minskar frekvensen av processjusteringar och kvalitetsrelaterade produktionsavbrott, vilket ytterligare förbättrar de totala kostnadsfördelarna.
Moderna tillverkare som väljer Microns Hub drar nytta av direkta relationer med specialiserade pressgjutningsanläggningar som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis inom materialval och processoptimering innebär att varje projekt får den fokuserade uppmärksamhet som krävs för att uppnå optimal verktygslivslängd och produktionseffektivitet.
Miljö- och Hållbarhetsöverväganden
Den förlängda verktygslivslängden för pressgjutning av zink bidrar positivt till miljömässig hållbarhet genom flera vägar. Minskad frekvens av verktygsunderhåll innebär färre reservdelar, mindre energiförbrukning för verktygsrenovering och minskad avfallsgenerering från slitna verktygskomponenter.
Zinks lägre bearbetningstemperatur leder direkt till minskad energiförbrukning per producerad del. Vid högvolymproduktion kan denna energifördel representera betydande kostnadsbesparingar och minskat koldioxidavtryck. Den förbättrade materialutnyttjande effektiviteten, möjliggjord av tunnare väggsektioner och bättre flödesegenskaper, förbättrar ytterligare miljöprofilen.
Återvinningsbarheten hos både zinklegeringar och verktygsstål stöder principerna för cirkulär ekonomi. Zinkpressgjutningsskrot behåller högt värde och kan lätt återvinnas till nya legeringar. Den förlängda verktygslivslängden innebär att den inbäddade energin och materialinnehållet i verktygen amorteras över många fler produktionscykler, vilket förbättrar den totala resurseffektiviteten i tillverkningsprocessen.
Tillverkare kan utnyttja dessa hållbarhetsfördelar för att uppfylla företagens miljömål samtidigt som de uppnår överlägsen ekonomisk prestanda. Kombinationen av minskad energiförbrukning, förlängd verktygslivslängd och förbättrad materialeffektivitet skapar ett övertygande argument för pressgjutning av zink i applikationer där miljöpåverkan är en faktor.
För tillverkare som söker omfattande tillverkningslösningar,våra tillverkningstjänster omfattar hela utbudet av processer som behövs för att optimera produktionseffektiviteten och verktygslivslängden över olika applikationskrav.
Vanliga Frågor
Vad är den faktiska kostnadsskillnaden mellan pressgjutning av zink och aluminium när man beaktar verktygslivslängden?
Även om zinkmaterialkostnaderna vanligtvis är 15–25 % högre än aluminium, gynnar den totala ägandekostnaden ofta zink i högvolymapplikationer. Zinkverktyg som varar 500 000–1 000 000 gjutningar jämfört med aluminiums 50 000–80 000 gjutningar innebär betydligt lägre verktygsunderhållskostnader, minskade driftstopp och förbättrad produktionseffektivitet. I de flesta produktionsscenarier som överstiger 100 000 delar årligen kompenserar zinks överlägsna verktygslivslängd mer än väl för den högre materialkostnaden.
Kan pressgjutning av zink uppnå samma hållfasthetsegenskaper som aluminiumlegeringar?
Moderna zinklegeringar som ZA-12 uppnår draghållfasthet på 350–400 MPa, vilket uppfyller eller överträffar många aluminiumpressgjutlegeringar. Även om aluminium erbjuder fördelar i specifik hållfasthet (förhållande mellan hållfasthet och vikt), ger zink överlägsna lageregenskaper, slitstyrka och dimensionsstabilitet. Valet beror på specifika applikationskrav, men zink bör inte automatiskt avfärdas baserat på föråldrade antaganden om hållfasthet.
Hur jämförs de minsta väggtjockleksmöjligheterna mellan material?
Pressgjutning av zink uppnår rutinmässigt väggtjocklekar på 0,5–0,8 mm i produktionsapplikationer, medan aluminium vanligtvis kräver minsta väggar på 1,5–2,0 mm för pålitlig fyllning. Denna kapacitet härrör från zinks överlägsna flödesegenskaper och lägre viskositet i smält tillstånd. Den tunnare väggkapaciteten möjliggör betydande materialbesparingar och förbättrad designflexibilitet i många applikationer.
Vilka faktorer avgör om zink eller aluminium är mer lämpligt för en specifik applikation?
Viktiga faktorer inkluderar produktionsvolym (zinkfördelarna ökar med volymen), krav på dimensionstolerans (zink erbjuder snävare toleranser), behov av förhållande mellan hållfasthet och vikt (aluminiumfördel), krav på ytfinish (zinkfördel) och förväntningar på verktygslivslängd. Applikationer som kräver hög precision, konsekvent kvalitet och långa produktionsserier gynnar vanligtvis zink, medan viktkritiska applikationer kan gynna aluminium trots kompromisserna med verktygslivslängden.
Hur jämförs dimensionsnoggrannheten mellan pressgjutning av zink och aluminium?
Pressgjutning av zink uppnår vanligtvis ±0,05–0,08 mm toleranser i kritiska dimensioner, medan aluminium kräver ±0,08–0,13 mm toleranser för pålitlig produktion. Denna skillnad beror på zinks lägre krympningshastighet (0,6–0,8 % jämfört med 1,0–1,3 % för aluminium) och överlägsen dimensionsstabilitet under hela produktionscyklerna. Den förbättrade noggrannheten eliminerar ofta sekundära bearbetningskrav.
Vilka underhållsintervaller kan förväntas för zink jämfört med aluminiumpressgjutningsverktyg?
Zinkpressgjutningsverktyg kräver vanligtvis större underhåll var 500 000–1 000 000 gjutningar, medan aluminiumverktyg behöver uppmärksamhet var 50 000–80 000 gjutningar. Detta representerar en 6–10 gånger skillnad i verktygslivslängd. De förlängda intervallerna beror på lägre driftstemperaturer (380–420 °C jämfört med 650–700 °C), minskad termisk stress och mindre aggressiv interaktion mellan den smälta metallen och verktygsstålytorna.
Hur jämförs cykeltiderna mellan pressgjutningsprocesser av zink och aluminium?
Pressgjutning av zink uppnår ofta 20–30 % snabbare cykeltider på grund av effektivare värmeutvinning som möjliggörs av lägre bearbetningstemperaturer. Typiska kylningshastigheter för zink varierar från 15–25 °C per sekund jämfört med aluminiums 8–15 °C per sekund. Den snabbare cyklingen, kombinerat med förlängd verktygslivslängd, förbättrar avsevärt den totala utrustningseffektiviteten och produktionskapaciteten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece