Minska verktygsslitage vid titanbearbetning: Optimerade CAD-strategier
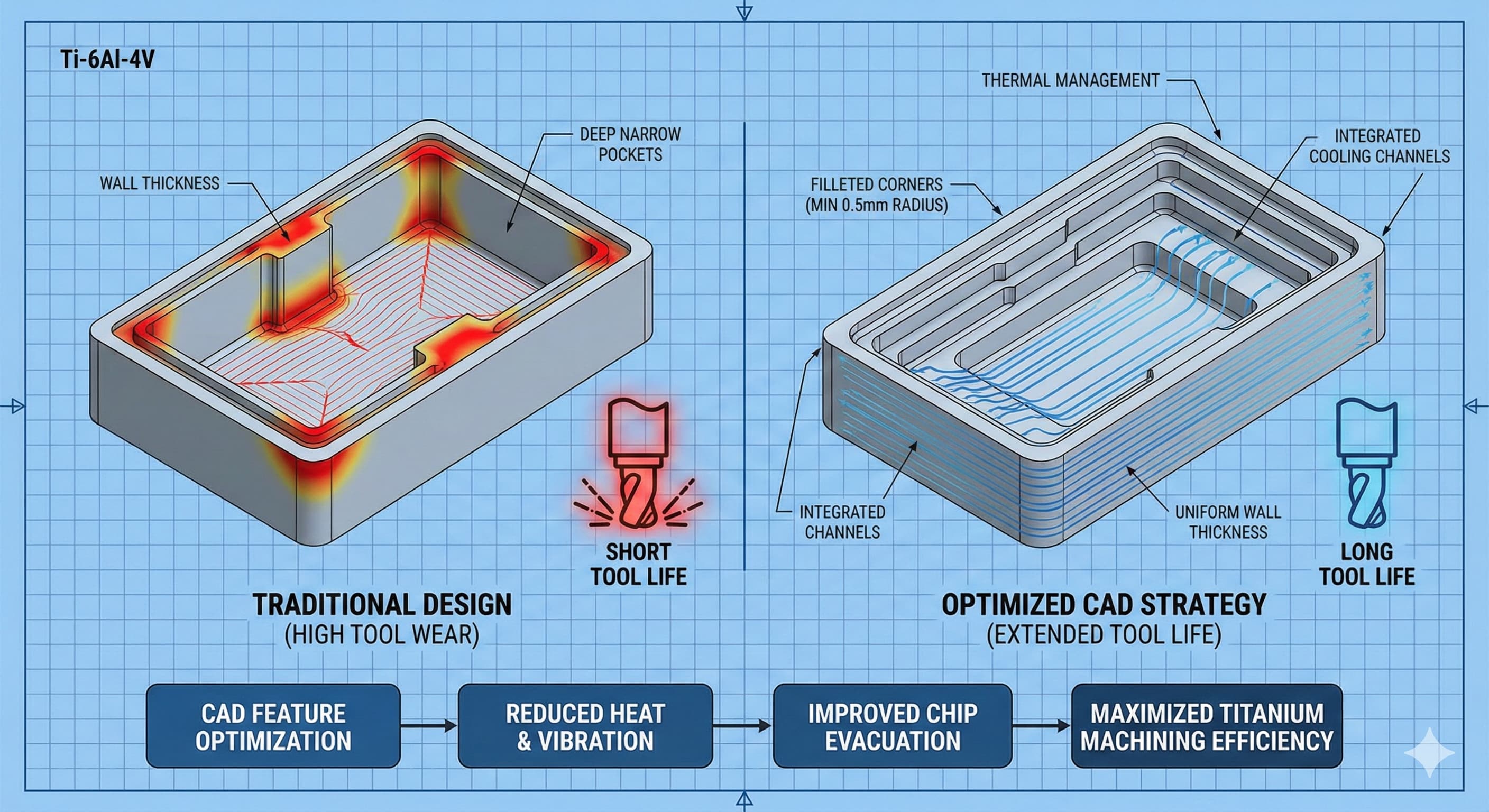
Titanbearbetning är en av tillverkningsindustrins största utmaningar: att balansera de exceptionella egenskaperna hos Ti-6Al-4V och andra titanlegeringar mot deras ökända tendens att förstöra skärverktyg. Verktygsslitage i titan kan överstiga stålbearbetning med 300-500 %, där hårdmetallverktyg bara håller några minuter under suboptimala förhållanden. Lösningen ligger inte bara i skärparametrar, utan i strategiska CAD-designbeslut som fundamentalt förändrar bearbetningsdynamiken.
Viktiga slutsatser
- Strategisk funktionorientering i CAD kan minska verktygets ingreppstid med upp till 40 %, vilket dramatiskt förlänger verktygets livslängd
- Korrekt hörnraddiedesign (minst 0,5 mm) eliminerar spänningskoncentrationer som accelererar hårdmetallverktygsfel
- Materialborttagningsvolymoptimering genom smart funktionsplacering minskar den totala bearbetningstiden och värmegenereringen
- Integrerad kylkanalsdesign i komplexa delar möjliggör kontinuerlig tillgång till flödeskylvätska till kritiska skärzoner
Förståelse för titaniets verktygsslitage mekanismer
Titans låga värmeledningsförmåga (16,4 W/m·K jämfört med aluminiums 237 W/m·K) skapar en perfekt storm för verktygsnedbrytning. Värme som genereras vid skärzonen kan inte spridas genom arbetsstycket, utan koncentreras vid verktyg-spån-gränssnittet där temperaturen når 800-1000°C. Denna termiska belastning kombineras med titaniets kemiska reaktivitet för att skapa adhesivt slitage, där titanatomer binder direkt till hårdmetallytor.
De kallhärdande egenskaperna hos Ti-6Al-4V förvärrar denna utmaning. Under skärkrafter transformeras materialets mikrostruktur från en relativt bearbetningsbar α+β-fas till en härdad struktur som kan nå 45-50 HRC i det omedelbara ytskiktet. Detta härdade lager, vanligtvis 0,05-0,15 mm djupt, skapar abrasivt slitage på efterföljande verktygspass.
Kärvning representerar ett annat kritiskt felläge. Titaniets tendens att kallsvetsa under tryck orsakar uppbyggnad av egg på skärverktyg. Dessa svetsade avlagringar förändrar verktygets geometri, vilket ökar skärkrafterna och accelererar katastrofalt fel genom flisning eller eggbrott.
CAD-strategier för att minimera verktygsingrepp
Det mest effektiva sättet att minska verktygsslitage börjar med strategisk funktionorientering under designfasen. Traditionella bearbetningsmetoder positionerar ofta funktioner baserat enbart på funktionella krav, och ignorerar implikationerna för bearbetningssekvensen. Smart CAD-design tar hänsyn till skärverktygets väglängd och ingreppsvinkel för varje funktion.
Fickdjupsoptimering representerar ett kritiskt designbeslut. Djupa fickor (förhållanden mellan djup och bredd som överstiger 3:1) skapar utmanande evakueringsförhållanden där spånor inte kan komma ut effektivt. Detta leder till ombearbetning, förhöjda temperaturer och snabb verktygsnedbrytning. Designalternativ inkluderar stegade fickkonfigurationer eller bearbetningsstrategier på flera nivåer som upprätthåller optimala förhållanden mellan djup och bredd under 2:1.
Väggtjocklekskonsistens över hela detaljgeometrin eliminerar varierande skärbelastningar som orsakar verktygsavböjning och för tidigt slitage. Att upprätthålla enhetlig väggtjocklek på 2,0-3,0 mm genom hela designen möjliggör konsekventa skärparametrar och förutsägbar verktygslivslängd. När tjockleksvariation är oundviklig, förhindrar gradvisa övergångar över avstånd på minst 10 mm plötsliga lastförändringar.
Hörnradier förtjänar särskild uppmärksamhet i titantillämpningar. Skarpa inre hörn skapar spänningskoncentrationer som leder till verktygsbrott, medan radier under 0,3 mm kräver verktyg med liten diameter som är benägna att avböjas och slitas snabbt. Optimala inre hörnradier varierar från 0,5-1,5 mm, vilket matchar tillgängliga hårdmetallverktygsgeometrier samtidigt som de ger tillräcklig styrka för titaniets skärkrafter.
| Funktionstyp | Traditionell design | Optimerad design | Förbättring av verktygslivslängd |
|---|---|---|---|
| Inre hörn | 0,1-0,3 mm radie | 0,5-1,5 mm radie | 200-300 % |
| Fickdjup | Djup/Bredd > 3:1 | Djup/Bredd < 2:1 | 150-250 % |
| Väggtjocklek | Variabel (1-5 mm) | Konsekvent (2-3 mm) | 100-200 % |
| Ytövergångar | Skarpa förändringar | Gradvis (>10 mm) | 75-150 % |
Avancerad funktionsgeometri för verktygsbevarande
Rampningsstrategier måste beaktas under CAD-fasen för att säkerställa optimala verktygsingångsförhållanden. Vertikala insticksskär i titan skapar maximala skärbelastningar och termisk chock. Designfunktioner bör innehålla rampningsytor med vinklar mellan 2-5 grader, vilket möjliggör gradvis verktygsingrepp som fördelar skärkrafterna över en utökad kontaktlängd.
Håldesign kräver särskild hänsyn för titanbearbetning. Standardborrningsoperationer skapar betydande verktygsslitage på grund av dålig spånevakuering och koncentrerad värmegenerering. CAD-designer bör innehålla förmaskinerade fasningar eller försänkningar som gör det möjligt för borrningsoperationer att starta med reducerade skärbelastningar. För kritiska hål bör spiralinterpolationsgeometri designas i omgivande funktioner för att möjliggöra detta överlägsna bearbetningssätt.
Gängdesignmodifieringar kan dramatiskt påverka verktygslivslängden i titantillämpningar. Standardmetriska gängor med 60-graders inkluderade vinklar skapar höga skärkrafter under gängningsoperationer. Där det är möjligt, minskar modifierade gängformer med 45-50 graders inkluderade vinklar skärbelastningarna samtidigt som de bibehåller tillräcklig gängstyrka för de flesta tillämpningar. Gängutloppsgeometrin bör ge tillräcklig längd (minst 3 gängstigningar) för gradvis verktygsåterdragning.
För applikationer som kräver precisions CNC-bearbetningstjänster, blir funktionstillgänglighet av största vikt. Inneslutna funktioner som kräver djupa verktygsförlängningar bör omdesignas som öppna geometrier där det är möjligt. Detta tillvägagångssätt möjliggör användning av kortare, mer styva verktyg som motstår avböjning och bibehåller skäreggens integritet under utökade bearbetningscykler.
Materialborttagningsvolymoptimering
Strategisk materialfördelning i CAD-designer kan minimera den totala bearbetningstiden och tillhörande verktygsslitage. Principen innebär att koncentrera materialborttagning i områden där skärförhållandena kan optimeras, samtidigt som materialet minimeras i regioner som kräver utmanande verktygsåtkomst eller ogynnsamma skärgeometrier.
Grovbearbetningstillägg bör införlivas i den initiala designen för att möjliggöra effektiva materialborttagningsstrategier. Istället för att bearbeta slutliga dimensioner direkt från fast material, bör designen innehålla mellanliggande geometrier som möjliggör grovbearbetningsoperationer med robusta verktyg, följt av finbearbetningspass med optimerade skärförhållanden. Typiska grovbearbetningstillägg för titan varierar från 0,5-1,5 mm per yta, beroende på detaljens komplexitet.
Ribb- och banekonfigurationer påverkar bearbetningseffektiviteten avsevärt. Traditionella ribbdesigner med konstant tjocklek kräver ofta omfattande semi-finbearbetningsoperationer som accelererar verktygsslitaget. Avsmalnande ribbdesigner med tjocklek som minskar från bas till spets möjliggör effektivare bearbetningssekvenser samtidigt som de bibehåller strukturella krav. Bastjockleken bör matcha tillgängliga verktygsdiametrar (6-12 mm typiskt) medan spetstjockleken kan minska till 2-3 mm minimum.
Bossdesignintegration påverkar både verktygsåtkomst och skärbelastningar. Isolerade bossar kräver individuella verktygsingångar som ökar den totala bearbetningstiden och verktygsbyten. Där det är funktionellt acceptabelt bör bossfunktioner integreras i omgivande geometri eller utformas som kontinuerliga funktioner som möjliggör effektiva verktygsbanor med konsekventa skärbelastningar.
Termisk hantering genom design
Värmeavledning representerar en kritisk faktor i titankverktygslivslängd, vilket kräver CAD-designer som underlättar effektiva kylstrategier. Traditionella flödeskylvätsketillämpningar når ofta inte kritiska skärzoner, särskilt i djupa funktioner eller inneslutna geometrier. Designmodifieringar kan säkerställa kylvätskeåtkomst där det behövs mest.
Kylkanaler bör integreras i detaljgeometrin under designfasen snarare än att läggas till i efterhand. Dessa kanaler, vanligtvis 4-6 mm i diameter, ger riktat kylvätskeflöde till kritiska skärzoner. Kanalplaceringen måste beakta bearbetningssekvensen för att säkerställa att de förblir intakta genom grovbearbetningsoperationer samtidigt som de ger kylning för finbearbetningspass.
Materialtjockleken påverkar termisk massa och värmeabsorptionsegenskaper. Tjocka sektioner (>20 mm) ger bättre värmesänkning men kan kräva interna kylfunktioner. Tunna sektioner (<5 mm) erbjuder snabb värmeavledning men kan drabbas av termisk distorsion. Optimala tjockleksintervall för titantillämpningar faller mellan 8-15 mm, vilket ger tillräcklig termisk massa samtidigt som det möjliggör effektiv kylning.
Ytareaoptimering genom designmodifieringar kan förbättra naturlig konvektionskylning. Ribbade ytor, stegade geometrier och integrerade kylflänsfunktioner ökar ytarean som är tillgänglig för värmeöverföring. Dessa modifieringar måste balanseras mot bearbetningskomplexitet, men kan ge 15-30 % förbättringar i skärzonstemperaturer.
För högprecisionsresultat, Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Tolerans- och ytfinhetsöverväganden
Toleransspecifikation påverkar direkt verktygsval och bearbetningsstrategier för titandelar. Snäva toleranser (±0,025 mm eller bättre) kräver vanligtvis finbearbetningspass med lätta skärbelastningar, vilket förlänger verktygslivslängden men ökar bearbetningstiden. Nyckeln ligger i att optimera toleranskraven för att balansera precision med tillverkningseffektivitet.
Kritiska dimensioner bör koncentreras på ytor med gynnsamma skärgeometrier. Externa funktioner möjliggör generellt bättre verktygsåtkomst och skärförhållanden jämfört med interna funktioner. Där det är möjligt bör kritiska toleranser tilldelas externa ytor eller funktioner som är tillgängliga med korta, styva verktyg.
Ytfinhetskrav påverkar verktygsslitage mönster avsevärt. Ra-värden under 0,8 μm kräver vanligtvis flera finbearbetningspass med minimal materialborttagning per pass. Detta tillvägagångssätt förlänger verktygslivslängden genom reducerade skärbelastningar men ökar den totala bearbetningstiden. Ytfinhetsoptimering kan innebära att specificera olika krav för funktionella kontra kosmetiska ytor.
Form- och positionstoleranser måste beakta titaniets elastiska egenskaper och potential för distorsion under bearbetning. Spänningsavlastande funktioner som symmetrisk materialborttagning och balanserade skärbelastningar bör införlivas i designer som kräver snäva geometriska toleranser. Detta tillvägagångssätt minimerar distorsionsinducerade toleransöverträdelser samtidigt som det minskar skärkrafter som accelererar verktygsslitage.
| Toleransområde | Rekommenderat tillvägagångssätt | Förväntad verktygslivslängd | Kostnadspåverkan |
|---|---|---|---|
| ±0,1 mm | Enkel slutbearbetning | Maximal | +15-25% |
| ±0,05 mm | Lätta slutbearbetningar | Bra | +25-35% |
| ±0,025 mm | Flera lätta passeringar | Måttlig | +40-60% |
| ±0,01 mm | Specialverktyg | Begränsad | +75-100% |
Integration med tillverkningsprocessplanering
CAD-designer måste beakta den kompletta tillverkningssekvensen för att optimera verktygslivslängden över alla operationer. Funktionssekvensering påverkar arbetsstyckets styvhet, fastspänningskrav och skärbelastningsfördelning. Strategisk funktionsplacering kan minimera verktygsbyten och möjliggöra optimerade skärparametrar under hela bearbetningscykeln.
Fixturintegration bör beaktas under designutvecklingen snarare än som en separat tillverkningsfråga. Hållflikar och fastspänningsytor designade i detaljgeometrin ger säker arbetsstyckesretention samtidigt som de minimerar inställningstiden och minskar vibrationer som accelererar verktygsslitage.
Verktygsåtkomstanays under CAD-fasen identifierar potentiella störningsproblem som kan kräva specialverktyg eller utökade verktygslängder. Standardverktygsbibliotek bör refereras under designen för att säkerställa att funktioner kan bearbetas med lättillgängliga, kostnadseffektiva verktyg. Anpassade verktygskrav bör minimeras genom designmodifieringar där det är möjligt.
Inställningsreduktionsstrategier genom fleroperationsdetaljorientering kan avsevärt minska den totala bearbetningstiden och tillhörande verktygsslitage. Designer bör möjliggöra komplett eller nästan komplett bearbetning i en enda inställning, vilket minimerar arbetsstyckeshantering och inställningstid. Detta tillvägagångssätt kräver noggrant övervägande av släppningsvinklar, delningslinjer och funktionstillgänglighet från flera riktningar.
Kostnads-nyttoanalys av designoptimering
Den ekonomiska effekten av CAD-optimering för titanbearbetning sträcker sig bortom enkel verktygskostnadsreduktion. Verktygslivslängdsförbättringar på 200-400 % leder till minskad maskinavbrottstid, lägre arbetskostnader för verktygsbyten och förbättrad detaljkonsistens genom stabila skärförhållanden. Dessa fördelar motiverar ofta designmodifieringar som kan öka den initiala detaljkomplexiteten.
Bearbetningstidsreduktion genom optimerade designer varierar vanligtvis från 20-50 % jämfört med traditionella tillvägagångssätt. Denna förbättring kommer från minskade verktygsbyten, optimerade skärparametrar och eliminering av utmanande bearbetningsoperationer. Tidsbesparingarna ökar över produktionsvolymer, vilket gör designoptimering alltmer värdefull för applikationer med högre kvantitet.
Kvalitetsförbättringar från stabila skärförhållanden minskar skrotningsfrekvensen och omarbetningskostnaderna. Konsekvent verktygsprestanda under hela bearbetningscykeln bibehåller dimensionsnoggrannhet och ytfinhetskvalitet. Denna tillförlitlighet är särskilt värdefull för flyg- och medicinska applikationer där detaljavvisningskostnaderna är betydande.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftig prissättning jämfört med marknadsplatsplattformar. Vår tekniska expertis inom titanbearbetning och omfattande förståelse för designoptimering innebär att varje projekt får den specialiserade uppmärksamhet som titantillämpningar kräver.
Avancerade CAD-tekniker och programvaruintegration
Moderna CAD-system erbjuder specialiserade verktyg för bearbetningsoptimering som kan utnyttjas under designfasen. Bearbetbarhetsanalysfunktioner identifierar problematiska geometrier innan tillverkningen börjar, vilket möjliggör designmodifieringar medan ändringar förblir kostnadseffektiva. Dessa verktyg utvärderar skärverktygsåtkomst, ingreppsvinklar och potentiella störningsförhållanden.
Funktionsbaserade designtillvägagångssätt möjliggör snabb utvärdering av alternativa geometrier för förbättrad bearbetbarhet. Parametrisk modellering gör det möjligt för designers att snabbt bedöma effekten av hörnrradieförändringar, väggtjockleksmodifieringar eller funktionsomplaceringar på tillverkningskraven. Denna kapacitet accelererar optimeringsprocessen samtidigt som designavsikten bibehålls.
Tillverkningssimuleringsintegration ger tidig feedback om verktygsval och skärparametrar. Avancerade CAD-system kan simulera kompletta bearbetningssekvenser, identifiera potentiella verktygsslitageproblem och optimeringsmöjligheter. Denna simuleringskapacitet möjliggör proaktiva designmodifieringar snarare än reaktiv problemlösning inom tillverkningen.
Samarbetsverktyg inom CAD-system underlättar kommunikationen mellan design- och tillverkningsteam. Inbyggda antecknings- och granskningsfunktioner gör det möjligt för tillverkningsingenjörer att ge specifik feedback om verktygsslitageproblem och designoptimeringsmöjligheter. Detta samarbete säkerställer att tillverkningshänsyn integreras korrekt i slutliga designer.
Designregelkontroll kan anpassas för titantillverkningskrav, och automatiskt flagga geometrier som kan orsaka verktygsslitageproblem. Standardregler kan inkludera minimikrav på hörnradie, maximala förhållanden mellan djup och bredd och kontroller av väggtjocklekskonsistens. Dessa automatiserade kontroller förhindrar att problematiska geometrier fortskrider till tillverkning.
Fallstudier och implementeringsexempel
En typisk omdesign av ett flygplansfäste visar effekten av systematisk CAD-optimering för titanbearbetning. Den ursprungliga designen innehöll skarpa inre hörn (0,2 mm radie), variabel väggtjocklek (1-4 mm) och djupa fickor med 4:1 förhållanden mellan djup och bredd. Verktygslivslängden var i genomsnitt 15-20 minuter med frekventa brott på grund av termisk chock och skärbelastningsvariationer.
Den optimerade designen innehöll 0,8 mm inre radier, konsekvent 2,5 mm väggtjocklek och stegad fickgeometri som bibehöll 1,8:1 maximala förhållanden mellan djup och bredd. Integrerade kylkanaler gav direkt kylning till kritiska skärzoner. Verktygslivslängden förbättrades till 80-120 minuter samtidigt som alla funktionella krav bibehölls och den totala bearbetningstiden minskades med 35 %.
Medicinska implantattillämpningar presenterar unika utmaningar på grund av biokompatibilitetskrav och komplexa organiska geometrier. Traditionella tillvägagångssätt kräver ofta omfattande handfinbearbetning på grund av verktygsslitageproblem som skapar ytjämnheter. Optimerade CAD-designer innehåller gradvisa övergångar, optimerade skärvinklar och strategisk materialfördelning för att möjliggöra konsekvent bearbetning under hela skärcykeln.
Liknande optimeringsprinciper gäller för kostnadsreduktionsstrategier över olika tillverkningsprocesser, där designmodifieringar avsevärt kan påverka den totala produktionsekonomin genom förbättrad effektivitet och minskade verktygskostnader.
Kvalitetskontroll och valideringsmetoder
Verifiering av CAD-optimeringseffektivitet kräver systematisk mätning av verktygsslitage mönster, bearbetningstider och detaljkvalitetsmått. Baslinjemätningar från traditionella designer ger jämförelsestandarder för att utvärdera förbättringsnivåer. Viktiga mått inkluderar genomsnittlig verktygslivslängd, skärtid per detalj, ytfinhetskonsistens och dimensionsnoggrannhetsvariation.
Verktygsslitageanalys bör undersöka både gradvisa slitage mönster och katastrofala fellägen. Optimerade designer visar vanligtvis mer förutsägbart, gradvis slitage snarare än plötsliga felhändelser. Denna förutsägbarhet möjliggör bättre produktionsplanering och minskar oväntade driftstopp från verktygsbrott.
Ytintegritetsutvärdering blir kritisk för titantillämpningar, särskilt inom flyg- och medicinska sektorer. Optimerade bearbetningsförhållanden bör upprätthålla konsekvent ytfinish och minimera värmepåverkade zoner som kan äventyra materialegenskaperna. Regelbunden ytintegritetstestning validerar effektiviteten av CAD-optimeringsstrategier.
Statistisk processkontrollimplementering spårar konsistensen av optimerade designer över produktionsvolymer. Kontrollscheman för verktygslivslängd, bearbetningstid och kvalitetsmått identifierar när processförhållandena avviker från optimala intervall. Denna övervakning möjliggör proaktiva justeringar för att upprätthålla optimeringsfördelar under hela produktionskörningen.
Framtida trender och framväxande teknologier
Artificiell intelligensintegration i CAD-system utlovar automatiserad optimering för titanbearbetningstillämpningar. Maskininlärningsalgoritmer kan analysera historiska bearbetningsdata för att identifiera optimala designparametrar och förutsäga verktygslivslängd baserat på geometriska funktioner. Denna kapacitet kommer att accelerera optimeringsprocessen samtidigt som förutsägningsnoggrannheten förbättras.
Additiv tillverkningintegration erbjuder nya möjligheter för komplexa interna geometrier som förbättrar kylningen och minskar materialvolymen. Hybridtillvägagångssätt som kombinerar additiva förformer med optimerad subtraktiv finbearbetning möjliggör geometrier som är omöjliga med traditionella tillverkningsmetoder. Dessa tillvägagångssätt kräver nya CAD-strategier som beaktar både additiva och subtraktiva tillverkningsbegränsningar.
Avancerad materialkarakterisering ger bättre förståelse för titaniets bearbetningsbeteende under olika förhållanden. Realtidsövervakning av skärkrafter, temperaturer och verktygsslitage möjliggör kontinuerlig optimering av skärparametrar baserat på faktisk prestanda snarare än teoretiska modeller. Denna feedback kan informera CAD-optimeringsstrategier för förbättrad effektivitet.
Digital tvillingteknologi möjliggör virtuell validering av CAD-optimeringsstrategier före fysisk implementering. Komplett tillverkningsprocesssimulering, inklusive verktygsslitageförutsägelse och termisk analys, ger omfattande utvärdering av designmodifieringar. Denna kapacitet minskar kostnaden och tiden som krävs för optimeringsvalidering samtidigt som förutsägningsnoggrannheten förbättras.
Implementeringsriktlinjer och bästa praxis
Framgångsrik implementering av CAD-optimering för titanbearbetning kräver systematiskt tillvägagångssätt och tydlig kommunikation mellan design- och tillverkningsteam. Optimeringsriktlinjer bör dokumenteras och integreras i standarddesignprocedurer för att säkerställa konsekvent tillämpning över projekt.
Utbildningsprogram för designingenjörer bör betona förhållandet mellan geometriska funktioner och bearbetningsutmaningar som är specifika för titan. Att förstå skärverktygsbegränsningar, krav på termisk hantering och materialborttagningsstrategier gör det möjligt för designers att fatta välgrundade optimeringsbeslut under designprocessen snarare än att kräva omfattande omdesign senare.
Samarbetsprotokoll mellan design- och tillverkningsteam säkerställer att tillverkningsbegränsningar kommuniceras och förstås korrekt. Regelbundna designgranskningar med tillverkningsinput kan identifiera optimeringsmöjligheter tidigt i designcykeln när ändringar förblir kostnadseffektiva.
För organisationer som använder våra tillverkningstjänster, tillhandahåller vi omfattande designgranskning och optimeringsrekommendationer för att säkerställa att dina titandelar uppnår optimal bearbetbarhet samtidigt som alla funktionella krav bibehålls.
Vanliga frågor
Vad är den minsta hörnradien som rekommenderas för interna funktioner i titandelar?
Interna hörnradier bör vara minst 0,5 mm för titanbearbetningstillämpningar. Mindre radier kräver känsliga skärverktyg som är benägna att gå sönder och skadas termiskt. Optimala radier varierar från 0,8-1,5 mm, vilket matchar standardhårdmetallverktygsgeometrier samtidigt som de ger tillräcklig styrka för titaniets skärkrafter. Skarpa hörn under 0,3 mm resulterar vanligtvis i verktygslivslängdsreduktioner på 70-80 % jämfört med korrekt radierade funktioner.
Hur påverkar förhållandet mellan fickdjup och bredd verktygslivslängden vid titanbearbetning?
Förhållandet mellan fickdjup och bredd bör förbli under 2:1 för optimal verktygslivslängd i titantillämpningar. Förhållanden som överstiger 3:1 skapar dåliga spånevakueringsförhållanden, vilket leder till ombearbetning, förhöjda temperaturer och accelererat verktygsslitage. Djupa fickor kräver också utökade verktygslängder som ökar avböjning och vibrationer. Stegade fickdesigner eller bearbetningsstrategier på flera nivåer upprätthåller optimala förhållanden samtidigt som de uppnår erforderlig detaljgeometri.
Vilken väggtjocklek ger den bästa balansen mellan materialborttagning och bearbetningsstabilitet?
Konsekvent väggtjocklek mellan 2,0-3,0 mm ger optimal balans för titanbearbetning. Tunnare väggar saknar styvhet och kan vibrera under skärning, medan tjockare väggar kräver överdriven materialborttagning. Tjockleksvariationer bör vara gradvisa över minst 10 mm avstånd för att förhindra plötsliga skärbelastningsförändringar som accelererar verktygsslitage. Variabla tjockleksdesigner minskar ofta verktygslivslängden med 40-60 % jämfört med konsekventa tjocklekstillvägagångssätt.
Hur bör gänggeometrin modifieras för förbättrad verktygslivslängd i titan?
Standard 60-graders metriska gängor kan modifieras till 45-50 graders inkluderade vinklar där det är funktionellt acceptabelt, vilket minskar skärbelastningarna under gängningsoperationer. Gängutloppet bör ge minst 3 stigningslängder för gradvis verktygsåterdragning. Externa gängor är att föredra framför interna gängor på grund av bättre verktygsåtkomst och spånevakuering. Interna gängor som kräver tappningsoperationer bör innehålla fasade starter och adekvat ingångsgeometri.
Vilken roll spelar kylkanaler i CAD-design för titanbearbetning?
Integrerade kylkanaler, vanligtvis 4-6 mm i diameter, bör designas i detaljgeometrin för att ge riktad kylning till kritiska skärzoner. Kanalplaceringen måste beakta bearbetningssekvensen för att förbli intakt genom grovbearbetning samtidigt som den kyler finbearbetningsoperationer. Korrekt kylvätsketillförsel kan minska skärzonstemperaturerna med 150-250°C, vilket förlänger verktygslivslängden med 200-300 %. Kanaler bör placeras inom 10-15 mm från kritiska skärområden för maximal effektivitet.
Hur påverkar toleranskraven verktygsval och slitage vid titanbearbetning?
Snävare toleranser (±0,025 mm eller bättre) kräver finbearbetningspass med reducerade skärbelastningar, vilket förlänger verktygslivslängden men ökar bearbetningstiden. Kritiska dimensioner bör placeras på externa funktioner eller ytor med gynnsamma skärgeometrier där det är möjligt. Toleranser under ±0,01 mm kan kräva specialverktyg och skärparametrar som avsevärt påverkar verktygslivslängden och kostnaden. Toleransoptimering kan minska bearbetningskostnaderna med 25-40 % samtidigt som funktionella krav bibehålls.
Vilka CAD-funktioner bör undvikas för att förhindra överdrivet verktygsslitage i titan?
Undvik skarpa inre hörn under 0,3 mm radie, djupa inneslutna fickor med dålig verktygsåtkomst, variabel väggtjocklek som skapar plötsliga lastförändringar och funktioner som kräver utökade verktygslängder med höga förhållanden mellan längd och diameter. Korsande funktioner som skapar komplexa skärgeometrier bör förenklas där det är möjligt. Blinda hål djupare än 5 diametrar och interna gängor i djupa hål bör omdesignas som externa funktioner när det är funktionellt acceptabelt. Dessa problematiska funktioner kan minska verktygslivslängden med 60-80 % jämfört med optimerade alternativ.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece