Panelstyvare: Lägga till ribbor och flänsar för att förhindra "oljeboning"
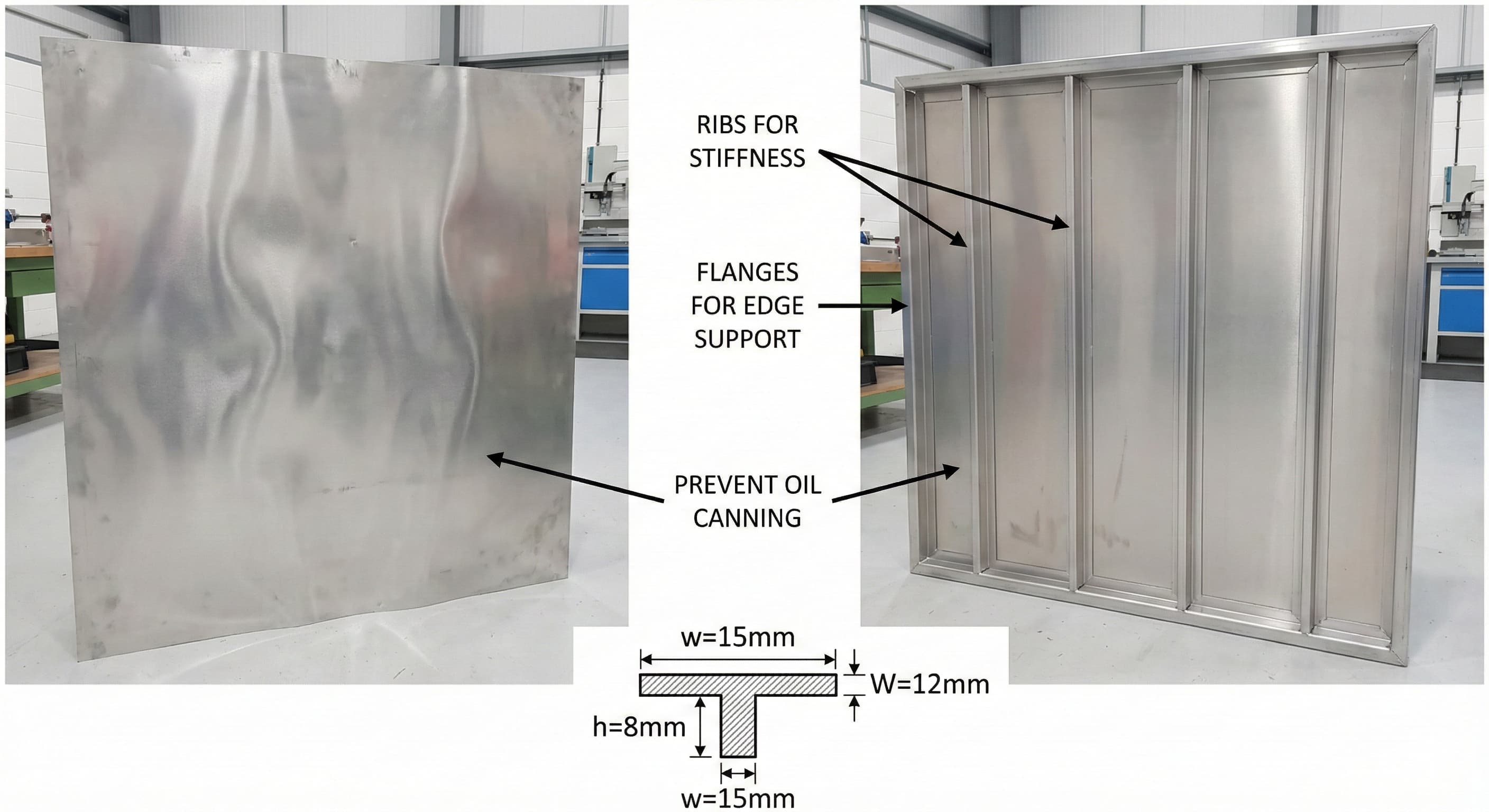
Oljeboning – den oönskade böjdeformationen av tunna metallpaneler under belastning – representerar en av de mest ihållande utmaningarna inom plåtbearbetning. Denna strukturella instabilitet manifesteras som synlig vågighet eller bucklighet som kompromissar både estetiskt tilltal och funktionell integritet hos tillverkade komponenter.
Ingenjörer på Microns Hub stöter på problem med oljeboning i olika applikationer, från arkitektoniska paneler till elektroniska kapslingar, där materialtjockleksbegränsningar står i konflikt med styvhetskraven. Fenomenet uppstår när paneldimensionerna överskrider materialets naturliga styvhetströskel, vanligtvis när förhållandet mellan tjocklek och spännvidd understiger kritiska värden.
- Strategisk placering av ribbor kan öka panelens styvhet med 300-400 % samtidigt som materialkostnaden minimeras
- Optimering av flänsgeometrin minskar känsligheten för oljeboning genom att fördela belastningar över förstärkta omkretsar
- Materialval mellan aluminiumkvaliteter (6061-T6 vs 7075-T6) påverkar styvhetskraven och tillverkningskostnaderna avsevärt
- Korrekt styvare design eliminerar problem med vridning efter tillverkning som plågar tunna tillverkningar
Förstå oljeboning: Ingenjörsfysiken
Oljeboning uppstår när applicerade krafter överstiger den lokala knäckhållfastheten hos tunna paneler, vilket skapar elastiska deformationer som blir visuellt uppenbara under normala betraktningsförhållanden. Den kritiska knäckspänningen för rektangulära paneler följer förhållandet:
σ_cr = k × π² × E × (t/b)²
Där k representerar knäckkoefficienten beroende på randvillkor, E är elasticitetsmodulen, t är paneltjockleken och b är den ostödda bredddimensionen. För aluminium 6061-T6 med E = 68,9 GPa uppvisar paneler som överskrider bredd-till-tjockleksförhållanden på 150:1 vanligtvis tendenser till oljeboning.
Den visuella tröskeln för detektering av oljeboning varierar från 0,2-0,5 mm deflektionsamplitud, beroende på ytfinish och betraktningsvinkel. Anodiserade ytor förstärker utseendet på små deformationer på grund av ljusreflektionsmönster, medan borstade ytor ger bättre kamouflage för mindre ojämnheter.
Materialegenskaper påverkar direkt känsligheten för oljeboning. Aluminiumlegeringar uppvisar varierande motståndsnivåer baserat på härdningsförhållanden och sammansättning:
| Legeringskvalitet | Sträckgräns (MPa) | Elasticitetsmodul (GPa) | Motståndskraft mot bucklor | Kostnadsfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Bra | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Utmärkt | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Acceptabel | 0.9x |
| Stål 304 SS | 290 | 200 | Utmärkt | 1.8x |
Grunderna i ribbdesign: Geometri och placeringsstrategi
Effektiv ribbdesign kräver förståelse för förhållandet mellan tvärsnittsegenskaper och böjmotstånd. Yttröghetsmomentet ökar proportionellt mot höjden i kubik, vilket gör höga, smala ribbor mer effektiva än breda, grunda för motsvarande materialanvändning.
Optimalt ribbavstånd följer tredjedelsregeln för rektangulära paneler, med primära ribbor placerade vid 33 % och 67 % av den större dimensionen. Denna konfiguration minimerar maximal nedböjning samtidigt som tillverkningseffektiviteten bibehålls. Sekundära ribbor, när de krävs, bör bibehålla avståndsförhållanden mellan 1:2 och 1:3 relativt primära ribbor.
Ribbhöjdsberäkningar beror på panelens belastningsförhållanden och styvhetskrav. För jämnt belastade paneler är den minsta effektiva ribbhöjden lika med:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Där L representerar den ostödda spännvidden och δ_max definierar den acceptabla nedböjningsgränsen. Praktiska ribbhöjder varierar vanligtvis från 3-15 mm för plåtapplikationer, med 5-8 mm som ger optimala förhållanden mellan styvhet och vikt.
Tillverkningsöverväganden påverkar ribbdesignparametrarna avsevärt. Precisions-CNC-bearbetningstjänster möjliggör komplexa ribbprofiler med snäva toleranser, medan kantpressning begränsar ribbkomplexiteten till enkla geometriska former. Valet mellan bearbetade och formade ribbor påverkar både kostnads- och prestandaegenskaperna.
Optimering av ribbprofil
Tvärsnittsribbprofiler påverkar styvhetseffektiviteten och tillverkningskomplexiteten dramatiskt. Vanliga profiler inkluderar rektangulära, triangulära och T-formade konfigurationer, som var och en erbjuder distinkta fördelar:
Rektangulära ribbor ger maximalt materialutnyttjande och enkel tillverkning men koncentrerar spänningen vid skarpa hörn. Radier på 0,5-1,0 mm eliminerar spänningskoncentrationer samtidigt som formbarheten bibehålls i tunna material.
Triangulära ribbor erbjuder utmärkta förhållanden mellan styvhet och vikt och naturlig spänningsfördelning men kräver specialverktyg för konsekvent formning. Den inkluderade vinkeln varierar vanligtvis från 60-90 grader för optimala hållfasthetsegenskaper.
T-formade ribbor maximerar det andra yttröghetsmomentet men kräver komplexa formningssekvenser eller bearbetningsoperationer. Dessa profiler passar applikationer med hög belastning där optimering av materialanvändningen motiverar ökad tillverkningskomplexitet.
Flänsdesign: Strategier för perimeterförstärkning
Flänsdesign representerar den primära metoden för att förhindra kantinitierad oljeboning samtidigt som den tillhandahåller monteringsgränssnitt och strukturell kontinuitet. Effektiv flänsgeometri måste balansera styvhetsförbättring med tillverkningsbegränsningar och monteringskrav.
Minsta flänsbredd följer förhållandet: W_flange ≥ 3 × t_material + böjradie, vilket säkerställer tillräckligt med material för pålitlig formning utan sprickbildning. För 2,0 mm aluminium 6061-T6 ger minsta flänsbredder på 8-10 mm tillräcklig styvhetsförbättring samtidigt som formbarhetsgränserna bibehålls.
Flänsens styvhetsbidrag beror på den effektiva sektionsmodulen för den böjda konfigurationen. En 90-graders fläns ökar den lokala styvheten med cirka 8-12 gånger jämfört med motsvarande platta panel, vilket gör flänsar till mycket effektiva styvhetselement.
Övergången mellan panel och fläns kräver noggrant val av radie för att förhindra spänningskoncentration samtidigt som maximal styvhetsöverföring bibehålls. Hörnreliefdesign blir kritiska vid flänskorsningar, där materialflödesbegränsningar kan orsaka sprickbildning eller ofullständig formning.
| Flänskonfiguration | Styvhetsmultiplikator | Formningskomplexitet | Materialutnyttjande | Kostnadspåverkan |
|---|---|---|---|---|
| Enkel 90° böjning | 8-10x | Låg | 95% | +15% |
| Fållad kant | 12-15x | Hög | 85% | +35% |
| Returfläns | 6-8x | Medium | 90% | +25% |
| Sammansatt böjning | 15-20x | Mycket hög | 80% | +50% |
Fläns-till-panel-integration
Övergångszonen mellan panel och fläns representerar ett kritiskt designelement som avgör den totala styvhetseffektiviteten. Skarpa övergångar skapar spänningskoncentrationer som kan initiera utmattningsbrott, medan alltför gradvisa övergångar minskar styvhetsfördelarna.
Optimala böjradier för aluminiumlegeringar varierar från 1,0-2,0 gånger materialtjockleken, vilket ger tillräckligt materialflöde samtidigt som snäva hörn bibehålls. Större radier förbättrar formbarheten men minskar styvhetsöverföringseffektiviteten, vilket kräver noggrann balans baserat på applikationskrav.
Flerstegsflänsformning möjliggör komplexa profiler som maximerar styvheten samtidigt som tillverkningsbegränsningarna tillgodoses. Progressiva verktygssekvenser kan skapa sammansatta flänsar med varierande höjder och integrerade monteringsfunktioner, men verktygskostnaderna ökar proportionellt med komplexiteten.
Materialvalets inverkan på styvarens prestanda
Materialegenskaper avgör fundamentalt styvarens effektivitet och tillverkningskrav. Elasticitetsmodul, sträckgräns och formbarhetsegenskaper påverkar direkt designparametrarna och kostnadsoptimeringsstrategierna.
Aluminiumlegeringar dominerar plåtapplikationer på grund av utmärkta förhållanden mellan hållfasthet och vikt och korrosionsbeständighet. Olika legeringssammansättningar uppvisar dock varierande svar på styvare integration:
6061-T6 aluminium ger optimal balans mellan formbarhet och hållfasthet för de flesta styvhetsapplikationer. Materialet accepterar lätt komplexa böjsekvenser samtidigt som förutsägbara fjäderbackningsegenskaper bibehålls. Arbetsförhärdning under formningsoperationer kan öka den lokala sträckgränsen med 10-15 % i högtöjningsområden.
7075-T6 aluminium erbjuder överlägsna hållfasthetsegenskaper men presenterar formningsutmaningar på grund av minskad duktilitet. Styvare design måste rymma högre formningskrafter och potentiell sprickbildning vid skarpa övergångar. Materialet utmärker sig i applikationer där maximala förhållanden mellan hållfasthet och vikt motiverar ökad tillverkningskomplexitet.
5052-H32 aluminium uppvisar utmärkt formbarhet men lägre hållfasthetsegenskaper kräver ökade styvare dimensioner för motsvarande prestanda. Denna legering passar applikationer som prioriterar komplex geometri framför ultimata hållfasthetskrav.
Korrosionsöverväganden för styvade paneler
Styvare integration skapar geometriska funktioner som kan fånga fukt och accelerera korrosionsprocesser, särskilt i utomhusapplikationer. Designstrategier måste ta itu med både materialval och skyddande beläggningskrav.
Galvaniserade stålalternativ ger förbättrad korrosionsbeständighet men kräver olika formningsparametrar och styvare designmetoder på grund av beläggningstjocklek och sprödhetsöverväganden.
Dräneringsanordningar blir kritiska i ribbade paneldesigner, där horisontella ytor kan ackumulera fukt. Inkludera dräneringshål med minsta 3 mm diameter vid låga punkter, placerade för att förhindra strukturella kompromisser samtidigt som effektiv vattenevakuering säkerställs.
Integrering av tillverkningsprocessen
Styvare tillverkningsmetoder påverkar designens genomförbarhet, kostnadsstrukturer och kvalitetsresultat avsevärt. Valet mellan formning, bearbetning och hybridmetoder beror på produktionsvolymer, toleranskrav och geometrisk komplexitet.
Kantpressning representerar den mest kostnadseffektiva metoden för enkla ribb- och flänsgeometrier. Standardverktyg rymmer böjradier från 0,5-6,0 mm med repeterbarhet inom ±0,1 mm. Komplexa flerböjningssekvenser kräver noggrann verktygsplanering för att undvika störningsproblem och bibehålla dimensionsnoggrannhet.
Progressiv formning möjliggör högvolymproduktion med integrerade håltagnings-, formnings- och trimningsoperationer. Initiala verktygsinvesteringar på 15 000-50 000 € kräver produktionsvolymer som överstiger 10 000 stycken för ekonomisk motivering, men styckkostnaderna kan sjunka till 0,50-2,00 € beroende på komplexitet.
CNC-bearbetning ger ultimat flexibilitet för prototyputveckling och lågvolymproduktion. Komplexa ribbprofiler med varierande höjder och integrerade monteringsfunktioner är lätt uppnåeliga, men materialspill och cykeltider begränsar ekonomisk lönsamhet till specialapplikationer.
| Tillverkningsmetod | Startkostnad (€) | Enhetskostnadsintervall (€) | Leveranstid | Designflexibilitet | Volymtröskel |
|---|---|---|---|---|---|
| Kantpressformning | 200-500 | 2.50-8.00 | 3-5 dagar | Medium | 50-1000 stycken |
| Progressivt verktyg | 15,000-50,000 | 0.50-2.00 | 6-8 veckor | Hög | 10,000+ stycken |
| CNC-bearbetning | 100-300 | 8.00-25.00 | 1-2 dagar | Mycket hög | 1-500 stycken |
| Hydroformning | 5,000-15,000 | 3.00-7.00 | 4-6 veckor | Hög | 1,000+ stycken |
Kvalitetskontroll och dimensionsverifiering
Styvad panelinspektion kräver specialiserade mättekniker för att verifiera både geometrisk noggrannhet och strukturell prestanda. Koordinatmätmaskiner (CMM) ger exakt dimensionsverifiering men kan kräva anpassad fixturering för komplexa geometrier.
Planhetsmätning blir kritisk för paneler med integrerade styvare, där lokala deformationer kan fortplanta sig över ostyvade regioner. Laserskanningssystem möjliggör snabb ytprofilering med upplösning till 0,01 mm, vilket identifierar potentiella problem med oljeboning före slutmontering.
Belastningstestning validerar styvarens prestanda under driftsförhållanden. Enkelt stödd balktestning med fördelade belastningar simulerar faktiska användningsförhållanden samtidigt som kvantitativa nedböjningsmätningar tillhandahålls för designverifiering.
För högprecisionsresultat, Få en offert inom 24 timmar från Microns Hub.
Kostnadsoptimeringsstrategier
Styvare kostnadsoptimering kräver balansering av materialanvändning, tillverkningskomplexitet och prestandakrav. Den totala kostnaden inkluderar råmaterial, bearbetningsoperationer, verktygsamortering och kvalitetsverifieringsaktiviteter.
Materialutnyttjande effektivitet påverkar projektekonomin avsevärt. Kapslade layouter för laserskärning kan uppnå 85-95 % materialutnyttjande, medan komplexa formningsoperationer kan slösa 15-20 % på grund av skelettkrav och trimningsoperationer.
Styvare standardisering minskar verktygskostnaderna och förbättrar tillverkningseffektiviteten. Att utveckla familjer av ribbprofiler och flänskonfigurationer möjliggör återanvändning av verktyg över flera projekt samtidigt som designflexibiliteten bibehålls för specifika applikationer.
Volymkonsolideringsstrategier kan minska enhetskostnaderna genom att kombinera flera artikelnummer i enstaka produktionskörningar. Lagerhållningskostnader och kundleveranskrav måste dock balanseras mot stordriftsfördelar inom tillverkningen.
Design för tillverkningsprinciper
DFM-principer för styvade paneler fokuserar på att minska tillverkningskomplexiteten samtidigt som den strukturella prestandan bibehålls. Viktiga överväganden inkluderar optimering av böjsekvenser, verktygsåtkomlighet och minimering av sekundära operationer.
Böjsekvensplanering förhindrar verktygsstörningar och bibehåller dimensionsnoggrannhet under hela formningsprocessen. Komplexa delar kan kräva flera uppställningar med mellanliggande glödgningsoperationer för att förhindra arbetsförhärdning och sprickbildning.
Funktionskonsolidering eliminerar sekundära operationer genom att integrera monteringshål, spår och andra funktioner i primära formningsoperationer. Detta tillvägagångssätt minskar hanteringskostnaderna och förbättrar dimensionsförhållandena mellan kritiska funktioner.
Avancerade styvhetstekniker
Utöver traditionella ribbor och flänsar tar avancerade styvhetstekniker itu med specialiserade krav för viktkritiska applikationer, extrema belastningsförhållanden och estetiska begränsningar.
Pärlförstyvning skapar linjära förstärkningselement genom kontrollerad deformation utan materialtillsats. Pärlprofiler mäter vanligtvis 2-5 mm i höjd med gradvisa övergångar för att minimera spänningskoncentrationer. Denna teknik passar applikationer där utskjutande ribbor stör monterings- eller estetiska krav.
Myntförstyvning innebär lokaliserad materialförskjutning för att skapa grunda förstärkningsmönster. Processen kräver högre formningskrafter men producerar praktiskt taget osynliga styvhetselement som är idealiska för utseendekritiska applikationer. Myntdjup på 0,3-0,8 mm ger mätbar styvhetsförbättring samtidigt som ytkontinuiteten bibehålls.
Sandwichkonstruktion med bikakekärna representerar det ultimata styvhetstillvägagångssättet för viktkritiska applikationer. Aluminiumbikakekärnor ger exceptionella förhållanden mellan styvhet och vikt men kräver specialiserade bindningsprocesser och miljömässiga tätningsöverväganden.
Integrerade designmetoder
Moderna styvhetsstrategier integrerar flera förstärkningstekniker för att optimera prestanda samtidigt som tillverkningskomplexiteten minimeras. Hybridmetoder kombinerar ribbor, flänsar och formade funktioner i samordnade designer som maximerar strukturell effektivitet.
FEA-optimering möjliggör prestandabaserad styvare placering som minimerar materialanvändningen samtidigt som nedböjningskriterierna uppfylls. Topologioptimeringsalgoritmer kan identifiera optimala förstärkningsplatser som kanske inte är intuitiva genom traditionella designmetoder.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, från inledande designkonsultation till slutlig kvalitetsverifiering.
Additiva tillverkningstekniker möjliggör komplexa interna styvhetsgeometrier som är omöjliga genom konventionella formningsmetoder. 3D-printade styvhetselement kan integreras med traditionella plåtkomponenter för att skapa hybridstrukturer med optimerade prestandaegenskaper.
Prestandavalidering och testning
Styvad panelprestandavalidering kräver omfattande testprotokoll som verifierar både omedelbar strukturell prestanda och långsiktiga hållbarhetsegenskaper. Testmetoderna måste simulera faktiska driftsförhållanden samtidigt som kvantitativa data tillhandahålls för designoptimering.
Statisk belastningstestning ger baslinjestyvhetsmätningar under kontrollerade förhållanden. Trepunkts- och fyrpunktsböjningstester kvantifierar belastnings-nedböjningsförhållanden samtidigt som felmoder och ultimata kapacitetsgränser identifieras. Testfixturer måste rymma olika panelgeometrier samtidigt som konsekventa randvillkor bibehålls.
Dynamisk testning utvärderar styvad panels respons på vibrationer och stötbelastning. Modalanalys identifierar naturliga frekvenser och modformer som kan leda till resonansproblem i driftsmiljöer. Stöttestning validerar skadebeständighet och energiabsorberingsegenskaper för transport- och hanteringsscenarier.
Utmattningstestning blir kritisk för styvade paneler som utsätts för cykliska belastningsförhållanden. S-N-kurvutveckling för specifika styvare konfigurationer möjliggör livslängdsprognoser och optimering av underhållsscheman. Testparametrarna måste återspegla faktiska belastningsspektra och miljöförhållanden som förväntas i drift.
Genom våra tillverkningstjänster säkerställer vi att varje styvad panel uppfyller eller överträffar specificerade prestandakriterier genom rigorösa test- och kvalitetssäkringsprotokoll.
Vanliga frågor
Vilket förhållande mellan tjocklek och spännvidd kräver vanligtvis styvhet för att förhindra oljeboning?
Paneler med förhållanden mellan tjocklek och spännvidd under 1:150 kräver i allmänhet styvhet för aluminiumlegeringar. Till exempel bör en 300 mm bred panel vara minst 2,0 mm tjock för att undvika oljeboning, eller innehålla ribbor/flänsar om tunnare material är nödvändigt. Stålpaneler tål förhållanden upp till 1:200 på grund av högre elasticitetsmodul.
Hur mycket styvhetsförbättring kan ribbor ge jämfört med platta paneler?
Korrekt designade ribbor kan öka panelens styvhet med 300-400 % samtidigt som materialkostnaden bara ökar med 10-15 %. En 5 mm hög ribba i 2,0 mm aluminium kan ge motsvarande styvhet som en 4,5 mm solid panel, vilket representerar betydande vikt- och kostnadsbesparingar i stora panelapplikationer.
Vilken är den minsta flänsbredden som behövs för effektiv styvhet?
Minsta effektiva flänsbredd är lika med 3 gånger materialtjockleken plus böjradien. För 2,0 mm aluminium med 2,0 mm böjradie är minsta flänsbredd 8,0 mm. Bredder på 10-15 mm ger dock bättre styvhetsförbättring och enklare tillverkningstoleranser.
Kan styvare läggas till befintliga paneler utan fullständig omdesign?
Ja, eftermonteringsstyvhet är möjlig genom adhesiv bindning eller mekanisk fastsättning av externa ribbor. Strukturella lim som 3M VHB eller Loctite strukturella akryler kan binda aluminiumstyvare med hållfastheter som överstiger 15 MPa. Integrerade designmetoder ger dock vanligtvis bättre prestanda och estetik.
Hur påverkar miljöförhållanden styvare designkrav?
Temperaturvariationer orsakar differentiell expansion som kan belasta styvare fästen. Designa expansionsfogar eller flexibla anslutningar för temperaturområden som överstiger 50 °C. Utomhusapplikationer kräver dräneringsanordningar och korrosionsskydd. UV-exponering kan försämra adhesiva bindningar, vilket kräver mekaniska backupsystem.
Vilka tillverkningstoleranser är uppnåeliga för ribbade paneler?
Kantpressning bibehåller ±0,1 mm dimensionstolerans för enkla ribbgeometrier. Progressiva verktygsoperationer uppnår ±0,05 mm repeterbarhet men kräver högre verktygsinvesteringar. CNC-bearbetade ribbor kan hålla ±0,02 mm men kostar 3-4 gånger mer än formade alternativ.
Hur påverkar materialets fiberriktning styvarens prestanda?
Böjning parallellt med fiberriktningen (med fibern) ger 10-15 % bättre formbarhet men något reducerad hållfasthet vinkelrätt mot böjaxeln. För maximal styvhet, rikta ribborna vinkelrätt mot valsningsriktningen när det är möjligt. Böjning tvärs fibern kräver större böjradier för att förhindra sprickbildning men ger isotropa hållfasthetsegenskaper.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece