Hörnreliefdesign: Rektangulära kontra cirkulära relief för rena bockningar
Hörnreliefdesign representerar ett av de mest kritiska besluten inom plåtbearbetning, vilket direkt påverkar bockningskvalitet, verktygslivslängd och produktionseffektivitet. Valet mellan rektangulära och cirkulära hörnrelief bestämmer inte bara den estetiska finishen utan också den strukturella integriteten och tillverkbarheten hos bockade komponenter.
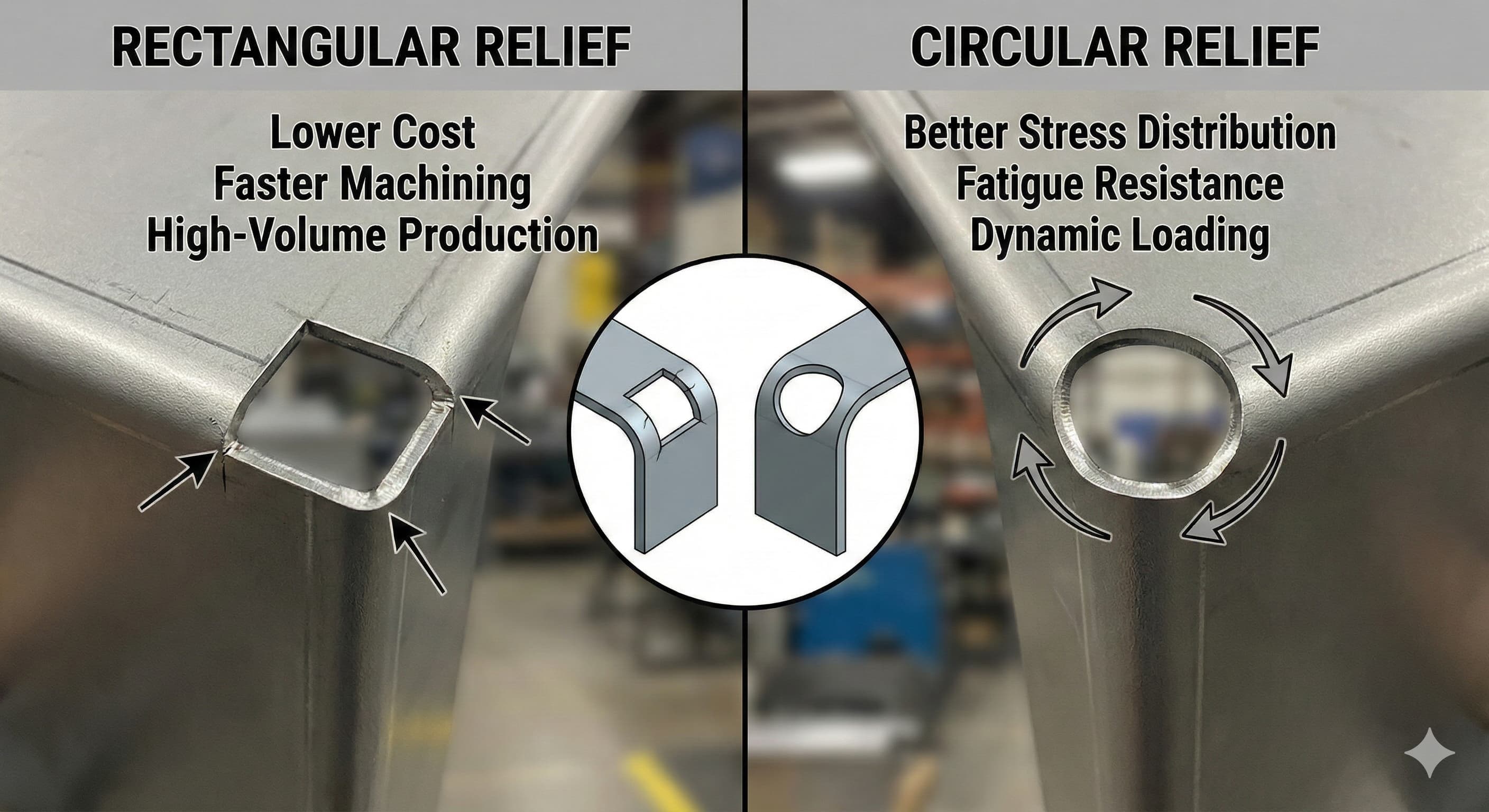
Viktiga slutsatser:
- Rektangulära relief erbjuder överlägsen materialekonomi och snabbare bearbetningstider, vilket gör dem idealiska för högvolymsproduktion
- Cirkulära relief ger bättre spänningsfördelning och utmattningsbeständighet, vilket är avgörande för dynamiska belastningsapplikationer
- Reliefdimensionerna måste följa ISO 2768-riktlinjerna, med typiska djup som sträcker sig från 0,5 mm till 2,0 mm beroende på materialtjocklek
- Korrekt reliefdesign kan minska hörn sprickbildning med upp till 85 % i material som Al 6061-T6 och rostfritt stål 304
Förståelse för grunderna i hörnrelief
Hörnrelief fungerar som funktioner för hantering av spänningskoncentrationer i plåtdesigner och förhindrar materialuppbyggnad och sprickbildning under bockningsprocessen. När två bockningslinjer korsar varandra skapar det överlappande materialet en geometrisk omöjlighet som måste lösas genom strategisk materialborttagning.
Fysiken bakom behovet av hörnrelief härrör från metallens grundläggande beteende under plastisk deformation. När plåt bockas upplever de yttre fibrerna dragspänning medan de inre fibrerna komprimeras. Vid hörnövergångar blir detta spänningsmönster komplext och skapar flerriktade krafter som kan överstiga materialets ultimata draghållfasthet.
ISO 2768-standarderna specificerar minsta reliefdimensioner baserat på materialtjocklek och bockningsradieförhållanden. För material med tjocklek (t) mellan 0,5 mm och 3,0 mm bör reliefdjupet vara lika med 1,5t + bockningsradie, medan reliefbredden måste rymma bockningstilläggets beräkningar för att förhindra störningar.
Materialegenskaper påverkar reliefdesignkraven avsevärt. Höghållfasta legeringar som Al 7075-T6 kräver större reliefdimensioner jämfört med mjukare material som Al 1100-H14, på grund av deras minskade duktilitet och högre elastiska modulvärden.
Rektangulär hörnreliefdesign
Rektangulära relief representerar den mest ekonomiska och allmänt antagna hörnrelieflösningen inom industriell plåtbearbetningstjänster. Deras geometriska enkelhet översätts direkt till tillverkningsfördelar, särskilt för högvolymsproduktionsmiljöer.
Den rektangulära reliefdesignen består av två vinkelräta snitt som korsar varandra i 90 grader, vilket skapar ett kvadratiskt eller rektangulärt tomrum vid hörnövergången. Standarddimensionerna följer formeln: Längd (L) = 1,5t + R + 0,5 mm, Bredd (B) = 1,5t + R + 0,5 mm, där t representerar materialtjocklek och R betecknar bockningsradie.
Tillverkningsfördelarna med rektangulära relief inkluderar förenklad programmering för CNC-stansningsoperationer, minskat verktygsslitage på grund av raka skärvägar och snabbare cykeltider jämfört med böjda geometrier. Revolverpressar kan utföra rektangulära relief med standard rektangulära stansar, vilket eliminerar behovet av specialverktyg.
Ur ett strukturellt perspektiv ger rektangulära relief tillräcklig spänningsavlastning för de flesta applikationer, särskilt de som involverar statiska belastningsförhållanden. De skarpa hörnen skapar lokaliserade spänningskoncentrationer, men dessa förblir vanligtvis inom acceptabla gränser för standard industriella applikationer.
| Materialtjocklek | Rekommenderad längd (mm) | Rekommenderad bredd (mm) | Typisk tolerans (±mm) |
|---|---|---|---|
| 0. 5mm | 2. 0 | 3. 0 | 4. 05 |
| 5. 0mm | 6. 5 | 7. 5 | 8. 08 |
| 9. 5mm | 10. 75 | 11. 75 | 12. 10 |
| 13. 0mm | 14. 0 | 15. 0 | 16. 13 |
| 17. 0mm | 18. 5 | 19. 5 | 20. 15 |
Kostnadsanalysen visar att rektangulära relief vanligtvis kostar 15-25 % mindre än cirkulära alternativ på grund av minskad bearbetningstid och standardverktygskrav. För produktionskörningar som överstiger 1 000 stycken blir denna kostnadsskillnad betydande, vilket ofta motiverar valet av rektangulära relief även i applikationer där cirkulära designer kan erbjuda marginella tekniska fördelar.
Cirkulär hörnreliefdesign
Cirkulära hörnrelief erbjuder överlägsna spänningsfördelningsegenskaper, vilket gör dem till det föredragna valet för applikationer som involverar dynamisk belastning, vibrationer eller utmattningsproblem. Den böjda geometrin eliminerar skarpa spänningskoncentrationspunkter som är inneboende i rektangulära designer.
Den cirkulära reliefdesignen använder ett enda radiussnitt, vanligtvis från 2,0 mm till 6,0 mm beroende på materialtjocklek och applikationskrav. Radiusberäkningen följer: R = 1,2 × (materialtjocklek + bockningsradie) + 1,0 mm, vilket säkerställer tillräckligt spelrum samtidigt som spänningsflödesmönstren optimeras.
Spänningsanalys med hjälp av finita elementmetoder visar att cirkulära relief minskar maximala spänningskoncentrationer med 35-45 % jämfört med rektangulära alternativ. Denna förbättring blir kritisk inom flyg-, fordons- och medicintekniska applikationer där komponentens tillförlitlighet direkt påverkar säkerheten.
Tillverkning av cirkulära relief kräver specialverktyg eller ytterligare bearbetningsoperationer. CNC-revolverpressar behöver cirkulära stansar i olika diametrar, medan laserskärningssystem kan producera vilken radie som helst utan verktygsbegränsningar. Denna flexibilitet gör laserskärning särskilt attraktivt för prototyptillverkning och små serier.
För högprecisionsresultat, Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Materialborttagningsvolymen i cirkulära relief överstiger vanligtvis rektangulära designer med 20-30 %, vilket representerar en mindre materialkostnadsökning men potentiellt betydande förbättring av komponentens livslängd. Denna avvägning visar sig vara värdefull i applikationer där ersättningskostnaderna överstiger initiala tillverkningspremier.
Jämförande analys: Prestandaegenskaper
Utmattningstester avslöjar betydande prestandaskillnader mellan rektangulära och cirkulära reliefdesigner. Komponenter med cirkulära relief uppvisar 40-60 % längre utmattningslivslängd under cykliska belastningsförhållanden, vilket är särskilt viktigt i fordonsupphängningskomponenter och flygplansstrukturer.
Spänningskoncentrationsfaktorer (Kt) ger kvantitativa jämförelsemått. Rektangulära relief uppvisar vanligtvis Kt-värden mellan 2,8-3,2, medan cirkulära relief uppnår Kt-värden på 1,8-2,1. Lägre Kt-värden indikerar mer enhetlig spänningsfördelning och minskad sannolikhet för fel.
| Prestandamått | Rektangulär avlastning | Cirkulär avlastning | Förbättringsfaktor |
|---|---|---|---|
| Spänningskoncentration (Kt) | 21. 8-3.2 | 22. 8-2.1 | 35-45% minskning |
| Livslängd (cykler) | 23. 000-80.000 | 24. 000-130.000 | 60-70% ökning |
| Tillverkningstid (sek) | 25. 5-3.0 | 26. 5-4.5 | 40% ökning |
| Verktygslivslängd (träffar) | 27. 000-150.000 | 28. 000-120.000 | 20% minskning |
| Materialanvändning (%) | 29. 5-99.0 | 30. 5-98.0 | 1-1.5% ökning |
Ytfinishöverväganden gynnar också cirkulära relief, särskilt i synliga applikationer. Den släta böjda geometrin eliminerar skarpa kanter som kan fastna under hantering eller montering, vilket minskar risken för skärsår och förbättrar den totala säkerheten.
Materialspecifika överväganden
Olika material reagerar unikt på hörnreliefdesigner, vilket kräver anpassade tillvägagångssätt för optimala resultat. Aluminiumlegeringar, rostfria stål och mjukstål presenterar var och en distinkta utmaningar och möjligheter.
Aluminium 6061-T6 uppvisar utmärkt duktilitet, vilket gör att både rektangulära och cirkulära relief kan fungera tillfredsställande. Materialets tendens till kallbearbetning gör dock cirkulära relief att föredra för applikationer som involverar upprepade bocknings- eller formningsoperationer. De minskade spänningskoncentrationerna hjälper till att bibehålla duktiliteten under hela tillverkningsprocessen.
Rostfritt stål 304 innebär större utmaningar på grund av dess kallbearbetningsegenskaper och högre hållfasthet. Cirkulära relief blir särskilt viktiga, eftersom den förbättrade spänningsfördelningen hjälper till att förhindra mikro-sprickbildning som kan fortplanta sig över tid. Reliefdimensionerna bör öka med 20-25 % jämfört med aluminiumapplikationer för att rymma materialets minskade duktilitet.
Höghållfasta stål kräver noggrann övervägande av reliefdesign, eftersom deras begränsade duktilitet gör dem mottagliga för sprickbildning. Cirkulära relief med generösa radier blir ofta obligatoriska, trots den ökade tillverkningskomplexiteten och kostnaden.
Integrering av tillverkningsprocessen
Reliefdesign måste integreras sömlöst med övergripande tillverkningsflöden för att optimera effektivitet och kvalitet. Valet mellan rektangulära och cirkulära relief påverkar verktygsval, programmeringskomplexitet och produktionssekvensering.
CNC-revolverstansningsoperationer gynnar rektangulära relief på grund av standardverktygstillgänglighet och enkla programmeringskrav. De linjära verktygsbanorna minskar cykeltiden och förlänger verktygslivslängden, vilket är särskilt viktigt för högvolymsproduktionskörningar. Moderna revolverpressar kan dock rymma cirkulära stansar, även om detta kräver ytterligare verktygsinvesteringar.
Laserskärningssystem erbjuder större flexibilitet och kan producera vilken reliefgeometri som helst utan verktygsbegränsningar. Denna fördel gör laserskärning attraktivt för prototyptillverkning och lågvolymsproduktion, där verktygsamortisering blir oöverkomlig. Precisionen som kan uppnås med lasersystem möjliggör också komplexa reliefgeometrier som kombinerar rektangulära och cirkulära funktioner.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och omfattande våra tillverkningstjänster innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, oavsett om du behöver enkla rektangulära relief eller komplexa böjda geometrier.
Integration med flik- och spårkonstruktion kräver noggrann samordning av reliefplacering och dimensioner. Relief måste ge tillräckligt spelrum för monteringsoperationer samtidigt som den strukturella integriteten bibehålls vid fogplatser.
Kvalitetskontroll och inspektion
Hörnreliefkvalitet påverkar direkt den slutliga komponentens prestanda, vilket gör rigorösa inspektionsprotokoll väsentliga. Dimensionsnoggrannhet, kantkvalitet och geometrisk konsistens kräver alla verifiering för att säkerställa specifikationsöverensstämmelse.
Dimensionsinspektion fokuserar på reliefdjup, bredd och positionsnoggrannhet i förhållande till bockningslinjer. Koordinatmätmaskiner (CMM) ger den precision som krävs för kritiska applikationer, även om enklare gå/icke-gå-mätare räcker för många produktionsmiljöer.
Kantkvalitetsbedömning undersöker ytjämnhet, gradbildning och potential för mikro-sprickbildning. Rektangulära relief uppvisar vanligtvis överlägsen kantkvalitet på grund av stansningsprocessens rena skjuvverkan, medan laserskurna cirkulära relief kan kräva sekundära avgradningsoperationer.
Implementering av statistisk processkontroll (SPC) hjälper till att upprätthålla konsekvent reliefkvalitet under hela produktionskörningen. Viktiga parametrar inkluderar reliefdimensioner, kantjämnhet och positionsnoggrannhet, med kontrollgränser fastställda baserat på komponentens kritikalitet och slutanvändningskrav.
Kostnadsoptimeringsstrategier
Kostnadsoptimering kräver att man balanserar initiala tillverkningskostnader mot långsiktig komponentprestanda och ersättningskostnader. Denna analys blir särskilt viktig för högvolymsapplikationer där små enhetskostnadsskillnader aggregeras till betydande summor.
Direkta tillverkningskostnader gynnar rektangulära relief, med typiska besparingar på 0,05-0,15 € per komponent jämfört med cirkulära alternativ. Dessa besparingar härrör från minskad cykeltid, standardverktygsanvändning och förenklade programmeringskrav. För produktionsvolymer som överstiger 10 000 stycken årligen ger rektangulära relief ofta övertygande ekonomiska fördelar.
Livscykelkostnadsanalys kan dock gynna cirkulära relief i applikationer där förbättrad utmattningsbeständighet minskar underhålls- och ersättningsfrekvensen. Premien som betalas för tillverkning av cirkulära relief visar sig ofta vara värdefull när ersättningskostnader, stilleståndskostnader och säkerhetsöverväganden ingår i den totala kostnadsekvationen.
| Produktionsvolym | Rektangulära kostnader (€/styck) | Cirkulära kostnader (€/styck) | Nollpunktsanalys |
|---|---|---|---|
| 31. -500 stycken | 32. 45-0.38 | 33. 52-0.45 | Rektangulär föredras |
| 34. -2 000 stycken | 35. 35-0.28 | 36. 42-0.35 | Applikationsberoende |
| 37. 000-10 000 stycken | 38. 25-0.20 | 39. 32-0.26 | Överväg livscykelkostnader |
| 40. 000+ stycken | 41. 18-0.15 | 42. 25-0.20 | Rektangulär starkt föredragen |
Avancerade designtekniker
Modern hörnreliefdesign sträcker sig bortom enkla rektangulära eller cirkulära geometrier och införlivar hybridmetoder som optimerar specifika prestandaegenskaper. Dessa avancerade tekniker kräver sofistikerade tillverkningsmöjligheter men kan leverera överlägsna resultat för krävande applikationer.
Tårrelief kombinerar rektangulära och cirkulära funktioner och använder raka sidor för tillverkningseffektivitet samtidigt som de införlivar rundade ändar för spänningsreducering. Detta hybridtillvägagångssätt uppnår 70-80 % av cirkulära reliefspänningsfördelar samtidigt som 85-90 % av rektangulära reliefstillverkningseffektivitet bibehålls.
Relief med variabel radie anpassar cirkulär geometri för att rymma olika spänningsmönster inom samma komponent. Finita elementanalys styr radiusoptimering och skapar reliefgeometrier skräddarsydda för specifika belastningsförhållanden och materialegenskaper.
Flerstegsrelief införlivar olika geometrier på olika djup, vilket ger optimal spänningsfördelning samtidigt som materialborttagningen minimeras. Dessa komplexa geometrier kräver avancerade tillverkningsmöjligheter men kan uppnå prestandaförbättringar som överstiger tillvägagångssätt med en enda geometri.
Vanliga frågor
Vilka faktorer avgör valet mellan rektangulära och cirkulära hörnrelief?
Valet beror på applikationskrav, produktionsvolym och materialegenskaper. Rektangulära relief passar högvolymsproduktion med standardverktyg, medan cirkulära relief utmärker sig i utmattningskritiska applikationer som kräver överlägsen spänningsfördelning. Materialtjocklek, bockningsradie och belastningsförhållanden påverkar alla det optimala valet.
Hur skalas hörnreliefdimensionerna med materialtjockleken?
Reliefdimensionerna följer vanligtvis formeln: Reliefstorlek = 1,5 × materialtjocklek + bockningsradie + 0,5 mm spelrum. Tjockare material kräver proportionellt större relief för att rymma ökat materialflöde under bockning. Höghållfasta material kan kräva 20-25 % större relief jämfört med standardberäkningar.
Kan hörnrelief läggas till efter initial tillverkning?
Även om det är tekniskt möjligt visar sig tillägg av relief efter tillverkning vara utmanande och dyrt. Sekundära bearbetningsoperationer introducerar installationskostnader och potentiella kvalitetsproblem. Optimala resultat kräver reliefinkorporering under initial tillverkningsplanering, vilket säkerställer korrekt integration med tillverkningsflöden och kvalitetskontrollprocesser.
Vilka inspektionsmetoder verifierar hörnreliefkvaliteten?
Kvalitetsverifiering använder dimensionsinspektion med hjälp av CMM-system eller gå/icke-gå-mätare, visuell undersökning av kantkvalitet och gradbildning samt funktionella tester för kritiska applikationer. Statistisk processkontroll övervakar reliefkonsistens under hela produktionskörningen, med kontrollgränser baserade på komponentens kritikalitet.
Hur påverkar hörnrelief den totala komponentstyrkan?
Korrekt utformade relief förbättrar komponentstyrkan genom att förhindra spänningskoncentrationer som kan initiera sprickbildning. Även om relief tar bort material uppväger spänningsfördelningsförbättringen vanligtvis materialreduktionseffekterna. Cirkulära relief ger 35-45 % bättre spänningsfördelning jämfört med rektangulära alternativ.
Vilka tillverkningsprocesser fungerar bäst för varje relief typ?
Rektangulära relief optimerar för CNC-stansningsoperationer med standardverktyg, medan cirkulära relief passar laserskärningssystem som erbjuder geometrisk flexibilitet. Vattenskärning rymmer båda geometrierna effektivt, men till högre kostnad. Processvalet beror på produktionsvolym, precisionskrav och tillgänglig utrustning.
Finns det branschspecifika preferenser för relief typer?
Flyg- och medicinindustrin föredrar vanligtvis cirkulära relief för överlägsen utmattningsbeständighet och spänningsfördelning. Fordonsapplikationer varierar beroende på komponentfunktion, där strukturella element gynnar cirkulära relief medan kosmetiska delar ofta använder rektangulära alternativ. Elektronikkapslingar använder vanligtvis rektangulära relief för kostnadseffektivitet och EMI-skärmningskontinuitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece