Faser kontra Radieringar: Vilken kantbrytningsmetod är billigast att bearbeta?
Tillverkningsingenjörer står inför ett kritiskt kostnadsbeslut för varje bearbetad del: ska kantbrytningar vara faser eller radieringar? Denna till synes mindre detalj kan påverka produktionskostnaderna med 15-40 % beroende på delens geometri, materialval och produktionsvolym. Valet påverkar inte bara bearbetningstiden utan även verktygsslitage, ytfinishkvalitet och efterföljande monteringsprocesser.
De flesta ingenjörer väljer faser som standard på grund av deras uppenbara enkelhet, men detta antagande leder ofta till suboptimala kostnadsresultat. Verkligheten involverar komplexa interaktioner mellan skärverktygets geometri, spindelhastigheter, materialavverkningshastigheter och verktygsbaneeffektivitet som kräver djupare analys.
- Faser minskar vanligtvis bearbetningstiden med 25-35 % jämfört med radieringar i standard CNC-operationer
- Radieringsradier under 0,5 mm kräver specialverktyg som ökar kostnaderna med 0,15-0,45 € per linjär meter
- Materialhårdhet över 45 HRC gynnar avsevärt fasgeometri för optimering av verktygslivslängd
- Produktionsvolymer över 500 enheter motiverar ofta investeringar i radieringsverktyg trots högre startkostnader
Förståelse för grunderna i kantbrytning
Kantbrytningar tjänar flera tekniska funktioner utöver estetik. Vassa kanter skapar spänningskoncentrationer som kan initiera utmattningssprickor, särskilt i applikationer med cyklisk belastning. De utgör också säkerhetsrisker under hantering och monteringsoperationer. Ur ett tillverkningsperspektiv eliminerar kontrollerade kantbrytningar de mikroskopiska grader och vassa utsprång som oundvikligen uppstår vid bearbetningsoperationer.
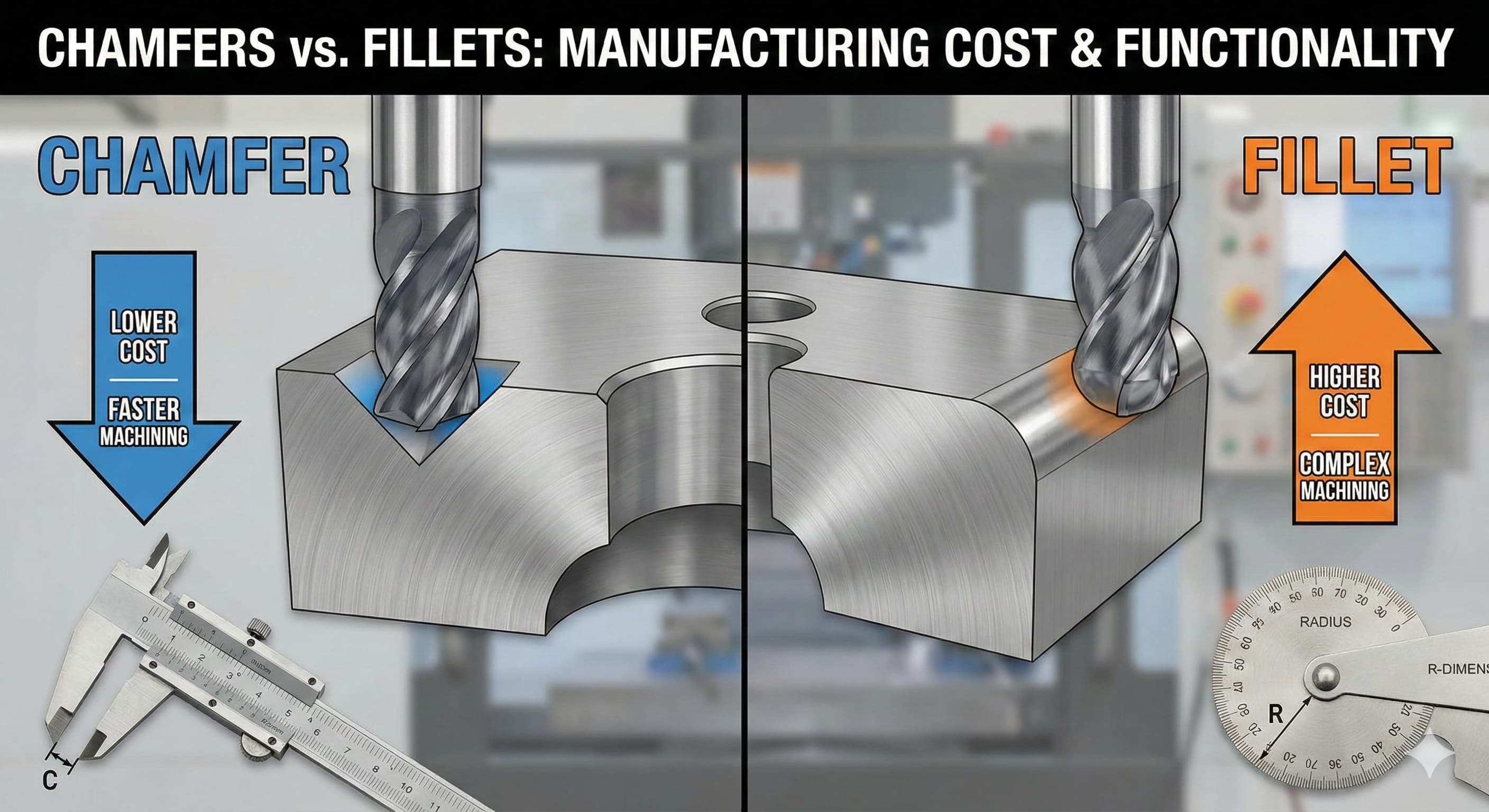
Faser representerar den enklaste geometriska lösningen – ett rakt vinkelsnitt som tar bort den vassa kanten. Standardfasvinklar varierar från 30° till 60°, med 45° som vanligast på grund av verktygstillgänglighet och enkel inspektion. Fasdimensioner följer vanligtvis notationen "C0.5" vilket indikerar en 0,5 mm fas vid 45°, även om andra vinklar kräver specifika anrop som "0.5 x 30°".
Radieringar skapar en jämn radieövergång mellan ytor och eliminerar den vinklade skärningen helt. Vanliga radieringsradier varierar från R0.2 mm för fina detaljer upp till R5.0 mm eller större för strukturella applikationer. Till skillnad från faser ger radieringar överlägsen spänningsfördelning och utmattningsbeständighet, vilket gör dem att föredra för högt belastade komponenter.
Tillverkningsimplikationerna skiljer sig avsevärt mellan dessa tillvägagångssätt. Faser kan ofta skapas med standard pinnfräsar eller fasverktyg i en enda passage, medan radieringar kräver kulfräsar eller radieverktyg med noggrant programmerade verktygsbanor för att bibehålla en jämn ytfinish.
Bearbetningsprocessanalys
Fasbearbetning utnyttjar okomplicerad skärmekanik. Standardfasverktyg har enpunkts skäreggar slipade till exakta vinklar, vilket möjliggör fullbreddssnitt i en enda passage. Detta tillvägagångssätt minimerar spindeltiden och minskar programmeringskomplexiteten. Verktygsingreppet förblir konsekvent under hela snittet, vilket möjliggör förutsägbara skärkrafter och utmärkt ytfinish.
För faser upp till 2,0 mm på material som aluminium 6061-T6 inkluderar typiska skärparametrar:
| Parameter | Värdeintervall | Optimeringsanteckningar |
|---|---|---|
| Spindelhastighet | 8 000-15 000 RPM | Högre hastigheter för mindre fasningar |
| Matningshastighet | 1 500-4 000 mm/min | Justera baserat på materialets hårdhet |
| Skärdjup | Full bredd i ett enda pass | Eliminerar flera pass |
| Verktygslivslängd | 15-25 linjära meter | Hårdmetallverktyg i aluminium |
Radieringsbearbetning innebär större komplexitet på grund av de krökta geometrikraven. Kulfräsar måste följa exakta 3D-verktygsbanor för att bibehålla konsekventa radiedimensioner. Ytfinishkvaliteten beror starkt på stegöverföringsavståndet – tätare avstånd förbättrar finishen men ökar bearbetningstiden exponentiellt.
Kritiska överväganden vid radieringsbearbetning inkluderar verktygsnedböjning, vilket blir problematiskt med små radieverktyg. En 2,0 mm kulfräs som sträcker sig 15 mm från spindeln kan böjas 0,02-0,05 mm under normala skärbelastningar, vilket direkt påverkar radienoggrannheten. Detta kräver kortare, mer styva verktyg eller reducerade skärparametrar.
Våra precisions CNC-bearbetningstjänster använder specialiserade fixturer och förkortade verktygshållare för att minimera nedböjningsproblem samtidigt som optimala skärparametrar bibehålls för både fas- och radieringsoperationer.
Kostnadsdrivareanalys
Verktygsanskaffningskostnader visar omedelbara skillnader mellan fas- och radieringsoperationer. Standardfasverktyg varierar från 45-85 € per verktyg för kvalitetskarbidalternativ, där varje verktyg kan bearbeta 15-25 linjära meter i aluminium eller 8-12 meter i stål. Specialiserade radieringsverktyg kostar 65-150 € per verktyg, beroende på radiestorlek och beläggningsspecifikationer.
Verktygsinventeringens påverkan förstärker dessa kostnader. Fasverktyg täcker breda dimensionsområden – ett enda 45° fasverktyg kan skapa vilken fasstorlek som helst, begränsad endast av verktygsdiametern. Radieringsoperationer kräver dedikerade verktyg för varje radiestorlek, vilket multiplicerar inventeringskraven. En typisk verkstad underhåller 3-4 fasverktyg jämfört med 12-18 radieverktyg för motsvarande kapacitetstäckning.
Bearbetningstidsskillnader visar sig vara ännu mer betydande än verktygskostnader i högvolymproduktion. Faser kräver vanligtvis 0,8-1,2 minuter per linjär meter kantbrytning, medan radieringar kräver 2,5-4,5 minuter per linjär meter på grund av de komplexa verktygsbanekraven och långsammare matningshastigheter som krävs av kulfräsgeometrin.
| Operation | Inställningstid | Cykel Tid/Meter | Verktygskostnad | Verktygslivslängd |
|---|---|---|---|---|
| Fasning (Standard) | 8-12 minuter | 0.8-1.2 minuter | €45-85 | 15-25 meter |
| Fasning (Komplex) | 12-18 minuter | 1.2-1.8 minuter | €65-120 | 12-18 meter |
| Radie R0.5-2.0 | 15-25 minuter | 2.5-3.5 minuter | €85-140 | 8-15 meter |
| Radie R2.0-5.0 | 12-20 minuter | 1.8-2.8 minuter | €95-150 | 12-22 meter |
Sekundära operationer påverkar också de totala kostnadsekvationerna. Fasade kanter kräver ofta lätt avgradning för att ta bort mindre verktygsmärken, vilket lägger till 0,08-0,15 € per linjär meter i manuella efterbehandlingskostnader. Väl utförda radieringsoperationer behöver vanligtvis ingen sekundär efterbehandling, även om uppnående av denna kvalitetsnivå kräver exakt maskininställning och optimala skärparametrar.
Materialspecifika överväganden
Materialegenskaper påverkar dramatiskt kostnadsekvationen mellan faser och radieringar. I aluminiumlegeringar som 6061-T6 presterar båda operationerna bra med standardverktyg och parametrar. Materialets utmärkta bearbetbarhet och spånevakueringskarakteristika stöder aggressiv skärning i båda geometrier.
Rostfria stål som 316L presenterar olika utmaningar. Materialets kallhärdningstendens gynnar fasgeometri, där konsekvent skäringrepp förhindrar bildandet av härdade lager som kan skada efterföljande snitt. Radieringsoperationer i rostfritt stål kräver noggrann uppmärksamhet på skärhastighet och matningshastighetsrelationer för att bibehålla korrekt spånbildning och undvika kallhärdning i de krökta övergångszonerna.
Höghållfasta stål över 40 HRC gynnar avsevärt fasoperationer. Den linjära skärbanan möjliggör konsekvent verktygsingrepp och förutsägbara slitagemönster. Radieringsskärning i härdade material producerar ofta vibrationer på grund av varierande skärkrafter genom hela den krökta verktygsbanan, vilket leder till dålig ytfinish och accelererat verktygsslitage.
För utmanande material kan valet av tillvägagångssätt påverka kostnaderna med 200-300 %. I Inconel 718 kan fasoperationer kosta 2,50-3,20 € per linjär meter, medan motsvarande radieringsoperationer kan nå 7,50-9,80 € per linjär meter på grund av specialiserade verktygskrav och dramatiskt reducerade skärparametrar.
När du arbetar med exotiska material eller kritiska applikationer blir specialiserade bearbetningsstrategier avgörande för att upprätthålla både kvalitet och kostnadseffektivitet.
För högprecisionsresultat, Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Design för tillverkningsoptimering
Smarta designval kan helt eliminera kostnadsdilemmat mellan fas och radiering. Strategisk detaljplacering, dimensionsstandardisering och tillverkningsmedvetna geometribeslut minskar produktionskostnaderna oavsett val av kantbrytning.
Standardisering på vanliga fasstorlekar som C0.5, C1.0 och C1.5 möjliggör maximalt verktygsutnyttjande över flera projekt. På samma sätt minskar radieringsstandardisering runt R0.5, R1.0, R2.0 och R3.0 verktygsinventeringen och inställningskomplexiteten. Delar designade runt dessa standarddimensioner drar nytta av optimerade skärparametrar och etablerad verktygslivslängdsdata.
Detaljtillgänglighet påverkar bearbetningseffektiviteten avsevärt. Faser på externa kanter kräver minimalt verktygsutrymme och kan ofta bearbetas med standardverktyg. Interna radieringar kräver hänsyn till verktygsåtkomst, utrymmeskrav och potentiell störning med arbetsstyckesfixturer.
Interaktionen mellan kantbrytningar och intilliggande detaljer skapar ytterligare kostnadsöverväganden. Faser avslutas vanligtvis rent vid korsande detaljer, medan radieringar kan kräva komplex blandningsgeometri som ökar programmeringstiden och bearbetningskomplexiteten. Dessa korsningar bör noggrant övervägas under designfasen för att undvika kostsamma överraskningar under produktionen.
Toleransspecifikationer påverkar också kostnadsrelationerna. Faser kan vanligtvis hållas till ±0,1 mm utan särskild hänsyn, medan radieringsradier under ±0,05 mm kan kräva specialiserad mätutrustning och tätare processkontroll, vilket lägger till 0,25-0,45 € per detalj till inspektionskostnaderna.
Volymproduktionsekonomi
Produktionsvolymen förändrar fundamentalt kostnadsekvationen mellan fas- och radieringsoperationer. Lågvolymprototyper och anpassat arbete gynnar starkt faser på grund av minskad inställningskomplexitet och verktygskrav. Tidsinvesteringen i radieringsprogrammering och specialiserad verktygsinställning kan inte amorteras över tillräckligt många delar för att motivera den ytterligare komplexiteten.
Vid måttliga volymer (50-500 delar) skiftar beslutspunkten baserat på delspecifika faktorer. Komplexa geometrier med flera radiekrav kan motivera dedikerade verktygsinvesteringar, medan enkla delar med minimala kantbrytningskrav fortsätter att gynna fasmetoder.
Högvolymproduktion över 1 000 delar öppnar ytterligare optimeringsmöjligheter. Dedikerade fixturer, specialiserade verktyg och optimerade program kan minska kostnaderna per del för radieringar under fasalternativ i specifika applikationer. Nyckeln ligger i en omfattande analys av alla kostnadsfaktorer, inklusive sekundära operationer, kvalitetskrav och efterföljande monteringsöverväganden.
Automatiserade produktionssystem visar särskild affinitet för fasoperationer på grund av deras förutsägbara skärkrafter och förenklade verktygsbanekrav. Obemannade tillverkningsscenarier drar nytta av den minskade komplexiteten och förbättrade tillförlitligheten hos fasprocesser.
| Volymintervall | Fasningskostnad/Del | Radiekostnad/Del | Rekommenderat tillvägagångssätt |
|---|---|---|---|
| 1-25 delar | €0.85-1.20 | €1.85-3.20 | Fasning föredras |
| 25-100 delar | €0.65-0.95 | €1.25-2.10 | Fasning vanligtvis bättre |
| 100-500 delar | €0.45-0.75 | €0.85-1.45 | Beror på komplexitet |
| 500-2000 delar | €0.35-0.55 | €0.55-0.95 | Radie konkurrenskraftig |
| 2000+ delar | €0.25-0.45 | €0.35-0.65 | Fullständig analys krävs |
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, oavsett om det optimeras för fas- eller radieringsoperationer.
Kvalitets- och inspektionsöverväganden
Kvalitetskontrollkrav påverkar avsevärt den verkliga kostnaden för fas- kontra radieringsoperationer. Fasinspektion använder okomplicerade mättekniker – grundläggande skjutmått, höjdmätare eller optiska komparatorer kan verifiera dimensioner snabbt och exakt. Standardfasanrop som "C1.0" ger tydliga, entydiga inspektionskriterier som minimerar kvalitetsdispyter och omarbete.
Radieringsinspektion kräver mer sofistikerade metoder. Radiemätare ger grundläggande verifiering för större radieringar, men precisionsmätning kräver koordinatmätmaskiner (CMM) eller specialiserad optisk utrustning. Den krökta geometrin gör det svårt att fastställa tydliga mätdatum, vilket potentiellt leder till tolkningsskillnader mellan leverantörs- och kundkvalitetsstandarder.
Ytfinishkraven skiljer sig också mellan de två metoderna. Faser uppnår vanligtvis Ra 1,6-3,2 μm direkt från bearbetningsoperationer, vilket är lämpligt för de flesta applikationer utan sekundär efterbehandling. Radieringar kräver mer noggrann uppmärksamhet på skärparametrar och verktygsbanestrategier för att uppnå motsvarande ytkvalitet, särskilt i övergångszonerna där verktygsingreppet varierar kontinuerligt.
För applikationer som kräver överlägsen ytfinish (Ra 0,8 μm eller bättre) kan radieringar faktiskt ge kostnadsfördelar. Den jämna krökta övergången eliminerar den vinklade skärningen som kan samla upp föroreningar eller skapa rengöringssvårigheter i livsmedelsklassade eller farmaceutiska applikationer.
Dokumentations- och spårbarhetskrav gynnar fasoperationer på grund av deras okomplicerade mät- och registreringsprocedurer. Kvalitetscertifikat kan tydligt ange "C1.0 ±0.1" med tillförsikt, medan radieringsdokumentation kan kräva mer komplexa geometriska dimensionerings- och toleransanrop (GD&T) för att adekvat definiera godkännandekriterier.
Applikationsspecifika rekommendationer
Strukturella applikationer som kräver maximal utmattningsbeständighet gynnar tydligt radieringsgeometri trots högre tillverkningskostnader. Den jämna spänningsövergången som tillhandahålls av korrekt utformade radieringar kan förlänga komponentens livslängd med 200-400 % jämfört med motsvarande fasade konstruktioner. Inom flyg-, fordons- eller medicintekniska applikationer där felkonsekvenserna är allvarliga visar sig den ytterligare tillverkningsinvesteringen vara motiverad.
Omvänt presterar konsumentprodukter, kapslingar och allmänna industrikomponenter ofta adekvat med fasade kanter till betydligt reducerade tillverkningskostnader. Nyckeln ligger i att matcha valet av kantbrytning till faktiska prestandakrav snarare än att som standard välja något av tillvägagångssätten utan analys.
Estetiska överväganden kan åsidosätta ren kostnadsoptimering i synliga komponenter. Radieringar ger i allmänhet ett mer raffinerat, färdigt utseende som konsumenter associerar med högre kvalitet. Detta uppfattningsvärde kan motivera ytterligare tillverkningskostnader i konsumentinriktade applikationer.
Monterings- och hanteringskrav påverkar också det optimala valet. Faser ger konsekvent, förutsägbar geometri som förenklar automatiserade monteringsprocesser och minskar risken för störningar eller bindning under pardelsparning. Radieringar, även om de är jämnare, kan skapa tvetydiga kontaktförhållanden som komplicerar automatiserade monteringssystem.
Förhållandet mellan kantbrytningar och andra tillverkningsprocesser som borroperationer bör beaktas under designoptimering för att säkerställa övergripande tillverkningseffektivitet.
Vårt omfattande tillvägagångssätt genom våra tillverkningstjänster säkerställer att valet av kantbrytning överensstämmer med dina specifika applikationskrav samtidigt som de totala produktionskostnaderna optimeras.
Framtida teknologitrender
Framväxande tillverkningstekniker omformar kostnadsdynamiken mellan fas- och radieringsoperationer. Avancerad CAM-programvara med automatiserad verktygsbaneoptimering minskar programmeringskomplexiteten som traditionellt förknippas med radieringsoperationer. Maskininlärningsalgoritmer kan nu optimera skärparametrar i realtid, vilket minskar expertisklyftan mellan fas- och radieringsbearbetning.
Höghastighetsbearbetningscentra med förbättrad spindeldynamik och vibrationskontroll gör radieringsoperationer med liten radie mer ekonomiskt genomförbara. Verktygstillverkare utvecklar specialiserade beläggningar och geometrier som förlänger verktygslivslängden i svåra radieringsapplikationer, vilket gradvis minskar kostnadsklyftan med fasoperationer.
Hybridtillverkningsmetoder som kombinerar additiva och subtraktiva processer kan så småningom eliminera beslutet om fas kontra radiering helt. Delar kan skrivas ut med integrerad radieringsgeometri och finishbearbetas för kritiska ytor, vilket fångar fördelarna med båda metoderna.
Implementering av Industri 4.0 med realtidsövervakning och prediktiva underhållsmöjligheter gynnar mer komplexa operationer som radieringar genom att tillhandahålla den processkontroll som krävs för konsekventa, repeterbara resultat. Smarta verktyg med inbäddade sensorer kan optimera skärparametrar kontinuerligt, vilket minskar den processkunskapsklyfta som traditionellt gynnade enklare fasoperationer.
Vanliga frågor
Vad är den typiska kostnadsskillnaden mellan fas- och radieringsoperationer?
Faser kostar vanligtvis 40-60 % mindre än motsvarande radieringar i standardbearbetningsoperationer. För aluminiumdelar kostar faser i genomsnitt 0,45-0,75 € per linjär meter medan radieringar varierar från 0,85-1,45 € per linjär meter, inklusive verktyg, inställning och bearbetningstid. Den exakta skillnaden beror på material, geometrisk komplexitet och produktionsvolym.
Kan faser och radieringar användas utbytbart ur ett funktionellt perspektiv?
Inte alltid. Även om båda eliminerar vassa kanter ger radieringar överlägsen spänningsfördelning och utmattningsbeständighet på grund av deras jämna radieövergångar. Faser är adekvata för allmän avgradning och säkerhetskrav men kan inte matcha radieringsprestanda i högt belastade applikationer. Strukturella komponenter under cyklisk belastning kräver vanligtvis radieringsgeometri oavsett kostnadsimplikationer.
Vilka radiestorlekar gör radieringsoperationer kostnadskonkurrenskraftiga med faser?
Större radieringsradier (R2.0 mm och över) närmar sig fasens kostnadseffektivitet på grund av mer aggressiva skärparametrar och förbättrad verktygslivslängd. Små radier under R0.8 mm kräver specialiserade verktyg och konservativa skärparametrar som ökar kostnaderna avsevärt. Övergångspunkten inträffar vanligtvis runt R1.5-2.0 mm beroende på material och produktionsvolym.
Hur påverkar materialegenskaper kostnadsekvationen för fas kontra radiering?
Hårda material över 45 HRC gynnar starkt fasoperationer på grund av konsekvent verktygsingrepp och förutsägbara slitagemönster. Mjuka, klibbiga material som rent aluminium kan faktiskt gynna radieringsoperationer eftersom den kontinuerliga skärningen förhindrar uppbyggd eggbildning. Rostfria stål och kallhärdande legeringar bearbetas i allmänhet mer ekonomiskt med fasgeometri på grund av deras känslighet för avbrutna snitt.
Vilka designfunktioner kan minimera bearbetningskostnaderna för kantbrytning oavsett geometrival?
Standardisering på vanliga storlekar (C0.5, C1.0, R0.5, R1.0) maximerar verktygsutnyttjandet och minskar inställningstiden. Att säkerställa adekvat verktygsåtkomst och utrymme eliminerar behovet av specialiserade fixturer eller förlängda verktyg. Att undvika komplexa korsningar och blandningar minskar programmeringskomplexiteten och bearbetningstiden för både fas- och radieringsoperationer.
Hur påverkar produktionsvolymen det optimala valet av kantbrytning?
Låga volymer under 100 delar gynnar starkt faser på grund av reducerade inställnings- och verktygskostnader. Medelstora volymer på 100-1000 delar skapar en beslutspunkt där delkomplexitet och prestandakrav avgör det optimala valet. Höga volymer över 1000 delar kan motivera investeringar i radieringsverktyg när funktionella krav kräver radiegeometri, vilket potentiellt uppnår kostnader per del som är konkurrenskraftiga med fasoperationer.
Vilka inspektions- och kvalitetskontrollskillnader finns mellan faser och radieringar?
Faser använder enkla mätverktyg som skjutmått och höjdmätare med tydliga dimensionsanrop. Radieringar kräver mer sofistikerad mätutrustning som radiemätare eller CMM-system för noggrann verifiering. Denna skillnad lägger till 0,15-0,35 € per detalj till inspektionskostnaderna för radieringsgeometri, vilket är särskilt viktigt i högprecisions- eller certifierade applikationer som kräver fullständiga dimensionsrapporter.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece