Sanningen om CNC-gängfräsning kontra gängning för härdade stål
Tillverkning av härdade stålkomponenter med gängade funktioner innebär ett kritiskt beslut som direkt påverkar produktionskostnader, cykeltider och detaljkvalitet. Ingenjörer som arbetar med material över 35 HRC står inför unika utmaningar där traditionella gängningsmetoder ofta misslyckas, vilket leder till trasiga verktyg, kasserade detaljer och produktionsförseningar.
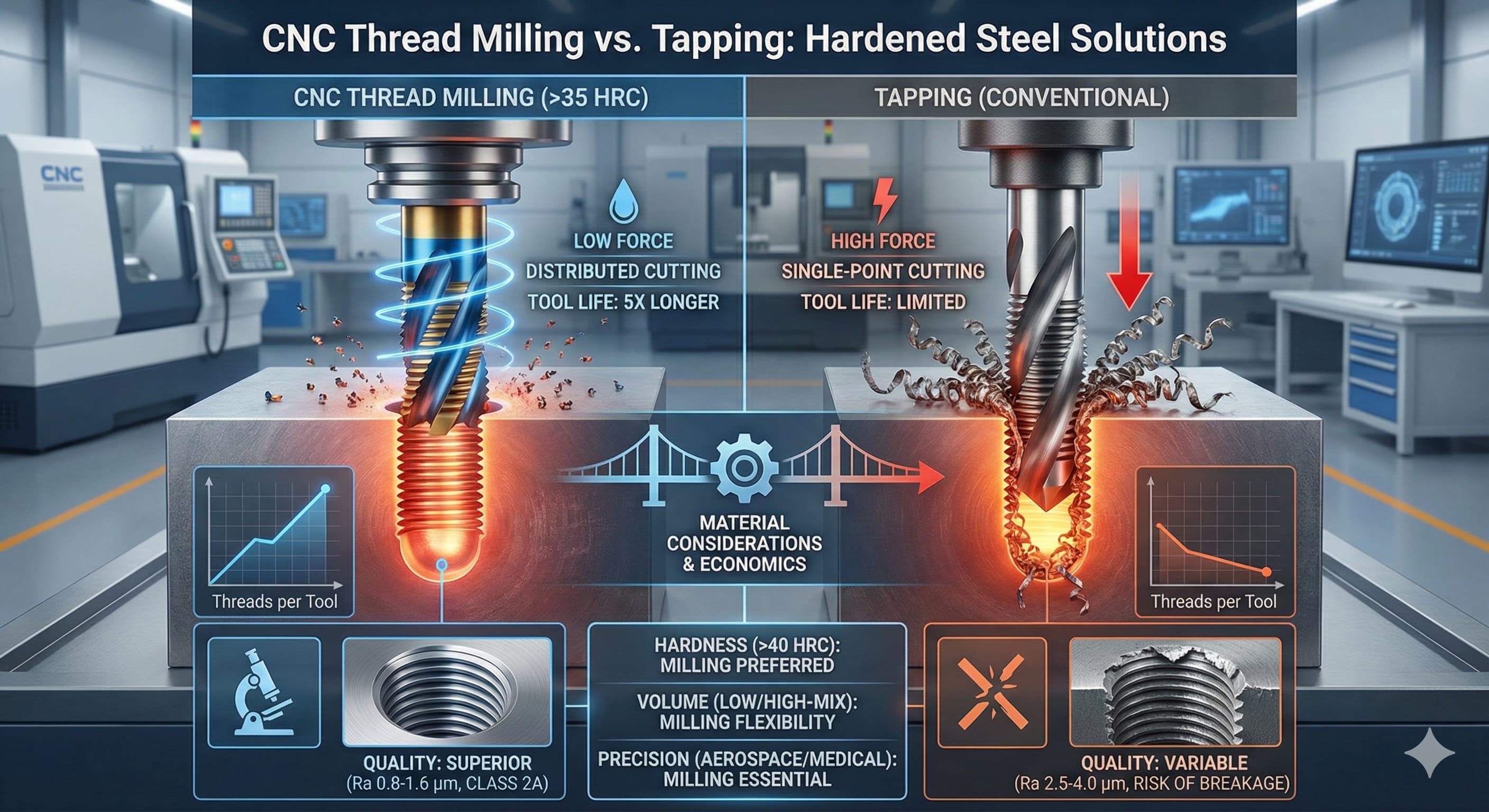
Viktiga slutsatser:
- Gängfräsning ger 3-5 gånger längre verktygslivslängd i härdade stål över 40 HRC jämfört med konventionell gängning
- De initiala verktygskostnaderna för gängfräsning är 40-60 % högre, men ROI uppnås inom 200-500 gängade hål
- Gängning förblir kostnadseffektivt för mjukare stål (under 30 HRC) och högvolymsproduktion
- Gängkvalitet och geometrisk noggrannhet gynnar fräsning för precisionsapplikationer som kräver toleranser av klass 2A eller bättre
Förstå de grundläggande skillnaderna
Gängfräsning och gängning representerar fundamentalt olika metoder för att skapa invändiga gängor i härdade stålkomponenter. Gängning förlitar sig på en enpunkts skäråtgärd där gängtappens spår samtidigt skär och formar gängprofilen genom axiell frammatning. Denna process genererar betydande skärkrafter koncentrerade vid verktygsspetsen, vilket skapar betydande spänningskoncentrationer som blir problematiska i material som kallhärdar, som 17-4 PH rostfritt stål eller verktygsstål över 45 HRC.
Gängfräsning använder däremot en flertandig fräs som rör sig i ett spiralinterpoleringsmönster runt hålets omkrets. Varje skäregg avlägsnar en liten spåna under sitt ingrepp och fördelar skärkrafterna över flera kontaktpunkter. Denna metod minskar maximala skärkrafter med 60-70 % jämfört med gängning, vilket är särskilt fördelaktigt vid bearbetning av utskiljningshärdade stål eller genomhärdade komponenter.
De kinematiska skillnaderna sträcker sig bortom kraftfördelningen. Gängning kräver perfekt synkronisering mellan spindelrotation och matningshastighet - varje avvikelse resulterar i sönderrivna gängor eller verktygsbrott. Moderna CNC-styrenheter uppnår detta genom stela gängningscykler, men begränsningar i spindelns acceleration/deceleration skapar fortfarande utmaningar. Gängfräsning eliminerar denna begränsning helt, eftersom verktygsbanan genereras genom programmerad interpolering snarare än mekanisk synkronisering.
Materialöverväganden för applikationer med härdat stål
Härdade stålsorter reagerar olika på varje gängningsprocess baserat på deras metallurgiska struktur och kallhärdningsegenskaper. Genomhärdade verktygsstål som D2 (60-62 HRC) eller A2 (58-60 HRC) innebär extrema utmaningar för gängning på grund av deras enhetliga hårdhetsfördelning och karbidinnehåll. Gängfräsning visar sig vara överlägsen i dessa applikationer, med förbättringar av verktygslivslängden som når 400-500 % jämfört med konventionella gängningsmetoder.
| Stålkvalitet | Hårdhet (HRC) | Lyckad gängning, procent | Fördel med gängfräsning | Rekommenderad metod |
|---|---|---|---|---|
| 4140 Glödgad | 22-25 | 95% | Kostnadsnackdel | Gängning |
| 4140 Q&T | 28-32 | 85% | Marginal | Båda metoderna |
| 4340 Q&T | 35-40 | 65% | Signifikant | Gängfräsning |
| 17-4 PH H900 | 40-44 | 45% | Kritiskt | Gängfräsning |
| D2 Verktygsstål | 60-62 | 15% | Väsentligt | Endast gängfräsning |
Utskiljningshärdade rostfria stål som 15-5 PH och 17-4 PH förtjänar särskild uppmärksamhet på grund av deras tendenser till kallhärdning. Dessa material kan öka i hårdhet med 5-8 HRC-punkter under bearbetning om skärparametrarna är otillräckliga. Gängning av dessa material resulterar ofta i kallhärdning framför skäreggarna, vilket leder till för tidigt verktygsfel. Gängfräsningens distribuerade skäråtgärd minimerar kallhärdningseffekterna samtidigt som den bibehåller en jämn gängkvalitet.
Ythärdade komponenter utgör en annan unik utmaning där ythårdheten kan överstiga 58 HRC medan kärnhårdheten förblir vid 25-30 HRC. Hårdhetsgradienten skapar varierande skärförhållanden som gängtappar har svårt att klara av. Gängfräsning bibehåller en jämn prestanda genom hela hårdhetsövergångszonen och producerar enhetlig gängkvalitet från yta till kärna.
Verktygslivslängd och ekonomisk analys
Jämförelsen av verktygslivslängd mellan gängfräsning och gängning i härdade stål avslöjar dramatiska skillnader som direkt påverkar tillverkningsekonomin. I genomhärdade stål över 45 HRC producerar kvalitetsgängtappar vanligtvis 15-25 godtagbara gängor före byte, medan gängfräsar kan generera 200-400 gängor under motsvarande förhållanden. Denna 10-15x förbättring av verktygslivslängden förändrar fundamentalt kostnadsekvationen trots högre initiala verktygsinvesteringar.
Tänk på ett praktiskt exempel som involverar 100 M8x1.25-gängor i 17-4 PH rostfritt stål (42 HRC). Premium spiralspårgängtappar kostar cirka 35-45 € vardera och producerar 20-30 gängor före fel. Gängfräsar kostar 120-150 €, men genererar 300-500 gängor före byte. Verktygskostnaden per gänga gynnar fräsning med 40-50 % innan man beaktar sekundära faktorer som maskinens stilleståndstid och minskning av skrot.
Cykeltidsanalysen kräver noggrann övervägning av inställnings- och programmeringskomplexitet. Gängningscykler slutförs på 8-15 sekunder per gänga beroende på djup och stigning, medan gängfräsning kräver 25-45 sekunder för motsvarande funktioner. Denna jämförelse ignorerar dock sannolikheten för gängtappsbrott och tillhörande stilleståndstid. En enda trasig gängtapp kan kräva 30-60 minuter för utdragning och hålreparation, vilket eliminerar alla cykeltidsfördelar.
För högprecisionsresultat, Få en detaljerad offert inom 24 timmar från Microns Hub.
Gängkvalitet och geometrisk noggrannhet
Skillnader i gängkvalitet mellan fräsning och gängning blir uttalade i applikationer med härdat stål där skärkrafter och verktygsnedböjning avsevärt påverkar den slutliga geometrin. Gängfräsning producerar genomgående överlägsna gängprofiler med variationer i stigningsdiameter som vanligtvis hålls inom ±0,025 mm jämfört med ±0,050 mm som kan uppnås genom gängning i härdade material.
Ytfinhetskvaliteten gynnar starkt gängfräsning i applikationer med härdat stål. De multipla skäreggarna och den optimerade spånbildningen som är karakteristisk för gängfräsar producerar Ra-värden på 0,8-1,6 μm, medan gängade gängor i liknande material vanligtvis uppvisar 2,5-4,0 μm Ra-värden. Denna förbättring blir kritisk i applikationer som kräver utmattningsbeständighet eller korrosionsbeständighet där ytjämnheter fungerar som spänningskoncentratorer eller initieringsställen för spaltkorrosion.
Geometrisk noggrannhet sträcker sig bortom ytfinhet till att inkludera gängformens noggrannhet och upprätthållande av positionstolerans. Gängfräsning bibehåller konsekventa gängvinklar (vanligtvis ±0,5°) även i varierande hårdhetszoner, medan gängade gängor kan uppvisa 1-2° variationer när gängtapparna böjs under varierande skärbelastningar. Denna noggrannhetsfördel visar sig vara väsentlig i precisionsmonteringar där gänginterferens påverkar monteringskrafter och förspänningskonsistens.
Krav på verktygsmaskiner och inställningsöverväganden
Kraven på verktygsmaskiner skiljer sig avsevärt mellan gängfräsning och gängningsoperationer, särskilt vid bearbetning av härdade stål. Gängning kräver en styv spindelkonstruktion med exakta synkroniseringsmöjligheter, vilket vanligtvis begränsar applikationerna till bearbetningscentra med dedikerade gängningscykler och tillräcklig vridmomentkapacitet. Spindeleffektkraven för gängning av härdade stål överstiger ofta 5-8 kW för M10 och större gängor på grund av höga vridmomentkrav.
Gängfräsning ställer andra krav på verktygsmaskiner och kräver exakta interpoleringsmöjligheter och stabila skärförhållanden snarare än maximalt vridmoment. De flesta moderna 3-axliga bearbetningscentra kan framgångsrikt utföra gängfräsningsoperationer, även om 5-axlig kapacitet blir fördelaktigt för vinklade eller komplexa gängade funktioner. Spindelhastigheter för gängfräsning varierar vanligtvis från 1 500-4 000 RPM beroende på fräsdiameter och material, vilket ställer måttliga krav på spindeleffektsystemen.
Programmeringskomplexitet utgör ett viktigt övervägande för produktionsimplementering. Gängning kräver enkla G84- eller G74-färdiga cykler med minimal programmeringskomplexitet, vilket gör det tillgängligt för programmerare på ingångsnivå. Gängfräsning kräver spiralinterpoleringsprogrammering (G02/G03 med samtidig Z-axelrörelse) eller specialiserad CAM-programvara med gängningsrutiner. Denna komplexitet leder till längre programmeringstid och ökade kompetenskrav för inställningspersonal.
Skärparametrar och processoptimering
Optimala skärparametrar för gängning av härdat stål varierar dramatiskt mellan gängnings- och fräsningsprocesser. Gängningsparametrar är till stor del begränsade av kraven på gängstigning - en M10x1.5-gängtapp måste avancera 1.5 mm per varv oavsett materialegenskaper. Denna begränsning tvingar fram kompromisser i valet av ythastighet, vilket ofta resulterar i suboptimala skärförhållanden för härdade material.
| Processparameter | Gängning (4340 @ 38 HRC) | Gängfräsning (4340 @ 38 HRC) | Optimeringsfördel |
|---|---|---|---|
| Skärhastighet (m/min) | 8-12 | 80-120 | Gängfräsning |
| Matningshastighet (mm/varv) | Fast (stigning) | 0.05-0.15 | Gängfräsning |
| Skärkraft (N) | 800-1,200 | 200-400 | Gängfräsning |
| Verktygsingrepp | 100% | 15-25% | Gängfräsning |
Gängfräsningsparametrar kan optimeras oberoende för skärhastighet, matningshastighet och axiellt ingrepp. Ythastigheter på 80-150 m/min kan uppnås i härdade stål med karbidgängfräsar med lämpliga beläggningar, jämfört med 8-15 m/min som är typiskt för gängningsoperationer. Denna hastighetsfördel leder direkt till förbättrad verktygslivslängd genom minskad kallhärdning och bättre spånevakuering.
Kylmedelsapplikation visar sig vara kritisk för båda processerna, men innebär olika utmaningar. Gängning kräver översvämningskylmedel eller leverans genom spindeln för att förhindra spånpackning och ge tillräcklig smörjning. Gängfräsning drar nytta av dimkylmedelsapplikation som inte stör spånevakueringen samtidigt som den ger termisk kontroll och förlängd verktygslivslängd.
Kostnadsanalys: Initial investering kontra driftsekonomi
Den ekonomiska jämförelsen mellan gängfräsning och gängning i applikationer med härdat stål kräver analys över flera kostnadskategorier, inklusive verktyg, maskintid, kvalitetskostnader och sekundära operationer. Den initiala verktygsinvesteringen gynnar starkt gängning med premiumgängtappar som kostar 35-60 € jämfört med 120-200 € för motsvarande gängfräsar. Denna analys förändras dock dramatiskt när man beaktar verktygslivslängd och total kostnad per gänga.
Driftkostnadsanalysen måste beakta sannolikheten för gängtappsbrott och tillhörande återställningskostnader. Utdragning av trasiga gängtappar i härdade stålkomponenter kräver ofta elektrisk urladdningsbearbetning (EDM) eller specialiserade utdragningsverktyg, med kostnader som når 200-500 € per incident inklusive arbete och potentiellt skrot. Gängfräsning eliminerar praktiskt taget brottsrisken på grund av lägre skärkrafter och överlägsen spånevakuering.
Kvalitetskostnaderna gynnar avsevärt gängfräsning i applikationer med härdat stål. Förbättrad gänggeometri och ytfinhet minskar sannolikheten för monteringsproblem, korsgängning eller för tidigt fogfel. Dessa kvalitetsförbättringar leder till minskade garantikostnader och förbättrad kundnöjdhet, även om kvantifiering kräver applikationsspecifik analys.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer som krävs för optimala gängningslösningar i härdade stålkomponenter.
Applikationsspecifika rekommendationer
Flyg- och rymdapplikationer som involverar utskiljningshärdade rostfria stål eller titanlegeringar gynnar starkt gängfräsning på grund av materialets kallhärdningsegenskaper och stränga kvalitetskrav. Komponenter som landningsställ, motorfästen och strukturella beslag kräver gängkvalitet som konsekvent uppfyller eller överträffar specifikationskraven. Den överlägsna geometriska noggrannheten och ytfinheten som uppnås genom gängfräsning motiverar den extra cykeltiden i dessa kritiska applikationer.
Biltillämpningar presenterar mer nyanserade urvalskriterier där produktionsvolym och komponentkritikalitet påverkar processvalet. Högvolymstransmissionskomponenter eller motorblock kan motivera gängning för gängor i genomhärdade områden under 35 HRC, medan specialkomponenter med låg volym drar nytta av gängfräsningens flexibilitet och kvalitetsfördelar. Förmågan att producera flera gängstorlekar med en enda gängfräs ger betydande fördelar i produktionsmiljöer med låg volym och hög mix.
Tillverkning av medicintekniska produkter, särskilt ortopediska implantat och kirurgiska instrument, kräver gängfräsning för biokompatibla material som 17-4 PH rostfritt stål eller titanlegeringar. Den överlägsna ytfinheten och geometriska noggrannheten påverkar direkt enhetens prestanda och livslängd. Gängfräsningens förmåga att bibehålla en jämn kvalitet över varierande hårdhetszoner visar sig vara väsentlig i komponenter som kräver omfattande värmebehandling eller ytmodifieringsprocesser.
För tillverkare som söker omfattande lösningar utöver gängningsoperationer kan tjänster för plåtbearbetning tillhandahålla integrerade tillverkningsmetoder som optimerar den totala komponentproduktionen. På samma sätt omfattar våra tillverkningstjänster hela utbudet av processer som krävs för komplexa härdade stålkomponenter.
Integration med avancerade tillverkningsprocesser
Gängfräsningsintegration med avancerade tillverkningsprocesser som svarvar med drivna verktyg ger betydande fördelar vid tillverkning av komplexa komponenter. Fleraxliga bearbetningscentra kan kombinera svarvning, fräsning och gängningsoperationer i enstaka inställningar, vilket minskar hanteringstiden och förbättrar de geometriska relationerna mellan funktioner. Denna integration visar sig vara särskilt värdefull i härdade stålkomponenter där flera inställningar ökar risken för kallhärdning och dimensionsvariation.
Hård svarvning följt av gängfräsning representerar en framväxande metod för komponenter som kräver omfattande bearbetning i härdat tillstånd. Denna sekvens minimerar värmebehandlingsförvrängning samtidigt som den bibehåller överlägsen gängkvalitet jämfört med bearbetning före härdning och efterföljande värmebehandling. Kombinationen visar sig vara särskilt effektiv för komponenter som kräver geometriska toleranser som är snävare än vad som kan uppnås genom konventionell värmebehandling och slipningssekvenser.
Additiv tillverkningsintegration representerar en framtida möjlighet där gängfräsning ger överlägsen gängkvalitet jämfört med som-utskrivna gängor. Komponenter som produceras genom selektiv lasersmältning (SLM) eller elektronstrålesmältning (EBM) kräver ofta efterbearbetning för kritiska gängade funktioner. Gängfräsning klarar de varierande ytförhållandena och materialegenskaperna som är karakteristiska för additivt tillverkade komponenter bättre än konventionella gängningsmetoder.
Framtida trender och teknikutveckling
Framväxande verktygsbeläggningstekniker fortsätter att förbättra gängfräsningsprestandan i applikationer med härdat stål. Avancerade beläggningssystem som AlCrN och diamantliknande kol (DLC) ger förbättrad slitstyrka och minskade friktionskoefficienter, vilket förlänger verktygslivslängden med ytterligare 30-50 % jämfört med konventionella TiAlN-beläggningar. Dessa utvecklingar stärker ytterligare de ekonomiska fördelarna med gängfräsning i krävande applikationer.
Adaptiva bearbetningstekniker som övervakar skärkrafter och automatiskt justerar parametrar visar särskilt lovande för gängfräsningsapplikationer. Dessa system kan detektera kallhärdningsförhållanden eller verktygsslitage och modifiera skärparametrarna i realtid för att bibehålla optimal prestanda. Sådana funktioner visar sig vara särskilt värdefulla i applikationer med härdat stål där materialegenskaperna kan variera inom enskilda komponenter.
Höghastighetsgängfräsning representerar en framväxande trend där skärhastigheter som närmar sig 200-300 m/min blir möjliga genom specialiserade verktyg och verktygsmaskindesigner. Dessa utvecklingar lovar att eliminera den cykeltidsnackdel som traditionellt förknippas med gängfräsning samtidigt som de bibehåller överlägsen gängkvalitet och verktygslivslängdsegenskaper.
Vanliga frågor
Vilket hårdhetströskelvärde gör gängfräsning mer kostnadseffektivt än gängning i stål?
Brytpunkten inträffar vanligtvis runt 32-35 HRC, där gängtappsbrottsfrekvensen börjar öka avsevärt medan gängfräsens prestanda förblir stabil. Över 40 HRC blir gängfräsning ekonomiskt överlägsen i de flesta applikationer på grund av dramatiskt förbättrad verktygslivslängd och minskade skrothastigheter.
Kan gängfräsning producera gängor med samma noggrannhetsstandarder som gängning?
Gängfräsning producerar konsekvent överlägsen noggrannhet jämfört med gängning i härdade stål, med stigningsdiametertoleranser som vanligtvis är 40-50 % snävare. Ytfinhetsförbättringar på 50-60 % är vanliga, vilket gör gängfräsning till det föredragna valet för precisionsapplikationer som kräver klass 2A-passningar eller bättre.
Hur påverkar programmeringskomplexiteten implementeringen av gängfräsning?
Modern CAM-programvara har till stor del eliminerat problem med programmeringskomplexitet genom specialiserade gängningsrutiner och automatiserad verktygsbanegenerering. Inställningstiden ökar med cirka 15-20 % jämfört med gängning, men denna investering återvinns inom de första få produktionsdelarna genom förbättrad kvalitet och minskat skrot.
Vilka verktygsmaskinmodifieringar krävs för gängfräsning av härdade stål?
De flesta befintliga 3-axliga bearbetningscentra kan utföra gängfräsning utan modifiering, förutsatt att de har tillräcklig spindeleffekt (vanligtvis 3-5 kW minimum) och spiralinterpoleringskapacitet. Kylmedelsleverans genom spindeln, även om det är fördelaktigt, är inte obligatoriskt för framgångsrika gängfräsningsoperationer.
Hur skiljer sig kraven på skärvätska mellan gängfräsning och gängning?
Gängfräsning kräver vanligtvis mindre aggressiv kylmedelsleverans än gängning, med dimkylmedel som ofta är tillräckligt för de flesta applikationer. Gängning kräver översvämningskylmedel eller leverans genom spindeln för att förhindra spånpackning och ge tillräcklig smörjning i den begränsade skärzonen.
Vilka gängstorlekar gynnar varje process i applikationer med härdat stål?
Gängfräsning visar ökande fördelar när gängstorleken ökar, med M6 och större gängor som vanligtvis gynnar fräsning i härdade stål. Mindre gängor (M3-M5) kan fortfarande motivera gängning i måttligt hårda material (30-35 HRC) beroende på produktionsvolym och kvalitetskrav.
Hur påverkar batchstorleken den ekonomiska jämförelsen mellan processer?
Högvolymsproduktion (>10 000 stycken årligen) kan motivera gängning för måttligt hårda stål på grund av snabbare cykeltider, medan lågvolymsproduktion med hög mix starkt gynnar gängfräsningens flexibilitet och kvalitetskonsistens. Brytpunkten varierar med materialhårdhet och gängspecifikationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece