V-Grooving: Criando Dobras Precisas em Chapas Metálicas Arquitetônicas
Dobras precisas e nítidas em chapas metálicas arquitetônicas exigem mais do que a conformação padrão em prensa dobradeira — exigem V-grooving, uma técnica especializada que remove material ao longo de linhas predeterminadas para criar dobras limpas e precisas. Este processo permite raios de curvatura tão pequenos quanto 0,5 mm, mantendo a integridade estrutural em materiais desde Al 6061-T6 até aços inoxidáveis de alta resistência.
Principais Conclusões
- O V-grooving alcança raios de curvatura 60-80% menores do que a conformação convencional em prensa dobradeira, eliminando as concentrações de tensão do material
- Os cálculos da profundidade do sulco devem levar em conta a espessura do material, o ângulo de curvatura e as características de retorno elástico específicas de cada liga
- A geometria adequada da ferramenta e as taxas de avanço evitam o encruamento e os defeitos de superfície em acabamentos de nível arquitetônico
- A relação custo-benefício surge em tiragens de produção de médio a alto volume, onde a precisão justifica a etapa de processamento adicional
Fundamentos do V-Grooving e Comportamento do Material
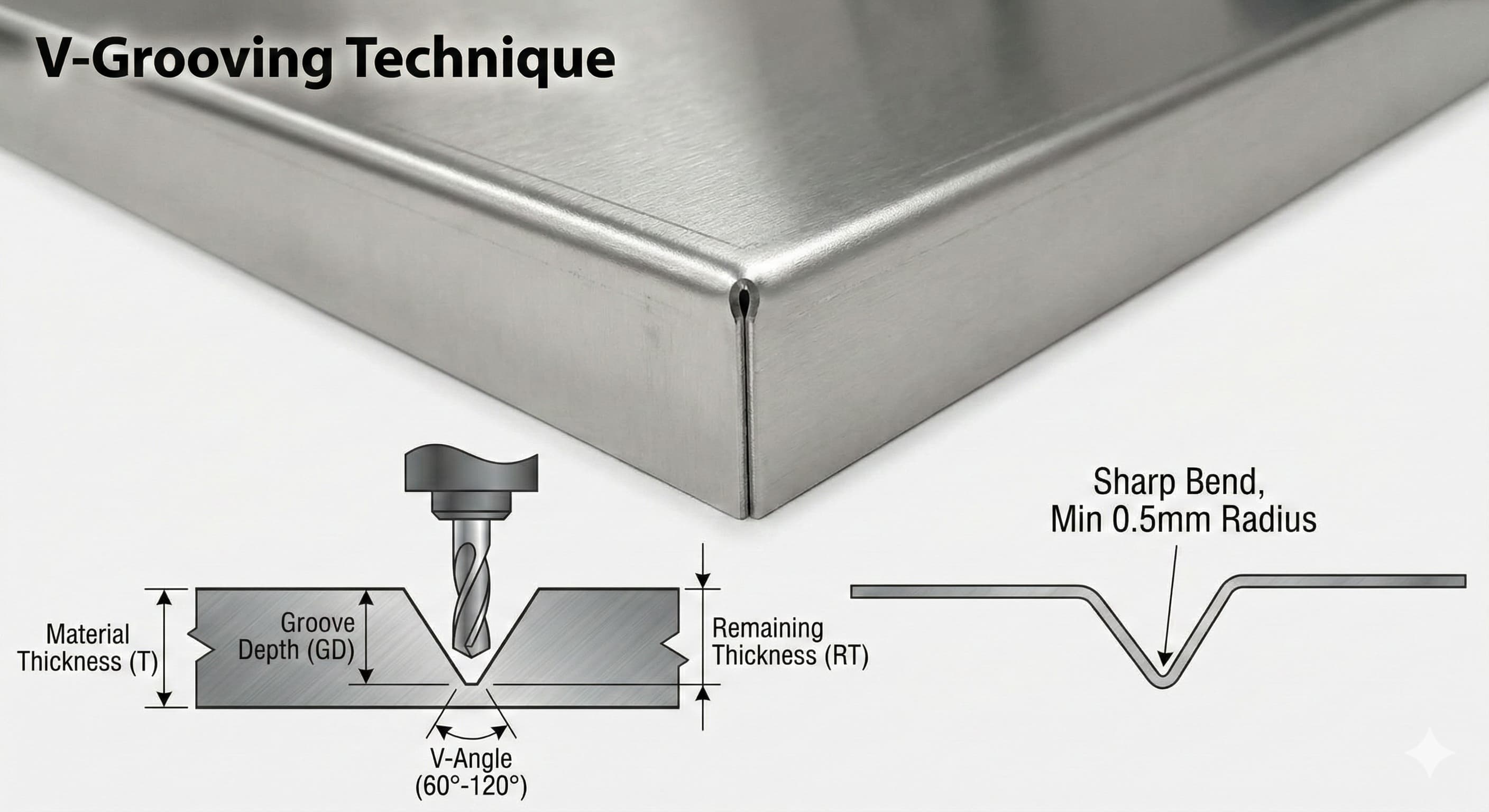
O V-grooving cria uma fraqueza controlada ao longo da linha de dobra, removendo uma seção triangular de material da superfície externa. Ao contrário do corte ou perfuração, este processo mantém a continuidade do material, permitindo dobras nítidas que de outra forma rachariam ou enrugariam. A geometria do sulco segue relações matemáticas específicas com base nas propriedades do material e nos ângulos de dobra desejados.
O cálculo da profundidade crítica para V-grooves segue a fórmula: Profundidade do Sulco = (Espessura do Material - Espessura Remanescente Desejada) onde a espessura remanescente normalmente varia de 0,15 mm a 0,30 mm, dependendo da qualidade do material e dos requisitos da aplicação. Para Al 6061-T6 com 2,0 mm de espessura, visando uma dobra de 90 graus, a profundidade ideal do sulco atinge 1,7 mm, deixando 0,3 mm de material para formar a dobradiça.
A seleção do material impacta significativamente as taxas de sucesso do V-grooving. As ligas de alumínio demonstram excelentes características de V-grooving, com o 6061-T6 oferecendo formabilidade superior em comparação com a maior resistência do 7075-T6, mas ductilidade reduzida.Entender o comportamento da liga de alumínio durante as operações de dobra torna-se crucial para prevenir microfissuras ao longo das bordas do sulco.
| Grau do Material | Profundidade Máxima do Sulco (%) | Raio Mínimo de Dobra (mm) | Fator de Retorno Elástico | Índice de Custo (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Aço Carbono | 82% | 0.8 | 1.08 | €2.10 |
Especificações de Ferramentas e Equipamentos
O V-grooving requer ferramentas especializadas projetadas para criar perfis de sulco consistentes, mantendo a integridade do acabamento superficial. Sistemas baseados em roteadores usando brocas com ponta de metal duro representam a abordagem mais comum para aplicações arquitetônicas, oferecendo controle superior sobre a geometria do sulco em comparação com alternativas de laser ou jato d'água.
As especificações da geometria da ferramenta impactam diretamente a qualidade do resultado. As brocas de roteador V-groove apresentam ângulos incluídos normalmente variando de 60 a 120 graus, com ferramentas de 90 graus fornecendo equilíbrio ideal entre eficiência de remoção de material e retenção de resistência estrutural. A geometria da aresta de corte incorpora ângulos de alívio específicos — normalmente 12-15 graus de alívio primário com 3-5 graus de alívio secundário — para minimizar as forças de corte e evitar o encruamento.
As taxas de avanço e as velocidades do fuso exigem otimização cuidadosa com base nas propriedades do material. Para ligas de alumínio, os parâmetros ideais incluem velocidades do fuso de 18.000-24.000 RPM com taxas de avanço de 2,5-4,0 m/min. As classes de aço inoxidável exigem velocidades reduzidas (12.000-16.000 RPM) com taxas de avanço proporcionalmente mais lentas (1,5-2,5 m/min) para evitar a geração excessiva de calor que poderia alterar a microestrutura do material.
Os modernos serviços de usinagem CNC de precisão incorporam sistemas de controle de avanço adaptáveis que ajustam automaticamente os parâmetros de corte com base no feedback de força em tempo real, garantindo qualidade de sulco consistente em zonas de espessura e dureza de material variáveis.
Parâmetros do Processo e Controle de Qualidade
O V-grooving bem-sucedido depende do controle preciso de múltiplas variáveis interdependentes. A tolerância da profundidade do sulco normalmente mantém ±0,05 mm em todo o comprimento da linha de dobra, exigindo monitoramento contínuo por meio de sistemas de medição de contato ou sem contato. O desvio além desses limites resulta em ângulos de dobra inconsistentes ou potencial falha do material durante a conformação.
A rugosidade da superfície dentro do sulco afeta significativamente a estética final da peça e a resistência à corrosão. As aplicações arquitetônicas normalmente especificam valores Ra abaixo de 1,6 μm ao longo das superfícies do sulco, alcançáveis por meio da seleção adequada da ferramenta e aplicação de fluido de corte. Fluidos de corte sintéticos com aditivos de extrema pressão evitam a formação de aresta postiça, mantendo um excelente acabamento superficial.
Para resultados de alta precisão, receba um orçamento detalhado em 24 horas da Microns Hub.
A consistência do perfil do sulco em todas as tiragens de produção requer a implementação do controle estatístico do processo. Os pontos de controle críticos incluem variação da profundidade do sulco, consistência do ângulo da parede lateral e medições de rugosidade da superfície feitas em intervalos predeterminados. Os gráficos de controle que rastreiam esses parâmetros permitem a manutenção proativa da ferramenta e o ajuste dos parâmetros antes que ocorra a degradação da qualidade.
Gerenciamento de Temperatura Durante o Processamento
A geração de calor durante as operações de V-grooving pode impactar significativamente as propriedades do material e a precisão dimensional. Temperaturas excessivas promovem a migração do contorno do grão em ligas de alumínio, potencialmente reduzindo a resistência à fadiga ao longo da linha de dobra. O monitoramento da temperatura usando sensores infravermelhos garante que as temperaturas de processamento permaneçam abaixo dos limites críticos — normalmente 150°C para ligas de alumínio e 200°C para classes de aço inoxidável.
As estratégias de resfriamento vão além da aplicação convencional de refrigerante de inundação. Os sistemas de resfriamento criogênico usando nitrogênio líquido ou dióxido de carbono fornecem controle de temperatura superior, eliminando preocupações com contaminação relacionada ao refrigerante, críticas em aplicações arquitetônicas que exigem acabamentos de superfície impecáveis.
Operações de Conformação e Precisão da Dobra
A operação de conformação após o V-grooving requer técnicas especializadas para obter as dobras nítidas que justificam o custo de processamento adicional. As ferramentas padrão de prensa dobradeira mostram-se inadequadas para peças com V-groove, necessitando de projetos de punção e matriz personalizados que acomodem a espessura reduzida do material ao longo das linhas de dobra.
A precisão do ângulo de dobra depende fortemente dos cálculos de compensação de retorno elástico específicos para cada material e configuração de sulco. Os fatores de retorno elástico variam significativamente entre as classes de material, variando da correção mínima (1-2 graus) para ligas de alumínio encruadas ao trabalho à compensação substancial (8-12 graus) para classes de aço inoxidável de alta resistência.
As matrizes de conformação personalizadas incorporam recursos de alívio que evitam a interferência com a geometria do V-groove durante a operação de dobra. Essas matrizes apresentam área de contato reduzida ao longo da linha do sulco, mantendo o suporte total para o material circundante, evitando a deformação localizada que poderia comprometer a qualidade da dobra.
| Ângulo de Dobra | Retorno Elástico do Al 6061-T6 | Retorno Elástico do SS 316L | Sobre-dobra Necessária | Alcance da Tolerância |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Análise de Custo e Considerações Econômicas
A economia do V-grooving depende de vários fatores, incluindo custos de material, tempo de processamento, requisitos de ferramentas e especificações de qualidade. A etapa de processamento adicional normalmente adiciona €0,15-0,35 por metro linear de sulco, variando com a espessura do material e os níveis de precisão exigidos.
A análise de ponto de equilíbrio revela que a relação custo-benefício do V-grooving surge em torno de 50-75 peças para componentes arquitetônicos típicos. Abaixo desse limite, técnicas alternativas, como corte a laser com microjuntas, podem ser mais econômicas. Acima de 200 peças, o V-grooving demonstra claras vantagens de custo, oferecendo resultados estéticos superiores.
As considerações sobre a vida útil da ferramenta impactam significativamente os custos por peça. As brocas de metal duro normalmente atingem 2.500-4.000 metros lineares de ranhura em ligas de alumínio antes de exigir substituição, enquanto as aplicações de aço inoxidável reduzem a vida útil da ferramenta para 800-1.200 metros lineares. As ferramentas revestidas de diamante estendem a vida útil em 3-4x, mas aumentam os custos iniciais de ferramentas em €200-300 por ferramenta.
Integração de Acabamento de Superfície
As operações de V-grooving devem considerar os processos de acabamento downstream para otimizar os custos totais de produção. As aplicações de revestimento em pó exigem considerações específicas de tolerância, pois a espessura do revestimento varia entre as áreas do sulco e as superfícies planas.
Os processos de anodização apresentam desafios únicos para componentes de alumínio com V-groove. A espessura reduzida do material ao longo das linhas do sulco cria variações na densidade da corrente durante a anodização, potencialmente resultando em variações de cor. Fixações de anodização especializadas e sistemas de distribuição de corrente abordam esses desafios, mas adicionam €0,25-0,45 por peça nos custos de processamento.
Garantia de Qualidade e Protocolos de Inspeção
A garantia de qualidade abrangente para componentes com V-groove vai além da verificação dimensional para incluir a avaliação da integridade do material e a avaliação da resistência à fadiga. Os protocolos de inspeção visual identificam defeitos potenciais, incluindo microfissuras, marcas de ferramentas e contaminação da superfície que podem comprometer o desempenho a longo prazo.
A inspeção dimensional utiliza máquinas de medição de coordenadas (MMC) equipadas com software especializado para análise do perfil do sulco. As medições críticas incluem consistência da profundidade do sulco, verificação do ângulo da parede lateral e precisão do ângulo de dobra após as operações de conformação. Os planos de amostragem estatística baseados em MIL-STD-105E fornecem frequências de inspeção apropriadas, mantendo o controle de custos.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com o fabricante que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e nossa abordagem de serviços de fabricação integrados significam que cada projeto de V-grooving recebe a atenção aos detalhes que merece, desde a consulta inicial de design até a verificação final da qualidade.
Métodos de teste não destrutivos verificam a integridade do material ao longo das linhas do sulco sem comprometer a funcionalidade da peça. A inspeção por líquido penetrante revela defeitos de quebra de superfície, enquanto o teste de corrente parasita identifica falhas subsuperficiais que podem se propagar durante o carregamento em serviço. Esses protocolos de teste provam ser particularmente críticos para aplicações arquitetônicas estruturais onde as consequências da falha justificam os custos adicionais de inspeção.
Considerações sobre o Desempenho da Fadiga
As dobras com V-groove introduzem fatores de concentração de tensão que devem ser avaliados para aplicações carregadas ciclicamente. A modelagem de análise de elementos finitos (FEA) prevê a vida útil à fadiga com base na geometria do sulco, propriedades do material e condições de carregamento previstas. Os fatores de concentração de tensão normalmente variam de 1,8 a 2,4, dependendo da profundidade do sulco e das especificações do raio.
Os protocolos de teste de fadiga seguindo os padrões ASTM D7791 validam as previsões analíticas por meio de testes de laboratório controlados. Os componentes de amostra são submetidos a carregamento cíclico em níveis de tensão representando 150% das condições de serviço previstas, com critérios de falha definidos como propagação visível de trincas além dos limites do sulco.
Diretrizes de Design e Melhores Práticas
O design eficaz do V-groove requer consideração cuidadosa das relações geométricas, restrições de material e limitações de fabricação. As diretrizes de design evitam armadilhas comuns, otimizando as características de fabricação e desempenho.
As especificações de distância mínima entre sulcos adjacentes evitam o enfraquecimento do material que poderia comprometer a integridade estrutural. Para ligas de alumínio, o espaçamento mínimo é igual a 5 vezes a espessura do material, enquanto as classes de aço inoxidável exigem 6 vezes a espessura do material devido às características de encruamento mais altas. Um espaçamento mais próximo exige análise de elementos finitos para verificar margens de resistência adequadas.
Os detalhes de terminação do sulco impactam significativamente a estética e o desempenho estrutural. Terminações afiladas estendendo-se 2-3 mm além da linha de dobra necessária evitam concentrações de tensão, mantendo uma aparência visual limpa. Terminações abruptas do sulco criam concentradores de tensão que podem iniciar a propagação de trincas sob condições de carregamento cíclico.
| Parâmetro de Design | Ligas de Alumínio | Aço Inoxidável | Aço Carbono | Impacto no Custo |
|---|---|---|---|---|
| Espaçamento Mínimo do Sulco | 5x espessura | 6x espessura | 4x espessura | Alta densidade = +15% |
| Comprimento Máximo do Sulco | 3000 mm | 2500 mm | 3500 mm | Comprimento >2m = +8% |
| Afilamento da Terminação | 2.5 mm | 3.0 mm | 2.0 mm | Característica padrão |
| Rugosidade da Superfície | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Aplicações Avançadas e Técnicas Emergentes
As aplicações emergentes de V-grooving ultrapassam os limites tradicionais por meio de abordagens inovadoras e sistemas de ferramentas avançados. As máquinas CNC multi-eixo permitem geometrias de sulco compostas que criam formas tridimensionais complexas impossíveis por meio de técnicas convencionais.
O V-grooving assistido por laser representa uma abordagem híbrida que combina mecanismos de remoção de material térmico e mecânico. O pré-aquecimento do material imediatamente à frente da ferramenta de corte reduz as forças de corte em 30-40%, permitindo sulcos mais profundos em materiais de alta resistência anteriormente considerados inadequados para V-grooving convencional.
Sistemas de controle adaptáveis incorporando feedback de força e temperatura em tempo real otimizam os parâmetros de corte continuamente durante toda a operação de ranhura. Algoritmos de aprendizado de máquina analisam dados históricos para prever combinações de parâmetros ideais com base nas variações do lote de material e nas condições de desgaste da ferramenta, melhorando a consistência e reduzindo os requisitos de habilidade do operador.
Integração com Fabricação Digital
A tecnologia de gêmeo digital permite a otimização virtual dos parâmetros de V-grooving antes do início da produção física. Modelos abrangentes incorporando propriedades do material, geometria da ferramenta e dinâmica da máquina preveem condições de corte ideais, identificando potenciais problemas de qualidade antes que ocorram na produção.
Sistemas de inspeção automatizados usando tecnologia de visão de máquina fornecem verificação dimensional de 100% da geometria do sulco sem impactar o rendimento da produção. Câmeras de alta resolução combinadas com projeção de luz estruturada criam perfis 3D detalhados de cada sulco, comparando os resultados com as especificações CAD com capacidades de resolução abaixo de 0,01 mm.
Solução de Problemas de Defeitos Comuns
Procedimentos sistemáticos de análise e correção de defeitos garantem qualidade consistente de V-grooving em diferentes condições de produção. Entender as causas básicas permite a resolução rápida de problemas, evitando problemas recorrentes de qualidade.
Marcas de vibração ao longo das superfícies do sulco normalmente resultam de rigidez insuficiente da máquina ou parâmetros de corte inadequados. As soluções incluem reduzir as taxas de avanço em 20-30%, aumentar a velocidade do fuso dentro das faixas recomendadas ou implementar acessórios de amortecimento de vibração. A vibração severa pode exigir análise dinâmica da máquina para identificar frequências ressonantes.
A variação da profundidade do sulco excedendo ±0,05 mm geralmente indica desgaste da ferramenta, folga da máquina ou problemas de deflexão da peça de trabalho. A medição sistemática da profundidade do sulco em intervalos regulares identifica padrões de tendência que permitem a substituição preditiva da ferramenta antes que ocorra a degradação da qualidade. A fixação da peça de trabalho deve fornecer rigidez adequada para evitar a deflexão sob as forças de corte.
Desafios Específicos do Material
O encruamento em classes de aço inoxidável cria desgaste progressivo da ferramenta e degradação da qualidade da superfície. As estratégias de mitigação incluem aplicação otimizada de fluido de corte, velocidades de corte reduzidas e revestimentos de ferramentas especializados projetados para aplicações de aço inoxidável. Os revestimentos de TiAlN demonstram desempenho superior em comparação com as alternativas de TiN padrão.
A formação de aresta postiça nas ferramentas de corte degrada o acabamento da superfície, criando imprecisões dimensionais. Este fenômeno mostra-se mais problemático com ligas de alumínio contendo alto teor de silício. Arestas de corte afiadas, velocidades de corte apropriadas e evacuação eficaz de cavacos evitam a formação de aresta postiça, prolongando a vida útil da ferramenta.
Perguntas Frequentes
Qual é a espessura mínima do material adequada para V-grooving?
O V-grooving funciona efetivamente em materiais tão finos quanto 0,8 mm, embora os resultados ideais ocorram com espessuras de 1,5 mm e acima. Materiais mais finos exigem ferramentas especializadas e podem atingir ângulos de dobra limitados devido a restrições estruturais ao longo da linha do sulco.
Como o V-grooving afeta a resistência do material em comparação com a dobra padrão?
O V-grooving reduz a área da seção transversal ao longo da linha de dobra, normalmente diminuindo a resistência local em 15-25%, dependendo da profundidade do sulco. No entanto, a eliminação do encruamento e das tensões residuais geralmente resulta em desempenho de fadiga superior em comparação com os métodos de dobra convencionais.
As peças com V-groove podem ser soldadas ou unidas a outros componentes?
Sim, os componentes com V-groove aceitam métodos de união padrão, incluindo soldagem, brasagem e fixação mecânica. A soldagem requer gerenciamento cuidadoso do calor para evitar distorção ao longo das áreas finas do sulco. A soldagem TIG com configurações de amperagem reduzidas normalmente fornece resultados ideais.
Quais tolerâncias são alcançáveis para ângulos de dobra em peças com V-groove?
Tolerâncias de ângulo de dobra de ±0,5° são rotineiramente alcançáveis para ângulos de até 90°, com ±1,0° típico para dobras mais nítidas de até 150°. Tolerâncias mais apertadas exigem operações secundárias ou técnicas de conformação especializadas que aumentam os custos de processamento em 20-30%.
Como o acabamento da superfície no sulco afeta a aparência final da peça?
O acabamento da superfície do sulco impacta diretamente a aparência final da linha de dobra, particularmente em acabamentos escovados ou polidos. Valores Ra abaixo de 1,6 μm garantem que a área do sulco se misture perfeitamente com as superfícies circundantes após a conformação, enquanto acabamentos mais ásperos podem permanecer visíveis como uma linha distinta.
O V-grooving é adequado para aplicações arquitetônicas externas?
O V-grooving prova ser excelente para aplicações externas quando devidamente projetado e acabado. A espessura reduzida do material ao longo das linhas de dobra requer consideração durante o planejamento da proteção contra corrosão, mas componentes de alumínio devidamente anodizados ou aço inoxidável passivado demonstram durabilidade equivalente às peças formadas convencionalmente.
Quais são os prazos de entrega típicos para componentes arquitetônicos com V-groove?
Os prazos de entrega dependem da complexidade e da quantidade, mas normalmente variam de 5 a 10 dias úteis para painéis arquitetônicos padrão. Os requisitos de ferramentas personalizadas podem adicionar 3-5 dias aos pedidos iniciais, enquanto os pedidos repetidos usando ferramentas existentes mantêm os prazos de entrega padrão.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece