Raios de Curvatura Mínimos: Evitando Rachaduras em Alumínio 5052 vs. 6061
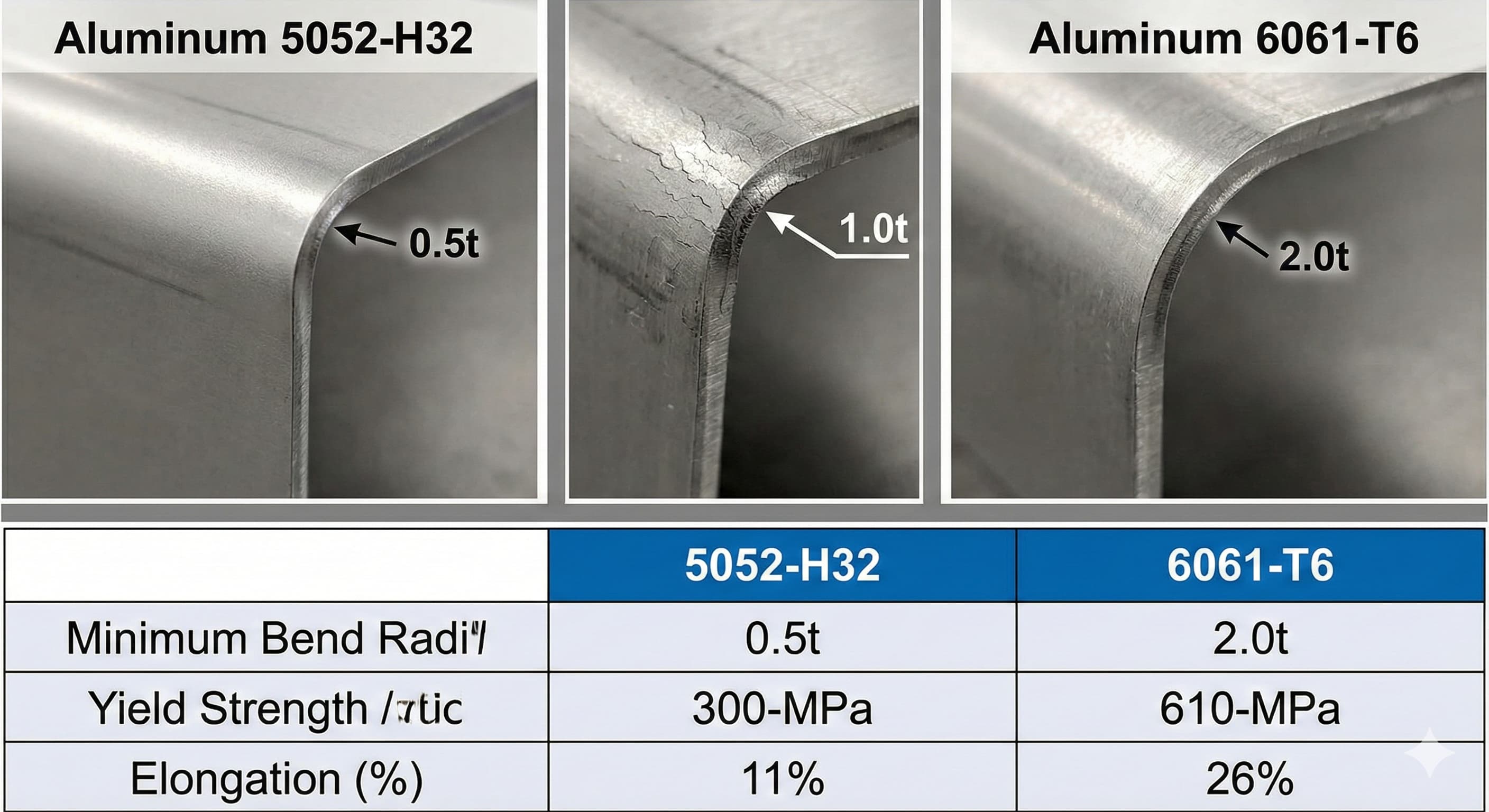
Falhas de curvatura do alumínio custam milhões anualmente aos fabricantes europeus, com as ligas 5052 e 6061 representando mais de 70% das aplicações de chapas metálicas. A diferença crítica reside nos requisitos de raio de curvatura mínimo: 5052-H32 tolera a curvatura até 0,5t (espessura do material), enquanto 6061-T6 exige um mínimo de 2,0t para evitar microfissuras.
- Impacto da Seleção do Material: Al 5052-H32 oferece formabilidade superior com raios de curvatura tão apertados quanto 0,5t, enquanto Al 6061-T6 requer raio mínimo de 2,0t para evitar fraturas por tensão
- Estado de Têmpera Crítico: Condições recozidas (têmpera O) reduzem o raio de curvatura mínimo em 40-60% em comparação com estados encruados ou endurecidos por precipitação
- Direção do Grão Importa: Curvar paralelamente à direção de laminação aumenta o raio de curvatura mínimo em 25-30% devido ao alinhamento da estrutura do grão
- Equilíbrio Custo-Qualidade: A especificação correta do raio de curvatura evita 95% das falhas de rachaduras, mantendo a precisão dimensional dentro de ±0,1 mm
Compreendendo os Fundamentos da Liga de Alumínio para Aplicações de Curvatura
A diferença fundamental entre o alumínio 5052 e 6061 reside em sua composição metalúrgica e mecanismos de fortalecimento. Al 5052 pertence à série 5xxx, fortalecida por meio de adições de magnésio (2,2-2,8%) e encruamento. Isso cria uma estrutura cristalina cúbica de face centrada que mantém excelente ductilidade mesmo após o trabalho a frio.
Al 6061 representa a série 6xxx, utilizando magnésio (0,8-1,2%) e silício (0,4-0,8%) para endurecimento por precipitação por meio de tratamento térmico. A têmpera T6 atinge a resistência máxima por meio do envelhecimento controlado, mas sacrifica a formabilidade. Essa compensação impacta diretamente os requisitos de raio de curvatura mínimo.
Ao especificar materiais para serviços de fabricação de chapas metálicas, entender essas diferenças metalúrgicas evita redesenhos dispendiosos. O coeficiente de encruamento (valor n) para 5052-H32 normalmente varia de 0,20-0,25, enquanto 6061-T6 mede apenas 0,05-0,08, indicando capacidade de endurecimento por deformação significativamente reduzida.
| Propriedade | Al 5052-H32 | Al 6061-T6 | Impacto na Dobra |
|---|---|---|---|
| Resistência ao Escoamento (MPa) | 193-228 | 276-310 | Maior resistência = maior raio de dobra |
| Alongamento (%) | 12-18 | 8-12 | Menor ductilidade = risco de fissuras |
| Expoente de Encruamento | 0.20-0.25 | 0.05-0.08 | Baixo valor de n = baixa formabilidade |
| Raio Mínimo de Dobra | 0.5t-1.0t | 2.0t-3.0t | Crítico para prevenção de fissuras |
Cálculos e Padrões de Raio de Curvatura Mínimo
Calcular o raio de curvatura mínimo requer a compreensão da relação entre as propriedades do material, a espessura da chapa e a distribuição de tensão. A fórmula básica considera a resistência à tração, o alongamento e um fator de segurança específico para cada sistema de liga.
Para Al 5052-H32, o cálculo do raio de curvatura mínimo segue: R_min = t × (UTS/2σ_y - 1), onde UTS representa a resistência à tração final e σ_y indica a resistência ao escoamento. Isso normalmente produz 0,5t a 1,0t para a maioria das espessuras de chapa de 0,5 mm a 6,0 mm.
Al 6061-T6 requer uma abordagem modificada devido à sua estrutura endurecida por precipitação: R_min = t × [(UTS/1,5σ_y) + K], onde K representa uma constante de material (1,5-2,0) que representa a ductilidade reduzida. Este cálculo explica por que 6061-T6 exige raio de curvatura mínimo de 2,0t a 3,0t.
ISO 2768-2 fornece tolerâncias gerais para peças de chapa metálica dobradas, mas especificar o raio de curvatura mínimo requer referência a ISO 12004-2 para princípios de produtos de aço conformados a frio, adaptados para aplicações de alumínio. A norma europeia EN 485-2 aborda especificamente as tolerâncias de chapas de alumínio e os requisitos de conformação.
Requisitos de Raio de Curvatura Dependente da Espessura
A espessura do material influencia diretamente o raio de curvatura mínimo por meio de efeitos de concentração de tensão. Materiais mais espessos experimentam gradientes de tensão mais altos na zona de curvatura, exigindo raios proporcionalmente maiores para distribuir as cargas de forma eficaz.
| Espessura (mm) | Raio Mínimo Al 5052-H32 | Raio Mínimo Al 6061-T6 | Ferramentas Recomendadas |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Punção afiada, raio da matriz de 1-2 mm |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | Raio da punção de 2-3 mm |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | Raio da ferramenta de 4-6 mm |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | Raio de formação de 8-12 mm |
Para resultados de alta precisão, envie seu projeto para um orçamento em 24 horas da Microns Hub.
Efeitos da Direção do Grão no Desempenho da Curvatura
A direção de laminação impacta significativamente os requisitos de raio de curvatura e as tendências de formação de rachaduras. As chapas de alumínio exibem propriedades direcionais devido ao alongamento do grão durante os processos de laminação, criando um comportamento anisotrópico que afeta a formabilidade.
Curvar paralelamente à direção de laminação (com o grão) normalmente requer um raio de curvatura mínimo 25-30% maior em comparação com a curvatura perpendicular. Isso ocorre porque os grãos alongados criam caminhos preferenciais de propagação de rachaduras ao longo dos contornos de grão quando tensionados paralelamente ao seu comprimento.
Para Al 5052-H32, curvar perpendicularmente à direção de laminação atinge um raio de 0,5t de forma confiável, enquanto a curvatura paralela pode exigir um mínimo de 0,8t. Al 6061-T6 mostra efeitos direcionais mais pronunciados: a curvatura perpendicular permite um raio de 2,0t, enquanto a orientação paralela exige um mínimo de 2,5-3,0t.
Os certificados de material devem especificar a direção de laminação, normalmente marcada com setas ou indicadores de fluxo de grão. Ao projetar peças que exigem raios de curvatura apertados, oriente as curvas perpendicularmente à direção de laminação sempre que possível. Esta consideração integra-se naturalmente com o nosso processo de planejamento de serviços de fabricação.
Impacto da Estrutura Metalúrgica
A estrutura cristalina subjacente explica as diferenças de comportamento direcional entre as ligas. A estrutura encruada do Al 5052 contém redes de deslocamento relativamente uniformes que acomodam a deformação de forma mais consistente em todas as orientações.
A estrutura de precipitado do Al 6061-T6 cria concentrações de tensão localizadas nas partículas de Mg2Si. Esses precipitados se alinham um pouco com a direção de laminação, criando modos de falha anisotrópicos. A microscopia eletrônica de varredura revela que as rachaduras se iniciam nas interfaces precipitado-matriz quando o raio de curvatura fica abaixo dos limites críticos.
Compreender esses efeitos microestruturais permite a otimização da orientação da peça durante o planejamento da fabricação. Os projetos de componentes devem levar em conta os efeitos da direção do grão no início do processo de desenvolvimento para evitar restrições de fabricação.
Influência do Estado de Têmpera no Raio de Curvatura Mínimo
A designação de têmpera afeta profundamente a capacidade de curvatura, com condições recozidas (têmpera O) oferecendo formabilidade máxima à custa da resistência. A relação entre têmpera e raio de curvatura mínimo segue padrões previsíveis com base na densidade de deslocamento e na distribuição de precipitados.
Os estados de têmpera do Al 5052 variam de totalmente recozido (5052-O) a várias condições encruadas (H32, H34, H36). Cada nível de têmpera aumenta a resistência enquanto reduz a ductilidade proporcionalmente. 5052-O atinge raios de curvatura tão apertados quanto 0,2t, enquanto 5052-H38 (totalmente duro) pode exigir um mínimo de 1,5t.
As opções de têmpera do Al 6061 incluem recozido (6061-O), tratado termicamente em solução (6061-T4) e endurecido por precipitação (6061-T6). A diferença dramática entre as condições T4 e T6 ilustra os efeitos do envelhecimento: T4 permite raio de curvatura de 0,8-1,2t, enquanto T6 exige um mínimo de 2,0-3,0t.
| Liga-Têmpera | Resistência ao Escoamento (MPa) | Raio Mínimo de Dobra | Aplicações Típicas |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Estampagem profunda, formas complexas |
| 5052-H32 | 193-228 | 0.5t-1.0t | Fabricação geral |
| 5052-H38 | 262-290 | 1.2t-1.8t | Aplicações estruturais |
| 6061-O | 55-75 | 0.3t-0.6t | Operações de dobra complexas |
| 6061-T4 | 145-186 | 0.8t-1.5t | Necessidades de resistência moderada |
| 6061-T6 | 276-310 | 2.0t-3.0t | Aplicações de alta resistência |
Testes e Validação Práticos do Raio de Curvatura
Os testes de laboratório fornecem valores definitivos de raio de curvatura mínimo para lotes de materiais e condições de processamento específicos. O método de teste padrão envolve a redução progressiva do raio até que ocorra o início da rachadura, normalmente observado com ampliação de 10×.
Os espécimes de teste devem representar o material de produção real, incluindo espessura, têmpera e condição da superfície. A orientação da amostra em relação à direção de laminação deve corresponder à geometria da peça pretendida. O teste normalmente emprega ângulos de curvatura de 90 graus com velocidade de punção constante (5-10 mm/min) para garantir taxas de deformação consistentes.
Os critérios de inspeção visual definem a falha como rachaduras superficiais visíveis com ampliação de 10× ou redução mensurável da espessura superior a 10%. Aplicações mais rigorosas podem exigir testes de penetração de corante ou inspeção ultrassônica para detectar defeitos subsuperficiais.
A validação da produção envolve testes de curvatura em peças reais ou amostras representativas de cada lote de material. Os gráficos de controle estatístico de processo rastreiam a capacidade de raio de curvatura mínimo ao longo do tempo, identificando variações do lote de material ou alterações de processamento que afetam a formabilidade.
Métodos de Controle de Qualidade e Inspeção
O controle de qualidade eficaz combina a verificação do material pré-curvatura com os protocolos de inspeção pós-curvatura. A inspeção do material recebido deve verificar a designação de têmpera, a qualidade da superfície e a uniformidade da espessura dentro das tolerâncias especificadas.
A inspeção pós-curvatura abrange exame visual, verificação dimensional e avaliação da integridade estrutural. Aplicações críticas podem exigir testes não destrutivos, como inspeção de líquido penetrante ou teste de partículas magnéticas adaptado para aplicações de alumínio.
Ao trabalhar com requisitos de precisão, a especificação adequada da condição da borda torna-se crucial tanto para a segurança quanto para o desempenho. As bordas dobradas exigem atenção cuidadosa para evitar concentrações de tensão que possam iniciar falhas por fadiga.
A documentação deve registrar certificados de material, resultados de testes e resultados de inspeção para rastreabilidade. Isso se torna particularmente importante para aplicações aeroespaciais ou médicas que exigem genealogia completa do material.
Considerações de Projeto de Ferramentas para Prevenção de Rachaduras
O projeto adequado da ferramenta representa o principal método de controle para atingir o raio de curvatura mínimo sem rachaduras. A geometria do punção e da matriz influencia diretamente a distribuição de tensão na zona de curvatura, tornando a seleção da ferramenta crítica para o sucesso.
O raio da ponta do punção deve corresponder ou exceder ligeiramente o raio de curvatura da peça pretendida. Punções afiados concentram a tensão excessivamente, enquanto raios de punção superdimensionados criam problemas de retorno elástico. O raio de punção ideal normalmente é igual a 1,0-1,2× o raio da peça desejada para aplicações de alumínio.
A largura da abertura da matriz afeta significativamente o fluxo de material e os padrões de tensão. Aberturas de matriz estreitas restringem o movimento do material, aumentando a tensão de tração na fibra externa. A regra geral especifica a largura da abertura da matriz = 8-12× a espessura do material para alumínio, dependendo do raio de curvatura e das propriedades do material.
O raio do ombro da matriz evita a concentração de tensão nos pontos de contato, permitindo o fluxo controlado de material. Ombros de matriz afiados criam pontos de pressão que podem iniciar defeitos de superfície. O raio do ombro da matriz recomendado varia de 1-2× a espessura do material para a maioria das aplicações de curvatura de alumínio.
| Parâmetro da Ferramenta | Al 5052-H32 | Al 6061-T6 | Função |
|---|---|---|---|
| Raio da Punção | 0.5t-1.2t | 2.0t-3.5t | Forma o raio de dobra |
| Abertura da Matriz | 8t-10t | 10t-12t | Controla o fluxo de material |
| Raio do Ombro da Matriz | 1t-2t | 2t-3t | Reduz a concentração de tensão |
| Folga Punção-Matriz | 1.1t-1.2t | 1.2t-1.3t | Previne emperramento/gripagem |
Análise de Custo: Seleção de Material vs. Complexidade do Projeto
A otimização econômica requer equilibrar os custos de material com a complexidade da fabricação e os riscos de falha. Al 5052-H32 normalmente custa €2,80-3,20 por kg, enquanto Al 6061-T6 varia de €3,50-4,10 por kg nos mercados europeus, refletindo diferentes requisitos de processamento.
No entanto, o custo total inclui fatores de complexidade de conformação. Peças que exigem raios de curvatura apertados podem exigir material recozido com tratamento térmico subsequente, adicionando €150-250 por lote de processamento. Abordagens alternativas incluem modificações de projeto para acomodar as capacidades de curvatura de têmpera padrão.
Os custos de falha impactam significativamente a economia total do projeto. Peças rachadas exigem retrabalho ou sucateamento, com custos de substituição incluindo material, mão de obra e atrasos no cronograma. A prevenção por meio da especificação adequada do raio de curvatura normalmente custa 5-10% do custo total da peça, eliminando 95% das falhas relacionadas à curvatura.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a análise metalúrgica e a otimização de ferramentas que merece para resultados sem rachaduras.
Retorno sobre o Investimento para um Projeto Adequado
Investir em uma análise adequada do raio de curvatura oferece retornos mensuráveis por meio da redução das taxas de sucata, melhoria dos tempos de ciclo e maior confiabilidade da peça. As operações de fabricação normalmente veem reduções de custo de 15-25% quando as falhas de curvatura são eliminadas por meio de um projeto adequado.
A documentação e padronização dos requisitos de raio de curvatura mínimo cria conhecimento reutilizável que beneficia projetos futuros. As equipes de engenharia podem consultar dados de raio de curvatura validados em vez de conduzir ciclos de desenvolvimento caros de tentativa e erro.
Os benefícios de longo prazo incluem melhores relacionamentos com fornecedores, redução de reclamações de garantia e maior confiabilidade do produto. Esses fatores contribuem para vantagens competitivas que se estendem além da economia de custos imediata.
Aplicações Avançadas e Considerações Especiais
Geometrias complexas exigem análises sofisticadas além dos cálculos básicos de raio de curvatura mínimo. Sequências de múltiplas curvas, espessuras de material variáveis e curvas compostas criam interações de tensão que afetam as tendências de formação de rachaduras.
As operações de curvatura sequenciais podem encruar o material localmente, reduzindo a formabilidade para curvas subsequentes. Este efeito é particularmente pronunciado em Al 5052, onde cada operação de conformação aumenta a resistência ao escoamento local em 15-25%. O planejamento de sequências de curvas requer consideração dos efeitos cumulativos do endurecimento por deformação.
Curvas compostas envolvem curvatura simultânea em vários planos, criando estados de tensão complexos não capturados por cálculos simples de raio de curvatura. A análise de elementos finitos torna-se necessária para a previsão precisa dos limites de conformação em tais aplicações.
Os efeitos da temperatura modificam significativamente as propriedades do material. A conformação a quente (150-200°C) pode reduzir o raio de curvatura mínimo em 30-50% para ambas as ligas, mas requer equipamentos especializados e controle de processo. A conformação criogênica ocasionalmente encontra aplicação para requisitos específicos de alta resistência.
A integração com outros processos, como soldagem ou usinagem, cria considerações adicionais. Zonas afetadas pelo calor da soldagem alteram as propriedades locais do material, afetando potencialmente o desempenho da curvatura perto das costuras de solda. Os recursos usinados podem criar concentrações de tensão que influenciam as tendências de iniciação de rachaduras.
Perguntas Frequentes
Qual é o raio de curvatura mínimo absoluto para alumínio 5052-H32 sem rachaduras?
O alumínio 5052-H32 pode atingir raios de curvatura tão apertados quanto 0,5t (metade da espessura do material) ao curvar perpendicularmente à direção de laminação com ferramentas adequadas. Para curvatura paralela ao grão, aumente o raio mínimo para 0,8t. Esses valores pressupõem velocidades de conformação padrão, temperatura ambiente e projeto de matriz adequado com folgas adequadas.
Por que o alumínio 6061-T6 requer raios de curvatura tão grandes em comparação com o 5052?
A estrutura endurecida por precipitação do Al 6061-T6 contém partículas de Mg2Si que criam concentrações de tensão localizadas e reduzem a ductilidade geral. A têmpera T6 atinge alta resistência por meio do envelhecimento controlado, mas esse processo reduz significativamente o coeficiente de endurecimento por deformação de 0,20+ (em 5052) para apenas 0,05-0,08, exigindo raio de curvatura mínimo de 2,0-3,0t para evitar microfissuras.
Posso reduzir o raio de curvatura mínimo alterando a condição de têmpera?
Sim, significativamente. A mudança de 6061-T6 para 6061-T4 reduz o raio de curvatura mínimo de 2,0-3,0t para 0,8-1,5t. Para 5052, a condição recozida (5052-O) permite um raio de 0,2-0,4t em comparação com 0,5-1,0t para a têmpera H32. No entanto, as propriedades de resistência diminuem proporcionalmente com a melhoria da formabilidade.
Como a direção de laminação afeta os requisitos de raio de curvatura?
Curvar paralelamente à direção de laminação normalmente aumenta o raio de curvatura mínimo em 25-30% devido aos efeitos de alongamento do grão. Para aplicações críticas, oriente as curvas perpendicularmente à direção de laminação sempre que possível. Os certificados de material devem indicar a direção de laminação com setas direcionais ou marcações de fluxo de grão.
Quais modificações de ferramentas ajudam a obter raios de curvatura mais apertados?
Otimize o raio da ponta do punção para corresponder ao raio da peça desejada (1,0-1,2× o raio alvo), use a largura de abertura da matriz apropriada (8-12× a espessura) e garanta o raio do ombro da matriz adequado (1-3× a espessura). A folga adequada do punção-matriz (1,1-1,3× a espessura) evita o emperramento, permitindo o fluxo controlado de material durante a conformação.
Como posso testar o raio de curvatura mínimo para meu lote de material específico?
Realize testes de curvatura progressivos usando amostras representativas com a mesma espessura, têmpera e orientação das peças de produção. Reduza o raio de curvatura incrementalmente até que rachaduras superficiais apareçam com ampliação de 10×. Teste as orientações paralela e perpendicular à direção de laminação para uma caracterização completa.
Quais métodos de inspeção detectam defeitos relacionados à curvatura com mais eficácia?
A inspeção visual com ampliação de 10× captura a maioria dos defeitos de superfície. Para aplicações críticas, use testes de líquido penetrante para revelar rachaduras subsuperficiais. O teste ultrassônico pode detectar defeitos internos, enquanto a inspeção dimensional verifica a precisão do raio de curvatura dentro das tolerâncias especificadas. Estabeleça o controle estatístico de processo para o monitoramento contínuo da qualidade.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece