Revestimento em Pó em Chapas Metálicas: Contabilizando o Aumento da Espessura nas Tolerâncias
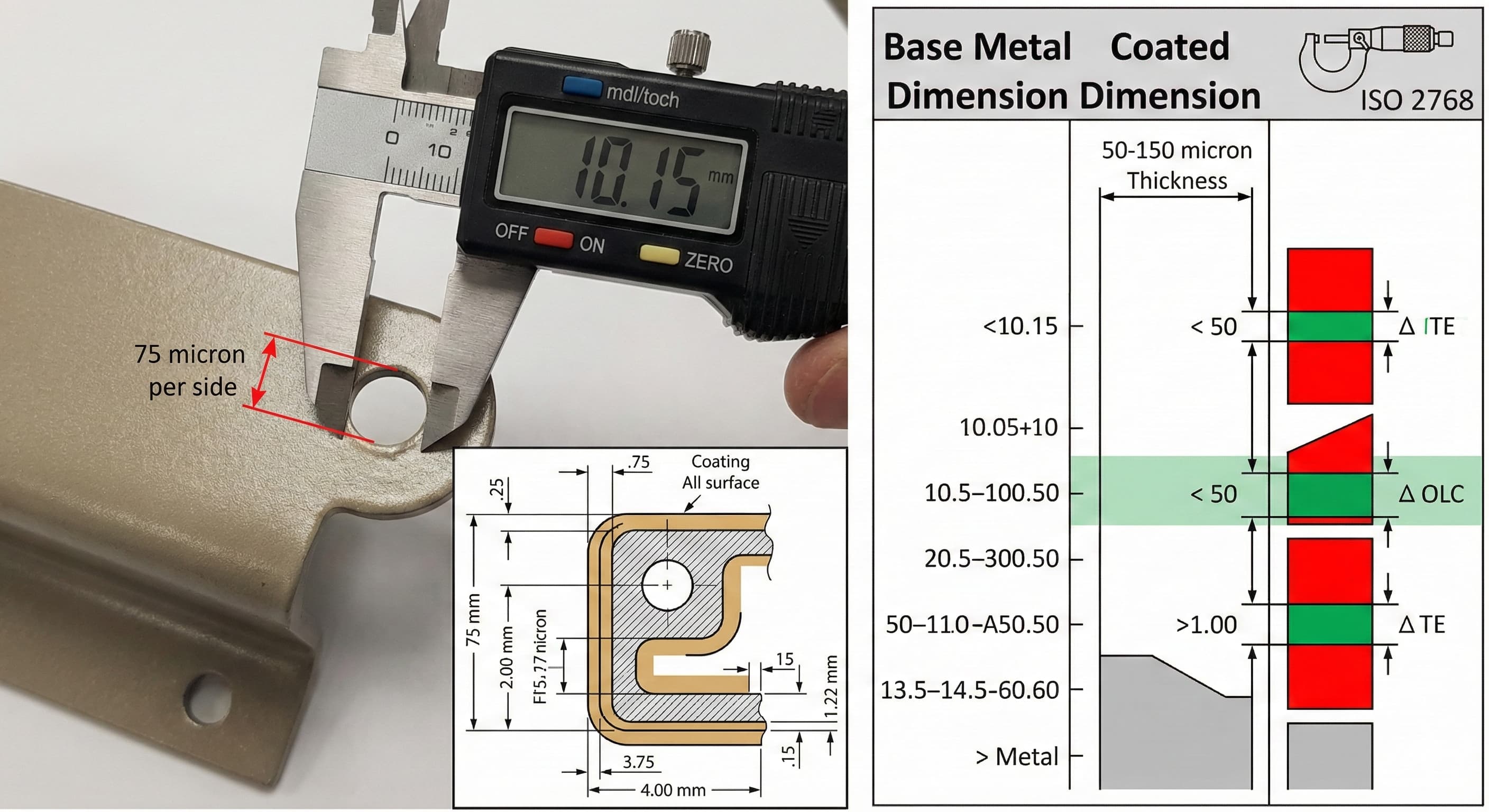
A espessura do revestimento em pó apresenta uma das variáveis mais frequentemente negligenciadas na fabricação de chapas metálicas de precisão. Um revestimento em pó típico adiciona 50-150 microns a todas as superfícies, alterando fundamentalmente a precisão dimensional e exigindo um planejamento cuidadoso das tolerâncias desde a fase de projeto até a inspeção final.
Principais Conclusões:
- A espessura padrão do revestimento em pó varia de 50 a 150 microns, impactando diretamente as tolerâncias dimensionais em todas as superfícies revestidas
- As dimensões críticas devem levar em conta o acúmulo de revestimento através do subdimensionamento deliberado dos componentes de metal base
- As tolerâncias gerais da ISO 2768 tornam-se insuficientes para peças revestidas a pó que exigem ajuste e montagem de precisão
- O planejamento dimensional pré-revestimento pode evitar retrabalho dispendioso e garantir a funcionalidade adequada da peça
Compreendendo as Variáveis da Espessura do Revestimento em Pó
A espessura do revestimento em pó varia significativamente com base no método de aplicação, tipo de pó e preparação do substrato. A aplicação por pulverização eletrostática normalmente produz filmes entre 60-120 microns, enquanto o revestimento em leito fluidizado pode atingir 150-500 microns, dependendo da temperatura da peça e do tempo de imersão.
A relação entre o tamanho da partícula de pó e a espessura final segue padrões previsíveis. Os pós finos (10-30 microns) criam acabamentos mais suaves, mas exigem várias passagens para uma espessura adequada, enquanto os pós grossos (30-80 microns) aumentam a espessura rapidamente, mas podem comprometer a qualidade da superfície em detalhes.
A geometria do substrato influencia significativamente a distribuição do revestimento. Cantos internos e áreas rebaixadas normalmente recebem 70-80% da espessura encontrada em superfícies planas, enquanto bordas externas e cantos afiados geralmente acumulam 120-150% da espessura nominal devido à concentração do campo elétrico durante a aplicação.
O controle de temperatura durante a cura afeta a espessura final através das características de fluxo e nivelamento. Os pós de poliéster curam de forma otimizada a 180-200°C, produzindo espessura consistente com textura mínima de casca de laranja. As formulações de epóxi requerem 160-180°C, mas oferecem cobertura de borda superior e penetração em geometrias complexas.
Impacto Dimensional em Características Comuns de Chapas Metálicas
Furos e características internas experimentam redução de diâmetro igual ao dobro da espessura do revestimento. Um furo de 10,0 mm com revestimento de 75 microns torna-se 9,85 mm, representando uma mudança dimensional de 1,5% que pode impedir a inserção adequada do fixador ou a montagem do componente.
As características roscadas apresentam desafios particulares, uma vez que o acúmulo de revestimento ocorre nos diâmetros maior e menor. Roscas M6 x 1,0 com revestimento de 100 microns podem exigir ajuste da broca de rosca de 5,0 mm para 5,2 mm para manter o engate adequado da rosca após o revestimento.
Bordas dobradas e características formadas acumulam espessura de revestimento nos raios internos e externos.Os cálculos de raio de curvatura mínimo devem considerar a espessura do revestimento para evitar rachaduras durante o processo de dobra ou aplicação do revestimento.
As larguras de fenda diminuem em duas vezes a espessura do revestimento, afetando ajustes deslizantes e folgas. Uma fenda de 12,0 mm torna-se 11,85 mm com revestimento de 75 microns, potencialmente prendendo componentes projetados para ajustes H7/g6.
Considerações de Revestimento Específicas do Material
Diferentes materiais de substrato exibem diferentes características de adesão do revestimento e uniformidade de espessura que impactam diretamente a precisão dimensional.
| Grau do Material | Faixa de Espessura Típica (μm) | Fator de Uniformidade | Acúmulo na Borda | Impacto no Custo |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Aço Laminado a Frio | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Inox 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Aço Galvanizado | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Os substratos de alumínio geralmente fornecem a espessura de revestimento mais previsível devido à excelente atração eletrostática e preparação uniforme da superfície. A camada de óxido natural aumenta a adesão do pó, mantendo a construção consistente do filme em geometrias complexas.
O aço laminado a frio requer revestimento de conversão de fosfato para adesão ideal, adicionando 5-10 microns à espessura total. Este pré-tratamento melhora a uniformidade do revestimento, mas aumenta a variação dimensional, particularmente em torno de juntas soldadas e zonas afetadas pelo calor.
Os substratos de aço inoxidável apresentam desafios únicos devido à sua camada de óxido passiva. A abrasão mecânica ou a gravação química tornam-se necessárias para uma adesão adequada, afetando potencialmente as dimensões do material base antes da aplicação do revestimento.
Estratégias de Projeto de Tolerância
O projeto de tolerância eficaz para peças revestidas a pó requer compensação dimensional sistemática com base em previsões de espessura do revestimento e complexidade geométrica.
As dimensões críticas devem especificar zonas livres de revestimento através de mascaramento ou usinagem pós-revestimento. O mascaramento adiciona €0,50-1,20 por característica, mas garante precisão dimensional para superfícies de rolamento, furos roscados e ajustes de precisão.
A tolerância bilateral oferece flexibilidade ideal para dimensões revestidas. Em vez de especificar 25,0 ±0,1 mm, use 24,925 +0,175/-0,025 mm para levar em conta a espessura esperada do revestimento, mantendo os requisitos funcionais.
Para resultados de alta precisão,Obtenha uma cotação em 24 horas da Microns Hub.
O dimensionamento funcional separa as características críticas das não críticas. Diâmetros de rolamento, superfícies de acoplamento e referências de montagem exigem controle rigoroso, enquanto superfícies estéticas podem acomodar variações de revestimento padrão sem impacto funcional.
A análise estatística de tolerância torna-se essencial para montagens contendo vários componentes revestidos. A simulação de Monte Carlo ajuda a prever as taxas de sucesso da montagem e identificar os principais contribuintes da tolerância antes do início da produção.
Métodos de Controle de Qualidade e Inspeção
A medição da espessura do revestimento requer técnicas não destrutivas adequadas para ambientes de produção. Os medidores magnéticos e de corrente parasita fornecem precisão de ±2-5% para a maioria das aplicações, enquanto os métodos ultrassônicos atingem precisão de ±1-2% em geometrias complexas.
O teste destrutivo através de análise de seção transversal oferece medição de espessura definitiva e avaliação da qualidade do revestimento. Este método identifica delaminação, porosidade e problemas de adesão que afetam a estabilidade dimensional a longo prazo.
O monitoramento em processo durante a aplicação do pó ajuda a manter a consistência da espessura. A tensão eletrostática, a taxa de fluxo de pó e o aterramento da peça influenciam a espessura final e devem ser registrados para cada lote de produção.
A inspeção dimensional pós-cura deve levar em conta o encolhimento do revestimento durante a polimerização. Os pós termofixos normalmente encolhem 2-5% durante a cura, afetando as dimensões finais e potencialmente criando tensões internas em componentes de paredes finas.
| Método de Inspeção | Precisão | Custo por Teste | Tempo Necessário | Melhor Aplicação |
|---|---|---|---|---|
| Tração Magnética | ±5% | €0.20 | 10 segundos | Substratos ferrosos |
| Corrente de Foucault | ±3% | €0.35 | 15 segundos | Metais não ferrosos |
| Ultrassônico | ±2% | €0.50 | 30 segundos | Geometrias complexas |
| Corte transversal | ±1% | €15.00 | 45 minutos | Validação de qualidade |
| Retroespalhamento Beta | ±2% | €0.80 | 60 segundos | Sistemas automatizados |
Integração de Processos com Fluxo de Trabalho de Fabricação
A integração bem-sucedida do revestimento em pó requer coordenação entre as operações de projeto, fabricação e acabamento.Nossos serviços de fabricação abrangem este fluxo de trabalho completo para garantir a precisão dimensional ao longo da sequência de produção.
A fabricação pré-revestimento deve levar em conta a espessura do revestimento em todas as características usinadas. A programação CNC requer ajustes de offset normalmente variando de 0,050-0,150 mm, dependendo da espessura esperada do revestimento e da criticidade da característica.
O projeto de fixação afeta a distribuição do revestimento e as dimensões finais. Os pontos de contato criam sombras de revestimento, enquanto a força de fixação excessiva pode deformar seções finas durante o ciclo de cura. As fixações com mola mantêm o posicionamento da peça enquanto acomodam a expansão térmica.
O preparo da junta soldada torna-se crítico, uma vez que as variações na espessura do revestimento em torno das zonas afetadas pelo calor podem criar concentrações de tensão e inconsistências dimensionais. A retificação pós-soldagem para um perfil de superfície uniforme garante uma aplicação de revestimento consistente.
Semelhante aos serviços de moldagem por injeção que exigem controle preciso de temperatura e pressão, o revestimento em pó exige um gerenciamento cuidadoso dos parâmetros para obter resultados consistentes em todas as execuções de produção.
Otimização de Custos Através do Projeto
O projeto otimizado para revestimento reduz os custos de material e a variação dimensional, mantendo os requisitos funcionais. Características geométricas simples revestem de forma mais uniforme do que formas complexas, reduzindo a variação de espessura e melhorando a previsibilidade.
A consolidação de peças através de soldagem ou montagem mecânica antes do revestimento elimina várias operações de revestimento e reduz o acúmulo dimensional. A construção de peça única normalmente custa 15-25% menos do que revestir componentes individuais separadamente.
Os requisitos de preparação da superfície variam significativamente com base na condição do substrato e na especificação do revestimento. A remoção da carepa de laminação adiciona €1,50-3,00 por metro quadrado, mas garante adesão e espessura consistentes do revestimento. A limpeza química custa €0,80-1,20 por metro quadrado e é adequada para a maioria das aplicações comerciais.
Os sistemas de pó de recuperação podem reduzir os custos de material em 20-40%, mantendo a qualidade do revestimento. No entanto, o controle da espessura torna-se mais desafiador devido às mudanças no tamanho das partículas durante o processo de recuperação, exigindo calibração e monitoramento mais frequentes.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes necessária para resultados consistentes de revestimento em pó.
Tecnologias Avançadas de Revestimento e Controle de Espessura
Discos eletrostáticos e aplicadores de sino rotativo fornecem uniformidade de espessura superior em comparação com pistolas de pulverização convencionais. Esses sistemas atingem variação de espessura de ±5-8% em superfícies planas e ±10-15% em geometrias complexas, melhorando a previsibilidade dimensional.
A tecnologia de carregamento por pulso permite controle preciso sobre as taxas de deposição de pó e a espessura final. A curta duração do pulso (0,1-0,5 segundos) constrói filmes finos gradualmente, enquanto pulsos mais longos (1-3 segundos) atingem a espessura máxima de forma eficiente.
Os sistemas de cura infravermelha oferecem controle de temperatura aprimorado em comparação com fornos de convecção, reduzindo o fluxo de revestimento e obtendo dimensões finais mais consistentes. Os comprimentos de onda do infravermelho próximo (0,7-1,4 μm) penetram efetivamente nos filmes de pó, minimizando o aquecimento do substrato.
O pré-tratamento com plasma aumenta a adesão do revestimento em substratos difíceis, mantendo a precisão dimensional. A limpeza com plasma de baixa pressão remove contaminantes da superfície sem abrasão mecânica, preservando as dimensões do material base antes do revestimento.
Aplicações e Requisitos Específicos da Indústria
Os componentes automotivos exigem uniformidade da espessura do revestimento dentro de ±10 microns para ajuste e acabamento adequados. Maçanetas, peças de acabamento e componentes estruturais devem manter a precisão dimensional, proporcionando proteção contra corrosão por mais de 10 anos de vida útil.
As aplicações aeroespaciais exigem controle estatístico de processo com valores Cpk superiores a 1,33 para todas as características dimensionais. A documentação da espessura do revestimento torna-se parte do registro permanente, exigindo rastreabilidade para lotes de pó individuais e ciclos de cura.
Os componentes de dispositivos médicos geralmente especificam formulações de pó biocompatíveis com espessura controlada para conformidade com a FDA. Os instrumentos cirúrgicos exigem espessura de revestimento abaixo de 50 microns para manter a nitidez e o feedback tátil.
As caixas eletrônicas precisam de controle preciso de espessura em torno de aberturas de resfriamento e aberturas de conectores. O acúmulo excessivo de revestimento pode restringir o fluxo de ar ou impedir o acoplamento adequado, enquanto a cobertura insuficiente compromete a eficácia da blindagem EMI.
Solução de Problemas Comuns de Espessura
A textura de casca de laranja indica espessura excessiva do revestimento ou condições de cura inadequadas. Reduzir a taxa de fluxo de pó em 10-20% ou aumentar a temperatura de cura em 10-15°C normalmente resolve problemas de qualidade da superfície, mantendo a proteção adequada.
Pontos finos ao redor de bordas e cantos resultam de aterramento excessivo da peça ou carregamento inadequado do pó. Ajustar a tensão eletrostática de 60-90 kV geralmente melhora a uniformidade da cobertura sem afetar significativamente a espessura geral.
Ocorrências e flacidez do revestimento ocorrem quando a espessura do filme excede os limites críticos antes da geleificação. A maioria das formulações de pó começa a fluir a 80-120 microns, exigindo controle da rampa de temperatura para evitar defeitos em superfícies verticais.
A delaminação entre o revestimento e o substrato indica contaminação ou preparação inadequada da superfície. A limpeza com solvente seguida de abrasão mecânica normalmente restaura a adesão adequada e a integridade do revestimento.
Perguntas Frequentes
Quanto devo reduzir os diâmetros dos furos para levar em conta a espessura do revestimento em pó?
Reduza os diâmetros dos furos em duas vezes a espessura esperada do revestimento. Para revestimento de 75 microns, aumente o tamanho da broca em 0,15 mm. Um furo acabado de 10,0 mm requer um diâmetro perfurado de 10,15 mm antes do revestimento para obter as dimensões finais adequadas.
A espessura do revestimento em pó pode ser controlada para ±10 microns de forma consistente?
Sim, com calibração adequada do equipamento e controle do processo. Os aplicadores de disco eletrostático combinados com o controle automatizado do fluxo de pó podem manter a consistência de ±10-15 microns em superfícies planas, embora geometrias complexas possam mostrar variação de ±20-25 microns.
Os furos roscados devem ser rosqueados antes ou depois do revestimento em pó?
O corte de roscas deve ocorrer após o revestimento para aplicações críticas. Mascare as roscas durante o revestimento ou use formulações de cura especializadas de baixa temperatura que não danifiquem as ferramentas de corte de roscas. O rosqueamento pré-revestimento requer brocas de rosca superdimensionadas e corre o risco de danificar a rosca durante a remoção do revestimento.
Qual grau de tolerância devo especificar para peças de chapa metálica revestidas a pó?
Use graus de tolerância IT12 ou IT13 para dimensões não críticas em peças revestidas, apertando para IT9 ou IT10 para superfícies funcionais com usinagem pós-revestimento. As tolerâncias gerais padrão ISO 2768-m tornam-se insuficientes para montagens de precisão envolvendo componentes revestidos a pó.
Como a espessura do revestimento afeta o peso e o equilíbrio da peça?
O revestimento adiciona aproximadamente 0,1-0,4 g por metro quadrado por micron de espessura. Uma peça de 1000 cm² com revestimento de 100 microns ganha 1-4 gramas, afetando potencialmente o equilíbrio dinâmico em componentes rotativos ou mecanismos de precisão.
Posso especificar diferentes espessuras de revestimento na mesma peça?
O mascaramento seletivo permite variação de espessura, mas aumenta o custo em €2-5 por característica mascarada. Alternativamente, especifique a usinagem pós-revestimento para dimensões críticas, aceitando a espessura padrão em superfícies não funcionais.
O que acontece com a espessura do revestimento em costuras de solda e zonas afetadas pelo calor?
As áreas de solda normalmente recebem 80-120% da espessura nominal devido à rugosidade da superfície e aos efeitos geométricos. As zonas afetadas pelo calor podem apresentar adesão reduzida, exigindo preparação mecânica da superfície antes do revestimento para resultados consistentes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece