Redução de Custos de Ferramental: Matrizes Modulares e Estratégia de Ferramentas Familiares
Os custos de ferramentais podem consumir 30-40% do orçamento de um projeto de fabricação, mas a maioria das empresas aborda o design de matrizes e moldes com um pensamento de propósito único. Matrizes modulares e ferramentas familiares representam uma mudança estratégica em direção à otimização de custos sem comprometer a qualidade—reduzindo as despesas com ferramentais em 25-60%, ao mesmo tempo em que reduzem os prazos de entrega e melhoram a flexibilidade de fabricação.
Principais Conclusões:
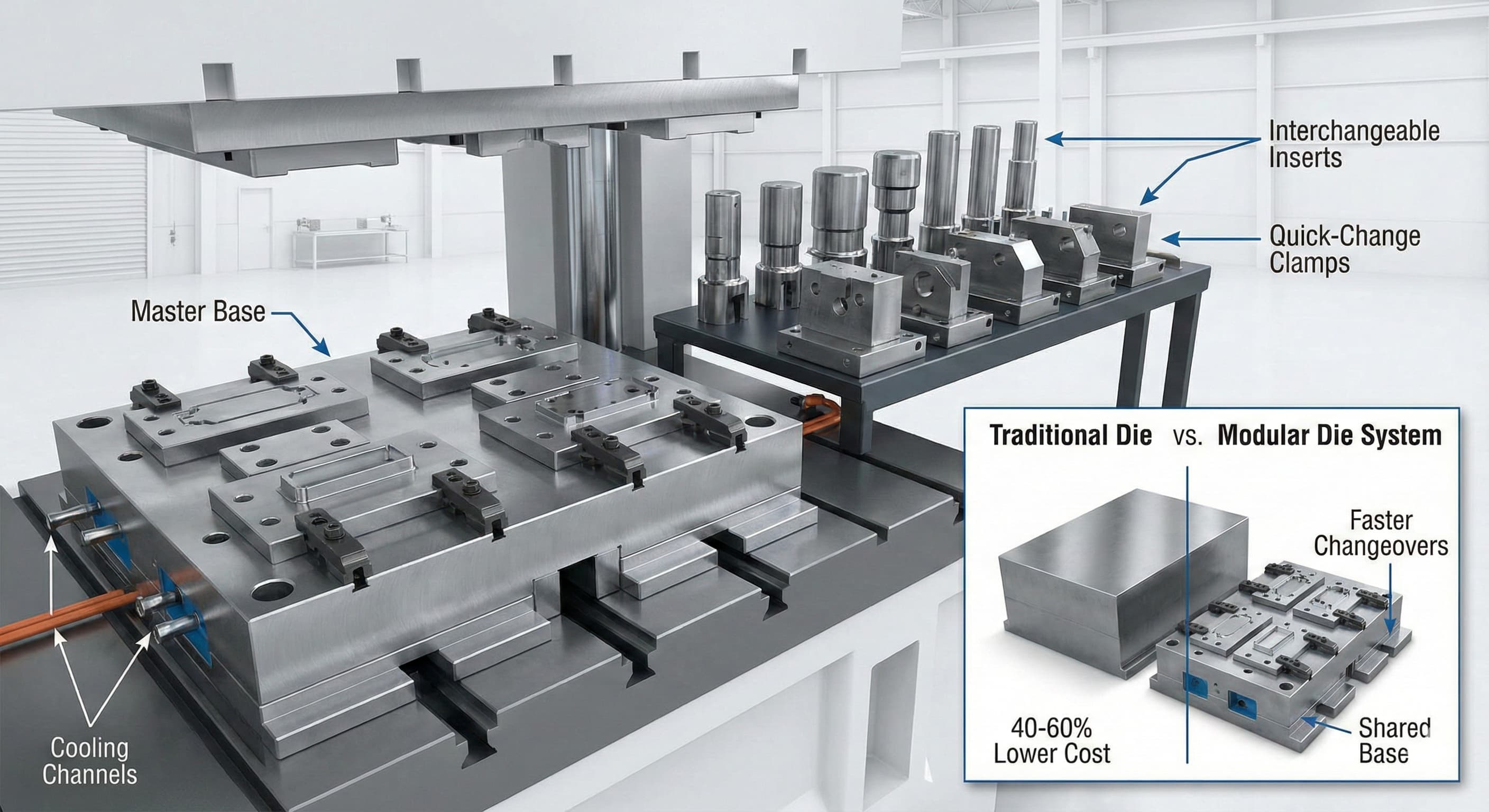
- Sistemas de matrizes modulares reduzem o investimento inicial em ferramentais em 40-60% por meio de componentes de base compartilhados e insertos intercambiáveis
- Ferramentas familiares permitem a produção simultânea de múltiplas variações de peças, otimizando a utilização da máquina e reduzindo os custos por peça
- O planejamento estratégico do design para modularidade requer análise inicial, mas oferece um retorno sobre o investimento de 3-5x ao longo do ciclo de vida da ferramenta
- A seleção adequada de materiais e a fabricação de precisão são críticas—bases de aço ferramenta H13 com insertos P20 fornecem a relação ideal durabilidade-custo
Entendendo a Arquitetura de Matrizes Modulares
Matrizes modulares reestruturam fundamentalmente o ferramental tradicional, separando os componentes de base fixos dos elementos de formação variáveis. A estrutura de base abriga o sistema de ejeção, os canais de resfriamento e as interfaces de montagem, enquanto os insertos intercambiáveis definem a geometria da peça. Essa arquitetura permite que os fabricantes alavanquem economias de escala substanciais em todas as famílias de produtos.
O sistema modular típico consiste em três níveis primários: a base mestre (€15.000-45.000), as subplacas padronizadas (€3.000-8.000 cada) e os insertos de precisão (€500-2.500 por cavidade). Ao produzir 5-10 peças relacionadas, a infraestrutura de base compartilhada reduz os custos de ferramentas individuais em 40-60% em comparação com matrizes dedicadas.
A seleção de materiais desempenha um papel crucial no sucesso modular. O aço ferramenta H13 (endurecido para 48-52 HRC) fornece a base ideal para aplicações de alto volume, oferecendo excepcional resistência ao ciclo térmico e estabilidade dimensional. Para produção de menor volume, o aço P20 (28-32 HRC) oferece desempenho adequado com um custo 30% menor. Os materiais dos insertos dependem da complexidade da peça: geometrias simples usam P20, enquanto recursos intrincados que exigem detalhes nítidos se beneficiam do aço ferramenta A2 endurecido para 58-62 HRC.
As considerações de design vão além da seleção de materiais. Os sistemas modulares exigem mecanismos de alinhamento precisos—normalmente alcançados por meio de pinos guia com precisão de posicionamento de ±0,02 mm e grampos mecânicos capazes de pressão de fixação de 150-200 bar. O design do sistema de resfriamento torna-se mais complexo, exigindo conexões de desconexão rápida e sistemas de manifold flexíveis para acomodar várias configurações de insertos.
Estratégias de Design de Ferramentas Familiares
Ferramentas familiares consolidam múltiplas variações de peças em um único sistema de ferramentas, maximizando a utilização da máquina e minimizando os custos de configuração. A estratégia funciona particularmente bem para componentes que compartilham espessuras de material, envelopes dimensionais e volumes de produção semelhantes.
Três configurações primárias de ferramentas familiares dominam as aplicações de fabricação: layout de tira, arranjo circular e blocos de cavidade modulares. Os layouts de tira organizam as peças linearmente, ideais para operações progressivas e peças com geometrias semelhantes. Os arranjos circulares otimizam a utilização de material para componentes redondos ou compactos, enquanto os blocos de cavidade modulares fornecem máxima flexibilidade para famílias de peças mistas.
Os parâmetros críticos de design incluem espaçamento da cavidade, otimização do sistema de canais e sincronização da ejeção. O espaçamento mínimo da cavidade normalmente varia de 25-40 mm, dependendo do tamanho da peça e dos requisitos de fluxo de material. Os sistemas de canais devem equilibrar o desperdício de material com a qualidade de enchimento—os sistemas de canais quentes reduzem o desperdício de material em 15-25%, mas aumentam o custo da ferramenta em €20.000-50.000.
A análise de volume determina os agrupamentos familiares ideais. Peças com taxas de produção dentro de 3:1 funcionam bem juntas, enquanto disparidades maiores criam ineficiências. Por exemplo, agrupar uma peça de volume anual de 100.000 unidades com um componente de 25.000 unidades maximiza a utilização da ferramenta, mas emparelhar com um item de especialidade de 5.000 unidades cria complexidade desnecessária.
| Configuração da Ferramenta Familiar | Contagem Ideal de Peças | Tempo de Configuração | Eficiência do Material | Faixa de Custo da Ferramenta |
|---|---|---|---|---|
| Layout da Tira | 2-4 parts | 15-25 minutos | 75-85% | €25,000-60,000 |
| Arranjo Circular | 4-8 parts | 20-35 minutos | 80-90% | €35,000-80,000 |
| Blocos de Cavidade Modulares | 3-6 parts | 10-20 minutos | 70-80% | €40,000-100,000 |
A uniformidade da espessura da parede torna-se particularmente desafiadora em ferramentas familiares devido às diferentes geometrias das peças e padrões de fluxo. A análise de dinâmica de fluidos computacional ajuda a otimizar os locais de entrada e o dimensionamento dos canais para garantir um enchimento consistente em todas as cavidades.
Análise de Custos e Cálculos de ROI
Quantificar a redução de custos de ferramentais requer uma análise abrangente que se estenda além do investimento inicial. O ferramental tradicional de propósito único para uma família de cinco peças normalmente custa €150.000-300.000, enquanto sistemas modulares ou de ferramentas familiares equivalentes variam de €80.000-180.000—representando uma economia imediata de 25-40%.
No entanto, o verdadeiro valor surge por meio da análise do ciclo de vida. Os sistemas modulares permitem iterações rápidas de design por meio de modificações de insertos que custam €1.500-5.000 versus €25.000-50.000 para reconstruções completas de ferramentas. As ferramentas familiares reduzem os custos de configuração por peça de €150-300 para €30-75, particularmente impactantes para tiragens de produção de médio volume.
A redução do tempo de entrega fornece valor adicional. O ferramental padrão requer 12-16 semanas para matrizes complexas, enquanto os sistemas modulares com bases pré-construídas reduzem isso para 6-10 semanas para o desenvolvimento de novos insertos. As ferramentas familiares eliminam múltiplas configurações, reduzindo o tempo total de produção em 15-30% para tiragens de peças mistas.
As melhorias na utilização da máquina aumentam os benefícios de custo. O ferramental de propósito único geralmente atinge uma utilização de 40-60% devido aos requisitos de troca e restrições de agendamento. As ferramentas familiares podem aumentar a utilização para 75-85%, aumentando efetivamente a capacidade de produção sem investimento em equipamentos de capital.
| Categoria de Custo | Ferramentas Tradicionais | Matrizes Modulares | Ferramentas Familiares | Potencial de Economia |
|---|---|---|---|---|
| Investimento Inicial | €200,000 | €120,000 | €100,000 | 40-50% |
| Alterações de Design | €35,000 | €8,000 | €15,000 | 57-77% |
| Custos de Configuração/Execução | €250 | €180 | €75 | 28-70% |
| Prazo de Entrega (semanas) | 14-18 | 8-12 | 10-14 | 30-44% |
Seleção de Materiais e Considerações de Durabilidade
A seleção do material do ferramental impacta diretamente os custos iniciais e a durabilidade a longo prazo. A maior complexidade dos sistemas modulares e familiares exige uma correspondência cuidadosa de materiais aos requisitos da aplicação e aos volumes de produção.
Para aplicações de fundição sob pressão de alto volume que excedem 500.000 ciclos, o aço ferramenta H13 oferece desempenho ideal. Seu teor de 1,05% de cromo e 1,50% de molibdênio oferece excelente resistência à fadiga térmica e mantém a dureza até 600°C. Tratamentos de superfície como revestimento de nitreto estendem a vida útil da ferramenta em 40-60%, adicionando €3.000-8.000 ao custo da ferramenta, mas reduzindo a frequência de substituição.
Aplicações de médio volume (100.000-500.000 ciclos) se beneficiam do equilíbrio entre desempenho e custo do aço P20. Pré-endurecido para 28-32 HRC, o P20 elimina os riscos de distorção do tratamento térmico, proporcionando resistência ao desgaste adequada. Sua usinabilidade superior reduz o tempo de fabricação em 20-25% em comparação com o H13.
Aplicações especializadas exigem soluções personalizadas.As operações de tixoformagem que operam a 580-620°C exigem aços ferramenta premium como H11 ou ligas personalizadas com condutividade térmica aprimorada. Embora os custos iniciais aumentem 40-60%, a vida útil prolongada da ferramenta justifica o investimento para produção de alto volume.
Os materiais dos insertos seguem diferentes critérios de otimização. Aplicações de troca frequente priorizam a usinabilidade e o custo em detrimento da durabilidade final. O aço 1018 ou o alumínio 7075-T6 fornecem desempenho adequado para protótipos e insertos de produção de baixo volume, reduzindo os custos em 60-70% em comparação com as alternativas de aço ferramenta.
Os materiais do sistema de resfriamento impactam significativamente o desempenho. As linhas de resfriamento de liga de cobre fornecem 3x melhor condutividade térmica do que o aço, mas custam 4x mais. Para aplicações de alto ciclo, a remoção de calor aprimorada justifica o investimento por meio de tempos de ciclo reduzidos e vida útil prolongada da ferramenta.
Precisão de Fabricação e Controle de Qualidade
Os sistemas de ferramentais modulares e familiares exigem padrões de precisão elevados para garantir o ajuste adequado e a qualidade consistente das peças. As tolerâncias dimensionais apertam em 30-50% em comparação com as ferramentas de propósito único, com interfaces críticas exigindo precisão de ±0,01 mm.
A fabricação de componentes de base estabelece a base para o sucesso do sistema. As superfícies de montagem exigem acabamentos de superfície de Ra 0,4 μm ou melhor para evitar micromovimentos durante a produção. Os furos dos pinos guia mantêm tolerância de posição de ±0,005 mm, enquanto as superfícies de fixação devem permanecer planas dentro de 0,02 mm em toda a sua extensão.
A fabricação de insertos equilibra precisão com eficiência de custos. As superfícies de formação críticas mantêm tolerância dimensional de ±0,025 mm, enquanto os recursos não críticos podem relaxar para ±0,05 mm. Os requisitos de acabamento de superfície variam de acordo com a aplicação: as superfícies Classe A para peças visíveis exigem Ra 0,2 μm, enquanto as superfícies funcionais aceitam Ra 0,8 μm.
Os procedimentos de controle de qualidade se expandem além da verificação tradicional de ferramentas. Os sistemas modulares exigem protocolos de verificação de montagem confirmando o assentamento adequado do inserto, a integridade do circuito de resfriamento e a sincronização do sistema de ejeção. As ferramentas familiares exigem validação de análise de fluxo garantindo o enchimento balanceado em todas as cavidades.
Para resultados de alta precisão,Solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
Os protocolos de medição e inspeção se adaptam à complexidade modular. As máquinas de medição por coordenadas verificam a geometria do componente de base, enquanto os comparadores ópticos verificam os perfis dos insertos. A verificação da montagem usa medidores passa/não passa confirmando o ajuste e a função adequados antes dos testes de produção.
Integração com a Fabricação Moderna
As tecnologias da Indústria 4.0 amplificam os benefícios das ferramentas modulares e familiares por meio de monitoramento aprimorado, manutenção preditiva e sistemas de troca automatizados. As ferramentas inteligentes incorporam sensores que monitoram temperatura, pressão e contagens de ciclos, fornecendo feedback de desempenho em tempo real.
Os sistemas de troca automatizados reduzem os tempos de configuração de 30-60 minutos para 5-15 minutos por meio do manuseio robótico de insertos e sistemas de posicionamento predeterminados. Embora adicionem €50.000-150.000 ao custo do sistema, a automação se paga em 18-24 meses para ambientes de produção de alta combinação.
A tecnologia de gêmeo digital permite a otimização virtual de configurações de ferramentas familiares antes da fabricação física. O software de simulação prevê padrões de enchimento, identifica possíveis problemas de qualidade e otimiza sistemas de canais, reduzindo os custos de prototipagem física em 40-60%.
Os algoritmos de manutenção preditiva analisam os dados do sensor para prever o desgaste do inserto e agendar a substituição antes que ocorra a degradação da qualidade. Essa abordagem proativa reduz as taxas de sucata em 15-25% e elimina o tempo de inatividade para reparos de emergência.
A integração com serviços de fabricação de chapas metálicas cria soluções de fabricação abrangentes que combinam múltiplos processos em sequências de produção otimizadas. Essa abordagem holística reduz os custos de manuseio e melhora o controle geral de qualidade.
Estratégia de Implementação e Planejamento
A implementação bem-sucedida de ferramentas modulares requer uma análise sistemática dos portfólios de produtos existentes e dos planos de desenvolvimento futuros. O processo começa com uma análise abrangente da família de peças, identificando oportunidades de consolidação e padronização.
A classificação de peças examina envelopes dimensionais, requisitos de material, volumes de produção e especificações de qualidade. Os componentes que compartilham características semelhantes tornam-se candidatos para ferramentas familiares, enquanto as peças que exigem mudanças frequentes de design se beneficiam de abordagens modulares.
A análise de investimento compara os custos tradicionais de ferramentas com alternativas modulares em horizontes de 3-5 anos. A análise inclui custos iniciais de ferramentas, despesas de modificação, economia de tempo de configuração e melhorias na utilização da máquina. Os períodos de retorno normalmente variam de 12-24 meses, dependendo dos volumes de produção e da complexidade da peça.
A avaliação de risco identifica possíveis desafios, incluindo maior complexidade de design, requisitos de capacidade do fornecedor e demandas de controle de qualidade. As estratégias de mitigação abordam cada risco identificado por meio da qualificação do fornecedor, procedimentos de inspeção aprimorados e planejamento de backup.
Ao trabalhar com a Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes necessária para uma implementação bem-sucedida de ferramentas modulares.
A implementação prossegue por meio de programas piloto que validam conceitos em famílias de peças representativas antes da implantação em grande escala. Os resultados do piloto informam o refinamento dos padrões de design, procedimentos de fabricação e protocolos de controle de qualidade. As métricas de sucesso incluem conquistas de redução de custos, melhorias de qualidade e reduções de tempo de entrega.
Os programas de treinamento garantem que as equipes de produção entendam a operação do sistema modular, os procedimentos de troca e os requisitos de manutenção. Os padrões de documentação capturam as lições aprendidas e estabelecem as melhores práticas para aplicações futuras.
Otimização Avançada de Design
A otimização de ferramentas modulares e familiares se estende além da consolidação básica para abranger estratégias de design sofisticadas que maximizam a eficiência e minimizam os custos. As técnicas avançadas incluem sistemas de design paramétrico, otimização de topologia e algoritmos de otimização multi-objetivo.
O design paramétrico permite mudanças rápidas de configuração por meio da modificação da geometria orientada por variáveis. Os modelos mestre incorporam regras e restrições de design, ajustando automaticamente os canais de resfriamento, os sistemas de ejeção e os elementos estruturais conforme as configurações dos insertos mudam. Essa abordagem reduz o tempo de design em 50-70% para produtos derivados.
Os algoritmos de otimização de topologia determinam a distribuição ideal de material dentro das estruturas da ferramenta, reduzindo o peso em 20-30% enquanto mantém a integridade estrutural. A redução de peso se traduz em economia de custos de material e melhores características de manuseio durante as operações de configuração.
A otimização multi-objetivo equilibra requisitos concorrentes, incluindo custo da ferramenta, tempo de ciclo, qualidade da peça e vida útil da ferramenta. Os algoritmos genéticos exploram milhares de variações de design identificando soluções Pareto-ótimas que fornecem o melhor desempenho geral.
A otimização do sistema de resfriamento emprega dinâmica de fluidos computacional e análise de transferência de calor otimizando o roteamento do canal, o dimensionamento do diâmetro e a distribuição do fluxo. Os designs de resfriamento avançados reduzem os tempos de ciclo em 10-20%, melhorando a consistência da qualidade da peça por meio de melhor controle de temperatura.
A integração com nossos serviços de fabricação fornece soluções abrangentes que abrangem otimização de design, fabricação de ferramentas e implementação de produção. Essa abordagem integrada garante uma execução perfeita desde o conceito até a produção em grande escala.
Perguntas Frequentes
Qual volume mínimo de produção justifica o investimento em ferramentas modulares?
As ferramentas modulares tornam-se econômicas para volumes familiares combinados que excedem 50.000 unidades anualmente em 3-5 peças relacionadas. Volumes de peças individuais tão baixos quanto 10.000 unidades podem justificar abordagens modulares quando as mudanças de design são frequentes ou o crescimento futuro do volume é esperado.
Como as matrizes modulares afetam a qualidade da peça em comparação com as ferramentas dedicadas?
Sistemas modulares projetados adequadamente alcançam qualidade de peça equivalente às ferramentas dedicadas. Os fatores críticos incluem interfaces precisas inserto-base (±0,01 mm), integração adequada do circuito de resfriamento e procedimentos de montagem validados. Algumas aplicações podem apresentar ligeiras melhorias devido a sistemas de resfriamento e ejeção otimizados.
Quais requisitos de manutenção diferem entre ferramentas modulares e tradicionais?
Os sistemas modulares exigem atenção adicional à limpeza da interface, integridade da vedação e verificação do alinhamento. Os intervalos de manutenção podem encurtar em 10-20% devido ao aumento da complexidade, mas os custos de manutenção no nível do inserto diminuem significativamente em comparação com a manutenção completa da ferramenta.
As ferramentas existentes podem ser convertidas em sistemas modulares?
A viabilidade da conversão depende do design e condição originais da ferramenta. Geometrias simples com material estrutural adequado geralmente podem acomodar a conversão, enquanto ferramentas complexas podem exigir reconstrução completa. Os custos de conversão normalmente variam de 40-70% do novo investimento em ferramentas modulares.
Quais vantagens de tempo de entrega as ferramentas familiares oferecem?
As ferramentas familiares reduzem os tempos totais de entrega da produção em 25-40% por meio da eliminação de múltiplas configurações e trocas. Os tempos de entrega de design e fabricação podem aumentar em 2-4 semanas devido ao aumento da complexidade, mas os ganhos de eficiência de produção mais do que compensam o desenvolvimento inicial mais longo.
Como os custos de material se comparam entre abordagens modulares e tradicionais?
Os custos iniciais de material para sistemas modulares normalmente aumentam 15-25% devido a interfaces de precisão e componentes especializados. No entanto, os custos de material do ciclo de vida diminuem por meio da substituição no nível do inserto versus a reconstrução completa da ferramenta, resultando em uma economia de custos de material de 30-50% em 3-5 anos.
Quais limitações de design se aplicam aos sistemas de ferramentas modulares?
Os sistemas modulares funcionam melhor com peças que compartilham requisitos semelhantes de fluxo de material, padrões de ejeção e necessidades de resfriamento. Proporções extremas, rebaixos complexos ou tempos de ciclo amplamente variáveis podem limitar as oportunidades de consolidação. Uma análise cuidadosa da família de peças identifica agrupamentos ideais, evitando combinações problemáticas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece