Tixoformação (Fundição Semissólida): Soluções de Alta Resistência e Baixa Porosidade
A porosidade na fundição de metal tradicional pode destruir a integridade do componente, com frações de vazios superiores a 5% em processos mal controlados. A tixoformação elimina essa fraqueza crítica ao manipular o comportamento semissólido exclusivo do metal, onde as ligas mantêm a integridade estrutural enquanto fluem como uma pasta espessa em temperaturas precisamente controladas.
Principais Conclusões:
- A tixoformação atinge níveis de porosidade abaixo de 0,5%, em comparação com 2-5% na fundição sob pressão convencional
- O processamento semissólido permite geometrias complexas com variações de espessura de parede de 1,5-25 mm em componentes únicos
- A utilização de material atinge 95-98% de eficiência através do controle preciso da matéria-prima e da geração mínima de rebarbas
- As temperaturas do processo 50-80°C mais baixas do que a fundição líquida reduzem o estresse térmico e prolongam a vida útil da matriz
Compreendendo os Fundamentos da Tixoformação
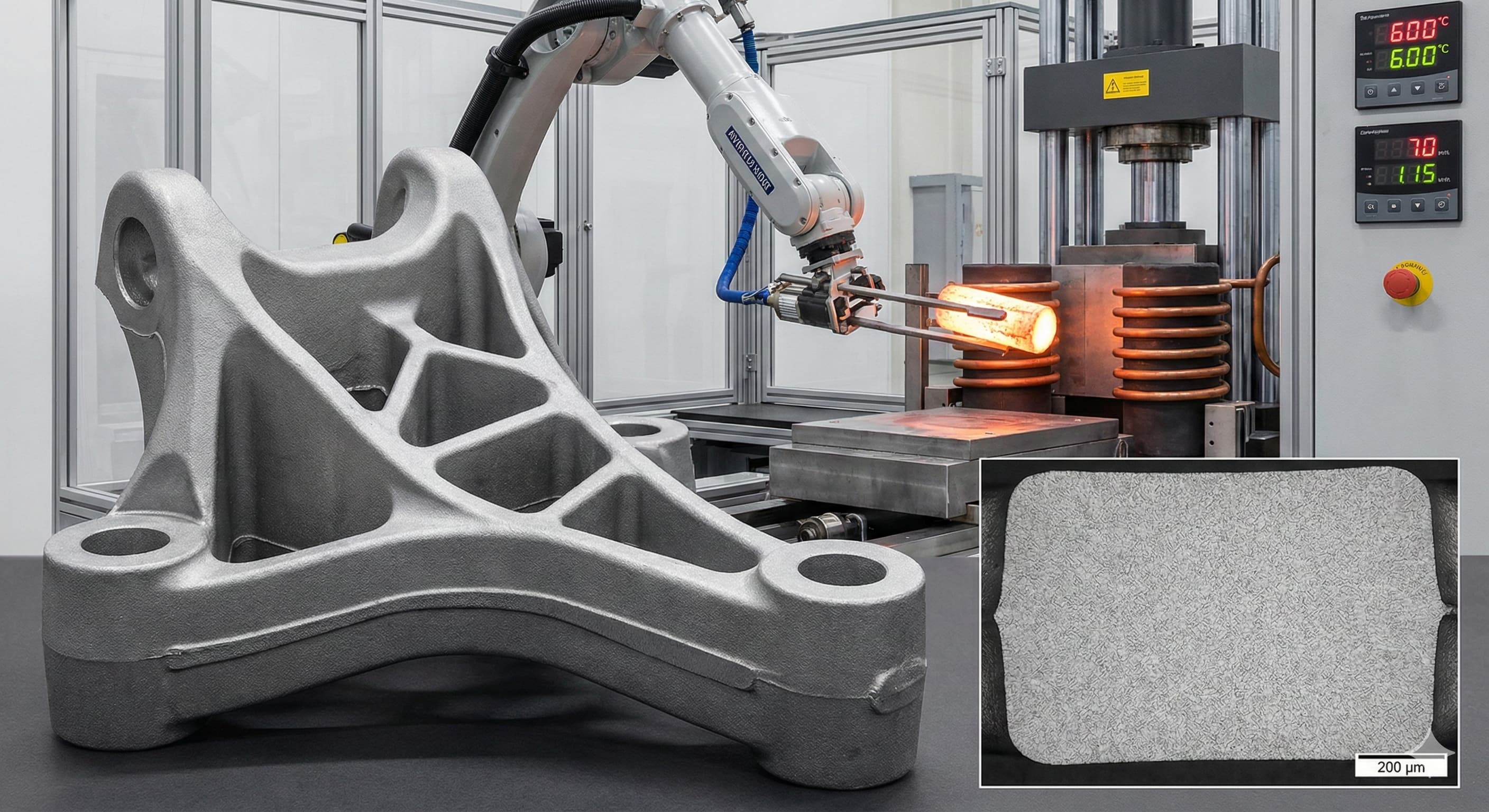
A tixoformação explora as propriedades tixotrópicas de ligas metálicas em seu estado semissólido, onde o material exibe comportamento de fluido não newtoniano. Em temperaturas entre os pontos solidus e liquidus—tipicamente 580-620°C para ligas de alumínio como A356—o metal contém dendritos sólidos e fases líquidas em proporções cuidadosamente controladas.
O processo começa com matéria-prima especialmente preparada, apresentando estruturas de grãos globulares em vez de formações dendríticas encontradas na fundição convencional. Essa modificação microestrutural é alcançada através da agitação eletromagnética durante a solidificação inicial, criando partículas sólidas esféricas suspensas em metal líquido. Quando reaquecidas a temperaturas semissólidas, essas estruturas globulares permitem a deformação controlada sob pressão aplicada.
Os parâmetros críticos do processo incluem fração sólida (tipicamente 40-60%), taxa de aquecimento (2-5°C/minuto) e pressão de formação (20-100 MPa). A estreita janela de temperatura requer sistemas de aquecimento de precisão com precisão de ±2°C para manter a viscosidade ideal. Temperaturas muito altas resultam em fração líquida excessiva e potencial porosidade, enquanto calor insuficiente impede características de fluxo adequadas.
| Parâmetro | Alumínio A356 | Magnésio AZ91 | Zinco ZA-8 |
|---|---|---|---|
| Temperatura de Solidus | 557°C | 470°C | 374°C |
| Temperatura de Liquidus | 613°C | 598°C | 386°C |
| Faixa de Processo Ideal | 580-600°C | 480-520°C | 376-382°C |
| Fração Sólida | 45-55% | 40-60% | 50-70% |
| Pressão de Conformação | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Seleção de Material e Propriedades
As ligas de alumínio dominam as aplicações de tixoformação devido à sua ampla faixa de temperatura semissólida e excelentes propriedades mecânicas. O alumínio A356 oferece equilíbrio ideal com teor de silício (6,5-7,5%), aumentando a fluidez e mantendo a resistência. O processo de solidificação controlada atinge resistências à tração de 280-320 MPa, em comparação com 200-250 MPa na fundição sob pressão convencional de ligas idênticas.
Ligas de magnésio como AZ91D oferecem relações resistência/peso excepcionais em componentes tixoformados. O processamento semissólido elimina problemas de rasgo a quente comuns na fundição de magnésio líquido, ao mesmo tempo em que atinge resistências à tração finais próximas a 275 MPa. No entanto, a estreita janela de processamento do magnésio exige controle atmosférico preciso para evitar a oxidação.
As ligas de zinco, particularmente ZA-8 e ZA-12, demonstram precisão dimensional superior na tixoformação com tolerâncias alcançáveis de ±0,05 mm em dimensões críticas. A maior densidade (6,3 g/cm³) em comparação com o alumínio (2,7 g/cm³) requer pressões de formação ajustadas, mas permite recursos intrincados impossíveis com outros processos.
| Propriedade | A356 Tixoformado | A380 Fundido sob Pressão | A356 Fundido em Areia |
|---|---|---|---|
| Resistência à Tração | 300 MPa | 280 MPa | 220 MPa |
| Limite de Escoamento | 210 MPa | 190 MPa | 150 MPa |
| Alongamento | 8-12% | 3-5% | 4-7% |
| Nível de Porosidade | <0.5% | 2-4% | 3-6% |
| Acabamento Superficial Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Tecnologia de Processo e Equipamentos
O equipamento de tixoformação integra controle preciso de temperatura, sistemas de formação hidráulica e manuseio especializado de matéria-prima. O aquecimento por indução fornece distribuição de temperatura rápida e uniforme, essencial para manter a consistência semissólida. Os sistemas modernos incorporam monitoramento de temperatura em circuito fechado com termopares posicionados a 5 mm da superfície do tarugo.
Prensas hidráulicas projetadas para tixoformação fornecem aplicação de força controlada com taxas de aumento de pressão de 5-15 MPa/segundo. Taxas mais lentas permitem o fluxo adequado do material em geometrias complexas, enquanto a velocidade excessiva cria turbulência e ar aprisionado. Os requisitos de tonelagem da prensa variam de 200 a 2000 toneladas, dependendo do tamanho e da complexidade do componente.
O design da matriz difere significativamente da fundição convencional, apresentando locais de porta e sistemas de canais otimizados. As velocidades da porta devem permanecer abaixo de 2 m/s para evitar fluxo turbulento, alcançado através de áreas de seção transversal calculadas. Os sistemas de ventilação exigem posicionamento preciso, pois o material semissólido não pode deslocar o ar tão eficazmente quanto o metal líquido.
Para fabricantes que avaliam alternativas de processo, abordagens de fundição de metal de curto prazo podem complementar a tixoformação para desenvolvimento de protótipos e fases de produção de baixo volume.
Métodos de Controle de Qualidade e Inspeção
A medição da porosidade em componentes tixoformados requer técnicas especializadas além da inspeção visual. A radiografia de raios X com padrões de sensibilidade de 2% de acordo com ASTM E155 revela a distribuição interna de vazios. A tomografia computadorizada (TC) fornece mapeamento tridimensional da porosidade com resolução de 10 μm, essencial para aplicações aeroespaciais e automotivas críticas.
Os protocolos de teste mecânico seguem ASTM B557 para propriedades de tração, com a orientação do espécime afetando os resultados em 5-15% devido à direcionalidade da estrutura do grão. O teste de fadiga de acordo com ASTM D7791 demonstra o desempenho superior dos componentes tixoformados, com limites de resistência 20-30% maiores do que as fundições convencionais.
A inspeção dimensional utiliza máquinas de medição por coordenadas (MMC) com precisão da sonda de ±0,001 mm. As dimensões críticas exigem controle estatístico do processo com valores Cpk superiores a 1,33 para garantir qualidade consistente. A medição do acabamento superficial usando perfilômetros verifica os valores Ra normalmente variando de 1,6 a 6,3 μm, dependendo da preparação da superfície da matriz.
Para resultados de alta precisão, Obtenha um orçamento em 24 horas da Microns Hub.
| Método de Inspeção | Capacidade de Detecção | Padrões Típicos | Aplicações |
|---|---|---|---|
| Radiografia por Raios-X | Porosidade >2% volume | ASTM E155 | Triagem de produção |
| Tomografia Computadorizada | Vazios >10 μm | ASTM E1441 | Componentes críticos |
| Teste Ultrassônico | Variações de densidade | ASTM E664 | Integridade estrutural |
| Metalografia | Análise de microestrutura | ASTM E3 | Otimização de processo |
Análise de Custo e Considerações Econômicas
A economia da tixoformação depende fortemente do volume de produção e da complexidade do componente. Os custos iniciais de ferramental variam de €25.000 a €150.000 para componentes automotivos típicos, comparáveis ao ferramental de molde permanente, mas com ciclos de vida estendidos. As taxas de desgaste da matriz diminuem 40-60% em comparação com a fundição sob pressão líquida devido ao choque térmico reduzido e às temperaturas de processamento mais baixas.
Os custos de material incluem a preparação especializada da matéria-prima, adicionando €0,15-€0,25 por quilograma sobre o preço padrão da liga. No entanto, os recursos de forma quase final reduzem os requisitos de usinagem em 30-70%, com taxas de utilização de material de 95-98% compensando os prêmios de matéria-prima. O consumo de energia diminui 15-25% em comparação com os processos de fundição líquida devido aos menores requisitos de aquecimento.
Os custos de mão de obra refletem a natureza semiautomatizada das operações de tixoformação. Os tempos de ciclo de 60-180 segundos para componentes típicos permitem taxas de produção de 20-60 peças por hora por máquina. A consistência da qualidade reduz os requisitos de inspeção e as taxas de sucata abaixo de 2% para processos estabelecidos.
A análise de ponto de equilíbrio normalmente mostra vantagens de custo em relação aos componentes usinados em volumes superiores a 1.000 unidades anualmente. Comparado com a fundição em molde permanente, a tixoformação se torna econômica quando as propriedades premium justificam custos de peça 15-25% mais altos.
Aplicações e Implementação na Indústria
As aplicações automotivas lideram a adoção da tixoformação, particularmente para componentes de suspensão, suportes de motor e nós estruturais que exigem altas relações resistência/peso. A Mercedes-Benz implementa braços de suspensão de alumínio tixoformados, alcançando uma redução de peso de 30%, mantendo os padrões de desempenho de colisão. A resistência à fadiga superior permite a otimização do design impossível com a fundição convencional.
Os componentes aeroespaciais se beneficiam do controle de porosidade e das propriedades mecânicas da tixoformação. Os componentes do trem de pouso, as caixas dos atuadores e as conexões estruturais utilizam o processo para aplicações críticas onde as consequências da falha são graves. As especificações da Boeing exigem níveis de porosidade abaixo de 0,2% para certas aplicações, alcançáveis apenas através do processamento semissólido.
As caixas eletrônicas aproveitam a precisão dimensional e as propriedades de blindagem eletromagnética da tixoformação. As caixas de magnésio para equipamentos de telecomunicações alcançam variações de espessura de parede de 1,2-8 mm em componentes únicos, mantendo tolerâncias de ±0,1 mm nos recursos de montagem.
As aplicações de bens de consumo incluem equipamentos esportivos, ferramentas elétricas e componentes de eletrodomésticos onde as propriedades premium justificam custos mais altos. As cabeças de tacos de golfe fabricadas por meio de tixoformação exibem características de desempenho consistentes devido à distribuição uniforme da densidade.
Variações Avançadas do Processo
A moldagem por tixoinjeção combina o processamento semissólido com os princípios da moldagem por injeção, alcançando tempos de ciclo comparáveis aos serviços de moldagem por injeção, mantendo as propriedades dos componentes metálicos. O processo utiliza cilindros aquecidos para manter as temperaturas semissólidas durante a injeção, permitindo geometrias complexas com rebaixos e cavidades internas.
Os processos de reofundição contornam a preparação da matéria-prima, criando material semissólido diretamente do metal líquido através do resfriamento e agitação controlados. Essa abordagem reduz os custos de material, mas requer controle preciso do processo para obter estruturas globulares consistentes. Os sistemas de agitação eletromagnética operando em frequências de 50-100 Hz geram microestruturas ótimas.
Os processos híbridos combinam tixoformação com operações secundárias como usinagem ou união. Os recursos de moldagem por inserção permitem componentes compósitos metal-polímero com intertravamentos mecânicos impossíveis através de métodos de montagem convencionais. Inserções roscadas, sensores e conexões elétricas se integram perfeitamente durante a formação.
Otimização do Processo e Solução de Problemas
A otimização do controle de temperatura requer a compreensão da dinâmica de transferência de calor dentro de tarugos semissólidos. Gradientes térmicos superiores a 10°C no diâmetro do tarugo causam fluxo não uniforme e defeitos potenciais. O design da bobina de indução com várias zonas permite a compensação do gradiente, mantendo a uniformidade de ±3°C.
Softwares de simulação de fluxo como MAGMASOFT e FLOW-3D incorporam modelos reológicos semissólidos para análise de preenchimento de matriz. As previsões de viscosidade permitem a otimização do dimensionamento da porta e o design do caminho de fluxo. A precisão da simulação requer bancos de dados de propriedades de materiais específicos para microestruturas globulares em vez de dados convencionais de metal líquido.
Os defeitos comuns incluem fechamentos frios devido à temperatura insuficiente, bolhas superficiais de gases presos e variações dimensionais de frações sólidas inconsistentes. Os sistemas de monitoramento de processo rastreiam os principais parâmetros em tempo real, com controle estatístico do processo identificando o desvio antes da geração de defeitos.
Os cronogramas de manutenção da matriz exigem procedimentos especializados devido a diferentes padrões de desgaste. Tratamentos de superfície como revestimentos de nitreto estendem a vida útil da matriz 2-3x em comparação com o aço ferramenta não tratado. A aplicação do agente desmoldante difere da fundição líquida, exigindo formulações compatíveis com temperaturas e pressões semissólidas.
| Tipo de Defeito | Causa Raiz | Método de Prevenção | Método de Detecção |
|---|---|---|---|
| Juntas Frias | Baixa temperatura/pressão | Controle de parâmetros do processo | Inspeção visual |
| Porosidade | Ar/gases presos | Ventilação aprimorada | Raios-X/Tomografia computadorizada |
| Bolhas Superficiais | Aprisionamento de gás | Otimização do revestimento da matriz | Inspeção de superfície |
| Variação Dimensional | Inconsistência de temperatura | Monitoramento térmico | Medição CMM |
Desenvolvimentos Futuros e Tecnologias Emergentes
A integração da inteligência artificial permite o controle preditivo do processo, analisando padrões de dados de sensores. Os algoritmos de aprendizado de máquina identificam combinações de parâmetros ideais para novas geometrias, reduzindo o tempo de configuração e as taxas de sucata. Os cronogramas de manutenção preditiva com base em perfis de temperatura da matriz e assinaturas de pressão evitam falhas inesperadas.
O desenvolvimento avançado de ligas se concentra na expansão da faixa de temperatura para processamento semissólido. Composições de alumínio modificadas com adições de terras raras mantêm estruturas globulares em faixas de temperatura mais amplas, melhorando a robustez do processo. Ligas híbridas combinando diferentes metais de base permitem gradientes de propriedades dentro de componentes únicos.
As aplicações de fabricação aditiva utilizam pastas tixotrópicas para impressão direta de metal. A extrusão semissólida através de bicos aquecidos permite a impressão sem suporte de recursos salientes, mantendo as propriedades mecânicas comparáveis aos materiais forjados. A resistência da ligação da camada se aproxima das propriedades do material a granel devido aos perfis térmicos controlados.
Os avanços na automação incluem sistemas de manuseio robótico para tarugos quentes e inspeção de qualidade automatizada. Os sistemas de visão identificam defeitos de superfície durante a produção, permitindo ajustes de processo em tempo real. A integração com sistemas de planejamento de recursos empresariais (ERP) otimiza o agendamento da produção e o gerenciamento do estoque de materiais.
Escolhendo a Microns Hub para a Excelência em Tixoformação
Ao encomendar componentes tixoformados da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em processamento semissólido e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes necessária para resultados ideais. Com recursos abrangentes abrangendo nossos serviços de fabricação, fornecemos soluções integradas desde a otimização do design até a inspeção final.
Perguntas Frequentes
Quais níveis de porosidade a tixoformação pode atingir em comparação com a fundição sob pressão convencional?
A tixoformação atinge consistentemente níveis de porosidade abaixo de 0,5%, enquanto a fundição sob pressão convencional normalmente varia de 2 a 5%. Essa melhoria dramática resulta das características de fluxo controladas do metal semissólido, que elimina a turbulência e reduz o aprisionamento de gás durante o preenchimento da matriz.
Quais materiais são mais adequados para aplicações de tixoformação?
As ligas de alumínio como A356 e A357 são mais comumente usadas devido à sua ampla faixa de temperatura semissólida e excelentes propriedades mecânicas. As ligas de magnésio (AZ91D) oferecem relações resistência/peso superiores, enquanto as ligas de zinco (ZA-8) fornecem precisão dimensional excepcional para componentes de precisão.
Como os custos de ferramental para tixoformação se comparam a outros processos de fundição?
Os custos iniciais de ferramental variam de €25.000 a €150.000 para componentes típicos, semelhantes à fundição em molde permanente. No entanto, a vida útil da matriz aumenta 40-60% devido ao choque térmico reduzido e às temperaturas de processamento mais baixas, tornando o custo total de propriedade mais favorável para produção de médio a alto volume.
Quais tolerâncias dimensionais são alcançáveis com a tixoformação?
As tolerâncias típicas variam de ±0,1-±0,2 mm para a maioria dos recursos, com dimensões críticas atingindo ±0,05 mm quando os controles de processo adequados são implementados. Acabamentos de superfície de Ra 1,6-3,2 μm são padrão, muitas vezes eliminando operações de acabamento secundárias.
Quais volumes mínimos de produção tornam a tixoformação economicamente viável?
A análise de ponto de equilíbrio normalmente mostra vantagens de custo em relação aos componentes usinados em volumes superiores a 1.000 unidades anualmente. Para geometrias complexas que exigem alta resistência e baixa porosidade, a tixoformação se torna competitiva em volumes ainda menores devido aos menores requisitos de usinagem e às propriedades superiores do material.
Como a resistência mecânica das peças tixoformadas se compara à fundição convencional?
O alumínio A356 tixoformado atinge resistências à tração de 280-320 MPa em comparação com 200-250 MPa na fundição sob pressão convencional. A microestrutura controlada e a porosidade reduzida resultam em resistência à fadiga 20-30% maior e propriedades de alongamento aprimoradas.
Quais são as principais limitações do processo de tixoformação?
As principais limitações incluem a estreita janela de processamento de temperatura que requer controle preciso (±2°C), custos especializados de preparação da matéria-prima e limitação atual a sistemas de liga específicos. Geometrias complexas com paredes muito finas (<1,5 mm) podem apresentar desafios de fluxo que exigem otimização cuidadosa do projeto da matriz.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece