Uniformidade da Espessura da Parede: Prevenindo Defeitos de Contração na Produção
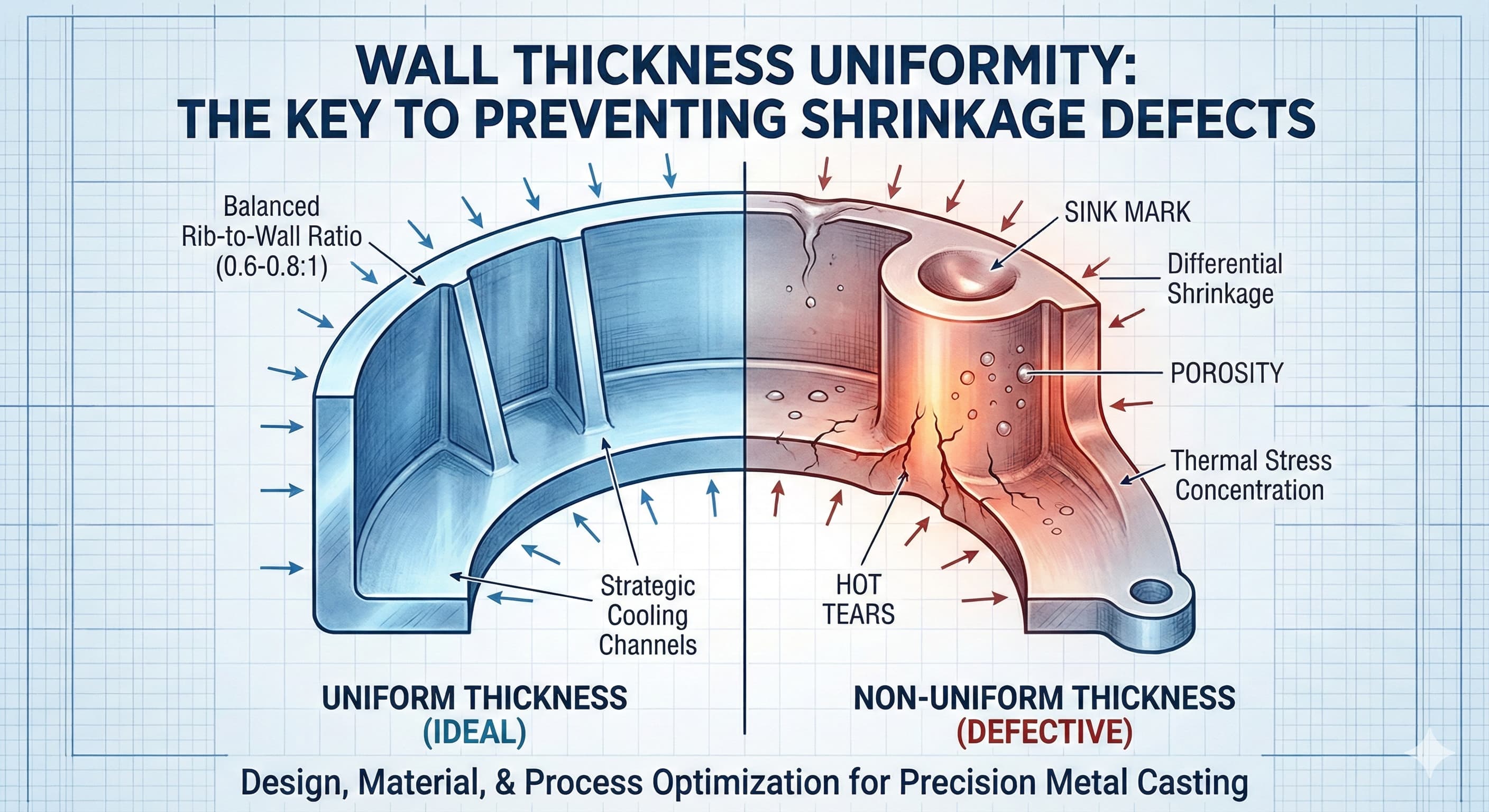
Defeitos de contração na fundição de metal derivam fundamentalmente de um fator controlável: a uniformidade da espessura da parede. Quando seções de uma fundição esfriam em taxas diferentes devido a espessuras de parede variáveis, a contração diferencial cria tensões internas, porosidade e imprecisões dimensionais que podem tornar inutilizáveis execuções de produção inteiras. Este desafio de engenharia afeta tudo, desde caixas de transmissão automotivas até componentes estruturais aeroespaciais, onde desvios de tolerância de até 0,1 mm podem desencadear rejeições dispendiosas.
Principais Conclusões
- A espessura uniforme da parede dentro de uma variação de ±10% elimina 85% dos defeitos relacionados à contração em fundições de alumínio e zinco
- As proporções adequadas da espessura da nervura para a espessura da parede (0,6:1 a 0,8:1) evitam marcas de afundamento, mantendo a integridade estrutural
- O posicionamento estratégico de canais de resfriamento e sistemas de canais está diretamente correlacionado com a uniformidade da contração em geometrias complexas
- Os coeficientes de contração específicos do material devem ser considerados no projeto da ferramenta: Al 380 (1,3%), Zn ZA-12 (0,8%), Mg AZ91D (1,1%)
Compreendendo a Mecânica da Contração na Fundição de Metal
A contração ocorre em três fases distintas durante o processo de fundição. A contração líquida ocorre quando o metal fundido esfria da temperatura de vazamento até o ponto de solidificação, normalmente representando uma redução de volume de 3 a 7%, dependendo da composição da liga. A contração de solidificação segue à medida que o material faz a transição do estado líquido para o estado sólido, contribuindo com outra mudança de volume de 3 a 5%. Finalmente, a contração no estado sólido continua à medida que a fundição esfria até a temperatura ambiente, adicionando uma contração adicional de 4 a 6%.
O fator crítico que determina a formação de defeitos não é a quantidade absoluta de contração, mas as taxas de contração diferencial entre seções adjacentes. Quando uma seção de parede de 4 mm esfria ao lado de um ressalto de 12 mm, o gradiente térmico cria concentrações de tensão localizadas que excedem 150 MPa em ligas de alumínio. Essas tensões se manifestam como rasgos a quente, juntas frias e distorção dimensional que comprometem a integridade estrutural e a qualidade do acabamento superficial.
A uniformidade da espessura da parede influencia diretamente o tempo de solidificação de acordo com a Regra de Chvorinov: o tempo de solidificação é proporcional a (Volume/Área de Superfície)². Uma seção com o dobro da espessura da parede leva quatro vezes mais tempo para solidificar, criando o desequilíbrio térmico responsável pela maioria dos defeitos de fundição. Compreender essa relação permite que os engenheiros prevejam e evitem problemas de contração durante a fase de projeto, em vez de resolvê-los por meio de remediação dispendiosa pós-fundição.
Princípios de Design para Uniformidade da Espessura da Parede
Alcançar a uniformidade ideal da espessura da parede requer adesão a proporções de design específicas e princípios geométricos. A regra fundamental mantém as variações de espessura da parede dentro de ±10% em toda a fundição. Para uma espessura de parede primária de 3,0 mm, as seções adjacentes devem permanecer entre 2,7 mm e 3,3 mm para garantir taxas de resfriamento uniformes.
O design da nervura exige atenção especial às proporções de espessura. As nervuras estruturais devem manter 60-80% da espessura da parede primária para fornecer resistência adequada sem criar desequilíbrios térmicos. Uma parede primária de 4 mm requer nervuras entre 2,4 mm e 3,2 mm de espessura. Nervuras mais espessas criam marcas de afundamento em superfícies opostas, enquanto nervuras mais finas não fornecem o suporte estrutural necessário e podem apresentar preenchimento incompleto durante a fundição.
| Espessura da Parede Primária | Espessura Recomendada da Nervura | Espessura Máxima do Boss | Raio do Filete |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
As zonas de transição entre diferentes espessuras de parede requerem mudanças graduais em distâncias de pelo menos 6:1. Uma transição de 3 mm para 6 mm de espessura de parede deve ocorrer em um comprimento mínimo de 18 mm para evitar gradientes térmicos acentuados. Raios de concordância generosos, normalmente 0,3-0,5 vezes a espessura da parede menor, suavizam ainda mais essas transições e reduzem as concentrações de tensão durante o resfriamento.
Características de Contração Específicas do Material
Diferentes ligas de fundição exibem comportamentos de contração distintos que impactam diretamente as estratégias de design de espessura de parede. As ligas de alumínio, particularmente A380 e A383 comumente usadas na fundição sob pressão, demonstram coeficientes de contração linear de 1,2-1,5%. Este padrão de contração previsível permite uma compensação precisa da ferramenta, mas a taxa de contração relativamente alta exige estrita adesão aos princípios de espessura de parede uniforme.
Ligas de zinco, como ZA-12 e Zamak 3, oferecem taxas de contração mais baixas de 0,6-0,8%, proporcionando maior estabilidade dimensional, mas exigindo uma abordagem diferente para o projeto de canais e comportas. A menor contração significa que seções mais finas permanecem líquidas por mais tempo, potencialmente melhorando as características de preenchimento, mas estendendo os tempos de ciclo em seções espessas.
| Grau da Liga | Retração Linear (%) | Faixa de Solidificação (°C) | Parede Máxima Recomendada (mm) | Taxa de Resfriamento (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
As ligas de magnésio apresentam desafios únicos com taxas de contração de 1,0-1,3% combinadas com alta condutividade térmica, exigindo tempos de ciclo rápidos. A estreita janela de processo exige uniformidade excepcional da espessura da parede, normalmente dentro de ±5%, em vez dos ±10% aceitáveis para ligas de alumínio. As ligas de cobre exibem as maiores taxas de contração em 1,5-2,0%, necessitando de limitações máximas de espessura de parede e uso extensivo de resfriadores para controlar as taxas de resfriamento.
Projeto de Ferramentas para Controle de Contração
O projeto eficaz da ferramenta começa com o gerenciamento térmico por meio do posicionamento estratégico do canal de resfriamento. Os canais de resfriamento devem manter uma distância consistente das superfícies da cavidade, normalmente 15-20 mm para ferramentas de fundição sob pressão de alumínio. Variar essa distância cria taxas de resfriamento desiguais que se traduzem diretamente em contração diferencial e defeitos de fundição.
A seleção do diâmetro do canal segue a regra de manter o número de Reynolds entre 5.000-10.000 para fluxo turbulento. Para resfriamento de água padrão, isso se traduz em diâmetros de canal de 8-12 mm com vazões de 4-8 litros por minuto por canal. O diferencial de temperatura entre a entrada e a saída não deve exceder 5°C para manter a extração de calor uniforme em toda a superfície da ferramenta.
O projeto do canal e da comporta impacta significativamente a uniformidade da contração por meio de padrões de preenchimento controlados e distribuição de pressão. A espessura da comporta deve ser 60-80% da espessura da parede adjacente para garantir a transmissão adequada da pressão durante a solidificação, evitando a turbulência do fluxo. As estratégias de comportas múltiplas funcionam particularmente bem para fundições grandes e complexas, onde a comporta de ponto único não consegue manter a pressão adequada em toda a cavidade.
Para resultados de alta precisão, receba um orçamento detalhado em 24 horas da Microns Hub.
Parâmetros do Processo e Prevenção da Contração
A velocidade de injeção está diretamente correlacionada com a uniformidade da contração por meio de seu efeito nos padrões de preenchimento da cavidade e na distribuição térmica. As velocidades ideais variam de 1,5-3,0 m/s para fundição sob pressão de alumínio, com velocidades mais baixas usadas para geometrias complexas que exigem características de fluxo laminar. Velocidades excessivas criam turbulência e aprisionamento de ar, enquanto velocidades insuficientes permitem a solidificação prematura em seções finas.
O tempo e a magnitude da aplicação da pressão de retenção determinam a densidade final da fundição e a precisão dimensional. A pressão deve ser aplicada imediatamente após a conclusão do preenchimento da cavidade e mantida até que a comporta se solidifique. As pressões de retenção típicas variam de 30-60 MPa para fundições de alumínio, com duração calculada com base na espessura da comporta usando a relação: tempo de retenção (segundos) = espessura da comporta (mm) × 2,5.
O controle da temperatura do molde requer um equilíbrio preciso entre a eficiência do tempo de ciclo e a qualidade da fundição. A fundição sob pressão de alumínio normalmente opera com temperaturas de molde entre 200-250°C, com controle mais preciso (±10°C) necessário para componentes de paredes finas que exigem precisão dimensional superior. A uniformidade da temperatura em toda a face do molde deve ser mantida dentro de ±15°C para evitar pontos quentes localizados que interrompem os padrões de solidificação uniformes.
Técnicas Avançadas para Aplicações Críticas
A fundição por compressão representa o auge da tecnologia de controle de contração, aplicando pressões de até 150 MPa durante a solidificação para eliminar a porosidade e garantir a densidade máxima. Este processo beneficia particularmente componentes com variações inevitáveis na espessura da parede, como componentes de suspensão automotiva ou suportes estruturais aeroespaciais. A alta pressão elimina efetivamente os defeitos relacionados à contração, mesmo em seções de até 25 mm de espessura.
Os processos de tixoformagem oferecem outra abordagem avançada para aplicações críticas que exigem estabilidade dimensional excepcional. O processamento semi-sólido reduz as taxas de contração em 30-40% em comparação com a fundição convencional, mantendo propriedades mecânicas superiores por meio de microestrutura refinada.
A fundição assistida por vácuo elimina o aprisionamento de ar que pode exacerbar os defeitos de contração, particularmente em geometrias complexas com múltiplas frentes de fluxo. Níveis de vácuo de 50-100 mbar aplicados durante o preenchimento da cavidade garantem o preenchimento completo de seções finas, evitando a porosidade do gás que agrava as variações dimensionais relacionadas à contração.
O monitoramento térmico em tempo real usando câmeras infravermelhas e termopares embutidos fornece feedback imediato sobre a uniformidade do resfriamento. Sistemas avançados podem detectar variações de temperatura superiores a ±5°C na superfície da fundição, acionando ajustes automáticos nos parâmetros de resfriamento ou alertas de processo para intervenção imediata do operador.
Estratégias de Controle de Qualidade e Medição
A verificação dimensional da uniformidade da espessura da parede requer técnicas de medição especializadas capazes de detectar variações de até 0,05 mm de resolução. Os medidores de espessura ultrassônicos fornecem medição não destrutiva de seções de parede, particularmente úteis para recursos internos inacessíveis às ferramentas de medição mecânica. Os sistemas ultrassônicos modernos alcançam precisão de ±0,01 mm em superfícies com aplicação adequada de meio de acoplamento.
As máquinas de medição por coordenadas (CMMs) equipadas com sondas de toque de alta resolução podem verificar geometrias complexas em relação às especificações CAD, identificando desvios dimensionais relacionados à contração antes que se propaguem pelas execuções de produção. A implementação do controle estatístico de processo (CEP) rastreia as medições da espessura da parede ao longo do tempo, identificando o desgaste gradual da ferramenta ou o desvio do processo que afeta a uniformidade da contração.
| Método de Medição | Precisão | Aplicação | Faixa de Custo (€) |
|---|---|---|---|
| Medidor Ultrassônico | ±0.01 mm | Verificação da espessura da parede | 1,200-3,500 |
| Sonda de Toque CMM | ±0.005 mm | Validação de geometria complexa | 45,000-120,000 |
| Scanner Óptico | ±0.02 mm | Análise do perfil da superfície | 8,000-25,000 |
| TC de Raio-X | ±0.05 mm | Detecção de defeitos internos | 180,000-450,000 |
A tomografia computadorizada de raios X (TC) fornece visualização interna completa da estrutura da fundição, revelando porosidade de contração, rasgos a quente e outros defeitos invisíveis aos métodos de inspeção de superfície. Embora caro, a digitalização por TC é inestimável para aplicações aeroespaciais e médicas críticas, onde a verificação da solidez interna é obrigatória.
Impacto Econômico e Otimização de Custos
Os defeitos de contração impõem penalidades econômicas substanciais por meio de taxas de sucata, custos de retrabalho e atrasos nas entregas. Dados da indústria indicam que os defeitos relacionados à contração representam 15-25% das rejeições totais de fundição, com custos de retrabalho em média de €25-45 por quilograma para componentes de alumínio. Para uma fundição automotiva típica pesando 2,5 kg, cada peça descartada representa €60-110 em material perdido e custos de processamento.
As estratégias de prevenção demonstram um claro retorno sobre o investimento por meio de taxas de sucata reduzidas e maior eficiência do ciclo. A implementação de princípios adequados de design de espessura de parede normalmente reduz os defeitos de contração em 60-80%, traduzindo-se em redução de sucata de 8-12% para 2-3% para processos bem controlados. A economia de material resultante por si só muitas vezes justifica os investimentos em otimização de design dentro de 6-8 meses após a implementação.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em prevenção de contração e otimização da espessura da parede significa que cada projeto de fundição recebe a atenção de engenharia necessária para minimizar defeitos e maximizar a eficiência da produção.
As modificações de ferramentas para melhor controle de contração exigem uma análise cuidadosa de custo-benefício. Sistemas de resfriamento aprimorados normalmente adicionam €8.000-15.000 aos custos iniciais de ferramentas, mas reduzem os tempos de ciclo em 10-15%, melhorando a consistência dimensional. Serviços de usinagem CNC de precisão podem otimizar as ferramentas existentes por meio de adições estratégicas de canais de resfriamento ou modificações de cavidade sem substituição completa da ferramenta.
Integração com Sistemas de Fabricação
As operações de fundição modernas integram estratégias de prevenção de contração com sistemas de execução de fabricação (MES) mais amplos para otimização de processo em tempo real. O monitoramento de temperatura, a detecção de pressão e o rastreamento do tempo de ciclo fornecem feedback contínuo, permitindo ajustes imediatos para manter os parâmetros ideais de controle de contração.
Os algoritmos de manutenção preditiva analisam dados históricos para identificar padrões de desgaste da ferramenta que afetam a uniformidade da espessura da parede antes que ocorram defeitos. Os modelos de aprendizado de máquina podem prever a probabilidade de defeitos de contração com base em combinações de parâmetros de processo, permitindo ajustes proativos que mantêm a qualidade, maximizando a taxa de transferência de produção.
A integração da cadeia de suprimentos garante propriedades de material consistentes que impactam diretamente as características de contração. Variações na composição da liga de até 0,1% no teor de silício podem alterar as taxas de contração o suficiente para afetar a precisão dimensional em aplicações de precisão. Sistemas automatizados de rastreamento e verificação de materiais evitam que variações de contração relacionadas à composição comprometam a qualidade da produção.
Nossos serviços de fabricação abrangem a implementação completa do controle de contração, desde a otimização inicial do projeto até o estabelecimento do processo de produção e sistemas de monitoramento de qualidade contínuos.
Aplicações Específicas da Indústria
As aplicações automotivas exigem controle de contração excepcional devido aos requisitos de produção de alto volume e tolerâncias dimensionais rigorosas. As caixas de transmissão, por exemplo, exigem uniformidade da espessura da parede dentro de ±0,05 mm para manter o alinhamento adequado do engate da engrenagem e evitar o desgaste prematuro. Os blocos de motor apresentam desafios particulares com passagens internas complexas que exigem projetos de núcleo especializados e estratégias de resfriamento avançadas para manter a espessura da parede uniforme em todo o processo de fundição.
Os componentes aeroespaciais operam sob os requisitos de controle de contração mais rigorosos, com variações na espessura da parede limitadas a ±0,02 mm para elementos estruturais críticos. Os componentes do trem de pouso, as caixas de turbina e os suportes estruturais são submetidos a testes não destrutivos extensivos para verificar a solidez interna e a precisão dimensional. Alternativas de fundição de curta tiragem fornecem soluções econômicas para prototipagem aeroespacial e produção de baixo volume, mantendo os mesmos padrões de controle de contração exigidos para fabricação de alto volume.
As aplicações de dispositivos médicos exigem materiais biocompatíveis com estabilidade dimensional excepcional para componentes implantáveis. Os implantes ortopédicos exigem uniformidade da espessura da parede para garantir a distribuição adequada da carga e evitar pontos de concentração de tensão que podem levar à falha do implante. A combinação de requisitos de pureza do material e precisão dimensional exige controle de processo avançado e procedimentos extensivos de verificação de qualidade.
Perguntas Frequentes
Qual é a variação máxima aceitável na espessura da parede para fundições sob pressão de alumínio?
Para fundições sob pressão de alumínio padrão, as variações na espessura da parede devem permanecer dentro de ±10% da espessura nominal para evitar defeitos de contração significativos. Aplicações críticas podem exigir um controle mais rígido de ±5% para garantir precisão dimensional e propriedades mecânicas ideais.
Como a espessura da nervura afeta a contração e as marcas de afundamento?
As nervuras devem manter 60-80% da espessura da parede primária para fornecer suporte estrutural sem criar desequilíbrios térmicos. Nervuras mais espessas causam marcas de afundamento em superfícies opostas devido às diferentes taxas de resfriamento, enquanto nervuras mais finas podem apresentar preenchimento incompleto e eficácia estrutural reduzida.
Qual espaçamento do canal de resfriamento evita a contração irregular em ferramentas de fundição sob pressão?
Os canais de resfriamento devem manter uma distância consistente de 15-20 mm das superfícies da cavidade com diâmetro de 8-12 mm para extração de calor ideal. O espaçamento do canal de 40-50 mm centro a centro garante uma distribuição uniforme da temperatura em toda a face da ferramenta.
Como diferentes ligas afetam as estratégias de controle de contração?
As ligas de alumínio (contração de 1,2-1,5%) exigem práticas de uniformidade padrão, as ligas de zinco (contração de 0,6-0,8%) permitem uma variação ligeiramente maior, enquanto as ligas de magnésio (contração de 1,0-1,3%) exigem um controle mais rígido dentro de ±5% devido aos requisitos de resfriamento rápido.
Quais parâmetros de processo impactam mais diretamente a uniformidade da contração?
A velocidade de injeção (1,5-3,0 m/s para alumínio), a pressão de retenção (30-60 MPa) e a uniformidade da temperatura do molde (±15°C em toda a face do molde) representam os parâmetros mais críticos para controlar defeitos relacionados à contração.
Como as ferramentas existentes podem ser modificadas para melhorar o controle de contração?
Adições estratégicas de canais de resfriamento, reposicionamento da comporta e otimização do sistema de canais podem melhorar significativamente a uniformidade da contração sem substituição completa da ferramenta. Canais de resfriamento conformes usinados através do aço da ferramenta existente fornecem a solução de retrofit mais eficaz.
Quais técnicas de medição verificam a uniformidade da espessura da parede na produção?
Medidores de espessura ultrassônicos (precisão de ±0,01 mm) para medição de rotina, máquinas de medição por coordenadas para geometrias complexas (precisão de ±0,005 mm) e digitalização por TC de raios X para verificação interna completa fornecem recursos abrangentes de validação da espessura da parede.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece