Projetando Padrões de Ventilação: Compromissos entre Blindagem EMI e Fluxo de Ar
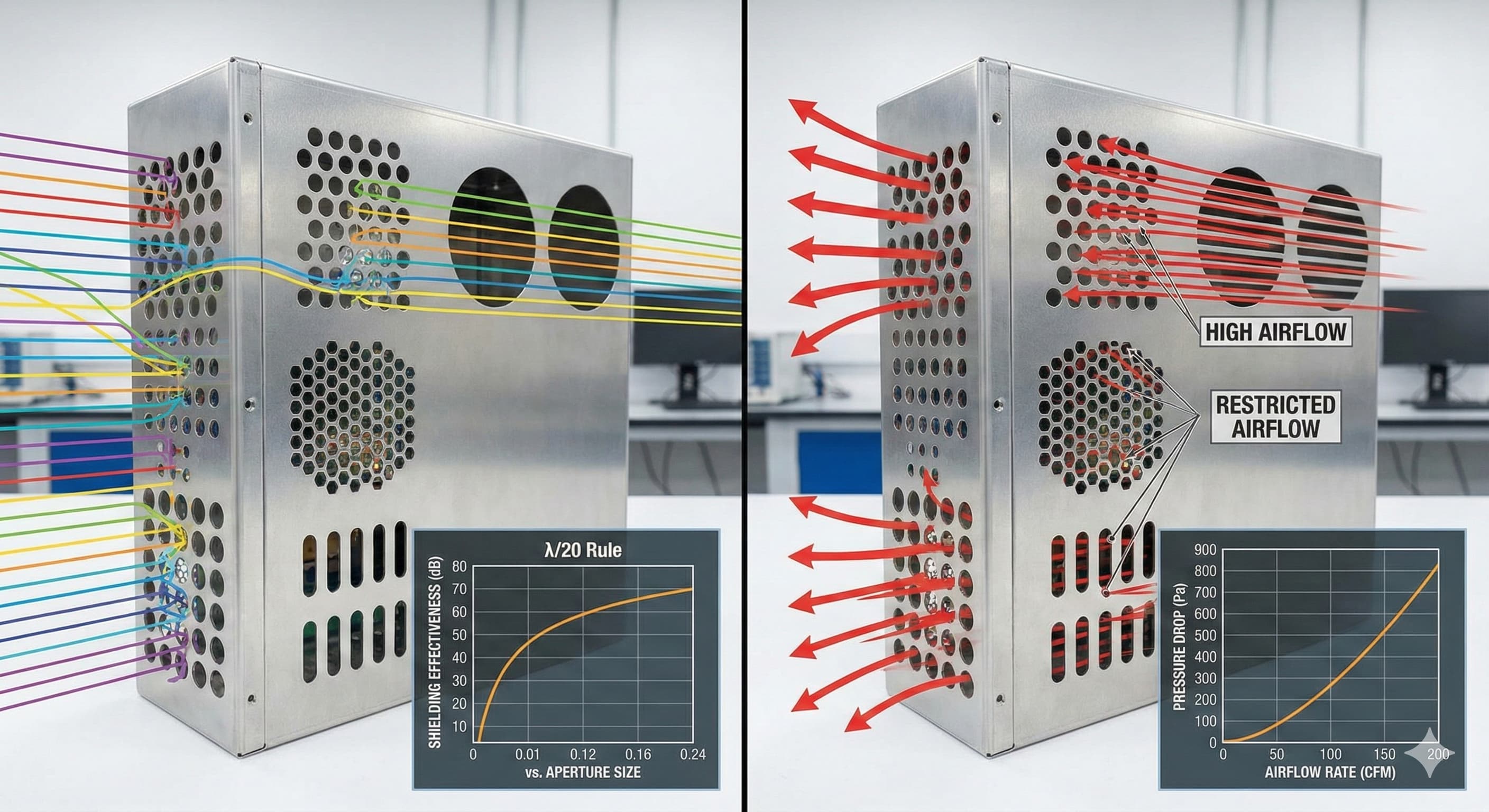
A eficácia da blindagem EMI cai exponencialmente à medida que os tamanhos de abertura excedem λ/20 da frequência de interferência, mas a maioria dos engenheiros descobre essa restrição fundamental somente depois que falhas térmicas forçam revisões de projeto. O desafio se intensifica quando os requisitos de ventilação exigem aberturas maiores que comprometem diretamente a compatibilidade eletromagnética.
Principais Conclusões
- O tamanho da abertura deve permanecer abaixo de λ/20 para frequências acima de 1 GHz para manter a eficácia de blindagem de 20 dB
- Padrões de favo de mel e perfurados podem atingir 60-80% de eficiência de fluxo de ar, preservando a proteção EMI
- A espessura e a condutividade do material impactam significativamente o desempenho da blindagem e os custos de fabricação
- Geometrias de malha avançadas reduzem a queda de pressão em 35% em comparação com os padrões tradicionais de orifícios redondos
Compreendendo os Fundamentos da Blindagem EMI
A blindagem contra interferência eletromagnética depende de três mecanismos principais: reflexão, absorção e múltiplas reflexões dentro do material de blindagem. A eficácia depende criticamente da condutividade elétrica, permeabilidade magnética e espessura do material de blindagem, bem como da geometria de quaisquer aberturas.
Para aberturas em invólucros condutores, a eficácia da blindagem (SE) segue a relação: SE = 20 log₁₀(λ/2L), onde λ representa o comprimento de onda e L a dimensão máxima da abertura. Essa relação logarítmica significa que dobrar o tamanho da abertura reduz a eficácia da blindagem em 6 dB, representando uma redução de 75% na proteção.
Os materiais de blindagem comuns incluem ligas de alumínio (6061-T6, 5052-H32), ligas de cobre (C11000, C10100) e graus de aço (304 inoxidável, 1008 laminado a frio). Cada material apresenta diferentes compensações entre condutividade, custo e propriedades mecânicas que influenciam o desempenho EMI e as características do fluxo de ar.
Requisitos de Fluxo de Ar e Gerenciamento Térmico
Os invólucros eletrônicos normalmente exigem taxas de fluxo de ar entre 10-50 CFM por 100 watts de potência dissipada, dependendo das condições ambientais e das temperaturas aceitáveis dos componentes. Essa demanda de resfriamento entra em conflito com os requisitos de blindagem EMI, pois a ventilação eficaz exige aberturas que podem comprometer a proteção eletromagnética.
A queda de pressão nas aberturas de ventilação segue a relação ΔP = ρv²/2 × K, onde ρ representa a densidade do ar, v a velocidade e K o coeficiente de perda. O coeficiente de perda varia significativamente com a geometria da abertura, de 0,6 para orifícios circulares de bordas afiadas a 1,2 para ranhuras retangulares com altas proporções.
Os modernos serviços de fabricação de chapas metálicas permitem o controle preciso das dimensões da abertura e do acabamento da superfície, impactando diretamente a eficiência do fluxo de ar e o desempenho EMI. Os valores de rugosidade da superfície abaixo de 3,2 μm Ra reduzem a turbulência e as perdas de pressão associadas em até 15%.
Geometrias e Desempenho do Padrão de Ventilação
A seleção da geometria do padrão de ventilação representa a decisão de projeto mais crítica que afeta o desempenho da blindagem EMI e do fluxo de ar. Cada tipo de padrão oferece vantagens e limitações distintas que devem ser avaliadas em relação aos requisitos específicos da aplicação.
Padrões de Orifícios Redondos
As aberturas circulares fornecem o equilíbrio ideal entre simplicidade de fabricação e previsibilidade de desempenho. A relação entre o diâmetro do orifício (d), o espaçamento centro a centro (s) e a porcentagem de área aberta segue: Área Aberta % = π(d/s)² × 100 para arranjos de passo quadrado.
Para aplicações EMI acima de 1 GHz, os diâmetros dos orifícios devem permanecer abaixo de 15 mm para manter a eficácia de blindagem de 20 dB. As proporções de espaçamento ideais (s/d) variam de 1,5 a 2,0, fornecendo 20-35% de área aberta, mantendo a integridade estrutural em espessuras de chapa de 1,0-3,0 mm.
Padrões Hexagonais de Favo de Mel
As geometrias de favo de mel alcançam densidade de empacotamento superior em comparação com os padrões circulares, permitindo áreas abertas de até 60%, mantendo o desempenho EMI consistente. A estrutura celular hexagonal fornece distribuição de corrente uniforme e elimina os efeitos de concentração de campo comuns em aberturas retangulares.
A fabricação de padrões de favo de mel requer ferramentas especializadas e técnicas de conformação precisas para manter a precisão dimensional. Os tamanhos típicos de célula variam de 3,2 a 12,7 mm, com espessuras de parede entre 0,08 e 0,25 mm, dependendo do material de base e dos requisitos estruturais.
Configurações de Ranhuras Alongadas
Os padrões de ranhuras se destacam em aplicações que exigem fluxo de ar direcional ou onde considerações estruturais limitam aberturas circulares. A dimensão crítica para fins de EMI é a largura da ranhura, não o comprimento, permitindo projetos de alta proporção que maximizam a área de fluxo de ar.
As larguras das ranhuras devem ser cuidadosamente controladas para evitar vazamento de EMI, principalmente para frequências acima de 100 MHz. As tolerâncias de largura de ±0,05 mm tornam-se críticas para manter o desempenho de blindagem consistente em quantidades de produção.
| Tipo de Padrão | Área Aberta (%) | Eficácia EMI (dB) | Queda de Pressão (Pa) | Custo de Fabricação |
|---|---|---|---|---|
| Furos Redondos (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Hexagonal (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Fendas Retangulares | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Malha Perfurada | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Seleção de Material e Considerações de Espessura
A seleção do material de base impacta significativamente a eficácia da blindagem EMI e a viabilidade da fabricação. A liga de alumínio 6061-T6 oferece excelente condutividade (59% IACS) e formabilidade, tornando-a ideal para padrões de ventilação complexos que exigem raios de curvatura apertados ou embutimentos profundos.
O aço inoxidável 304 oferece resistência superior à corrosão e resistência mecânica, mas requer forças de conformação 25% maiores e ferramentas especializadas para aberturas de precisão. A permeabilidade magnética do aço inoxidável (μᵣ ≈ 1,02) fornece blindagem magnética de baixa frequência mínima em comparação com os graus de aço carbono.
A espessura da chapa afeta diretamente o desempenho da blindagem e as restrições de fabricação. Espessuras abaixo de 0,8 mm podem apresentar deflexão excessiva sob cargas de fluxo de ar, enquanto espessuras acima de 2,5 mm aumentam significativamente os custos de material e as forças de conformação. A faixa de espessura ideal de 1,0-1,6 mm equilibra os requisitos estruturais com considerações econômicas.
Técnicas Avançadas de Otimização de Projeto
A análise de dinâmica de fluidos computacional (CFD) permite a otimização precisa de padrões de ventilação para requisitos específicos de fluxo de ar, mantendo as restrições de EMI. A modelagem tridimensional revela separação de fluxo, zonas de recirculação e efeitos de recuperação de pressão que os cálculos bidimensionais não podem prever.
Algoritmos de otimização multi-objetivo podem minimizar simultaneamente a queda de pressão e maximizar a eficácia da blindagem dentro das restrições de fabricação. Essas técnicas alcançaram melhorias de 15-20% na eficiência do fluxo de ar em comparação com as abordagens de projeto tradicionais.
Para resultados de alta precisão, solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
Aberturas Chanfradas e Arredondadas
Chanfros de entrada e bordas arredondadas reduzem a separação de fluxo e as perdas de pressão associadas em 20-30% em comparação com aberturas de bordas afiadas. Ângulos de chanfro entre 30-45° fornecem desempenho ideal, embora os custos de fabricação aumentem em aproximadamente €0,80/dm² para acabamento de borda de precisão.
A profundidade do chanfro deve ser controlada para evitar a remoção excessiva de material que possa comprometer a integridade estrutural. As profundidades típicas de chanfro variam de 0,2 a 0,5 vezes a espessura da chapa, dependendo do tamanho da abertura e das propriedades do material.
Dimensionamento Progressivo da Abertura
Tamanhos de abertura variáveis dentro de um único padrão de ventilação podem otimizar as condições de fluxo local, mantendo o desempenho geral de EMI. Aberturas maiores em regiões de baixa velocidade reduzem a queda de pressão, enquanto aberturas menores em zonas críticas de EMI preservam a eficácia da blindagem.
Essa abordagem requer análise sofisticada para garantir a compatibilidade eletromagnética em todo o espectro de frequência, atingindo os objetivos de gerenciamento térmico. A complexidade da fabricação aumenta significativamente, mas melhorias de desempenho de 25-35% são alcançáveis em aplicações especializadas.
Considerações sobre o Processo de Fabricação
O puncionamento continua sendo o método mais econômico para produzir padrões de ventilação simples em quantidades acima de 100 peças. As modernas prensas de puncionamento CNC alcançam precisões de posicionamento de ±0,025 mm e podem manter tolerâncias de dimensão de abertura de ±0,05 mm em espessuras de chapa de até 6,0 mm.
O corte a laser oferece qualidade de borda superior e permite geometrias complexas impossíveis com o puncionamento convencional. Os sistemas de laser de fibra operando em comprimento de onda de 1070 nm produzem zonas afetadas pelo calor (HAZ) com menos de 0,1 mm de largura em alumínio e aço inoxidável, preservando as propriedades do material adjacente às aberturas.
O corte a jato de água elimina os efeitos térmicos completamente, mas aumenta o tempo de processamento e o custo em 300-400% em comparação com os métodos a laser. O processo se destaca para materiais espessos (acima de 3,0 mm) ou aplicações que exigem condições de borda absolutamente impecáveis para desempenho EMI crítico.
| Processo | Faixa de Espessura (mm) | Qualidade da Borda (μm Ra) | Velocidade de Processamento | Custo por Peça |
|---|---|---|---|---|
| Punção CNC | 0.5-6.0 | 1.6-3.2 | Alta | €0.15-0.45 |
| Laser de Fibra | 0.3-25.0 | 0.8-1.6 | Média | €0.35-0.90 |
| Jato de Água | 1.0-150.0 | 0.4-1.2 | Baixa | €1.20-3.50 |
| Corte Plasma | 3.0-50.0 | 6.3-12.5 | Alta | €0.25-0.75 |
Métodos de Teste e Validação
O teste de eficácia da blindagem EMI segue os procedimentos padrão IEEE 299, utilizando câmaras de reverberação aninhadas ou células TEM, dependendo da faixa de frequência e da configuração da amostra. As medições normalmente variam de 10 kHz a 18 GHz para capturar as características de emissão conduzidas e irradiadas.
O teste de fluxo de ar requer túneis de vento calibrados ou bancos de fluxo capazes de medir diferenciais de pressão com resolução de até 1 Pa. A anemometria de fio quente fornece perfis de velocidade detalhados em padrões de ventilação, revelando uniformidade de fluxo e potenciais oportunidades de otimização.
Protocolos de teste combinados avaliam a interação entre o desempenho térmico e eletromagnético em condições operacionais realistas. Esses testes geralmente revelam efeitos de acoplamento inesperados, onde a expansão térmica altera as dimensões da abertura o suficiente para impactar a blindagem EMI.
Estratégias de Otimização de Custos
A eficiência da utilização de material impacta significativamente os custos de produção, principalmente para padrões de ventilação complexos que exigem remoção substancial de sucata. Algoritmos de otimização de aninhamento podem melhorar o rendimento de material em 15-25%, reduzindo diretamente os custos por peça.
Os custos de ferramentas dominam a produção de baixo volume, muitas vezes exigindo mais de 500 peças para amortizar as despesas de punção e matriz. Para quantidades abaixo desse limite, o corte a laser normalmente oferece melhor economia, apesar dos custos de processamento por peça mais altos.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes necessária para o desempenho ideal de EMI e térmico.
Considerações sobre Produção em Volume
A produção em alto volume permite investimentos especializados em ferramentas que podem reduzir os custos por peça em 40-60%. As matrizes progressivas para padrões de ventilação complexos exigem investimentos iniciais de €15.000-45.000, mas atingem taxas de processamento superiores a 300 peças por hora.
Operações secundárias, como aplicação de revestimento, devem levar em conta os requisitos de mascaramento de abertura para manter a condutividade em interfaces EMI críticas. Revestimentos condutores adicionam €2,80-5,60/dm² aos custos de processamento, mas podem melhorar a eficácia da blindagem em 5-10 dB em certas faixas de frequência.
Integração com o Projeto Geral do Invólucro
O posicionamento do padrão de ventilação dentro da geometria geral do invólucro afeta criticamente o desempenho térmico e EMI. Os locais de canto normalmente exibem densidades de corrente mais altas e exigem dimensionamento de abertura mais conservador para manter a eficácia da blindagem.
As interfaces de vedação ao redor de painéis removíveis apresentam desafios particulares, pois o conjunto de compressão e a degradação ambiental podem criar caminhos de vazamento de EMI que desviam os padrões de ventilação cuidadosamente projetados. As vedações condutoras com classificações de compressão de 40-60% fornecem vedação confiável de longo prazo.
O projeto abrangente do invólucro requer coordenação entre as disciplinas de engenharia mecânica, térmica e EMI. Nossos serviços de fabricação incluem revisão de projeto e recomendações de otimização para garantir que todos os critérios de desempenho sejam atendidos de forma eficiente.
Desenvolvimentos Futuros e Materiais Avançados
As estruturas de metamateriais oferecem potenciais capacidades inovadoras para aplicações de blindagem EMI, permitindo aberturas de subcomprimento de onda que mantêm altas taxas de fluxo de ar. Esses materiais projetados manipulam campos eletromagnéticos por meio de padrões geométricos precisos, em vez de propriedades de material a granel.
As tecnologias de fabricação aditiva estão começando a permitir geometrias de ventilação tridimensionais complexas impossíveis com processos convencionais de chapas metálicas. A sinterização direta de metal a laser (DMLS) pode produzir caminhos de fluxo de ar tortuosos que fornecem atenuação de EMI, mantendo excelente desempenho térmico.
Revestimentos nanoestruturados e tratamentos de superfície mostram-se promissores para aumentar a condutividade e a resistência à corrosão, mantendo a compatibilidade com os processos de fabricação existentes. Esses desenvolvimentos podem permitir novas combinações de materiais e abordagens de projeto na próxima década.
Perguntas Frequentes
Quais limites de tamanho de abertura são necessários para diferentes faixas de frequência EMI?
Para frequências abaixo de 100 MHz, aberturas de até 300 mm podem manter blindagem adequada. Entre 100 MHz e 1 GHz, as dimensões máximas da abertura não devem exceder 30 mm. Acima de 1 GHz, as aberturas devem permanecer abaixo de 15 mm para atingir a eficácia de blindagem de 20 dB, com limites progressivamente menores necessários para frequências mais altas.
Como a espessura do material afeta a blindagem EMI e os custos de fabricação?
A espessura do material impacta a blindagem baseada em absorção logaritmicamente, com cada duplicação da espessura adicionando aproximadamente 6 dB de eficácia. No entanto, os custos de fabricação aumentam linearmente com a espessura devido aos custos de material mais altos e ao aumento das forças de conformação. A faixa ideal de 1,0-1,6 mm equilibra o desempenho com considerações econômicas para a maioria das aplicações.
Quais tolerâncias de fabricação são críticas para manter o desempenho EMI?
Tolerâncias de dimensão de abertura de ±0,05 mm são essenciais para frequências acima de 1 GHz para garantir o desempenho de blindagem consistente. Tolerâncias de posicionamento de ±0,1 mm evitam problemas de alinhamento de abertura que podem criar caminhos de vazamento inesperados. As especificações de qualidade de borda abaixo de 3,2 μm Ra ajudam a minimizar os efeitos de concentração de corrente de alta frequência.
Como diferentes geometrias de padrão de ventilação se comparam em complexidade de fabricação?
Os padrões de orifícios redondos oferecem a fabricação mais simples com ferramentas de puncionamento padrão. Os padrões hexagonais exigem ferramentas especializadas, mas fornecem desempenho superior. As ranhuras alongadas apresentam complexidade moderada, mas podem exigir operações secundárias para acabamento de borda ideal. Padrões complexos com dimensionamento variável exigem corte a laser CNC ou processamento a jato de água.
Quais métodos de teste validam o desempenho EMI e térmico simultaneamente?
Protocolos de teste combinados utilizam câmaras ambientais com capacidade de medição EMI integrada. As amostras são submetidas a ciclos térmicos enquanto monitoram a eficácia da blindagem em várias faixas de frequência. Essa abordagem revela os efeitos da expansão térmica nas dimensões da abertura e identifica a potencial degradação do desempenho em condições operacionais.
Como o tratamento de superfície afeta as características de blindagem EMI e fluxo de ar?
Revestimentos condutores podem melhorar a eficácia da blindagem em 5-10 dB, mas podem aumentar a rugosidade da superfície e a queda de pressão em 10-15%. A anodização do alumínio fornece proteção contra corrosão, mantendo a condutividade, mas requer controle de processo cuidadoso para evitar espessura excessiva do revestimento que possa alterar as dimensões da abertura.
Quais considerações de projeto se aplicam a aplicações de blindagem EMI de alta temperatura?
Aplicações de alta temperatura exigem materiais com condutividade estável e expansão térmica mínima. O aço inoxidável 321 e o Inconel 625 mantêm as propriedades acima de 300°C, mas aumentam significativamente os custos de fabricação. Os cálculos de expansão térmica devem levar em conta as mudanças de dimensão da abertura que podem comprometer o desempenho EMI em temperaturas elevadas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece