Fundição Sob Pressão de Magnésio: Estratégias de Alívio de Peso para Componentes Automotivos
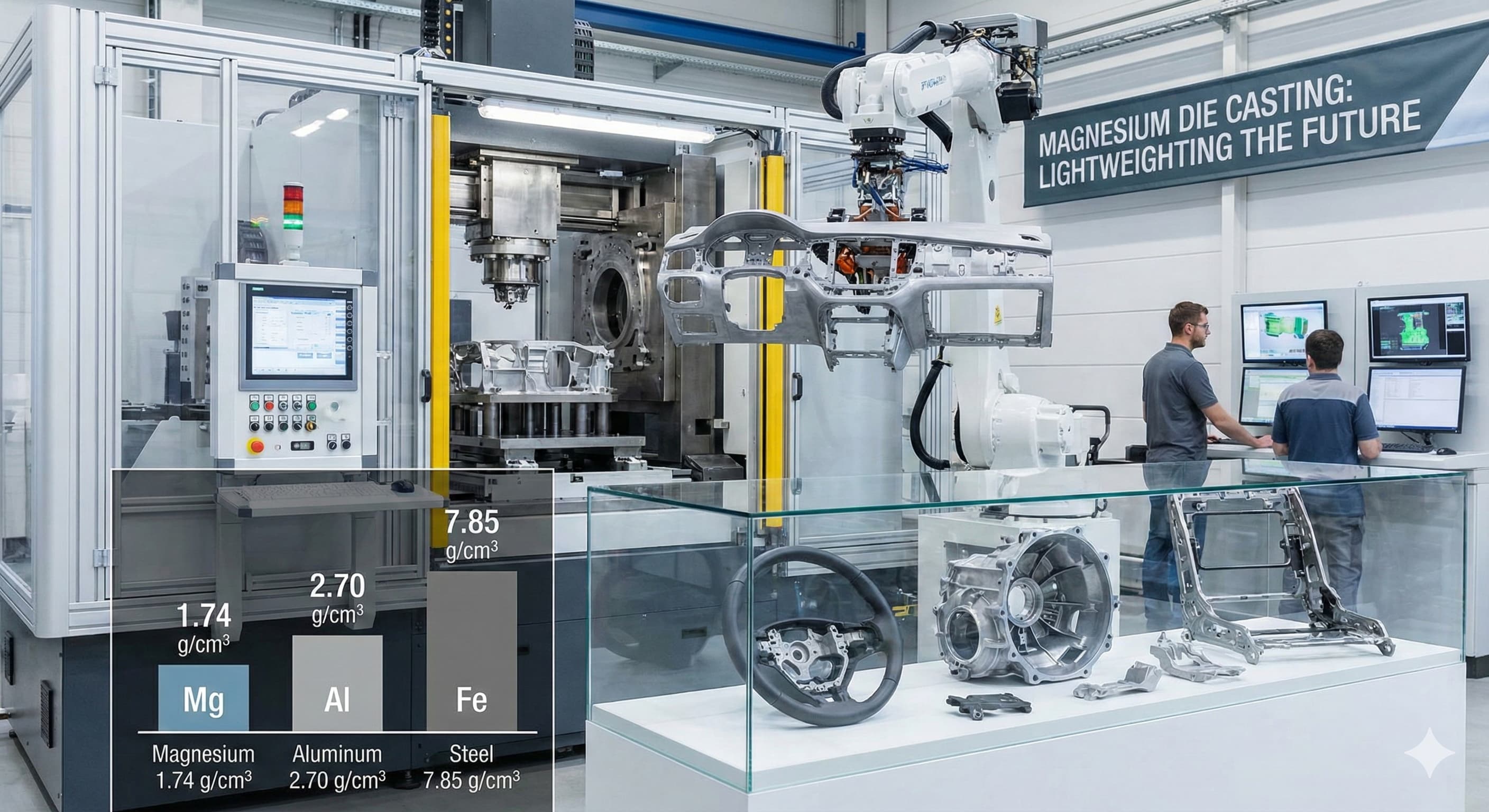
Os fabricantes de automóveis enfrentam um desafio sem precedentes: reduzir o peso do veículo em 15-20%, mantendo a integridade estrutural e a relação custo-benefício. A fundição sob pressão de magnésio surge como a solução mais viável, oferecendo uma densidade 35% menor que o alumínio e 75% menor que o aço, tornando-o o metal estrutural mais leve disponível para aplicações automotivas.
Principais Conclusões:
- A fundição sob pressão de magnésio alcança reduções de peso de 25-40% em comparação com equivalentes de alumínio, mantendo relações resistência/peso comparáveis
- As ligas AZ91D e AM60B dominam as aplicações automotivas com resistências à tração que atingem 240 MPa e 220 MPa, respectivamente
- Sistemas de injeção avançados e solidificação controlada reduzem a porosidade para menos de 2%, atendendo aos padrões de qualidade automotiva
- A integração com estratégias de matrizes modulares reduz os custos de ferramentas em 30-50% para famílias de componentes
Propriedades do Material e Seleção de Ligas para Componentes Automotivos
A excepcional resistência específica do magnésio o torna indispensável para estratégias de alívio de peso automotivo. A densidade de 1,74 g/cm³ oferece vantagens imediatas de peso, mas a seleção da liga determina as características de desempenho críticas para aplicações automotivas.
AZ91D continua sendo a liga de trabalho para fundição sob pressão automotiva, contendo 9% de alumínio e 1% de zinco. Esta composição oferece ótima capacidade de fundição com capacidades de preenchimento de matriz em seções tão finas quanto 0,6 mm. A liga atinge uma resistência à tração de 230-240 MPa com alongamento de 2-3%, adequada para painéis de instrumentos, estruturas de assentos e caixas de transmissão.
AM60B oferece ductilidade superior com alongamento de 6-8%, tornando-o preferível para componentes sensíveis a colisões, como armaduras de volante e estruturas de portas. O teor reduzido de alumínio (6%) melhora a resistência ao impacto, mantendo uma resistência à tração respeitável de 220 MPa.
| Propriedade | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Densidade (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Resistência à Tração (MPa) | 240 | 220 | 210 | 250 |
| Resistência ao Escoamento (MPa) | 160 | 130 | 140 | 180 |
| Alongamento (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Temperatura de Operação (°C) | 120 | 120 | 150 | 175 |
| Fator de Custo | 1.0 | 1.1 | 1.4 | 1.8 |
Para aplicações de temperatura elevada, as ligas AS41B e AE44 incorporam silício e elementos de terras raras, respectivamente. AS41B mantém a integridade estrutural até 150°C, adequado para componentes adjacentes ao motor, enquanto AE44 tem um desempenho confiável até 175°C para caixas de transmissão e cárteres de óleo.
Otimização do Processo de Fundição Sob Pressão para Redução de Peso
Alcançar o alívio de peso ideal requer controle preciso dos parâmetros do processo de fundição sob pressão. A otimização da espessura da parede representa a principal estratégia de redução de peso, com técnicas modernas que permitem paredes uniformes com espessura de até 0,8 mm em grandes componentes automotivos.
A fundição sob pressão em câmara fria domina as aplicações de magnésio automotivo devido à reatividade do metal com equipamentos de câmara quente. Velocidades de injeção entre 3-6 m/s garantem o preenchimento completo da matriz, minimizando a turbulência que cria porosidade. As velocidades do portão devem exceder 40 m/s para evitar a solidificação prematura em seções finas.
A solidificação controlada através da colocação otimizada do canal de resfriamento evita a formação de defeitos de contração que comprometem a integridade estrutural. Manter a uniformidade da espessura da parede dentro de ±0,2 mm garante propriedades mecânicas consistentes em todo o componente.
As temperaturas da matriz requerem gerenciamento cuidadoso entre 200-250°C para ligas de magnésio. Temperaturas mais baixas causam preenchimento incompleto em seções finas, enquanto o calor excessivo promove a soldagem da matriz e reduz a vida útil da ferramenta. Sistemas de gerenciamento térmico com circuitos integrados de aquecimento e resfriamento mantêm gradientes de temperatura ideais.
Sistemas de Injeção Avançados para Alívio de Peso
Projetos de injeção sofisticados permitem a produção de componentes leves com geometrias complexas. As comportas de leque distribuem o fluxo de material através de seções largas e finas, mantendo as condições de fluxo laminar. A espessura da comporta normalmente varia de 0,4 a 0,8 mm, aproximadamente 60-80% da espessura da parede adjacente.
Vários sistemas de injeção provam ser essenciais para grandes componentes automotivos, como substratos de painel de instrumentos. A colocação estratégica da comporta garante o preenchimento simultâneo de seções distantes, evitando linhas de solda em áreas de alta tensão. A modelagem computacional da dinâmica dos fluidos otimiza os locais das comportas para obter um preenchimento completo com o mínimo de desperdício de material.
Estratégias de Design Estrutural para Máxima Redução de Peso
O alívio de peso eficaz se estende além da seleção de materiais para abranger o design estrutural inteligente. A excelente relação rigidez/peso do magnésio permite a construção de paredes finas com nervuras de reforço estratégicas que mantêm o desempenho estrutural.
O design da nervura segue regras geométricas específicas para fundição sob pressão de magnésio. A espessura da nervura não deve exceder 60% da espessura da parede adjacente para evitar marcas de afundamento e porosidade interna. Ângulos de inclinação de 1-2° facilitam a ejeção, mantendo a eficiência estrutural. O espaçamento das nervuras de 20-30 mm fornece aprimoramento ideal da rigidez sem comprometer a capacidade de fundição.
A integração de seções ocas representa uma técnica avançada de alívio de peso. Núcleos de sal perdidos ou núcleos de metal dobráveis criam cavidades internas que reduzem o peso em 15-25% em comparação com seções sólidas. Os materiais do núcleo devem suportar temperaturas de fundição de 650-700°C, proporcionando estabilidade dimensional.
| Característica de Design | Redução de Peso | Fator de Complexidade | Impacto no Custo de Ferramental |
|---|---|---|---|
| Otimização da Espessura da Parede | 20-30% | Baixo | +5-10% |
| Reforço Estratégico | 10-15% | Médio | +15-20% |
| Seções Ocas | 15-25% | Alto | +30-50% |
| Otimização de Topologia | 25-35% | Alto | +40-60% |
| Integração Multifuncional | 30-45% | Muito Alto | +50-80% |
Para resultados de alta precisão, Obtenha seu orçamento personalizado entregue em 24 horas da Microns Hub.
Controle de Qualidade e Prevenção de Defeitos
As aplicações automotivas exigem padrões de qualidade rigorosos com taxas de defeitos abaixo de 100 PPM. A reatividade do magnésio com umidade atmosférica e oxigênio requer procedimentos de manuseio especializados para evitar inclusões e porosidade gasosa.
Atmosferas protetoras usando SF6 ou gases de cobertura alternativos evitam a oxidação durante a fusão e retenção. Concentrações de SF6 de 0,2-0,5% no ar fornecem proteção adequada, minimizando o impacto ambiental. Sistemas alternativos usando SO2 ou CO2 oferecem benefícios ambientais com níveis de proteção comparáveis.
Métodos de teste não destrutivos verificam a qualidade interna sem destruição do componente. A inspeção por raios X detecta níveis de porosidade superiores a 2% em volume, enquanto o teste ultrassônico identifica defeitos subsuperficiais. Os critérios de aceitação normalmente exigem níveis de porosidade abaixo de 2% sem nenhum vazio único excedendo 2 mm de diâmetro.
O controle dimensional mantém as tolerâncias críticas para a montagem automotiva. O coeficiente de expansão térmica do magnésio de 26 μm/m·K requer ambientes de medição com temperatura controlada. As máquinas de medição de coordenadas com compensação de temperatura garantem precisão dentro de ±0,05 mm para dimensões críticas.
Tratamento de Superfície e Acabamento
A suscetibilidade à corrosão do magnésio exige tratamentos de superfície protetores para serviço automotivo. A anodização oferece excelente proteção contra corrosão com espessuras de revestimento de 5-25 μm. A anodização tipo III alcança durabilidade superior para aplicações externas.
Revestimentos de conversão oferecem proteção econômica para componentes internos. Os tratamentos de cromato, embora estejam sendo eliminados gradualmente devido a preocupações ambientais, fornecem excelente adesão da tinta. Sistemas alternativos sem cromo usando química de permanganato ou fosfato oferecem desempenho comparável.
Análise de Custo e Considerações Econômicas
Embora o magnésio exija um prêmio de preço sobre o alumínio, a equação de custo total inclui vantagens de processamento e economias downstream. Os custos de matéria-prima para AZ91D normalmente variam de €3,20 a 3,80 por quilograma, em comparação com €1,80 a 2,20 para alumínio A380.
A eficiência do processamento compensa os custos de material através da redução dos tempos de ciclo. O menor calor latente de fusão do magnésio permite uma solidificação mais rápida, reduzindo os tempos de ciclo em 15-25% em comparação com o alumínio. As matrizes atingem temperaturas de estado estacionário mais rapidamente, melhorando a produtividade na produção de alto volume.
| Elemento de Custo | Magnésio AZ91D | Alumínio A380 | Diferença |
|---|---|---|---|
| Custo do Material (€/kg) | 3.50 | 2.00 | +75% |
| Custo de Processamento (€/kg) | 2.80 | 3.20 | -12.5% |
| Tempo de Ciclo (segundos) | 45 | 60 | -25% |
| Vida Útil da Ferramenta (disparos) | 80,000 | 100,000 | -20% |
| Operações Secundárias | Mínimo | Moderado | -30% |
| Custo Total da Peça | €8.50 | €9.20 | -7.6% |
Os benefícios de custo em nível de veículo justificam os prêmios de material através da melhoria da eficiência de combustível e desempenho. Reduções de peso de 1 kg normalmente economizam €15-25 em custos de combustível ao longo da vida útil do veículo, ao mesmo tempo em que permitem powertrains menores e características de manuseio aprimoradas.
Integração com Sistemas de Fabricação
A implementação bem-sucedida da fundição sob pressão de magnésio requer integração com a infraestrutura de fabricação existente. Muitos fornecedores automotivos alavancam serviços de moldagem por injeção juntamente com a fundição sob pressão para criar soluções de componentes híbridos que otimizam tanto o peso quanto a funcionalidade.
Os sistemas de automação devem acomodar os requisitos exclusivos de manuseio do magnésio. Os extratores robóticos usam garras especializadas projetadas para as propriedades térmicas do magnésio. As forças de extração permanecem mínimas devido à menor expansão térmica do magnésio, reduzindo o desgaste da matriz e melhorando a qualidade da peça.
Os sistemas de gerenciamento de qualidade integram o monitoramento em tempo real com o controle estatístico de processo. O monitoramento de temperatura em vários locais da matriz evita o superaquecimento que causa a soldagem da matriz. Sensores de pressão no sistema hidráulico detectam variações indicando desgaste da matriz ou desvio do processo.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa abordagem integrada aos nossos serviços de fabricação significa que cada projeto de fundição sob pressão de magnésio recebe a atenção especializada e a experiência técnica necessárias para aplicações automotivas.
Considerações Ambientais e de Sustentabilidade
A fundição sob pressão de magnésio apoia as metas de sustentabilidade da indústria automotiva através de vários caminhos. A redução de peso de 35% em comparação com o alumínio se traduz diretamente em redução do consumo de combustível e menores emissões de CO2 ao longo da vida útil do veículo.
Os requisitos de energia para a produção primária de magnésio diminuíram significativamente com os processos eletrolíticos modernos, consumindo 35-40 MWh por tonelada, em comparação com 45-50 MWh historicamente. A eficiência da reciclagem se aproxima de 95%, com o magnésio secundário exigindo apenas 5% da energia de produção primária.
A reciclabilidade no final da vida útil garante ciclos de material de circuito fechado. Os componentes de magnésio retêm as propriedades metalúrgicas através de vários ciclos de reciclagem, ao contrário do alumínio, que requer adições de material virgem para manter as características de resistência.
Tecnologias Alternativas de Fusão
Os sistemas de fusão por indução melhoram a eficiência energética, reduzindo o impacto ambiental. A indução controlada por frequência fornece controle preciso de temperatura com eficiência energética de 85-90% em comparação com 60-70% para fornos a gás. A combustão reduzida elimina as emissões diretas de CO2 no ponto de uso.
A agitação eletromagnética garante uma composição homogênea da liga, minimizando a formação de escória. A formação reduzida de óxido diminui o desperdício de material e elimina a necessidade de produtos químicos de fluxo agressivos. O consumo de fluxo de sal cai 60-80% em comparação com os sistemas de fusão convencionais.
Desenvolvimentos Futuros e Aplicações Avançadas
As ligas de magnésio emergentes visam aplicações automotivas específicas com características de desempenho aprimoradas. Ligas contendo cálcio como AXJ530 oferecem melhor resistência à fluência para aplicações de trem de força, enquanto adições de lítio em LAE442 reduzem a densidade para 1,35 g/cm³.
A tecnologia de fundição sob pressão a vácuo elimina a porosidade gasosa para aplicações estruturais críticas. Pressões de câmara abaixo de 100 mbar evitam o aprisionamento de gás durante o enchimento, permitindo fundições de paredes finas com precisão quase líquida. Os sistemas de vácuo se integram com as máquinas de câmara fria existentes através de modificações de retrofit.
Técnicas de processamento semi-sólido como thixomolding combinam os benefícios da fundição sob pressão com capacidades quase líquidas. O magnésio parcialmente solidificado exibe comportamento de fluxo não newtoniano, preenchendo geometrias complexas com turbulência mínima. As temperaturas do processo 50-80°C abaixo da fundição sob pressão convencional reduzem o desgaste da matriz e prolongam a vida útil da ferramenta.
| Tecnologia | Status Atual | Potencial de Redução de Peso | Cronograma |
|---|---|---|---|
| Fundição Sob Pressão a Vácuo | Comercial | 5-10% adicional | Disponível |
| Processamento Semissólido | Desenvolvimento | 10-15% adicional | 2-3 anos |
| Componentes Híbridos Mg-Al | Piloto | 15-25% vs todo-Al | 3-5 anos |
| Manufatura Aditiva | Pesquisa | 30-50% otimizado | 5-7 anos |
Perguntas Frequentes
Quais são as tolerâncias típicas alcançáveis com a fundição sob pressão de magnésio para componentes automotivos?
A fundição sob pressão de magnésio atinge tolerâncias dimensionais de ±0,08-0,15 mm para recursos de até 100 mm, com tolerâncias mais rígidas de ±0,05 mm possíveis para dimensões críticas através da usinagem secundária. O acabamento superficial normalmente varia de 1,6-3,2 μm Ra conforme fundido.
Como a fundição sob pressão de magnésio se compara ao alumínio em termos de resistência à corrosão?
O magnésio não tratado exibe menor resistência à corrosão do que o alumínio, exigindo revestimentos protetores para serviço automotivo. Com tratamentos adequados de anodização ou revestimento de conversão, os componentes de magnésio alcançam proteção contra corrosão de nível automotivo atendendo aos requisitos de teste de névoa salina de 1000 horas.
Quais são as considerações de segurança contra incêndio ao trabalhar com fundição sob pressão de magnésio?
A temperatura de ignição do magnésio de 650°C está acima das temperaturas típicas de fundição sob pressão de 620-680°C, tornando o risco de incêndio mínimo durante as operações normais. Os procedimentos de emergência exigem extintores de incêndio Classe D projetados especificamente para incêndios de metal. Sistemas à base de água são estritamente proibidos, pois intensificam os incêndios de magnésio.
As fundições sob pressão de magnésio podem ser soldadas ou unidas a outros materiais automotivos?
Os componentes de magnésio se unem a outros materiais através de fixação mecânica, colagem adesiva ou técnicas de soldagem especializadas. A soldagem por fricção permite a união a componentes de alumínio, enquanto os adesivos estruturais classificados para serviço automotivo fornecem ligações duráveis. A soldagem a arco tradicional requer proteção de gás inerte e materiais de enchimento de magnésio.
Quais espessuras mínimas de parede são alcançáveis na fundição sob pressão de magnésio automotivo?
A espessura mínima da parede depende do tamanho do componente e da seleção da liga. Componentes pequenos atingem paredes de 0,6 mm consistentemente, enquanto peças automotivas maiores, como painéis de instrumentos, mantêm espessura de 0,8-1,0 mm. A variação uniforme da espessura da parede dentro de ±0,2 mm garante propriedades mecânicas consistentes.
Como as considerações de reciclagem afetam o design do componente de fundição sob pressão de magnésio?
O design para reciclagem requer minimizar inserções de materiais diferentes e garantir a separação limpa no final da vida útil. O magnésio mantém as propriedades através de vários ciclos de reciclagem, mas a contaminação de fixadores de aço ou inserções de alumínio afeta a qualidade da liga. Os designs de encaixe eliminam os fixadores permanentes, mantendo a integridade da montagem.
Quais são os prazos de entrega típicos e os custos de ferramentas para ferramentas de fundição sob pressão de magnésio automotivo?
A fabricação de ferramentas requer 12-16 semanas para componentes automotivos complexos, com custos variando de €85.000 a 250.000, dependendo da complexidade do componente e da contagem de cavidades. O aço ferramenta H13 fornece o equilíbrio ideal de condutividade térmica e resistência ao desgaste para o serviço de magnésio, com uma vida útil esperada da ferramenta de 80.000-120.000 disparos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece