Entalhes na Usinagem CNC: Fresas de Ranhura em T vs. Estratégias de 5 Eixos
Usinar entalhes apresenta um dos problemas de geometria mais desafiadores na fabricação de precisão. Esses recursos — definidos como superfícies que não podem ser acessadas por uma ferramenta de corte movendo-se ao longo de um único eixo — exigem estratégias especializadas que impactam diretamente os tempos de ciclo, os custos de ferramentas e a viabilidade geral do projeto.
Principais conclusões:
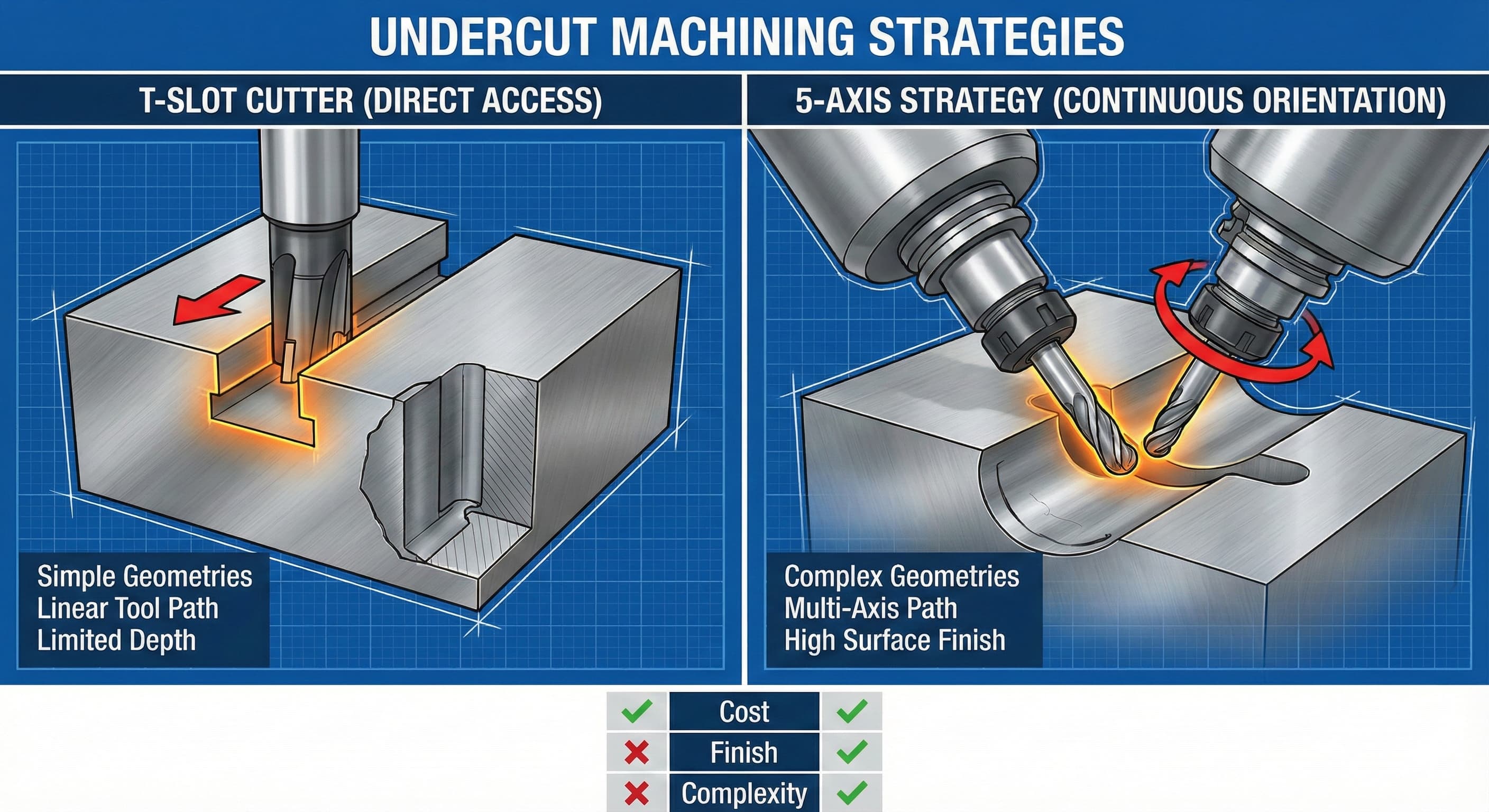
- As fresas de ranhura em T são excelentes para entalhes simples, mas são limitadas a geometrias e profundidades específicas de até 15-20 mm
- A usinagem simultânea de 5 eixos permite perfis de entalhe complexos com acabamento superficial superior (Ra 0,8-1,6 μm)
- Abordagens híbridas que combinam ambos os métodos podem reduzir os tempos de ciclo em 25-40% para componentes complexos
- A seleção do material e a rigidez da peça determinam a estratégia ideal de usinagem de entalhes
Compreendendo as Classificações de Geometria de Entalhes
Os entalhes na usinagem CNC se enquadram em três categorias principais: entalhes lineares simples, entalhes curvos complexos e entalhes compostos multidirecionais. Cada classificação exige diferentes abordagens de ferramentas e capacidades de máquina.
Entalhes lineares simples, como ranhuras em T e perfis de cauda de andorinha, apresentam geometria de linha reta acessível por meio de fresas de topo especializadas. Estes normalmente variam de 2 a 25 mm de profundidade com ângulos de parede entre 45 e 90 graus. A norma ISO 2768-m aplica-se às tolerâncias gerais, enquanto características específicas podem exigir controlos mais rigorosos até ±0,05 mm.
Entalhes curvos complexos incluem cavidades esféricas, superfícies esculpidas sob saliências e formas orgânicas encontradas em componentes aeroespaciais. Essas geometrias não podem ser usinadas com estratégias convencionais de 3 eixos e exigem trajetórias de ferramenta multi-eixos contínuas para manter a evacuação adequada de cavacos e a qualidade da superfície.
Entalhes compostos combinam múltiplas direções e geralmente apresentam profundidades variáveis dentro de um único recurso. Implantes médicos, pás de turbinas e núcleos de moldes de injeção frequentemente incorporam essas geometrias desafiadoras que ultrapassam os limites das ferramentas e da capacidade da máquina.
Fresas de Ranhura em T: Ferramentas Especializadas para Acesso Direto
As fresas de ranhura em T representam a abordagem mais direta para usinar entalhes lineares. Essas ferramentas apresentam uma haste estreita com uma cabeça de corte ampliada, permitindo o acesso a espaços confinados enquanto removem material em áreas inacessíveis por fresas de topo convencionais.
As fresas de ranhura em T padrão variam de 6 a 50 mm de diâmetro da cabeça, com diâmetros de haste normalmente 30 a 50% do tamanho da cabeça para fornecer a rigidez necessária. Classes de metal duro como K20-K30 oferecem resistência ideal ao desgaste para componentes de aço, enquanto ferramentas com ponta de PCD se destacam em ligas de alumínio como 6061-T6 e 7075-T6.
Os parâmetros de corte para operações de ranhura em T exigem consideração cuidadosa da deflexão e vibração da ferramenta. As velocidades de superfície recomendadas variam de 80 a 150 m/min para aço (dependendo da dureza), com taxas de avanço entre 0,1 e 0,3 mm por dente. A geometria estendida da ferramenta limita a profundidade de corte a 0,5-2,0 mm por passe, impactando significativamente os tempos de ciclo para entalhes profundos.
| Tipo de Ferramenta | Profundidade Máxima (mm) | Velocidade de Superfície (m/min) | Taxa de Avanço (mm/dente) | Custo Típico (€) |
|---|---|---|---|---|
| Fresa de Ranhura em T HSS | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Fresa de Ranhura em T de Metal Duro | 25 | 120-180 | 0.15-0.25 | 120-220 |
| Fresa de Ranhura em T PCD | 20 | 200-400 | 0.2-0.4 | 350-650 |
As considerações sobre a vida útil da ferramenta tornam-se críticas devido à geometria de corte em cantilever. Sistemas adequados de fixação e amortecimento de vibração são essenciais para evitar falhas prematuras da ferramenta e manter a precisão dimensional durante as tiragens de produção.
Estratégias de Usinagem Simultânea de 5 Eixos
A usinagem simultânea de cinco eixos transforma a acessibilidade de entalhes, permitindo mudanças contínuas na orientação da ferramenta ao longo do caminho de corte. Essa capacidade permite que as fresas de topo convencionais acessem geometrias complexas, mantendo condições de corte ideais e acabamentos de superfície superiores.
A vantagem fundamental reside na manipulação do eixo da ferramenta. Ao inclinar e girar a peça ou o fuso, as ferramentas de corte mantêm o engate perpendicular com superfícies complexas, eliminando as limitações geométricas inerentes às abordagens de fresa de ranhura em T. Isso resulta em melhor evacuação de cavacos, forças de corte reduzidas e qualidade de superfície aprimorada.
A programação de estratégias de entalhe de 5 eixos requer software CAM sofisticado, capaz de detecção de colisão e otimização do caminho da ferramenta. Os ângulos de ataque e de saída devem ser cuidadosamente controlados para evitar sulcos, garantindo a remoção completa do material. Os ângulos de ataque típicos variam de 2 a 5 graus, com ângulos de saída ajustados com base nas propriedades do material e no acabamento superficial desejado.
A cinemática da máquina desempenha um papel crucial na seleção da estratégia. As configurações de mesa-mesa (eixos A e C na mesa) são excelentes para peças pesadas, mas podem ter ângulos de acesso de ferramenta limitados. As configurações de cabeça-cabeça (eixos B e C no fuso) fornecem acessibilidade superior, mas normalmente são limitadas a componentes mais leves devido às restrições de carregamento do fuso.
Para resultados de alta precisão,Envie seu projeto para um orçamento em 24 horas da Microns Hub.
A otimização da taxa de avanço na usinagem de entalhes de 5 eixos requer ajuste dinâmico com base no engate instantâneo da ferramenta. Os controladores CNC modernos utilizam algoritmos avançados para manter cargas de cavacos consistentes, evitando mudanças repentinas de aceleração que possam comprometer o acabamento superficial ou a precisão dimensional.
Análise Comparativa: Fatores de Desempenho e Custo
A seleção entre fresas de ranhura em T e estratégias de 5 eixos requer uma análise abrangente da geometria da peça, do volume de produção e das restrições de custo. Cada abordagem oferece vantagens distintas, dependendo dos requisitos específicos da aplicação.
| Fator | Fresas de Ranhura em T | 5 Eixos Simultâneos | Impacto na Seleção |
|---|---|---|---|
| Tempo de Configuração | 15-30 minutos | 45-90 minutos | Alto volume favorece ranhura em T |
| Complexidade de Programação | Baixa | Alta | Requisitos de habilidade diferem significativamente |
| Acabamento Superficial (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Crítico para superfícies visíveis |
| Custo da Ferramenta por Característica | €2-8 | €0.50-3 | Dependente do volume e complexidade |
| Tempo de Ciclo (rebaixo simples) | 100% | 150-200% | Vantagem da ranhura em T para geometria básica |
As considerações sobre o material influenciam significativamente a seleção da estratégia. Ligas de endurecimento por trabalho, como Inconel 718, se beneficiam da ação de corte contínua possível com abordagens de 5 eixos, enquanto as ligas de alumínio podem obter resultados aceitáveis com qualquer um dos métodos. As características aprimoradas de evacuação de cavacos da usinagem de 5 eixos tornam-se particularmente valiosas ao trabalhar com materiais propensos ao endurecimento por trabalho ou aqueles que geram cavacos longos e fibrosos.
A complexidade geométrica serve como o principal fator de decisão. Ranhuras em T simples, caudas de andorinha e entalhes lineares com profundidades inferiores a 15 mm normalmente favorecem fresas especializadas. Entalhes curvos complexos, recursos de profundidade variável ou entalhes que exigem múltiplas orientações exigem recursos de 5 eixos.
Ao avaliar soluções de fabricação abrangentes, considere como a usinagem de entalhes se integra a outros processos. Componentes que exigem recursos CNC de precisão e elementos formados podem se beneficiar de nossos serviços de fabricação de chapas metálicas para abordagens de fabricação híbridas.
Estratégias Híbridas Avançadas
Ambientes de produção sofisticados frequentemente empregam abordagens híbridas que combinam fresas de ranhura em T e estratégias de 5 eixos dentro de programas de usinagem únicos. Esta metodologia otimiza os tempos de ciclo, mantendo os padrões de qualidade em diversos requisitos de recursos.
A remoção de entalhes brutos frequentemente utiliza estratégias de 5 eixos com fresas de topo padrão para remover material a granel de forma eficiente. A evacuação superior de cavacos e a tensão reduzida da ferramenta permitem taxas agressivas de remoção de material de 15-25 cm³/min em ligas de alumínio. O perfilamento final então emprega fresas de ranhura em T especializadas para obter controle dimensional preciso e acabamento superficial aprimorado em superfícies críticas.
As trocas sequenciais de ferramentas dentro de programas híbridos exigem consideração cuidadosa dos sistemas de referência da peça e da compensação do comprimento da ferramenta. Manter sistemas de coordenadas consistentes torna-se crítico ao alternar entre diferentes geometrias de ferramentas e estratégias de corte. Procedimentos adequados de configuração e verificação evitam o descarte dispendioso de componentes parcialmente concluídos.
Os sistemas CAM avançados agora oferecem recursos integrados de programação híbrida que otimizam automaticamente a seleção de ferramentas e as estratégias de corte com base na análise da geometria do recurso. Esses sistemas avaliam fatores incluindo taxas de remoção de material, ângulos de acesso da ferramenta e requisitos de acabamento superficial para gerar sequências de usinagem otimizadas.
O gerenciamento de temperatura torna-se cada vez mais importante em estratégias híbridas devido às diferentes cargas de corte e tempos de ciclo estendidos. Sistemas de refrigeração por inundação com vazões de 15-25 litros por minuto ajudam a manter temperaturas consistentes, proporcionando evacuação adequada de cavacos para ambos os métodos de corte.
Considerações Específicas do Material
Diferentes materiais respondem de forma única às estratégias de usinagem de entalhes de ranhura em T versus 5 eixos, exigindo abordagens personalizadas para resultados ideais. Compreender esses comportamentos específicos do material permite a seleção informada da estratégia e a otimização dos parâmetros.
As ligas de alumínio, particularmente 6061-T6 e 7075-T6, são facilmente usinadas com ambas as abordagens, mas exibem comportamentos diferentes. As fresas de ranhura em T em alumínio podem atingir altas taxas de remoção de material devido às excelentes propriedades de dissipação de calor, enquanto as estratégias de 5 eixos se beneficiam da capacidade do material de produzir cavacos curtos e facilmente evacuados. As ferramentas com ponta de PCD se destacam em aplicações de alumínio, oferecendo melhorias na vida útil da ferramenta de 300-500% em comparação com as alternativas de metal duro.
| Grau do Material | Estratégia Preferida | Vida Útil Típica da Ferramenta | Velocidade de Superfície (m/min) | Considerações Especiais |
|---|---|---|---|---|
| Al 6061-T6 | Qualquer/Híbrido | 2000-4000 peças | 200-400 | Prevenção de aresta postiça |
| Aço 4140 (HRC 30) | 5 Eixos preferível | 150-300 peças | 120-180 | Controle de encruamento |
| Inox 316L | 5 Eixos obrigatório | 80-150 peças | 80-120 | Corte contínuo essencial |
| Inconel 718 | 5 Eixos apenas | 25-60 peças | 45-80 | Gerenciamento térmico crítico |
Classes de aço inoxidável como 316L e 17-4 PH apresentam desafios únicos devido às características de endurecimento por trabalho. As fresas de ranhura em T operando com ação de corte intermitente podem induzir endurecimento por trabalho, levando ao rápido desgaste da ferramenta e à má qualidade da superfície. As estratégias de corte contínuo de cinco eixos mantêm o engate consistente, evitando o endurecimento por trabalho e alcançando vida útil e acabamento superficial aceitáveis da ferramenta.
As ligas de titânio, incluindo Ti-6Al-4V, exigem abordagens especializadas, independentemente da estratégia de corte. A baixa condutividade térmica do material e a reatividade química com as ferramentas de corte exigem parâmetros otimizados e materiais de ferramentas potencialmente exóticos. Para estratégias detalhadas de usinagem de titânio, consulte nosso guia sobre reduzindo o desgaste da ferramenta na usinagem de titânio para abordagens abrangentes de otimização CAD.
Considerações sobre Fixação e Fixação da Peça
A usinagem bem-sucedida de entalhes requer sistemas robustos de fixação da peça, capazes de manter a rigidez da peça, proporcionando acesso da ferramenta a áreas confinadas. A escolha entre estratégias de ranhura em T e 5 eixos influencia significativamente os requisitos de fixação e a complexidade da configuração.
As aplicações de fresa de ranhura em T normalmente se beneficiam de configurações convencionais de torno ou placa de fixação, pois os requisitos de acesso da ferramenta permanecem relativamente previsíveis. No entanto, a geometria estendida da ferramenta cria braços de momento significativos que amplificam as forças de corte e as vibrações. Os sistemas de fixação da peça devem fornecer suporte adequado perto da zona de corte, acomodando os requisitos de folga da ferramenta.
A usinagem de cinco eixos exige soluções de fixação mais sofisticadas que mantenham a acessibilidade da peça durante sequências complexas de trajetória da ferramenta. As fixações de lápide, as mesas rotativas indexadas e os projetos de fixação personalizados permitem múltiplas orientações de peças, minimizando as mudanças de configuração. A capacidade de usinar entalhes de vários ângulos de aproximação geralmente reduz os requisitos totais de fixação em comparação com os métodos de fresa de ranhura em T.
Ao lidar com geometrias complexas que exigem múltiplas configurações, considere estratégias de design que incorporem abas de retenção para peças CNC complexas para manter a integridade da peça durante as sequências de usinagem.
O amortecimento de vibração torna-se particularmente crítico para operações de ranhura em T devido à flexibilidade inerente da ferramenta. Sistemas de suporte suplementares, incluindo apoios fixos e acessórios antivibração, ajudam a manter a precisão dimensional e prolongar a vida útil da ferramenta. Esses sistemas devem ser cuidadosamente projetados para evitar interferência com os caminhos da ferramenta de corte, proporcionando a máxima eficácia de suporte.
Estratégias de Controle de Qualidade e Inspeção
Os recursos de entalhe apresentam desafios de inspeção exclusivos que exigem técnicas e equipamentos de medição especializados. As limitações de acessibilidade que complicam a usinagem também afetam os procedimentos de verificação da qualidade.
As máquinas de medição de coordenadas (CMMs) equipadas com cabeças de sonda articuladas permitem uma inspeção abrangente de entalhes, mas a complexidade da programação aumenta significativamente. Os ângulos de acesso da sonda devem ser cuidadosamente planejados para evitar colisões, alcançando a verificação completa do recurso. Os sistemas de sonda de contato com diâmetros de esfera de 2 a 5 mm normalmente fornecem o equilíbrio ideal entre capacidade de acesso e precisão de medição.
Os sistemas de medição óptica, incluindo scanners a laser e sistemas de luz estruturada, oferecem alternativas de inspeção sem contato, particularmente valiosas para entalhes curvos complexos. Esses sistemas capturam dados completos da geometria da superfície, permitindo uma comparação abrangente com modelos CAD com precisão normalmente dentro de ±0,025 mm para a maioria das aplicações industriais.
O monitoramento no processo torna-se cada vez mais importante para a usinagem de entalhes devido ao acesso visual limitado durante as operações de corte. O monitoramento da carga do fuso, a análise de vibração e os sensores de emissão acústica ajudam a detectar desgaste da ferramenta ou anomalias de corte antes que afetem a qualidade da peça. Os sistemas CNC modernos integram esses recursos de monitoramento para fornecer feedback em tempo real e ajuste automático de parâmetros.
A implementação do controle estatístico de processo (CEP) requer consideração cuidadosa da repetibilidade da medição e da técnica do operador. Os recursos de entalhe geralmente exibem maior incerteza de medição em comparação com superfícies acessíveis, exigindo limites de controle ajustados e estratégias de amostragem para manter o controle de processo eficaz.
Ao fazer o pedido na Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com recursos abrangentes de inspeção para até mesmo as geometrias de entalhe mais desafiadoras.
Estratégias de Otimização de Custos
O gerenciamento eficaz de custos na usinagem de entalhes requer uma análise abrangente dos custos de ferramentas, tempos de ciclo, requisitos de configuração e considerações de qualidade. Compreender as implicações de custo total permite decisões informadas que equilibram as despesas iniciais com a eficiência da produção a longo prazo.
Os custos de ferramentas variam drasticamente entre as abordagens. As fresas de ranhura em T variam de €45 a €650, dependendo do tamanho e do revestimento, com vida útil típica da ferramenta de 150 a 4.000 peças com base no material e nas condições de corte. As estratégias de cinco eixos utilizam fresas de topo convencionais que custam entre €15 e €150, mas podem exigir múltiplas ferramentas para a usinagem completa de entalhes.
Os custos de programação e configuração favorecem as fresas de ranhura em T para geometrias simples devido à complexidade reduzida. No entanto, as estratégias de 5 eixos geralmente se mostram mais econômicas para entalhes complexos ao considerar os tempos de ciclo totais e as operações secundárias. A capacidade de concluir múltiplas orientações de entalhe em configurações únicas elimina os custos intermediários de manuseio e reposicionamento.
As considerações de volume impactam significativamente as decisões de otimização de custos. Protótipos de baixo volume e peças personalizadas podem favorecer abordagens de 5 eixos, apesar dos custos de configuração mais elevados, enquanto a produção de alto volume geralmente se beneficia de ferramentas de fresa de ranhura em T dedicadas e sistemas de fixação otimizados.
Para uma análise de custos abrangente cobrindo vários processos de fabricação, consulte nosso guia detalhado sobre fatores de custo de usinagem CNC que fornece estratégias específicas para reduzir os preços das peças por meio da otimização do design.
Operações secundárias, incluindo rebarbação, acabamento superficial e inspeção, adicionam complexidade aos cálculos de custo. A usinagem de cinco eixos normalmente produz acabamentos de superfície superiores que exigem pós-processamento mínimo, enquanto as operações de ranhura em T podem exigir etapas de acabamento adicionais para atingir níveis de qualidade comparáveis.
Integração com Serviços de Fabricação
A usinagem de entalhes geralmente representa um componente de programas de fabricação abrangentes que podem incluir múltiplos processos e tecnologias. Compreender como as estratégias de entalhe se integram com capacidades de fabricação mais amplas ajuda a otimizar a execução geral do projeto e a relação custo-benefício.
Muitos componentes que exigem entalhes complexos também incorporam recursos mais adequados para processos de fabricação alternativos. Componentes de chapa metálica com entalhes usinados, peças fundidas que exigem usinagem de acabamento e conjuntos que combinam múltiplas tecnologias de fabricação se beneficiam do planejamento de produção integrado que considera todas as interações do processo.
A otimização do prazo de entrega frequentemente impulsiona as decisões de seleção do processo. Componentes que exigem entalhes de precisão e outras operações de fabricação podem se beneficiar de estratégias de processamento paralelo, onde diferentes recursos são produzidos simultaneamente usando tecnologias apropriadas. Esta abordagem minimiza a duração geral do projeto, mantendo os padrões de qualidade em todos os recursos.
A integração do sistema de qualidade garante padrões consistentes em múltiplos processos de fabricação. Quando a usinagem de entalhes representa um elemento de programas de fabricação complexos, manter a rastreabilidade e a documentação torna-se crítico para indústrias com requisitos regulatórios rigorosos, como aeroespacial, dispositivos médicos e aplicações automotivas.
Explore como a usinagem de entalhes se integra com nossos serviços de fabricação para desenvolver soluções abrangentes que otimizem tanto a qualidade da peça individual quanto a eficiência geral do projeto.
Perguntas Frequentes
Qual é a profundidade máxima alcançável com fresas de ranhura em T em comparação com a usinagem de 5 eixos?
As fresas de ranhura em T são normalmente limitadas a profundidades de 15 a 25 mm devido à rigidez da ferramenta e às restrições de vibração. A geometria estendida da ferramenta cria uma deflexão significativa que impacta a precisão dimensional além dessas profundidades. A usinagem de cinco eixos usando fresas de topo convencionais pode atingir profundidades de entalhe virtualmente ilimitadas, pois as ferramentas mantêm o engate perpendicular com as superfícies, independentemente da profundidade do recurso. No entanto, a rigidez da peça e a acessibilidade da fixação podem impor limitações práticas para recursos extremamente profundos.
Como os requisitos de acabamento superficial influenciam a escolha entre fresas de ranhura em T e estratégias de 5 eixos?
A usinagem simultânea de cinco eixos normalmente produz acabamentos de superfície superiores, variando de Ra 0,8 a 1,6 μm devido ao engate contínuo da ferramenta e à geometria de corte ideal. As fresas de ranhura em T geralmente atingem acabamentos Ra 1,6-3,2 μm devido à deflexão da ferramenta e à ação de corte interrompida. Para superfícies críticas que exigem pós-processamento mínimo, as estratégias de 5 eixos oferecem vantagens significativas. No entanto, fresas de ranhura em T especializadas com geometrias e revestimentos otimizados podem atingir acabamentos aceitáveis para muitas aplicações com menor complexidade de programação.
Quais materiais não são adequados para usinagem de entalhes com fresa de ranhura em T?
Materiais de endurecimento por trabalho, incluindo aços inoxidáveis austeníticos (316L, 321), ligas de Inconel e classes de Hastelloy, têm desempenho ruim com fresas de ranhura em T devido à ação de corte intermitente que induz o endurecimento por trabalho. Esses materiais exigem engate de corte contínuo possível apenas com estratégias de 5 eixos. Além disso, materiais com baixa usinabilidade, como aços ferramenta endurecidos acima de HRC 45, podem causar desgaste excessivo da ferramenta ao usar as geometrias estendidas típicas das fresas de ranhura em T.
Como o volume da peça afeta a escolha econômica entre as estratégias de corte?
A produção de baixo volume (1-50 peças) normalmente favorece as estratégias de 5 eixos, apesar dos custos de programação mais elevados, pois os investimentos em ferramentas permanecem razoáveis e a flexibilidade de configuração oferece vantagens. Volumes médios (50-500 peças) exigem análise de custo detalhada considerando a vida útil da ferramenta, os tempos de ciclo e os requisitos de qualidade. A produção de alto volume (>500 peças) geralmente justifica ferramentas de ranhura em T dedicadas e acessórios otimizados quando a geometria permite, pois os custos reduzidos de programação e configuração por peça compensam os investimentos iniciais mais elevados em ferramentas.
Quais desafios de inspeção são exclusivos dos entalhes usinados?
A inspeção de entalhes enfrenta limitações significativas de acessibilidade que complicam os procedimentos de medição. As sondas CMM padrão exigem cabeças articuladas ou configurações de sonda especializadas para alcançar áreas confinadas, aumentando a complexidade da programação e a incerteza da medição. Os sistemas de medição óptica oferecem vantagens para geometrias complexas, mas podem ter dificuldades com superfícies altamente reflexivas ou entalhes profundos e estreitos. Os medidores passa/não passa fornecem inspeção de produção eficiente, mas exigem fabricação personalizada para cada geometria de entalhe, tornando-os adequados principalmente para aplicações de alto volume.
As abordagens híbridas que combinam ambos os métodos podem reduzir os custos gerais de usinagem?
As estratégias híbridas geralmente fornecem a relação custo-benefício ideal para componentes complexos com múltiplos tipos de entalhe. Usar usinagem de desbaste de 5 eixos para remoção de material a granel, seguida pelo acabamento da fresa de ranhura em T, pode reduzir os tempos de ciclo em 25-40%, mantendo a precisão dimensional. No entanto, as abordagens híbridas exigem programação sofisticada e gerenciamento cuidadoso da troca de ferramentas para manter a precisão do sistema de coordenadas durante toda a sequência de usinagem. Os benefícios normalmente justificam o aumento da complexidade para produção de volume médio a alto de peças geometricamente complexas.
Qual o papel da espessura do material da peça na seleção da estratégia?
Componentes de paredes finas com entalhes apresentam desafios únicos, independentemente da estratégia de corte. As fresas de ranhura em T geram forças de corte significativas que podem causar deflexão ou vibração em seções finas, comprometendo potencialmente a precisão dimensional. As estratégias de cinco eixos permitem trajetórias de ferramenta otimizadas que minimizam as forças de corte por meio de ângulos de ataque/saída adequados e controle de passo. Componentes com espessura de parede abaixo de 2-3 mm normalmente exigem abordagens de 5 eixos com técnicas especializadas de usinagem de paredes finas para manter tolerâncias aceitáveis e evitar distorção da peça.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece