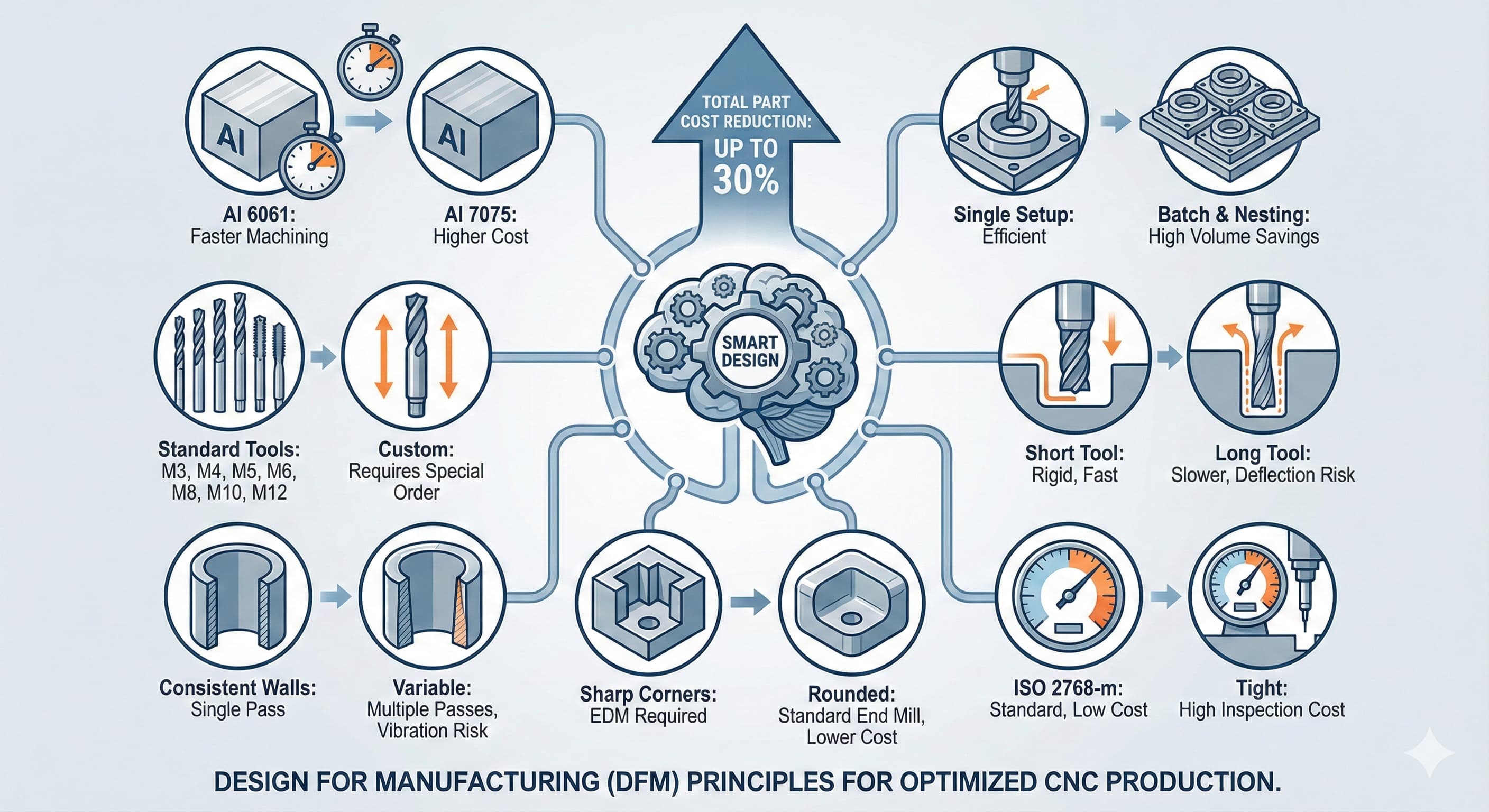
Fatores de Custo da Usinagem CNC: 7 Ajustes de Design para Reduzir o Preço das Peças em 30%
A maioria dos engenheiros foca primeiro na funcionalidade e depois no custo — um erro caro quando se trata de usinagem CNC. Após duas décadas otimizando processos de fabricação na Microns Hub, identifiquei padrões de design recorrentes que inflacionam os custos das peças em 20-50% sem agregar valor significativo. A solução não são materiais mais baratos ou fornecedores de qualidade inferior; são modificações de design inteligentes que funcionam com as capacidades CNC, em vez de contra elas.
Principais Conclusões
- A acessibilidade de ferramentas padrão reduz o tempo de usinagem em 40-60% em comparação com geometrias complexas que exigem cortadores especializados
- A seleção de materiais além do tipo de liga — considerando classificações de usinabilidade e disponibilidade de estoque — impacta o custo total mais do que o preço da matéria-prima
- A consolidação de recursos por meio de princípios de design para fabricação (DFM) pode eliminar operações secundárias completamente
- Estratégia de especificação de tolerância: aplicar tolerâncias restritas apenas onde é funcionalmente crítico reduz significativamente o tempo de inspeção e as taxas de sucata
Entendendo a Estrutura de Custo CNC: As Variáveis Ocultas
Os custos de usinagem CNC se dividem em cinco categorias principais, mas a maioria dos engenheiros considera apenas duas. Além dos custos óbvios de material e tempo de máquina, a complexidade de configuração, os requisitos de ferramentas e os protocolos de garantia de qualidade geralmente representam 40-70% do custo total da peça para produção de baixo a médio volume.
O tempo de configuração aumenta desproporcionalmente com a complexidade geométrica. Um bloco retangular simples com furos padrão é usinado em uma configuração, enquanto uma peça que requer múltiplas orientações multiplica tanto o tempo de configuração quanto os custos de fixação. Cada configuração adicional adiciona 15-45 minutos de tempo não cortante, dependendo da complexidade da peça e dos requisitos de fixação.
Os custos de ferramentas aumentam quando os designs exigem cortadores especializados. Fresas de topo padrão em diâmetros de 3mm, 6mm, 10mm e 20mm lidam com 85% das operações de usinagem de forma eficiente. Exigir uma fresa de topo de 2,3mm para uma profundidade de bolso específica dobra o custo da ferramenta e aumenta o prazo de entrega para aquisição da ferramenta.
| Componente de Custo | Percentagem Típica | Principais Impulsionadores | Impacto no Design |
|---|---|---|---|
| Matéria-prima | 20-35% | Tipo de liga, tamanho do estoque, disponibilidade | Alto |
| Tempo de Máquina | 25-40% | Velocidade de corte, eficiência do percurso da ferramenta | Muito Alto |
| Configuração e Fixação | 15-25% | Número de configurações, complexidade da fixação | Muito Alto |
| Ferramental | 8-15% | Tipo de ferramenta, frequência de substituição | Alto |
| Garantia da Qualidade | 5-12% | Requisitos de tolerância, tempo de inspeção | Médio |
Os engenheiros normalmente selecionam materiais com base apenas nas propriedades mecânicas, ignorando os fatores de usinabilidade que afetam drasticamente o custo de fabricação. O alumínio 6061-T6 e o 7075-T6 atendem aos requisitos de resistência para muitas aplicações aeroespaciais, mas o 6061-T6 é usinado 40% mais rápido devido à formação superior de cavacos e menores taxas de desgaste da ferramenta.
As classificações de usinabilidade quantificam a eficiência de corte em diferentes ligas. O American Iron and Steel Institute (AISI) classifica os materiais em uma escala onde o aço AISI 1212 é igual a 100%. O alumínio 6061-T6 tem uma classificação de 90-95%, enquanto o 7075-T6 tem uma classificação de 70-75%. Essa diferença de 20 pontos se traduz diretamente em variações no tempo de ciclo.
A disponibilidade de estoque representa outro fator de custo oculto. Especificar uma placa de 25,4mm de espessura quando o estoque padrão vem em tamanhos de 25mm ou 30mm adiciona desperdício de material e potenciais atrasos no fornecimento. Os fornecedores europeus normalmente estocam dimensões métricas: 10mm, 15mm, 20mm, 25mm, 30mm, 40mm, 50mm de espessura para chapas de alumínio.
| Material | Classificação de Usinabilidade | Velocidade de Corte (m/min) | Fator de Vida Útil da Ferramenta | Custo Relativo/Hora |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Aço Inoxidável 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titânio Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Diâmetros de furos personalizados forçam trocas de ferramentas e reduzem os parâmetros de corte. Tamanhos de brocas padrão em progressão métrica (3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm) funcionam com avanços e velocidades ideais, enquanto um furo de 4,3mm requer perfuração abaixo do tamanho e alargamento ou execução de uma broca padrão com parâmetros reduzidos.
As especificações de rosca seguem uma lógica semelhante. As roscas métricas ISO (M3, M4, M5, M6, M8, M10, M12) utilizam tamanhos de machos padrão e parâmetros de corte comprovados. Roscas personalizadas exigem machos especiais, tempos de ciclo mais longos e maior risco de sucata devido ao potencial de quebra do macho.
As relações profundidade-diâmetro do furo impactam significativamente a eficiência da perfuração e a vida útil da ferramenta. Manter relações abaixo de 3:1 para brocas helicoidais padrão e 5:1 para brocas especializadas para furos profundos otimiza a evacuação de cavacos e evita o endurecimento por trabalho. Um furo de 6mm de diâmetro deve se estender no máximo 18mm de profundidade usando ferramentas padrão.
As operações de escareado e rebaixamento adicionam complexidade quando as dimensões não se alinham com os requisitos de fixadores padrão. Os parafusos de cabeça cilíndrica com encaixe sextavado ISO 4762 definem diâmetros e profundidades de escareado específicos. Os parafusos M6 exigem escareados de 10mm de diâmetro com 6mm de profundidade — desviar desses padrões aumenta o tempo de usinagem sem benefício funcional.
Ajuste de Design #3: Implemente uma Estratégia de Espessura de Parede Consistente
A espessura de parede variável exige múltiplas passagens de corte com diferentes ferramentas, enquanto a espessura consistente permite operações de passagem única com parâmetros de corte otimizados. Paredes finas abaixo de 1,5mm de espessura em alumínio ou 2mm em aço introduzem desafios de vibração que exigem velocidades de corte reduzidas e fixação especializada.
As operações de bolso se beneficiam significativamente da espessura de piso consistente. O software de programação otimiza os caminhos da ferramenta quando a remoção de material permanece uniforme durante toda a operação de corte. Bolsos de profundidade variável exigem múltiplas passagens de desbaste e aumentam o tempo de ciclo proporcionalmente.
Ângulos de inclinação eliminam operações de usinagem secundárias para peças que exigem montagem ou processos de revestimento pós-usinagem. Incorporar ângulos de inclinação de 0,5-2,0 graus em paredes verticais simplifica a extração de peças de fixações e reduz a formação de rebarbas durante as operações de corte.
Para resultados de alta precisão, carregue seus arquivos CAD no mecanismo de cotação instantânea da Microns Hub.
Ajuste de Design #4: Minimize a Complexidade dos Recursos Através da Otimização Geométrica
Recursos geométricos complexos aumentam exponencialmente o tempo de programação e a complexidade do cálculo do caminho da ferramenta. Cantos internos afiados exigem acabamento EDM ou múltiplas passagens de ferramenta com fresas de topo progressivamente menores. Especificar cantos com raio de 0,5mm em vez de cantos afiados elimina operações secundárias, mantendo o desempenho funcional para a maioria das aplicações.
Recortes e ângulos de inclinação reversos forçam configurações adicionais ou ferramentas especializadas. As capacidades de usinagem de cinco eixos lidam com algumas geometrias complexas em configurações únicas, mas a complexidade da programação e o tempo de configuração geralmente excedem a economia de custos da redução do manuseio. Eliminar recortes através da revisão do design normalmente reduz o custo total, melhorando a resistência da peça através de uma melhor distribuição de tensão.
Os requisitos de acabamento superficial direcionam a seleção dos parâmetros de corte e as estratégias de passagem final. O acabamento superficial Ra 1,6μm é alcançado através de parâmetros de usinagem padrão, enquanto Ra 0,8μm requer passagens de acabamento adicionais com taxas de avanço reduzidas. Acabamentos espelhados abaixo de Ra 0,4μm exigem operações de polimento secundárias, adicionando custo e prazo de entrega significativos.
| Tipo de Recurso | Abordagem Padrão | Multiplicador de Tempo | Impacto no Custo | Alternativa DFM |
|---|---|---|---|---|
| Canto Interno Agudo | Múltiplas passagens de ferramenta + EDM | 3.5x | +250% | Canto com raio de 0,5mm |
| Ranhura Estreita Profunda | Corte por imersão + fresagem lateral | 2.8x | +180% | Ranhura mais larga ou furo passante |
| Rebaixo Complexo | 5 eixos ou múltiplas configurações | 4.2x | +320% | Eliminar ou simplificar a geometria |
| Parede Muito Fina (<1mm) | Cortes leves, fixações especiais | 2.2x | +120% | Aumentar para 1,5mm mínimo |
A especificação de tolerância representa o fator de inflação de custo mais comum na usinagem de precisão. As tolerâncias gerais ISO 2768 atendem à maioria dos requisitos funcionais sem chamadas específicas. A classe média (ISO 2768-m) fornece ±0,1mm para dimensões de até 30mm, ±0,15mm para dimensões de 30-120mm e ±0,2mm para dimensões de 120-400mm.
Tolerâncias críticas que exigem monitoramento de controle estatístico de processo (CEP) adicionam tempo de inspeção e potenciais custos de retrabalho. Cada dimensão que requer verificação da máquina de medição por coordenadas (MMC) adiciona 2-5 minutos de tempo de inspeção, além dos requisitos de documentação. Limitar tolerâncias restritas a recursos funcionalmente críticos reduz significativamente a sobrecarga de garantia de qualidade.
A aplicação de dimensionamento e toleranciamento geométrico (GD&T) seguindo os padrões ASME Y14.5 comunica a intenção do design de forma mais eficaz do que o toleranciamento tradicional de mais/menos. No entanto, esquemas GD&T complexos que exigem equipamentos de inspeção especializados aumentam o custo sem o benefício funcional correspondente em muitas aplicações.
As tolerâncias de posição para padrões de furos demonstram esse princípio claramente. Uma tolerância de posição de ±0,05mm em um círculo de parafusos requer inspeção MMC, enquanto uma tolerância de ±0,1mm permite a verificação do medidor passa/não passa a um terço do custo de inspeção.
Ajuste de Design #6: Otimize o Acesso de Usinagem e a Folga da Ferramenta
As limitações de acesso da ferramenta forçam ferramentas mais longas com rigidez reduzida, aumentando a vibração e limitando os parâmetros de corte. As relações comprimento-diâmetro da fresa de topo padrão de 3:1 ou 4:1 fornecem rigidez ideal para a maioria das aplicações. Exigir relações de 6:1 ou superiores reduz as velocidades de corte em 30-50% e aumenta o risco de deflexão da ferramenta.
Os requisitos de folga ao redor dos recursos usinados permitem uma seleção de ferramentas maiores e mais rígidas. Uma fresa de topo de 20mm remove material 4x mais rápido do que uma fresa de topo de 10mm quando existe folga suficiente. As operações de bolso se beneficiam particularmente de raios de canto generosos que correspondem aos tamanhos de ferramenta disponíveis.
A integração do design da fixação durante a fase de design da peça elimina problemas de interferência e reduz a complexidade da configuração. O espaçamento padrão das mandíbulas da morsa, as dimensões da mesa rotativa e as restrições de fixação devem influenciar as decisões de design no início do processo de desenvolvimento, em vez de forçar soluções de fixação personalizadas caras.
A acessibilidade da programação afeta tanto o tempo de programação inicial quanto a eficiência da modificação futura. Recursos localizados em áreas de difícil acesso exigem parâmetros de corte conservadores e extensa verificação do caminho da ferramenta, aumentando tanto o tempo de programação quanto o tempo de ciclo.
Ajuste de Design #7: Processamento em Lote e Consolidação de Recursos
A consolidação de recursos reduz as trocas de ferramentas e otimiza as sequências de corte. Agrupar todas as operações de perfuração permite uma única configuração de ferramenta com parâmetros otimizados em vários tamanhos de furos. Operações de bolso sequenciais com profundidades consistentes agilizam as passagens de desbaste e acabamento.
A eliminação de operações secundárias através da otimização da configuração primária representa uma oportunidade significativa de redução de custos. Peças que exigem operações de perfuração, rosqueamento e escareamento são concluídas de forma eficiente quando as localizações dos furos acomodam a acessibilidade de configuração única. Peças complexas que exigem operações de inversão ou múltiplas configurações de fixação multiplicam o tempo de manuseio e introduzem desafios de precisão posicional.
Considerações de design amigáveis ao lote permitem um dimensionamento de produção eficiente. Peças projetadas para fixação simples e requisitos de ferramentas consistentes são processadas de forma eficiente em quantidades desde protótipos até volumes de produção. Nossos serviços de fabricação otimizam os procedimentos de configuração para métodos de produção apropriados ao volume.
A otimização da utilização de material através de geometrias amigáveis ao aninhamento reduz o desperdício de matéria-prima e permite uma programação eficiente para configurações de múltiplas peças. Perfis de contorno retangulares ou circulares se aninham de forma mais eficiente do que perfis externos complexos que exigem peças de estoque individuais.
| Estratégia de Design | Economia de Tempo | Redução de Custos | Impacto na Qualidade | Dificuldade de Implementação |
|---|---|---|---|---|
| Tamanhos de Ferramentas Padrão | 20-35% | 15-28% | Melhorado | Baixa |
| Espessura de Parede Consistente | 15-25% | 12-20% | Neutro | Média |
| Tolerâncias Simplificadas | 5-15% | 8-18% | Neutro | Baixa |
| Consolidação de Recursos | 25-40% | 20-35% | Melhorado | Alta |
| Otimização de Material | 10-20% | 15-25% | Melhorado | Média |
A implementação dessas estratégias de redução de custos requer a integração sistemática da revisão de design nos processos de desenvolvimento existentes. A revisão DFM em estágio inicial identifica oportunidades de otimização antes do congelamento do design, quando as modificações permanecem relativamente simples e baratas.
A análise do modelo CAD usando software de simulação de fabricação prevê sequências de usinagem e identifica potenciais problemas antes da produção física. Ferramentas de software como CAMWorks, Mastercam ou Fusion 360 fornecem estimativas de tempo de ciclo realistas e destacam recursos problemáticos que exigem atenção ao design.
A colaboração multifuncional entre engenheiros de design e engenheiros de fabricação garante o equilíbrio ideal entre os requisitos funcionais e a eficiência da produção. Revisões de design regulares, incluindo a contribuição da fabricação, evitam ciclos de redesenho caros e aceleram os objetivos de tempo de lançamento no mercado.
Padrões de documentação que incorporam diretrizes DFM permitem uma aplicação consistente em vários projetos e membros da equipe. Regras de design padronizadas, especificações de materiais preferidas e esquemas de tolerância aprovados reduzem a variação do design e permitem um planejamento de cotação e produção mais eficiente.
Medindo o Sucesso da Redução de Custos
Quantificar as conquistas de redução de custos requer o estabelecimento de uma linha de base e o rastreamento sistemático em vários componentes de custo. O custo total da peça inclui material, tempo de usinagem, tempo de configuração, consumo de ferramentas e sobrecarga de garantia de qualidade — cada um respondendo de forma diferente a modificações de design específicas.
A medição da redução do tempo de ciclo fornece o indicador de eficiência de fabricação mais direto. Comparar o tempo de usinagem real antes e depois da otimização do design quantifica a magnitude da melhoria e valida as previsões teóricas do software de simulação.
As métricas de qualidade, incluindo taxas de rendimento de primeira passagem e porcentagens de sucata, indicam melhorias na robustez do design além da simples redução de custos. Designs simplificados normalmente demonstram melhor capacidade de fabricação através da redução da variação e de índices de capacidade de processo mais altos.
O rastreamento de custos de longo prazo revela a eficácia da estratégia de otimização em volumes de produção e períodos de tempo. Os benefícios da redução da complexidade da configuração inicial se multiplicam em quantidades de produção mais altas, enquanto a otimização de material fornece benefícios consistentes, independentemente dos níveis de volume.
Perguntas Frequentes
Qual é a mudança de design única mais eficaz para reduzir os custos de usinagem CNC?
A padronização dos tamanhos de furos e das especificações de rosca normalmente fornece uma redução de custo de 15-25% com impacto mínimo no design. Usar tamanhos de brocas métricas padrão (3mm, 4mm, 5mm, 6mm, 8mm, 10mm) e roscas métricas ISO elimina os requisitos de ferramentas especiais e permite parâmetros de corte ideais durante toda a produção.
Como as especificações de tolerância afetam o custo total da peça?
Tolerâncias restritas abaixo de ±0,05mm podem aumentar o custo da peça em 30-80% através de requisitos de inspeção adicionais e potencial retrabalho. Aplicar tolerâncias gerais ISO 2768 para dimensões não críticas e reservar tolerâncias restritas apenas para recursos funcionalmente críticos otimiza o equilíbrio custo-desempenho de forma eficaz.
Quais materiais oferecem a melhor relação usinabilidade-desempenho para otimização de custos?
O alumínio 6061-T6 oferece excelente usinabilidade (classificação de 90-95) com boas propriedades de resistência para a maioria das aplicações. Para componentes de aço, as classes 1018 ou 12L14 oferecem usinabilidade superior em comparação com ligas inoxidáveis, mantendo a resistência adequada para muitas aplicações estruturais.
Como a complexidade dos recursos impacta o tempo e o custo de usinagem?
Recursos complexos que exigem ferramentas especializadas ou múltiplas configurações podem aumentar o custo da peça em 200-400%. Cantos internos afiados, ranhuras estreitas profundas e recortes complexos impactam particularmente o custo através do tempo de programação estendido, requisitos de ferramentas especializadas e parâmetros de corte reduzidos.
Quais diretrizes de espessura de parede minimizam os custos de usinagem, mantendo a integridade estrutural?
Manter uma espessura de parede mínima de 1,5mm para alumínio e 2,0mm para aço elimina problemas de vibração e permite parâmetros de corte padrão. A espessura de parede consistente em toda a peça permite operações de passagem única e programação otimizada do caminho da ferramenta.
Como os requisitos de configuração afetam os custos de produção de pequenos lotes?
Cada configuração adicional adiciona 15-45 minutos de tempo não cortante, impactando significativamente a economia de pequenos lotes. Projetar peças para usinagem de configuração única pode reduzir o tempo total de produção em 40-60% para quantidades abaixo de 50 peças, tornando a prototipagem e a produção de baixo volume mais econômicas.
Qual é a relação entre os requisitos de acabamento superficial e o custo de usinagem?
Os requisitos de acabamento superficial abaixo de Ra 1,6μm aumentam o tempo de usinagem exponencialmente. Ra 0,8μm requer 40-60% de tempo de acabamento adicional, enquanto Ra 0,4μm exige operações de polimento secundárias, adicionando um prêmio de custo de 150-300% sobre os acabamentos usinados padrão.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece