Redução do Desgaste da Ferramenta na Usinagem de Titânio: Estratégias CAD Otimizadas
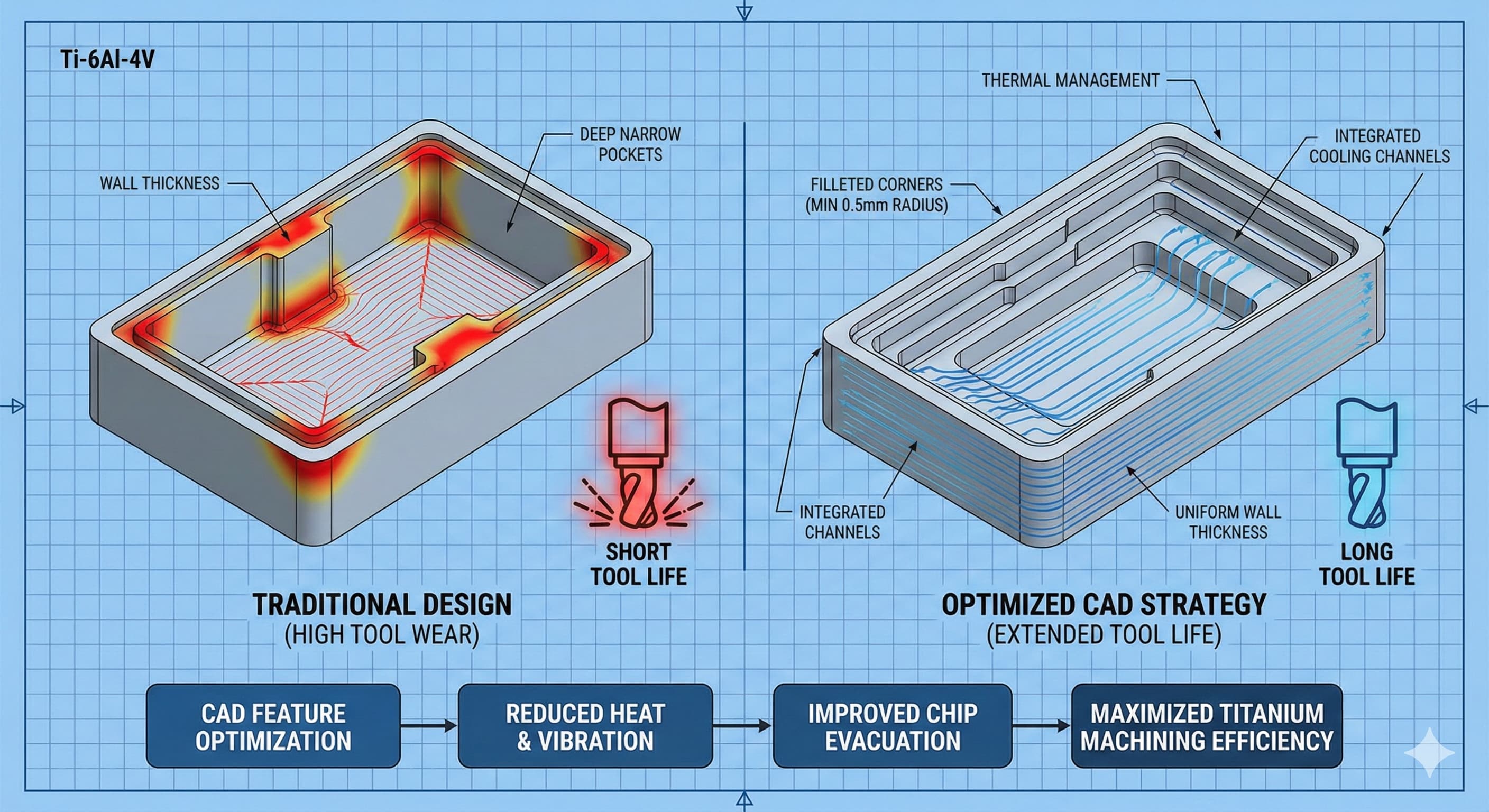
A usinagem de titânio apresenta um dos maiores desafios da manufatura: equilibrar as propriedades excepcionais do Ti-6Al-4V e outras ligas de titânio com sua notória tendência a destruir ferramentas de corte. As taxas de desgaste da ferramenta em titânio podem exceder a usinagem de aço em 300-500%, com ferramentas de metal duro durando meros minutos sob condições subótimas. A solução reside não apenas nos parâmetros de corte, mas em decisões estratégicas de design CAD que alteram fundamentalmente a dinâmica da usinagem.
Principais Conclusões
- A orientação estratégica de recursos no CAD pode reduzir o tempo de contato da ferramenta em até 40%, prolongando drasticamente a vida útil da ferramenta
- O design adequado do raio do canto (mínimo de 0,5 mm) elimina os concentradores de tensão que aceleram a falha da ferramenta de metal duro
- A otimização do volume de remoção de material por meio do posicionamento inteligente de recursos reduz o tempo total de usinagem e a geração de calor
- O design integrado de canais de resfriamento em peças complexas permite o acesso contínuo do refrigerante de inundação às zonas de corte críticas
Compreendendo os Mecanismos de Desgaste da Ferramenta de Titânio
A baixa condutividade térmica do titânio (16,4 W/m·K em comparação com os 237 W/m·K do alumínio) cria uma tempestade perfeita para a degradação da ferramenta. O calor gerado na zona de corte não consegue se dissipar através da peça de trabalho, concentrando-se na interface ferramenta-cavaco, onde as temperaturas atingem 800-1000°C. Esse carregamento térmico se combina com a reatividade química do titânio para criar desgaste adesivo, onde os átomos de titânio se ligam diretamente às superfícies de metal duro.
As características de encruamento do Ti-6Al-4V agravam esse desafio. Sob as forças de corte, a microestrutura do material se transforma de uma fase α+β relativamente usinável para uma estrutura endurecida que pode atingir 45-50 HRC na subsuperfície imediata. Essa camada endurecida, normalmente com 0,05-0,15 mm de profundidade, cria desgaste abrasivo nas passagens subsequentes da ferramenta.
O engripamento representa outro modo de falha crítico. A tendência do titânio de soldar a frio sob pressão causa a formação de arestas postiças nas ferramentas de corte. Esses depósitos soldados alteram a geometria da ferramenta, aumentando as forças de corte e acelerando a falha catastrófica por meio de lascamento ou quebra da aresta.
Estratégias CAD para Minimizar o Contato da Ferramenta
A abordagem mais eficaz para reduzir o desgaste da ferramenta começa com a orientação estratégica dos recursos durante a fase de projeto. As abordagens de usinagem tradicionais geralmente posicionam os recursos com base apenas nos requisitos funcionais, ignorando as implicações da sequência de usinagem. O design CAD inteligente considera o comprimento do caminho da ferramenta de corte e o ângulo de contato para cada recurso.
A otimização da profundidade do bolso representa uma decisão de design crítica. Bolsos profundos (razões profundidade-largura superiores a 3:1) criam condições de evacuação desafiadoras, onde os cavacos não conseguem escapar de forma eficaz. Isso leva ao recorte, temperaturas elevadas e rápida degradação da ferramenta. As alternativas de design incluem configurações de bolso escalonadas ou estratégias de usinagem multinível que mantêm razões profundidade-largura ideais abaixo de 2:1.
A consistência da espessura da parede em toda a geometria da peça elimina as cargas de corte variáveis que causam deflexão da ferramenta e desgaste prematuro. Manter uma espessura de parede uniforme de 2,0-3,0 mm em todo o design permite parâmetros de corte consistentes e vida útil previsível da ferramenta. Quando a variação de espessura é inevitável, as transições graduais em distâncias de pelo menos 10 mm evitam mudanças repentinas de carga.
Os raios de canto merecem atenção especial em aplicações de titânio. Cantos internos afiados criam concentradores de tensão que levam à quebra da ferramenta, enquanto raios abaixo de 0,3 mm exigem ferramentas de pequeno diâmetro propensas a deflexão e desgaste rápido. Os raios de canto internos ideais variam de 0,5 a 1,5 mm, combinando as geometrias de ferramentas de metal duro disponíveis e fornecendo resistência adequada para as forças de corte do titânio.
| Tipo de Característica | Design Tradicional | Design Otimizado | Melhora na Vida Útil da Ferramenta |
|---|---|---|---|
| Cantos Internos | Raio de 0,1-0,3 mm | Raio de 0,5-1,5 mm | 200-300% |
| Profundidade do Bolso | Profundidade/Largura > 3:1 | Profundidade/Largura < 2:1 | 150-250% |
| Espessura da Parede | Variável (1-5 mm) | Consistente (2-3 mm) | 100-200% |
| Transições de Superfície | Mudanças bruscas | Gradual (>10 mm) | 75-150% |
Geometria Avançada de Recursos para Preservação da Ferramenta
As estratégias de rampa devem ser consideradas durante a fase CAD para garantir condições ideais de entrada da ferramenta. Cortes de mergulho vertical no titânio criam cargas de corte máximas e choque térmico. Os recursos de design devem incorporar superfícies de rampa com ângulos entre 2 e 5 graus, permitindo o contato gradual da ferramenta que distribui as forças de corte sobre um comprimento de contato estendido.
O design do furo requer consideração especial para a usinagem de titânio. As operações de furação padrão criam desgaste significativo da ferramenta devido à má evacuação de cavacos e à geração de calor concentrada. Os designs CAD devem incorporar chanfros ou escareadores pré-usinados que permitem que as operações de furação comecem com cargas de corte reduzidas. Para furos críticos, a geometria de interpolação helicoidal deve ser projetada nos recursos circundantes para permitir essa abordagem de usinagem superior.
As modificações no design da rosca podem afetar drasticamente a vida útil da ferramenta em aplicações de titânio. As roscas métricas padrão com ângulos incluídos de 60 graus criam altas forças de corte durante as operações de rosqueamento. Sempre que possível, as formas de rosca modificadas com ângulos incluídos de 45-50 graus reduzem as cargas de corte, mantendo a resistência adequada da rosca para a maioria das aplicações. A geometria de saída da rosca deve fornecer comprimento adequado (mínimo de 3 passos de rosca) para a retirada gradual da ferramenta.
Para aplicações que exigem serviços de usinagem CNC de precisão, a acessibilidade dos recursos torna-se fundamental. Os recursos fechados que exigem extensões de ferramenta profundas devem ser redesenhados como geometrias abertas, sempre que possível. Essa abordagem permite o uso de ferramentas mais curtas e rígidas que resistem à deflexão e mantêm a integridade da aresta de corte durante ciclos de usinagem estendidos.
Otimização do Volume de Remoção de Material
A distribuição estratégica de material em designs CAD pode minimizar o tempo total de usinagem e o desgaste da ferramenta associado. O princípio envolve concentrar a remoção de material em áreas onde as condições de corte podem ser otimizadas, minimizando o material em regiões que exigem acesso difícil à ferramenta ou geometrias de corte desfavoráveis.
As folgas de desbaste devem ser incorporadas ao design inicial para permitir estratégias eficientes de remoção de material. Em vez de usinar as dimensões finais diretamente do material sólido, os designs devem incluir geometrias intermediárias que permitam operações de desbaste com ferramentas robustas, seguidas de passes de acabamento com condições de corte otimizadas. As folgas de desbaste típicas para titânio variam de 0,5 a 1,5 mm por superfície, dependendo da complexidade da peça.
As configurações de nervuras e teias afetam significativamente a eficiência da usinagem. Os designs de nervuras tradicionais com espessura constante geralmente exigem extensas operações de semiacabamento que aceleram o desgaste da ferramenta. Os designs de nervuras cônicas com espessura reduzida da base à ponta permitem sequências de usinagem mais eficientes, mantendo os requisitos estruturais. A espessura da base deve corresponder aos diâmetros de ferramenta disponíveis (6-12 mm típicos), enquanto a espessura da ponta pode ser reduzida para 2-3 mm no mínimo.
A integração do design do ressalto afeta tanto o acesso da ferramenta quanto as cargas de corte. Os ressaltos isolados exigem abordagens de ferramenta individuais que aumentam o tempo total de usinagem e as trocas de ferramenta. Sempre que funcionalmente aceitável, os recursos de ressalto devem ser integrados à geometria circundante ou projetados como recursos contínuos que permitem caminhos de ferramenta eficientes com cargas de corte consistentes.
Gerenciamento Térmico Através do Design
A dissipação de calor representa um fator crítico na vida útil da ferramenta de titânio, exigindo designs CAD que facilitem estratégias de resfriamento eficazes. As aplicações tradicionais de refrigerante de inundação geralmente não atingem as zonas de corte críticas, particularmente em recursos profundos ou geometrias fechadas. As modificações de design podem garantir o acesso do refrigerante onde for mais necessário.
Os canais de refrigerante devem ser integrados à geometria da peça durante a fase de projeto, em vez de adicionados como complementos. Esses canais, normalmente com 4-6 mm de diâmetro, fornecem fluxo de refrigerante direcionado para zonas de corte críticas. O posicionamento do canal deve considerar a sequência de usinagem para garantir que permaneçam intactos durante as operações de desbaste, fornecendo resfriamento para os passes de acabamento.
A espessura do material afeta a massa térmica e as características de absorção de calor. Seções grossas (>20 mm) fornecem melhor dissipação de calor, mas podem exigir recursos de resfriamento interno. Seções finas (<5 mm) oferecem rápida dissipação de calor, mas podem sofrer distorção térmica. As faixas de espessura ideais para aplicações de titânio ficam entre 8-15 mm, fornecendo massa térmica adequada e permitindo resfriamento eficaz.
A otimização da área de superfície por meio de modificações de design pode aumentar o resfriamento por convecção natural. Superfícies nervuradas, geometrias escalonadas e recursos integrados de dissipador de calor aumentam a área de superfície disponível para transferência de calor. Essas modificações devem ser equilibradas com a complexidade da usinagem, mas podem fornecer melhorias de 15-30% nas temperaturas da zona de corte.
Para resultados de alta precisão, obtenha sua cotação personalizada em 24 horas da Microns Hub.
Considerações sobre Tolerância e Acabamento Superficial
A especificação de tolerância afeta diretamente a seleção da ferramenta e as estratégias de usinagem para peças de titânio. Tolerâncias apertadas (±0,025 mm ou melhor) normalmente exigem passes de acabamento com cargas de corte leves, prolongando a vida útil da ferramenta, mas aumentando o tempo de usinagem. A chave está em otimizar os requisitos de tolerância para equilibrar a precisão com a eficiência da fabricação.
As dimensões críticas devem ser concentradas em superfícies com geometrias de corte favoráveis. Os recursos externos geralmente permitem melhor acesso à ferramenta e condições de corte em comparação com os recursos internos. Sempre que possível, as tolerâncias críticas devem ser atribuídas a superfícies ou recursos externos acessíveis com ferramentas curtas e rígidas.
Os requisitos de acabamento superficial afetam significativamente os padrões de desgaste da ferramenta. Os valores de Ra abaixo de 0,8 μm normalmente exigem vários passes de acabamento com remoção mínima de material por passe. Essa abordagem prolonga a vida útil da ferramenta por meio de cargas de corte reduzidas, mas aumenta o tempo total de usinagem. A otimização do acabamento superficial pode envolver a especificação de requisitos diferentes para superfícies funcionais versus cosméticas.
As tolerâncias de forma e posição devem considerar as propriedades elásticas do titânio e o potencial de distorção durante a usinagem. Recursos de alívio de tensão, como remoção simétrica de material e cargas de corte equilibradas, devem ser incorporados em designs que exigem tolerâncias geométricas apertadas. Essa abordagem minimiza as violações de tolerância induzidas por distorção, reduzindo as forças de corte que aceleram o desgaste da ferramenta.
| Intervalo de Tolerância | Abordagem Recomendada | Vida Útil Esperada da Ferramenta | Impacto no Custo |
|---|---|---|---|
| ±0,1 mm | Passe de acabamento único | Máximo | +15-25% |
| ±0,05 mm | Passes de acabamento leves | Bom | +25-35% |
| ±0,025 mm | Múltiplos passes leves | Moderado | +40-60% |
| ±0,01 mm | Ferramentas especializadas | Limitado | +75-100% |
Integração com o Planejamento do Processo de Fabricação
Os designs CAD devem considerar a sequência de fabricação completa para otimizar a vida útil da ferramenta em todas as operações. O sequenciamento de recursos afeta a rigidez da peça de trabalho, os requisitos de fixação e a distribuição da carga de corte. O posicionamento estratégico de recursos pode minimizar as trocas de ferramenta e permitir parâmetros de corte otimizados durante todo o ciclo de usinagem.
A integração da fixação deve ser considerada durante o desenvolvimento do design, em vez de como uma preocupação de fabricação separada. Abas de retenção e superfícies de fixação projetadas na geometria da peça fornecem retenção segura da peça de trabalho, minimizando o tempo de configuração e reduzindo a vibração que acelera o desgaste da ferramenta.
A análise de acesso à ferramenta durante a fase CAD identifica possíveis problemas de interferência que podem exigir ferramentas especializadas ou comprimentos de ferramenta estendidos. As bibliotecas de ferramentas padrão devem ser referenciadas durante o design para garantir que os recursos possam ser usinados com ferramentas prontamente disponíveis e econômicas. Os requisitos de ferramenta personalizados devem ser minimizados por meio de modificações de design, sempre que possível.
As estratégias de redução de configuração por meio da orientação de peças multioperação podem reduzir significativamente o tempo total de usinagem e o desgaste da ferramenta associado. Os designs devem permitir a usinagem completa ou quase completa em uma única configuração, minimizando o manuseio da peça de trabalho e o tempo de configuração. Essa abordagem requer consideração cuidadosa dos ângulos de inclinação, linhas de partição e acessibilidade de recursos de várias direções.
Análise de Custo-Benefício da Otimização do Design
O impacto econômico da otimização CAD para usinagem de titânio se estende além da simples redução do custo da ferramenta. As melhorias na vida útil da ferramenta de 200-400% se traduzem em tempo de inatividade reduzido da máquina, custos de mão de obra mais baixos para trocas de ferramenta e melhor consistência da peça por meio de condições de corte estáveis. Esses benefícios geralmente justificam modificações de design que podem aumentar a complexidade inicial da peça.
A redução do tempo de usinagem por meio de designs otimizados normalmente varia de 20-50% em comparação com as abordagens tradicionais. Essa melhoria vem de trocas de ferramenta reduzidas, parâmetros de corte otimizados e eliminação de operações de usinagem desafiadoras. A economia de tempo aumenta em todos os volumes de produção, tornando a otimização do design cada vez mais valiosa para aplicações de maior quantidade.
As melhorias de qualidade de condições de corte estáveis reduzem as taxas de sucata e os custos de retrabalho. O desempenho consistente da ferramenta durante todo o ciclo de usinagem mantém a precisão dimensional e a qualidade do acabamento superficial. Essa confiabilidade é particularmente valiosa para aplicações aeroespaciais e médicas, onde os custos de rejeição de peças são substanciais.
Ao fazer o pedido na Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em usinagem de titânio e compreensão abrangente da otimização de design significa que cada projeto recebe a atenção especializada que as aplicações de titânio exigem.
Técnicas CAD Avançadas e Integração de Software
Os sistemas CAD modernos oferecem ferramentas especializadas para otimização de usinagem que podem ser aproveitadas durante a fase de projeto. Os recursos de análise de usinabilidade identificam geometrias problemáticas antes do início da fabricação, permitindo modificações de design enquanto as alterações permanecem econômicas. Essas ferramentas avaliam o acesso da ferramenta de corte, os ângulos de contato e as possíveis condições de interferência.
As abordagens de design baseadas em recursos permitem a avaliação rápida de geometrias alternativas para melhor usinabilidade. A modelagem paramétrica permite que os designers avaliem rapidamente o impacto das mudanças no raio do canto, modificações na espessura da parede ou realocações de recursos nos requisitos de fabricação. Essa capacidade acelera o processo de otimização, mantendo a intenção do design.
A integração da simulação de fabricação fornece feedback antecipado sobre a seleção da ferramenta e os parâmetros de corte. Os sistemas CAD avançados podem simular sequências de usinagem completas, identificando possíveis problemas de desgaste da ferramenta e oportunidades de otimização. Essa capacidade de simulação permite modificações de design proativas em vez de solução de problemas de fabricação reativa.
As ferramentas de colaboração dentro dos sistemas CAD facilitam a comunicação entre as equipes de design e fabricação. Os recursos integrados de anotação e revisão permitem que os engenheiros de fabricação forneçam feedback específico sobre preocupações com o desgaste da ferramenta e oportunidades de otimização de design. Essa colaboração garante que as considerações de fabricação sejam devidamente integradas aos designs finais.
A verificação de regras de design pode ser personalizada para requisitos de usinagem de titânio, sinalizando automaticamente geometrias que podem causar problemas de desgaste da ferramenta. As regras padrão podem incluir requisitos mínimos de raio de canto, razões máximas de profundidade-largura e verificações de consistência de espessura de parede. Essas verificações automatizadas impedem que geometrias problemáticas progridam para a fabricação.
Estudos de Caso e Exemplos de Implementação
Um redesenho típico de suporte aeroespacial demonstra o impacto da otimização CAD sistemática para usinagem de titânio. O design original apresentava cantos internos afiados (raio de 0,2 mm), espessura de parede variável (1-4 mm) e bolsos profundos com razões profundidade-largura de 4:1. A vida útil da ferramenta era em média de 15-20 minutos com quebras frequentes devido a choque térmico e variações de carga de corte.
O design otimizado incorporou raios internos de 0,8 mm, espessura de parede consistente de 2,5 mm e geometria de bolso escalonada mantendo razões máximas de profundidade-largura de 1,8:1. Canais de refrigerante integrados forneceram resfriamento direto para zonas de corte críticas. A vida útil da ferramenta melhorou para 80-120 minutos, mantendo todos os requisitos funcionais e reduzindo o tempo total de usinagem em 35%.
As aplicações de implantes médicos apresentam desafios únicos devido aos requisitos de biocompatibilidade e geometrias orgânicas complexas. As abordagens tradicionais geralmente exigem extenso acabamento manual devido a problemas de desgaste da ferramenta que criam irregularidades na superfície. Os designs CAD otimizados incorporam transições graduais, ângulos de corte otimizados e distribuição estratégica de material para permitir a usinagem consistente durante todo o ciclo de corte.
Princípios de otimização semelhantes se aplicam a estratégias de redução de custos em vários processos de fabricação, onde as modificações de design podem impactar significativamente a economia geral da produção por meio de maior eficiência e custos de ferramentas reduzidos.
Métodos de Controle de Qualidade e Validação
A verificação da eficácia da otimização CAD requer medição sistemática dos padrões de desgaste da ferramenta, tempos de usinagem e métricas de qualidade da peça. As medições de linha de base de designs tradicionais fornecem padrões de comparação para avaliar os níveis de melhoria. As principais métricas incluem vida útil média da ferramenta, tempo de corte por peça, consistência do acabamento superficial e variação da precisão dimensional.
A análise do desgaste da ferramenta deve examinar tanto os padrões de desgaste gradual quanto os modos de falha catastrófica. Os designs otimizados normalmente mostram um desgaste mais previsível e gradual, em vez de eventos de falha repentina. Essa previsibilidade permite um melhor planejamento da produção e reduz o tempo de inatividade inesperado devido à quebra da ferramenta.
A avaliação da integridade da superfície torna-se crítica para aplicações de titânio, particularmente nos setores aeroespacial e médico. As condições de usinagem otimizadas devem manter o acabamento superficial consistente e minimizar as zonas afetadas pelo calor que podem comprometer as propriedades do material. Testes regulares de integridade da superfície validam a eficácia das estratégias de otimização CAD.
A implementação do controle estatístico de processo rastreia a consistência dos designs otimizados em todos os volumes de produção. Os gráficos de controle para vida útil da ferramenta, tempo de usinagem e métricas de qualidade identificam quando as condições do processo se desviam das faixas ideais. Esse monitoramento permite ajustes proativos para manter os benefícios da otimização durante as execuções de produção.
Tendências Futuras e Tecnologias Emergentes
A integração da inteligência artificial em sistemas CAD promete otimização automatizada para aplicações de usinagem de titânio. Os algoritmos de aprendizado de máquina podem analisar dados históricos de usinagem para identificar parâmetros de design ideais e prever a vida útil da ferramenta com base em recursos geométricos. Essa capacidade acelerará o processo de otimização, melhorando a precisão da previsão.
A integração da fabricação aditiva oferece novas possibilidades para geometrias internas complexas que aumentam o resfriamento e reduzem o volume de material. Abordagens híbridas que combinam pré-formas aditivas com acabamento subtrativo otimizado permitem geometrias impossíveis com métodos de fabricação tradicionais. Essas abordagens exigem novas estratégias CAD que considerem as restrições de fabricação aditiva e subtrativa.
A caracterização avançada de materiais fornece uma melhor compreensão do comportamento de usinagem do titânio em várias condições. O monitoramento em tempo real das forças de corte, temperaturas e desgaste da ferramenta permite a otimização contínua dos parâmetros de corte com base no desempenho real, em vez de modelos teóricos. Esse feedback pode informar as estratégias de otimização CAD para maior eficácia.
A tecnologia de gêmeo digital permite a validação virtual de estratégias de otimização CAD antes da implementação física. A simulação completa do processo de fabricação, incluindo previsão de desgaste da ferramenta e análise térmica, fornece uma avaliação abrangente das modificações de design. Essa capacidade reduz o custo e o tempo necessários para a validação da otimização, melhorando a precisão da previsão.
Diretrizes de Implementação e Melhores Práticas
A implementação bem-sucedida da otimização CAD para usinagem de titânio requer uma abordagem sistemática e comunicação clara entre as equipes de design e fabricação. As diretrizes de otimização devem ser documentadas e integradas aos procedimentos de design padrão para garantir a aplicação consistente em todos os projetos.
Os programas de treinamento para engenheiros de design devem enfatizar a relação entre os recursos geométricos e os desafios de usinagem específicos do titânio. A compreensão das limitações da ferramenta de corte, dos requisitos de gerenciamento térmico e das estratégias de remoção de material permite que os designers tomem decisões de otimização informadas durante o processo de design, em vez de exigir um redesenho extenso posteriormente.
Os protocolos de colaboração entre as equipes de design e fabricação garantem que as restrições de fabricação sejam devidamente comunicadas e compreendidas. As revisões de design regulares com a contribuição da fabricação podem identificar oportunidades de otimização no início do ciclo de design, quando as alterações permanecem econômicas.
Para organizações que utilizam nossos serviços de fabricação, fornecemos recomendações abrangentes de revisão e otimização de design para garantir que suas peças de titânio atinjam a usinabilidade ideal, mantendo todos os requisitos funcionais.
Perguntas Frequentes
Qual é o raio de canto mínimo recomendado para recursos internos em peças de titânio?
Os raios de canto internos devem ser de no mínimo 0,5 mm para aplicações de usinagem de titânio. Raios menores exigem ferramentas de corte delicadas propensas a quebras e danos térmicos. Os raios ideais variam de 0,8 a 1,5 mm, combinando as geometrias de ferramentas de metal duro padrão e fornecendo resistência adequada para as forças de corte do titânio. Cantos afiados abaixo de 0,3 mm normalmente resultam em reduções na vida útil da ferramenta de 70-80% em comparação com recursos com raio adequado.
Como a razão profundidade-largura do bolso afeta a vida útil da ferramenta na usinagem de titânio?
As razões profundidade-largura do bolso devem permanecer abaixo de 2:1 para uma vida útil ideal da ferramenta em aplicações de titânio. Razões superiores a 3:1 criam condições de evacuação de cavacos ruins, levando ao recorte, temperaturas elevadas e desgaste acelerado da ferramenta. Bolsos profundos também exigem comprimentos de ferramenta estendidos que aumentam a deflexão e a vibração. Designs de bolso escalonados ou estratégias de usinagem multinível mantêm razões ideais, atingindo a geometria de peça necessária.
Qual espessura de parede oferece o melhor equilíbrio entre remoção de material e estabilidade de usinagem?
A espessura de parede consistente entre 2,0-3,0 mm oferece o equilíbrio ideal para a usinagem de titânio. Paredes mais finas carecem de rigidez e podem vibrar durante o corte, enquanto paredes mais grossas exigem remoção excessiva de material. As variações de espessura devem ser graduais em distâncias mínimas de 10 mm para evitar mudanças repentinas na carga de corte que aceleram o desgaste da ferramenta. Designs de espessura variável geralmente reduzem a vida útil da ferramenta em 40-60% em comparação com abordagens de espessura consistente.
Como a geometria da rosca deve ser modificada para melhorar a vida útil da ferramenta em titânio?
As roscas métricas padrão de 60 graus podem ser modificadas para ângulos incluídos de 45-50 graus, onde funcionalmente aceitável, reduzindo as cargas de corte durante as operações de rosqueamento. A saída da rosca deve fornecer um mínimo de 3 comprimentos de passo para a retirada gradual da ferramenta. Roscas externas são preferíveis a roscas internas devido ao melhor acesso da ferramenta e evacuação de cavacos. Roscas internas que exigem operações de rosqueamento devem incorporar inícios chanfrados e geometria de entrada adequada.
Que papel os canais de refrigerante desempenham no design CAD para usinagem de titânio?
Canais de refrigerante integrados, normalmente com 4-6 mm de diâmetro, devem ser projetados na geometria da peça para fornecer resfriamento direcionado para zonas de corte críticas. O posicionamento do canal deve considerar a sequência de usinagem para permanecer intacto durante o desbaste, resfriando as operações de acabamento. A entrega adequada de refrigerante pode reduzir as temperaturas da zona de corte em 150-250°C, prolongando a vida útil da ferramenta em 200-300%. Os canais devem ser posicionados a 10-15 mm de áreas de corte críticas para máxima eficácia.
Como os requisitos de tolerância impactam a seleção e o desgaste da ferramenta na usinagem de titânio?
Tolerâncias mais apertadas (±0,025 mm ou melhor) exigem passes de acabamento com cargas de corte reduzidas, prolongando a vida útil da ferramenta, mas aumentando o tempo de usinagem. As dimensões críticas devem ser colocadas em recursos ou superfícies externas com geometrias de corte favoráveis, sempre que possível. Tolerâncias abaixo de ±0,01 mm podem exigir ferramentas e parâmetros de corte especializados que impactam significativamente a vida útil e o custo da ferramenta. A otimização da tolerância pode reduzir os custos de usinagem em 25-40%, mantendo os requisitos funcionais.
Quais recursos CAD devem ser evitados para evitar o desgaste excessivo da ferramenta em titânio?
Evite cantos internos afiados abaixo de 0,3 mm de raio, bolsos fechados profundos com acesso ruim à ferramenta, espessura de parede variável criando mudanças repentinas de carga e recursos que exigem comprimentos de ferramenta estendidos com altas razões comprimento-diâmetro. Recursos de interseção que criam geometrias de corte complexas devem ser simplificados sempre que possível. Furos cegos com mais de 5 diâmetros e roscas internas em furos profundos devem ser redesenhados como recursos externos quando funcionalmente aceitável. Esses recursos problemáticos podem reduzir a vida útil da ferramenta em 60-80% em comparação com alternativas otimizadas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece