Współczynnik K: Obliczanie naddatków na gięcie dla precyzyjnej obróbki blach
Producenci blach pracujący z tolerancjami mniejszymi niż ±0,25 mm stoją przed fundamentalnym wyzwaniem: osiągnięciem precyzyjnych wymiarów gięcia przy jednoczesnym uwzględnieniu odkształcenia materiału podczas procesu gięcia. Współczynnik K służy jako matematyczny pomost między opracowaniem rozwinięcia płaskiego a ostateczną geometrią po gięciu, decydując o tym, czy części spełniają krytyczne wymagania montażowe, czy też stają się kosztownym złomem.
Zrozumienie obliczania współczynnika K staje się niezbędne przy projektowaniu wsporników, obudów i elementów konstrukcyjnych, gdzie dokładność gięcia bezpośrednio wpływa na dopasowanie i funkcjonalność. Ten kompleksowy przewodnik analizuje zasady inżynierskie, metody obliczeniowe i praktyczne zastosowania, które definiują precyzyjną obróbkę blach.
- Współczynnik K reprezentuje stosunek położenia osi obojętnej do grubości materiału, zwykle w zakresie od 0,25 do 0,50 dla typowych blach
- Dokładne obliczenia naddatku na gięcie wymagają uwzględnienia właściwości materiału, geometrii oprzyrządowania i parametrów formowania
- Precyzyjne zastosowania wymagają empirycznej walidacji współczynnika K poprzez gięcia testowe i weryfikację pomiarową
- Zaawansowane systemy CAD integrują bazy danych współczynnika K w celu automatycznego opracowywania rozwinięć płaskich
Zrozumienie podstaw współczynnika K w gięciu blach
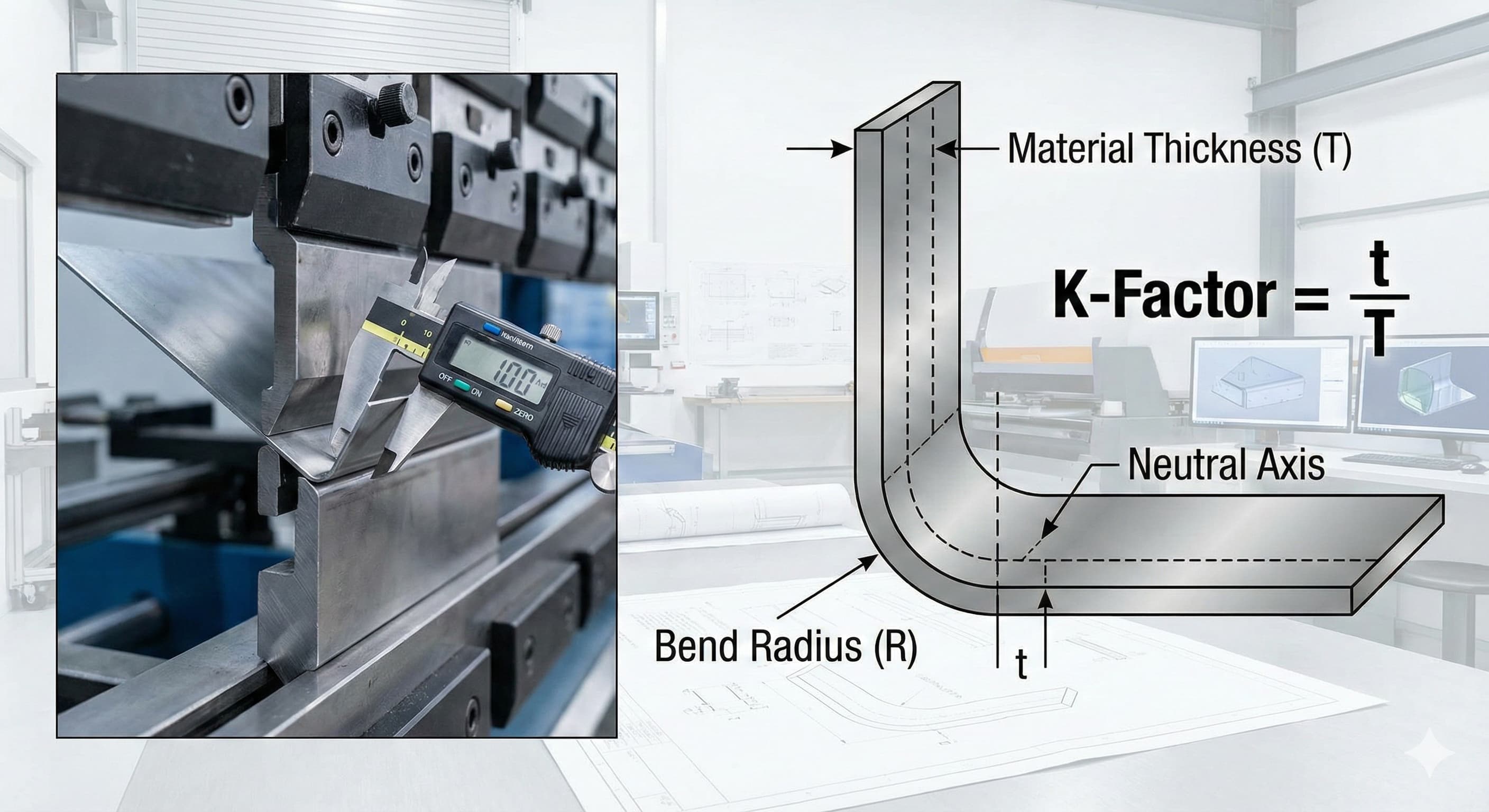
Współczynnik K określa ilościowo zależność między osią obojętną materiału a jego grubością podczas procesu gięcia. Kiedy blacha jest poddawana gięciu, zewnętrzna powierzchnia rozciąga się, podczas gdy wewnętrzna powierzchnia ulega ściśnięciu, tworząc oś obojętną, w której długość materiału pozostaje stała. Położenie tej osi obojętnej określa naddatek na gięcie wymagany do dokładnego opracowania rozwinięcia płaskiego.
Matematycznie, współczynnik K równa się odległości od wewnętrznego promienia gięcia do osi obojętnej, podzielonej przez grubość materiału. Dla części o grubości 2,0 mm i osi obojętnej umieszczonej 0,8 mm od wewnętrznej powierzchni, współczynnik K oblicza się na 0,40. Ta bezwymiarowa wartość pozostaje stosunkowo stała dla określonych kombinacji materiał-narzędzie.
Właściwości materiału znacząco wpływają na wartości współczynnika K. Materiały ciągliwe, takie jak aluminium 1100-O, wykazują wyższe współczynniki K (0,45-0,50) ze względu na większy przepływ materiału podczas formowania. I odwrotnie, twardsze materiały, takie jak stal nierdzewna 304, zazwyczaj wykazują niższe współczynniki K (0,30-0,40) ze względu na zmniejszone właściwości odkształcania.
Geometria oprzyrządowania również wpływa na określenie współczynnika K. Mniejsze promienie stempla tworzą ostrzejsze zagięcia z niższymi współczynnikami K, podczas gdy większe promienie promują stopniowe formowanie z wyższymi wartościami. Zależność między promieniem stempla a grubością materiału, wyrażona jako stosunek R/T, zapewnia wstępne wskazówki dotyczące szacowania współczynnika K.
| Gatunek materiału | Typowy zakres współczynnika K | Wytrzymałość na rozciąganie (MPa) | Charakterystyka formowania |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Doskonała formowalność, wysoka plastyczność |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | Dobra formowalność, umiarkowana wytrzymałość |
| Stal 1008/1010 | 0,40 - 0,45 | 320 - 420 | Dobra formowalność, niska zawartość węgla |
| Stal nierdzewna 304 | 0,30 - 0,40 | 515 - 620 | Umiarkowana formowalność, utwardzanie przez zgniot |
| Stal nierdzewna 316 | 0,32 - 0,42 | 515 - 670 | Lepsza formowalność niż 304 |
Metody i wzory obliczania naddatku na gięcie
Naddatek na gięcie reprezentuje długość łuku osi obojętnej w strefie gięcia, zapewniając krytyczny wymiar dla opracowania rozwinięcia płaskiego. Podstawowy wzór uwzględnia kąt gięcia, promień wewnętrzny, grubość materiału i współczynnik K: BA = (π/180) × (R + K × T) × A, gdzie BA równa się naddatkowi na gięcie, R reprezentuje promień wewnętrzny, K oznacza współczynnik K, T oznacza grubość materiału, a A określa kąt gięcia w stopniach.
Dla gięcia pod kątem 90 stopni w aluminium 6061-T6 o grubości 1,5 mm z promieniem wewnętrznym 3,0 mm i współczynnikiem K wynoszącym 0,38, obliczenia dają: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Ta wartość naddatku na gięcie określa długość łuku, którą należy uwzględnić w opracowaniu rozwinięcia płaskiego.
Metoda odjęcia gięcia oferuje alternatywne podejście, obliczając różnicę długości materiału między stanem zgiętym i niezgiętym. Odjęcie gięcia równa się 2 × (odsunięcie zewnętrzne) - naddatek na gięcie, gdzie odsunięcie zewnętrzne reprezentuje odległość od linii gięcia do zewnętrznej powierzchni. Ta metoda okazuje się szczególnie przydatna dla systemów CAD i zautomatyzowanego oprogramowania do nestingu.
Zaawansowane zastosowania mogą wymagać współczynników korekcyjnych naddatku na gięcie, aby uwzględnić sprężynowanie, zużycie narzędzi i wahania materiału. Te współczynniki korekcyjne, zwykle w zakresie od 0,95 do 1,05, dostrajają obliczenia teoretyczne na podstawie testów empirycznych i doświadczenia produkcyjnego.
Obliczenia wielokrotnego gięcia wymagają starannego rozważenia sekwencji gięcia i pośrednich długości płaskich. Każde gięcie wnosi swój indywidualny naddatek, zachowując jednocześnie ogólne wymiary części. Złożone geometrie z wieloma gięciami, powrotami i przesunięciami wymagają systematycznych podejść obliczeniowych, aby zapobiec kumulacji błędów.
Wpływ właściwości materiału na wybór współczynnika K
Struktura ziarna materiału znacząco wpływa na określenie współczynnika K i zachowanie podczas gięcia. Materiały walcowane na zimno wykazują właściwości kierunkowe z różnymi współczynnikami K równolegle i prostopadle do kierunku walcowania. Aluminium 6061-T6 może wykazywać współczynnik K wynoszący 0,38 równolegle do ziarna i 0,42 prostopadle, co wymaga obliczeń specyficznych dla orientacji w krytycznych zastosowaniach.
Charakterystyka umocnienia przez zgniot wpływa na stabilność współczynnika K podczas operacji formowania. Materiały o wysokim współczynniku umocnienia przez zgniot, takie jak stal nierdzewna 301, mogą wykazywać wahania współczynnika K w zależności od stopnia gięcia i prędkości formowania. Postępujące utwardzanie zmniejsza przepływ materiału, skutecznie obniżając współczynniki K w miarę postępu gięcia.
Warunki powierzchni i wykończenie materiału wpływają na zachowanie podczas gięcia poprzez efekty tarcia i koncentrację naprężeń. Materiały z wykończeniem walcowniczym zazwyczaj zapewniają spójną wydajność współczynnika K, podczas gdy powierzchnie powlekane lub teksturowane mogą wymagać współczynników korekcyjnych. Stal wstępnie malowana często wykazuje nieco wyższe współczynniki K ze względu na efekty smarowania powłoki.
Wahania grubości w ramach standardowych tolerancji mogą wpływać na dokładność współczynnika K w precyzyjnych zastosowaniach. Materiały określone jako 2,0 mm ±0,1 mm mogą wykazywać wahania współczynnika K o ±0,02, potencjalnie wpływając na końcowe wymiary części o 0,05 mm lub więcej w krytycznych strefach gięcia.
Aby uzyskać wyniki o wysokiej precyzji, poproś o bezpłatną wycenę i uzyskaj ceny w ciągu 24 godzin od Microns Hub.
| Zakres grubości (mm) | Współczynnik K aluminium 6061-T6 | Współczynnik K stali 1008 | Współczynnik K stali nierdzewnej 304 |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Wpływ oprzyrządowania i uwagi dotyczące pras krawędziowych
Promień nosa stempla bezpośrednio wpływa na wartości współczynnika K poprzez jego wpływ na formowanie gięcia. Ostre stemple o małych promieniach koncentrują naprężenia i zmniejszają przepływ materiału, co skutkuje niższymi współczynnikami K. I odwrotnie, większe promienie stempla promują stopniowe formowanie z wyższymi współczynnikami K i poprawioną jakością powierzchni.
Szerokość otworu matrycy wpływa na podparcie materiału podczas gięcia, wpływając na rozkład naprężeń i położenie osi obojętnej. Standardowa praktyka zaleca otwory matryc od 8 do 12 razy większe od grubości materiału, przy czym szersze otwory promują wyższe współczynniki K. Wąskie matryce mogą powodować efekty dobijania, które sztucznie obniżają obliczone współczynniki K.
Techniki dobijania w porównaniu z gięciem w powietrzu dają różne charakterystyki współczynnika K. Gięcie w powietrzu pozwala na naturalny przepływ materiału ze spójnymi współczynnikami K w różnych kątach, podczas gdy dobijanie tworzy kontrolowane odkształcenie, które może wymagać regulacji współczynnika K specyficznych dla kąta. Operacje kalibracji zazwyczaj wykazują najniższe współczynniki K ze względu na efekty ściskania materiału.
Tonaż prasy krawędziowej i prędkość formowania wpływają na przepływ materiału podczas operacji gięcia. Niewystarczający tonaż może skutkować niepełnym formowaniem z niespójnymi współczynnikami K, podczas gdy nadmierna siła może powodować ścieńczenie materiału i zmienione położenia osi obojętnej. Optymalne prędkości formowania pozwalają na właściwy przepływ materiału bez wywoływania koncentracji naprężeń.
Zużycie narzędzi wpływa na spójność gięcia w trakcie serii produkcyjnych. Zużyte stemple mogą tworzyć nieco inne promienie gięcia, zmieniając obliczenia współczynnika K. Regularne przeglądy narzędzi i harmonogramy wymiany utrzymują spójność współczynnika K w precyzyjnych zastosowaniach wymagających integracji precyzyjnych usług obróbki CNC.
Empiryczne określanie współczynnika K i metody testowania
Teoretyczne współczynniki K stanowią punkty wyjścia do obliczeń gięcia, ale precyzyjne zastosowania wymagają empirycznej walidacji poprzez systematyczne testowanie. Procedury gięcia testowego obejmują formowanie próbek części o znanych wymiarach, pomiar rzeczywistych wyników gięcia i obliczanie efektywnych współczynników K na podstawie obserwowanej geometrii.
Standardowa procedura testowa rozpoczyna się od przygotowania pasków testowych z materiału produkcyjnego, zazwyczaj o długości 150 mm i szerokości 25 mm. Zaznacz precyzyjne linie gięcia 50 mm od każdego końca, zapewniając dokładne odniesienia pomiarowe. Wykonaj gięcia pod kątem 90 stopni przy użyciu oprzyrządowania i ustawień produkcyjnych, zachowując spójne parametry formowania.
Techniki pomiarowe wymagają precyzyjnych instrumentów zdolnych do rozdzielczości 0,01 mm. Zmierz promień wewnętrzny za pomocą mierników promienia lub optycznych systemów pomiarowych i zweryfikuj kąty gięcia za pomocą precyzyjnych kątomierzy lub współrzędnościowych maszyn pomiarowych. Oblicz efektywny współczynnik K, pracując wstecz od zmierzonych wymiarów do wymagań teoretycznych.
Wiele próbek testowych zapewnia statystyczną walidację spójności współczynnika K. Minimalne wielkości próbek wynoszące 5 sztuk na kombinację materiał-narzędzie ustalają wiarygodne wartości średnie i zakresy zmienności. Udokumentuj warunki środowiskowe, numery partii materiału i identyfikację oprzyrządowania w celu zapewnienia identyfikowalności.
Walidacja produkcyjna obejmuje formowanie reprezentatywnych części i pomiar krytycznych wymiarów w odniesieniu do wymagań projektowych. Części wymagające konstrukcji na wpust i wypust wymagają szczególnej uwagi na dokładność gięcia w celu prawidłowego dopasowania.
Zaawansowane zastosowania współczynnika K w systemach CAD/CAM
Nowoczesne systemy CAD integrują kompleksowe bazy danych współczynnika K w celu zautomatyzowanego opracowywania rozwinięć płaskich. Te bazy danych zawierają empirycznie zweryfikowane wartości dla typowych kombinacji materiał-narzędzie, skracając czas projektowania i poprawiając dokładność. Wiodące pakiety oprogramowania umożliwiają niestandardowe wprowadzanie współczynnika K dla specjalistycznych zastosowań.
Parametryczne podejścia projektowe łączą współczynniki K z właściwościami materiału i parametrami formowania, umożliwiając automatyczne aktualizacje w przypadku wystąpienia zmian w projekcie. Systemy modelowania oparte na cechach rozpoznają cechy gięcia i stosują odpowiednie współczynniki K na podstawie wyboru materiału i specyfikacji oprzyrządowania.
Integracja CAM rozszerza zastosowania współczynnika K na planowanie produkcji i kontrolę jakości. Programowanie pras krawędziowych CNC wykorzystuje dane współczynnika K do automatycznej optymalizacji sekwencji gięcia i wyboru narzędzi. Systemy korekcji kąta w czasie rzeczywistym dostosowują parametry formowania na podstawie przewidywań współczynnika K i informacji zwrotnych z pomiarów.
Oprogramowanie symulacyjne łączy analizę elementów skończonych z walidacją współczynnika K dla złożonych operacji formowania. Te narzędzia przewidują zachowanie materiału, rozkład naprężeń i końcową geometrię przed fizycznym prototypowaniem. Zaawansowane symulacje uwzględniają anizotropię materiału, umocnienie przez zgniot i interakcje narzędzie-część.
Systemy zarządzania danymi śledzą wydajność współczynnika K w seriach produkcyjnych, identyfikując trendy i możliwości optymalizacji. Aplikacje statystycznej kontroli procesu monitorują dokładność gięcia i dostosowują współczynniki K w celu ciągłego doskonalenia. Integracja z naszymi usługami produkcyjnymi zapewnia spójną kontrolę jakości w całym procesie produkcyjnym.
Kontrola jakości i weryfikacja pomiarowa
Precyzyjne zastosowania blach wymagają rygorystycznych procedur kontroli jakości w celu weryfikacji dokładności współczynnika K i zgodności gięcia. Statystyczne plany pobierania próbek oparte na normie ISO 2859-1 zapewniają systematyczne podejścia do inspekcji w celu walidacji produkcji. Krytyczne zastosowania mogą wymagać 100% kontroli z wykorzystaniem zautomatyzowanych systemów pomiarowych.
Współrzędnościowe maszyny pomiarowe (CMM) oferują najwyższą dokładność w weryfikacji gięcia, z niepewnościami pomiarowymi poniżej ±0,005 mm. Optyczne systemy pomiarowe zapewniają szybkie możliwości inspekcji w środowiskach produkcyjnych, łącząc szybkość z wystarczającą dokładnością dla większości zastosowań. Przenośne narzędzia pomiarowe umożliwiają weryfikację w trakcie procesu i szybkie informacje zwrotne.
Analiza niepewności pomiarowej uwzględnia ograniczenia instrumentów, wahania części i efekty środowiskowe. Niepewności typu A z analizy statystycznej powtarzanych pomiarów łączą się z niepewnościami typu B ze specyfikacji instrumentów, aby określić ogólną pewność pomiaru. Precyzyjne zastosowania wymagają budżetów niepewności, aby zapewnić, że zdolność pomiarowa przekracza wymagane tolerancje.
Badania zdolności procesu oceniają spójność współczynnika K w dłuższych seriach produkcyjnych. Obliczenia Cp i Cpk określają ilościowo wydajność procesu w odniesieniu do granic specyfikacji, identyfikując możliwości poprawy. Karty kontrolne monitorują kluczowe parametry i wykrywają dryf procesu, zanim pojawią się problemy z jakością.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, z kompleksową dokumentacją jakości i identyfikowalnością w całym procesie produkcyjnym.
| Metoda pomiaru | Dokładność (mm) | Szybkość | Najlepsze zastosowanie |
|---|---|---|---|
| CMM | ±0,002 | Wolno | Krytyczne wymiary, kalibracja |
| Skaner optyczny | ±0,010 | Szybko | Kontrola produkcji |
| Mierniki promienia | ±0,025 | Szybko | Weryfikacja na hali produkcyjnej |
| Suwmiarki | ±0,020 | Szybko | Podstawowe sprawdzenia wymiarowe |
Optymalizacja kosztów poprzez dokładne zastosowanie współczynnika K
Dokładne określenie współczynnika K zmniejsza straty materiału dzięki precyzyjnemu opracowaniu rozwinięcia płaskiego. Przecenione naddatki na gięcie powodują nadmierne zużycie materiału, podczas gdy niedoszacowane wartości prowadzą do krótkich części wymagających przeróbek lub złomowania. Poprawa dokładności współczynnika K o 2% może zmniejszyć zużycie materiału o 1-3% w złożonych częściach z wieloma gięciami.
Wzrost wydajności produkcji wynika ze skrócenia czasu konfiguracji i mniejszej liczby iteracyjnych regulacji. Dokładne współczynniki K minimalizują podejścia metodą prób i błędów, umożliwiając sukces pierwszego artykułu i szybsze zwiększenie produkcji. Oszczędności czasu w opracowywaniu prototypów i konfiguracji produkcji zapewniają znaczące korzyści kosztowe na konkurencyjnych rynkach.
Optymalizacja oprzyrządowania poprzez analizę współczynnika K identyfikuje najbardziej wydajne kombinacje stempla i matrycy dla określonych zastosowań. Standaryzacja na sprawdzonych zestawach narzędzi z walidowanymi współczynnikami K zmniejsza wymagania dotyczące zapasów i poprawia spójność. Poprawa żywotności narzędzi wynika ze zoptymalizowanych parametrów formowania i zmniejszonego nadmiernego formowania.
Redukcja kosztów jakości poprzez zapobieganie wadom zapewnia największy wpływ ekonomiczny. Wskaźniki złomu poniżej 1% stają się osiągalne przy prawidłowo zweryfikowanych współczynnikach K, w porównaniu z wskaźnikami 5-10% przy samych wartościach teoretycznych. Zmniejszone wymagania dotyczące inspekcji i roszczenia gwarancyjne dodatkowo poprawiają rentowność.
Korzyści w łańcuchu dostaw wynikają ze spójnej jakości części i niezawodnych harmonogramów dostaw. Klienci cenią dostawców, którzy wykazują kontrolę procesu i przewidywalne wyniki. Długoterminowe partnerstwa rozwijają się, gdy precyzyjne wymagania są konsekwentnie spełniane dzięki właściwemu zastosowaniu współczynnika K.
Wymagania dotyczące współczynnika K specyficzne dla branży
Zastosowania w lotnictwie i kosmonautyce wymagają najwyższego poziomu walidacji i dokumentacji współczynnika K. Systemy jakości AS9100 wymagają pełnej identyfikowalności parametrów formowania i empirycznej walidacji dla komponentów o krytycznym znaczeniu dla lotu. Certyfikaty materiałów, zapisy oprzyrządowania i parametry procesu muszą wykazywać kontrolę statystyczną w celu zapewnienia zgodności z przepisami.
Produkcja urządzeń medycznych wymaga walidacji współczynnika K zgodnie z przepisami FDA dotyczącymi systemów jakości. Materiały biokompatybilne, takie jak tytan klasy 2 i stal nierdzewna 316L, wymagają specyficznego określenia współczynnika K ze względu na ich unikalne właściwości formowania. Walidacja procesu obejmuje analizę najgorszego przypadku i weryfikację marginesu projektowego.
Zastosowania w motoryzacji koncentrują się na spójności w dużych ilościach i optymalizacji kosztów. Statystyczne systemy kontroli procesu monitorują wydajność współczynnika K w milionach części, identyfikując subtelne trendy i możliwości optymalizacji. Umowy dotyczące jakości dostawców określają wymagania dotyczące walidacji współczynnika K i bieżące protokoły monitorowania.
Obudowy elektroniczne wymagają precyzyjnych współczynników K dla skuteczności ekranowania EMI i dopasowania komponentów. Cienkie materiały (0,5-1,0 mm) z wąskimi tolerancjami gięcia stanowią wyzwanie dla tradycyjnych podejść do współczynnika K. Szczególne uwzględnienie integracji łączników PEM wymaga skoordynowanych podejść projektowych.
Zastosowania w architekturze i budownictwie kładą nacisk na uszczelnianie przed warunkami atmosferycznymi i kompensację rozszerzalności cieplnej. Formowanie dużych paneli z wieloma gięciami wymaga starannej walidacji współczynnika K, aby zapobiec kumulacji błędów. Uwagi dotyczące montażu w terenie wpływają na podejścia projektowe i strategie alokacji tolerancji.
Często zadawane pytania
Jakiego współczynnika K należy użyć dla aluminium 6061-T6 o grubości 2 mm?
Dla aluminium 6061-T6 o grubości 2 mm, zacznij od współczynnika K wynoszącego 0,38-0,40 dla operacji gięcia w powietrzu. Dokładna wartość zależy od promienia stempla, otworu matrycy i prędkości formowania. Zweryfikuj to wstępne oszacowanie poprzez gięcia testowe przy użyciu rzeczywistego oprzyrządowania i parametrów produkcyjnych, aby osiągnąć optymalną dokładność.
Jak promień stempla wpływa na obliczenia współczynnika K?
Mniejsze promienie stempla tworzą ostrzejsze zagięcia z niższymi współczynnikami K (0,25-0,35), podczas gdy większe promienie promują stopniowe formowanie z wyższymi współczynnikami K (0,40-0,50). Zależność wynika ze stosunku R/T - promień podzielony przez grubość. Utrzymuj promień stempla co najmniej równy grubości materiału, aby uzyskać spójne wyniki i uniknąć pęknięć.
Czy mogę użyć tego samego współczynnika K dla różnych kątów gięcia?
Gięcie w powietrzu utrzymuje stosunkowo spójne współczynniki K w różnych kątach (30-135 stopni), co czyni tę metodę preferowaną dla części o zmiennej geometrii. Operacje dobijania i kalibracji mogą wymagać współczynników K specyficznych dla kąta ze względu na różne charakterystyki przepływu materiału. Zawsze weryfikuj krytyczne kąty poprzez części testowe.
Dlaczego moje obliczone wymiary nie pasują do rzeczywistych zgiętych części?
Rozbieżności wymiarowe zazwyczaj wynikają z używania teoretycznych współczynników K zamiast empirycznie zweryfikowanych wartości, efektów sprężynowania nieuwzględnionych w obliczeniach lub niespójnej konfiguracji oprzyrządowania. Zmierz rzeczywiste promienie wewnętrzne i kąty gięcia, a następnie oblicz efektywne współczynniki K z rzeczywistych części, aby poprawić dokładność.
Jak często powinienem weryfikować współczynniki K w produkcji?
Weryfikuj współczynniki K co miesiąc w przypadku produkcji wielkoseryjnej lub po każdej zmianie oprzyrządowania, zmianie partii materiału lub konserwacji sprzętu. Krytyczne zastosowania mogą wymagać codziennej weryfikacji poprzez pobieranie próbek statystycznych. Utrzymuj karty kontrolne, aby identyfikować trendy i zapobiegać problemom z jakością, zanim wystąpią.
Jaka dokładność pomiaru jest wymagana do walidacji współczynnika K?
Walidacja współczynnika K wymaga niepewności pomiaru co najmniej 10 razy lepszej niż wymagania dotyczące tolerancji końcowej. W przypadku części z tolerancjami gięcia ±0,1 mm używaj instrumentów o dokładności ±0,01 mm lub lepszej. CMM zapewniają najwyższą dokładność, podczas gdy skanery optyczne oferują dobry kompromis między szybkością a precyzją dla środowisk produkcyjnych.
Jak mam postępować ze współczynnikami K dla niestandardowych stopów lub materiałów egzotycznych?
Niestandardowe stopy wymagają empirycznego określenia współczynnika K poprzez systematyczne testowanie. Zacznij od wartości dla podobnych materiałów bazowych, a następnie przeprowadź testy gięcia w typowym zakresie grubości i promienia. Udokumentuj właściwości materiału, w tym wytrzymałość na rozciąganie, wydłużenie i charakterystykę umocnienia przez zgniot, aby przewidzieć zachowanie współczynnika K i ustalić okna procesu.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece