Łączniki PEM: Wybór odpowiednich nakrętek wciskanych do cienkiego aluminium
Mocowanie cienkich paneli aluminiowych stwarza wyjątkowe wyzwania, którym standardowe łączniki gwintowane nie są w stanie skutecznie sprostać. W przypadku materiałów o grubości poniżej 2 mm, tradycyjne nakrętki i śruby powodują koncentrację naprężeń, która osłabia integralność strukturalną, a gwintowane otwory często ulegają zerwaniu pod wpływem umiarkowanych obciążeń. Nakrętki wciskane PEM rozwiązują ten krytyczny problem inżynieryjny, rozkładając obciążenia na większej powierzchni i tworząc trwałe, niezawodne połączenia gwintowane w cienkich elementach z blachy.
Kluczowe wnioski
- Nakrętki wciskane rozkładają obciążenia skuteczniej niż gwintowane otwory w arkuszach aluminiowych o grubości poniżej 2 mm
- Samozaciskowe łączniki eliminują potrzebę wykonywania dodatkowych operacji i zapewniają możliwość montażu na równi z powierzchnią
- Wybór materiału między nakrętkami PEM ze stali nierdzewnej a aluminiowymi ma bezpośredni wpływ na odporność na korozję galwaniczną
- Prawidłowy rozmiar otworu w granicach tolerancji ±0,05 mm zapewnia optymalną siłę chwytu i zapobiega odkształceniom panelu
Zrozumienie technologii wciskanych łączników PEM
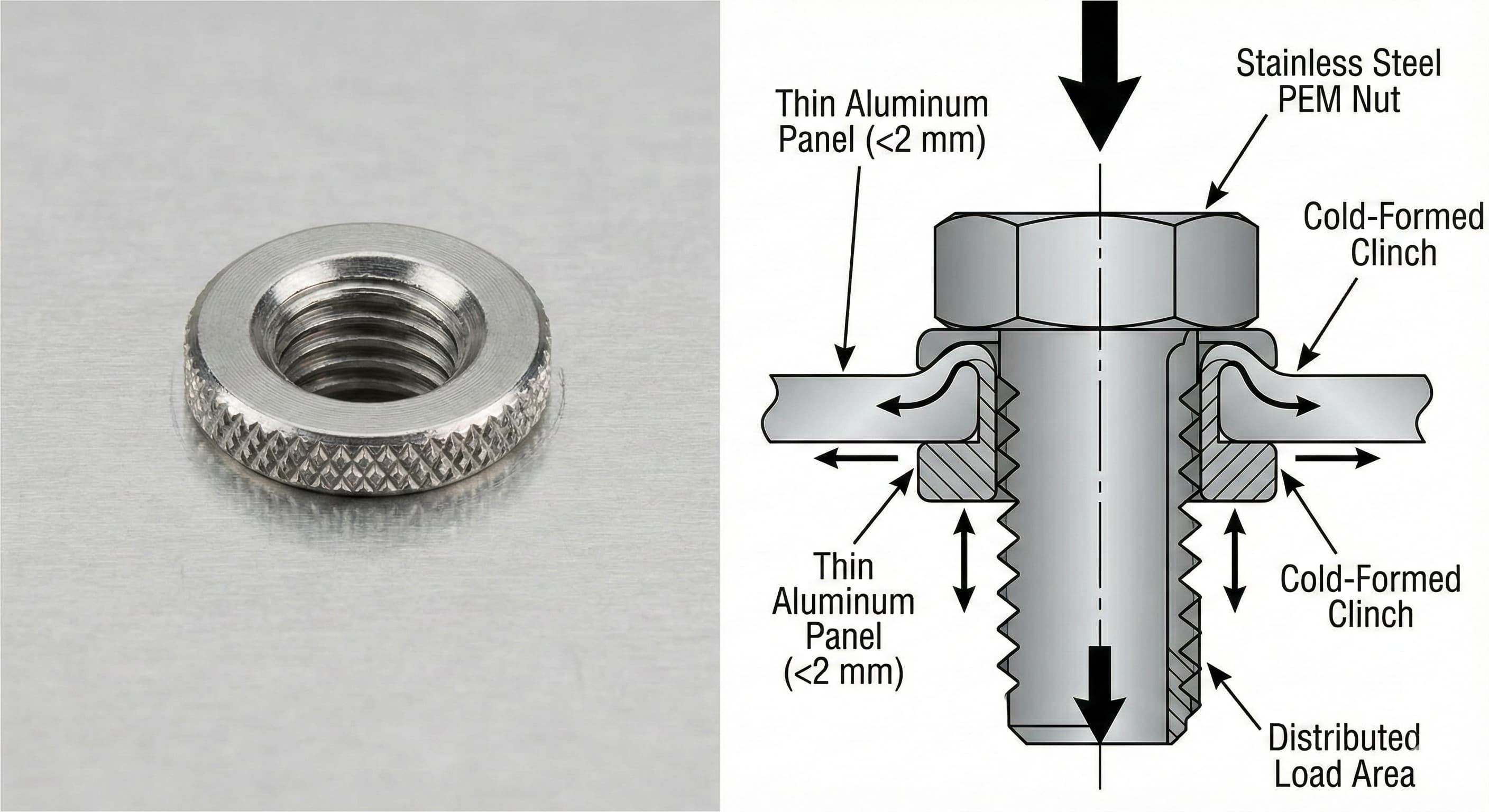
Łączniki PEM wykorzystują mechanizm samozaciskowy, który tworzy trwałe połączenie mechaniczne poprzez kontrolowane odkształcenie zarówno łącznika, jak i materiału bazowego. W przeciwieństwie do tradycyjnych połączeń gwintowanych, które opierają się wyłącznie na zazębieniu gwintu, nakrętki wciskane mają radełkowany lub sześciokątny trzpień, który wnika i przemieszcza podłoże aluminiowe podczas instalacji.
Podstawowa zasada obejmuje trzy odrębne strefy interakcji materiałowej. Średnica pilota zapewnia wstępne ustawienie i zapobiega ruchom bocznym podczas instalacji. Średnica zacisku, zazwyczaj o 0,2-0,4 mm większa niż średnica pilota, generuje główną siłę retencji poprzez kompresję promieniową. Wreszcie, kołnierz główki rozkłada obciążenia zaciskowe na powierzchni 3-4 razy większej niż średnica łącznika.
Instalacja wymaga kontrolowanego przykładania siły, zazwyczaj w zakresie od 8-15 kN, w zależności od rozmiaru łącznika i grubości materiału. Siła ta musi być przykładana prostopadle do powierzchni panelu z minimalnym odchyleniem bocznym, aby zapobiec asymetrycznemu zaciskaniu, które może zmniejszyć siłę retencji nawet o 40%. Proces tworzy połączenie formowane na zimno, którego wytrzymałość faktycznie wzrasta z czasem ze względu na utwardzanie przez zgniot przemieszczonego aluminium.
Firmy oferujące wysokiej jakości usługi obróbki blach zdają sobie sprawę, że instalacja wciskanych łączników wymaga specjalistycznych narzędzi i precyzyjnej kontroli siły, aby osiągnąć spójne wyniki w seriach produkcyjnych.
Kryteria wyboru materiału
Wybór odpowiedniego materiału łącznika PEM wymaga zrównoważenia właściwości mechanicznych, odporności na korozję i kosztów, specyficznych dla zastosowań w cienkim aluminium. Trzy podstawowe opcje materiałowe oferują odrębne zalety w zależności od wymagań aplikacji.
Nakrętki PEM ze stali nierdzewnej, zazwyczaj produkowane ze stali 303 lub 416, zapewniają najwyższą wytrzymałość na rozciąganie i ścinanie, zachowując jednocześnie doskonałą odporność na korozję. Opcja ze stali nierdzewnej 303 oferuje doskonałą obrabialność i jakość gwintu, a granica plastyczności sięga 310 MPa. Jednak niewielkie właściwości magnetyczne i wyższy współczynnik rozszerzalności cieplnej w porównaniu z aluminium mogą stwarzać wyzwania w precyzyjnych zespołach.
Łączniki ze stali węglowej z powłoką cynkową lub cynkowo-niklową zapewniają maksymalną wytrzymałość przy najniższym koszcie. Łączniki te mogą osiągać wytrzymałość na rozciąganie przekraczającą 450 MPa, co czyni je idealnymi do zastosowań przy dużych obciążeniach. Głównym ograniczeniem jest kompatybilność galwaniczna, ponieważ znaczna różnica potencjałów elektrochemicznych między stalą a aluminium przyspiesza korozję w wilgotnym środowisku.
| Materiał | Wytrzymałość na rozciąganie (MPa) | Odporność na korozję | Współczynnik kosztu | Najlepsze zastosowania |
|---|---|---|---|---|
| Stal nierdzewna 303 | 310-350 | Doskonała | 2.1x | Przetwórstwo morskie, spożywcze |
| Aluminium 6061 | 276 | Dobra (z aluminium) | 1.8x | Przemysł lotniczy, elektronika |
| Stal węglowa (platerowana Zn) | 450-520 | Dostateczna | 1.0x | Konstrukcje wewnętrzne |
| Stal nierdzewna 416 | 380-420 | Bardzo dobra | 2.4x | Urządzenia medyczne |
Nakrętki PEM z aluminium, produkowane ze stopu 6061-T6 lub podobnych, oferują optymalną kompatybilność galwaniczną dla podłoży aluminiowych. Chociaż wytrzymałość mechaniczna pozostaje niższa niż w przypadku alternatyw stalowych, eliminacja korozji metali różnoimiennych często przeważa nad tym ograniczeniem w zastosowaniach długoterminowych. Dopasowanie rozszerzalności cieplnej zapobiega również gromadzeniu się naprężeń podczas cykli temperaturowych.
Krytyczne parametry instalacji
Pomyślna instalacja łączników PEM w cienkim aluminium wymaga precyzyjnej kontroli wielu współzależnych zmiennych. Przygotowanie otworu jest najważniejszym czynnikiem, ponieważ dokładność wymiarowa bezpośrednio wpływa na siłę retencji i integralność panelu.
Tolerancje średnicy otworu muszą mieścić się w granicach ±0,05 mm określonego wymiaru pilota, aby osiągnąć optymalną wydajność zaciskania. Zbyt duże otwory zmniejszają kompresję promieniową i mogą zmniejszyć siłę wyciągania o 25-35%. Zbyt małe otwory powodują nadmierne siły instalacyjne, które mogą pękać kruche stopy aluminium lub powodować niepełne zaciskanie w materiałach utwardzonych przez zgniot.
Wymagania dotyczące odległości od krawędzi stają się szczególnie ważne w cienkich przekrojach, gdzie przemieszczenie materiału podczas zaciskania może zbliżyć się do krawędzi panelu. Minimalne odległości od krawędzi powinny być równe 2,5-krotności średnicy łącznika, przy czym 3,0-krotność jest preferowana w krytycznych zastosowaniach. Zapewnia to odpowiednią objętość materiału do prawidłowego formowania zacisku bez rozerwania krawędzi.
Zakresy kompatybilności grubości panelu różnią się w zależności od konstrukcji łącznika, ale większość standardowych nakrętek PEM pasuje do arkuszy aluminiowych o grubości 0,5-3,0 mm. Jednolitość grubości w strefie zaciskania wpływa na spójność retencji, co sprawia, że wybór materiału i nasze usługi produkcyjne są kluczowe dla utrzymania standardów jakości.
Wymagania dotyczące siły instalacji skalują się w przybliżeniu z kwadratem średnicy łącznika i liniowo z grubością materiału. Łącznik #8-32 w aluminium 6061-T6 o grubości 1,6 mm zazwyczaj wymaga siły instalacyjnej 12-14 kN, podczas gdy ten sam łącznik w materiale o grubości 0,8 mm potrzebuje tylko 7-9 kN. Nadmierna siła może spowodować wgłębienia lub przebicie panelu, a niewystarczająca siła powoduje niepełne zaciskanie.
| Grubość panelu (mm) | Tolerancja otworu (mm) | Minimalna odległość od krawędzi | Siła instalacji (kN) | Typowe zastosowania |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x średnica | 6-9 | Obudowy elektroniczne |
| 0.9-1.5 | +0.05/-0.00 | 3.0x średnica | 10-13 | Panele urządzeń |
| 1.6-2.4 | +0.05/-0.00 | 2.8x średnica | 12-16 | Komponenty samochodowe |
| 2.5-3.0 | +0.08/-0.00 | 2.5x średnica | 15-20 | Zespoły konstrukcyjne |
Rozkład obciążenia i konstrukcja połączenia
Zrozumienie mechanizmów przenoszenia obciążenia w połączeniach z łącznikami PEM umożliwia inżynierom optymalizację konstrukcji połączenia pod kątem specyficznych wymagań aplikacji. W przeciwieństwie do konwencjonalnych połączeń gwintowanych, w których obciążenia koncentrują się na kilku pierwszych zazębieniach gwintu, nakrętki wciskane rozkładają siły poprzez wiele stref kontaktu.
Główna ścieżka obciążenia zaczyna się na kołnierzu główki łącznika, który tworzy rozkład naprężeń powierzchniowych na powierzchni aluminium. Szczytowe naprężenia występują na krawędziach kołnierza, co sprawia, że wybór średnicy główki ma kluczowe znaczenie dla zapobiegania plastycznemu odkształceniu aluminium pod wpływem dużych obciążeń zaciskowych. Analiza elementów skończonych pokazuje, że zwiększenie średnicy główki z 2,0 do 2,5 razy średnicy gwintu zmniejsza szczytowe naprężenia powierzchniowe o około 30%.
Obciążenia ścinające przenoszone są przez strefę materiału zaciskanego, gdzie odkształcone aluminium tworzy mechaniczne połączenie z trzpieniem łącznika. Połączenie to może zazwyczaj wytrzymać 60-80% ostatecznej wytrzymałości łącznika na ścinanie, zanim dojdzie do uszkodzenia materiału w podłożu aluminiowym, a nie w samym łączniku.
Odporność na wyciąganie rozwija się poprzez trzy mechanizmy: interferencję mechaniczną na średnicy zacisku, tarcie wzdłuż powierzchni trzpienia i oparcie o odkształcony kołnierz materiału. Względny udział każdego mechanizmu zależy od właściwości stopu aluminium, przy czym miękkie stopy w większym stopniu polegają na interferencji mechanicznej.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w 24 godziny od Microns Hub.
Rozważania dotyczące sztywności połączenia stają się ważne w dynamicznych zastosowaniach obciążeniowych, gdzie odporność na zmęczenie zależy od jednolitości rozkładu obciążenia. Połączenia PEM zazwyczaj wykazują o 15-25% niższą sztywność niż równoważne połączenia gwintowane ze względu na podatność wprowadzoną przez odkształconą strefę materiału. Ta zmniejszona sztywność może w rzeczywistości poprawić odporność na zmęczenie poprzez zmniejszenie koncentracji naprężeń, ale może wpływać na częstotliwości rezonansowe w zastosowaniach wrażliwych na wibracje.
Kompatybilność stopów aluminium
Różne stopy aluminium reagują różnie na instalację wciskanych łączników ze względu na różnice w charakterystyce utwardzania przez zgniot, plastyczności i strukturze ziarna. Zrozumienie tych specyficznych dla materiału zachowań umożliwia prawidłowy dobór łączników i optymalizację parametrów instalacji.
Aluminium 6061-T6 jest najczęściej określanym podłożem do zastosowań PEM, oferującym doskonałą równowagę między wytrzymałością, plastycznością i obrabialnością. Stan T6 zapewnia wystarczającą granicę plastyczności (276 MPa), aby zapobiec nadmiernemu odkształceniu podczas zaciskania, zachowując jednocześnie wystarczającą plastyczność, aby zapobiec pękaniu. Jednolitość wielkości ziarna w stopach 6061 zapewnia spójne zachowanie podczas zaciskania w partiach produkcyjnych.
Aluminium 5052-H32 oferuje doskonałą odporność na korozję i doskonałe właściwości formowania, dzięki czemu nadaje się do złożonych geometrii wymagających strategii uszczelniania IP65. Jednak utwardzanie przez zgniot podczas zaciskania może zwiększyć siły instalacyjne o 20-30% w porównaniu ze stopami 6061. Materiał ten wykazuje również większe sprężynowanie, co potencjalnie wpływa na retencję łącznika, jeśli parametry instalacji nie zostaną odpowiednio dostosowane.
Aluminium 7075-T6 zapewnia najwyższą wytrzymałość, ale stwarza wyzwania dla instalacji PEM. Ograniczona plastyczność i wysoka szybkość utwardzania przez zgniot mogą powodować niepełne zaciskanie lub pękanie materiału wokół łącznika. Gdy wymagane są podłoża 7075, wybór łącznika powinien faworyzować konstrukcje ze zmniejszonymi średnicami zaciskania i stopniowanymi profilami trzpienia, aby zminimalizować przemieszczenie materiału.
| Stop | Stan | Granica plastyczności (MPa) | Wydłużenie (%) | Kompatybilność z PEM | Uwagi dotyczące instalacji |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Doskonała | Standardowe parametry |
| 5052 | H32 | 193 | 12-18 | Bardzo dobra | Zwiększ siłę o 20-25% |
| 7075 | T6 | 503 | 5-11 | Dostateczna | Zmniejsz średnicę zacisku |
| 3003 | H14 | 145 | 8-16 | Dobra | Ryzyko nadmiernej deformacji |
| 2024 | T3 | 345 | 15-20 | Słaba | Problemy z zawartością miedzi |
Orientacja ziarna względem kierunku zaciskania może wpływać na jakość połączenia, szczególnie w materiałach arkuszowych walcowanych, gdzie właściwości kierunkowe mogą się różnić o 10-15%. Optymalna instalacja występuje, gdy oś łącznika jest ustawiona prostopadle do kierunku walcowania, minimalizując ryzyko rozwarstwienia lub preferencyjnego rozrywania.
Kontrola jakości i metody testowania
Ustanowienie solidnych procedur kontroli jakości dla instalacji PEM zapewnia spójną wydajność połączenia i zapobiega awariom w terenie. Wiele metod kontroli i testowania zapewnia różne poziomy wglądu w jakość instalacji i długoterminową niezawodność.
Kontrola wizualna pozostaje pierwszą linią kontroli jakości, koncentrując się na osadzeniu główki, odkształceniu panelu i integralności krawędzi. Prawidłowo zainstalowane łączniki powinny być osadzone równo z powierzchnią panelu, bez tworzenia wgłębień lub podniesionych obszarów przekraczających 0,1 mm. Aluminium wokół łącznika powinno wykazywać jednolite wzory odkształceń bez pęknięć, rozdarć lub nadmiernego nagromadzenia materiału.
Sprawdziany "go/no-go" zapewniają szybką metodę weryfikacji jakości zaciskania na hali produkcyjnej. Sprawdziany te sprawdzają zarówno wystawanie łącznika z tyłu, jak i osadzenie główki po stronie instalacji. Typowe kryteria akceptacji wymagają wystawania z tyłu w zakresie 0,2-0,8 mm w zależności od grubości panelu i konstrukcji łącznika.
Testowanie momentu obrotowego ocenia odporność na obrót zainstalowanych łączników, co koreluje z jakością zaciskania. Niedokładnie zaciśnięte łączniki wykazują zmniejszone wartości momentu obrotowego, podczas gdy prawidłowo zainstalowane jednostki zazwyczaj wymagają 80-120% określonego minimalnego momentu obrotowego, aby spowodować obrót. Ta metoda testowania sprawdza się szczególnie dobrze w przypadku pobierania próbek z produkcji, ale niszczy testowane połączenia.
Testowanie wypychania zapewnia dane ilościowe dotyczące siły retencji poprzez przykładanie obciążeń osiowych do momentu awarii łącznika. Uchwyty testowe muszą zapewniać równomierne przykładanie obciążenia prostopadle do powierzchni panelu, aby generować znaczące dane. Kryteria akceptacji zazwyczaj wymagają sił wypychania przekraczających 75% opublikowanych wartości, uwzględniając wariacje instalacyjne i materiałowe.
Analiza przekrojowa poprzez przygotowanie metalograficzne ujawnia wewnętrzną geometrię zaciskania i wzory przepływu materiału. Ta destrukcyjna metoda zapewnia najbardziej kompleksową ocenę jakości połączenia, ale wymaga specjalistycznego sprzętu i wiedzy. Kluczowe kryteria oceny obejmują jednolitość średnicy zaciskania, ciągłość materiału i brak pustek lub pęknięć w strefie odkształconej.
Strategie optymalizacji kosztów
Osiągnięcie opłacalnego wdrożenia łączników PEM wymaga zrównoważenia początkowych kosztów łączników z całkowitymi kosztami montażu, w tym kosztami robocizny, narzędzi i kontroli jakości. Kilka strategii może znacząco wpłynąć na ogólną ekonomię projektu bez pogarszania wydajności.
Umowy zakupu hurtowego z dostawcami łączników mogą zmniejszyć koszty jednostkowe o 15-30%, zapewniając jednocześnie stabilność łańcucha dostaw. Standaryzacja ograniczonej gamy rozmiarów i materiałów łączników upraszcza zarządzanie zapasami i wymagania dotyczące narzędzi instalacyjnych. Większość zastosowań można odpowiednio obsłużyć za pomocą trzech rozmiarów gwintów (#8-32, #10-32 i 1/4-20) w dwóch stylach główek.
Automatyzacja instalacji staje się ekonomicznie atrakcyjna dla wielkości produkcji przekraczających 10 000 sztuk rocznie. Pneumatyczne systemy pras mogą instalować łączniki PEM z prędkością 300-500 na godzinę z większą spójnością w porównaniu z instalacją ręczną. Poprawiona kontrola jakości zmniejsza współczynniki złomu i eliminuje potrzebę indywidualnej kontroli łączników w wielu zastosowaniach.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę, na jaką zasługuje, często obniżając całkowite koszty projektu dzięki zoptymalizowanym zaleceniom projektowym.
Optymalizacja projektu może całkowicie wyeliminować łączniki w niektórych zastosowaniach dzięki integralnym elementom mocującym lub połączeniom zatrzaskowym. Jednak takie podejście wymaga starannej analizy wymagań dotyczących obciążenia i możliwości produkcyjnych. Łączniki PEM często zapewniają najbardziej opłacalne rozwiązanie, gdy wymagana jest możliwość demontażu lub połączenia o wysokiej wytrzymałości.
| Wielkość produkcji | Metoda instalacji | Koszt robocizny (€/łącznik) | Kontrola jakości | Całkowity współczynnik kosztu |
|---|---|---|---|---|
| <1,000 | Prasa ręczna | 0.08-0.12 | 100% wizualna | 1.0x |
| 1,000-10,000 | Prasa pneumatyczna | 0.04-0.06 | 10% próbkowanie | 0.7x |
| 10,000-50,000 | Półautomatyczna | 0.02-0.03 | Kontrola statystyczna procesu | 0.5x |
| >50,000 | W pełni automatyczna | 0.01-0.015 | Ciągłe monitorowanie | 0.4x |
Zaawansowane zastosowania i specjalne względy
Specjalistyczne zastosowania często wymagają modyfikacji standardowych konstrukcji łączników PEM lub procedur instalacyjnych, aby spełnić unikalne wymagania wydajności. Zrozumienie tych zaawansowanych technik umożliwia inżynierom rozszerzenie zakresu zastosowania technologii wciskanych łączników.
Zastosowania uszczelnione wymagające ochrony środowiska korzystają z łączników PEM ze zintegrowanymi rowkami na O-ringi lub podkładkami uszczelniającymi. Konstrukcje te zachowują zalety instalacji wciskanej, zapewniając jednocześnie poziomy ochrony IPX7 lub wyższe. Skuteczność uszczelniania zależy od prawidłowej geometrii rowka i kompatybilności materiałowej między uszczelką a podłożem aluminiowym.
Zastosowania wysokotemperaturowe powyżej 150°C wymagają starannego rozważenia różnic w rozszerzalności cieplnej między materiałami łącznika i podłoża. Nakrętki PEM ze stali nierdzewnej w panelach aluminiowych doświadczają różnicowej rozszerzalności, która może zwiększać lub zmniejszać siły retencji w zależności od wzorców cykli temperaturowych. Analiza termiczna elementów skończonych staje się konieczna w krytycznych zastosowaniach.
Wymagania dotyczące kompatybilności elektromagnetycznej (EMC) w obudowach elektronicznych mogą faworyzować aluminiowe łączniki PEM, aby utrzymać przewodność przez połączenia. Proces zaciskania tworzy gazoszczelny kontakt metal-metal, który zapewnia doskonałą ciągłość elektryczną z wartościami rezystancji zazwyczaj poniżej 0,001 oma. Wydajność ta przewyższa większość interfejsów połączeń uszczelnianych lub malowanych.
Zespoły wielowarstwowe stwarzają wyjątkowe wyzwania podczas instalowania łączników PEM przez ułożone materiały. Łącznik musi skutecznie zaciskać się w warstwie podstawowej, unikając jednocześnie uszkodzenia warstw wtórnych. Tolerancje układania stają się krytyczne, ponieważ wariacje mogą uniemożliwić pełne zaciskanie lub spowodować przebicie do sąsiednich komponentów.
Środowiska wibracyjne wymagają ulepszonych metod retencji poza standardowymi mechanizmami wciskowymi. Środki do blokowania gwintów, operacje kołkowania lub specjalistyczne konstrukcje łączników z mechanicznymi elementami blokującymi mogą być konieczne, aby zapobiec poluzowaniu pod wpływem obciążeń dynamicznych. Testowanie zgodnie z MIL-STD-810 lub podobnymi normami potwierdza wydajność w określonych widmach wibracji.
Rozwiązywanie typowych problemów z instalacją
Identyfikacja i rozwiązywanie problemów z instalacją PEM wymaga systematycznej analizy trybów awarii i ich przyczyn źródłowych. Większość problemów wynika z nieprawidłowego przygotowania otworu, nieprawidłowych parametrów instalacji lub problemów z kompatybilnością materiałową.
Niepełne zaciskanie objawia się zmniejszoną siłą retencji i widocznymi szczelinami między główką łącznika a powierzchnią panelu. Stan ten zazwyczaj wynika z niewystarczającej siły instalacji, zbyt dużych otworów lub materiału utwardzonego przez zgniot, który opiera się odkształceniu. Rozwiązania obejmują zwiększenie siły instalacji o 10-15%, weryfikację wymiarów otworów i wyżarzanie materiałów utwardzonych przez zgniot, gdy jest to możliwe.
Odkształcenie panelu wokół zainstalowanych łączników wskazuje na nadmierną siłę instalacji lub niewystarczające podparcie materiału podczas zaciskania. Cienkie aluminium ulega plastycznemu odkształceniu pod wpływem skoncentrowanych obciążeń, tworząc wgłębienia lub podniesione obszary, które wpływają na dopasowanie zespołu. Zmniejszenie siły instalacji i poprawa podparcia płyty tylnej zazwyczaj rozwiązuje ten problem bez pogarszania siły retencji.
Obrót łącznika podczas montażu sugeruje nieodpowiednie formowanie zacisku lub zanieczyszczone interfejsy, które zmniejszają tarcie. Olej, płyny chłodzące lub utlenianie mogą uniemożliwić prawidłowe zazębienie materiału podczas instalacji. Procedury czyszczenia z użyciem izopropanolu lub alkalicznych odtłuszczaczy przywracają prawidłowe zachowanie podczas zaciskania w większości przypadków.
Rozerwanie krawędzi występuje, gdy istnieje niewystarczająca ilość materiału, aby powstrzymać siły zaciskania, zazwyczaj z powodu niewystarczających odległości od krawędzi lub wad materiałowych w pobliżu miejsca instalacji. Zapobieganie wymaga ścisłego przestrzegania minimalnych specyfikacji odległości od krawędzi i kontroli materiału w celu zidentyfikowania wtrąceń lub laminacji, które mogłyby rozprzestrzenić się w rozdarcia.
Pękanie wokół zainstalowanych łączników wskazuje na kruchość materiału lub nadmierne koncentracje naprężeń podczas instalacji. Problem ten występuje najczęściej w przypadku stopów aluminium o wysokiej wytrzymałości lub materiałów poddanych wcześniejszej obróbce plastycznej na zimno. Rozwiązania obejmują wyżarzanie odprężające, modyfikacje konstrukcji łącznika w celu zmniejszenia średnicy zaciskania lub przejście na bardziej plastyczne materiały podłoża.
Często zadawane pytania
Jaka jest minimalna grubość aluminium odpowiednia dla nakrętek wciskanych PEM?
Większość standardowych nakrętek PEM wymaga minimalnej grubości 0,5 mm dla prawidłowego zaciskania w podłożach aluminiowych. Poniżej tej grubości materiał nie ma wystarczającej objętości, aby utworzyć niezawodne mechaniczne połączenie. Specjalistyczne łączniki do cienkich blach mogą pasować do materiałów o grubości zaledwie 0,3 mm, ale wymagają zmodyfikowanych procedur instalacyjnych i mogą mieć zmniejszoną nośność.
Jak zapobiegać korozji galwanicznej podczas stosowania stalowych łączników PEM w aluminium?
Zapobieganie korozji galwanicznej wymaga wyeliminowania kontaktu wilgoci i elektrolitu między różnymi metalami. W miarę możliwości należy stosować łączniki PEM ze stali nierdzewnej lub aluminium, nakładać powłoki dielektryczne lub uszczelniacze na interfejsie lub zapewnić, aby zespół działał w suchym środowisku. Stalowe łączniki z powłoką cynkowo-niklową oferują lepszą kompatybilność w porównaniu ze standardową powłoką cynkową.
Czy łączniki PEM można usunąć i ponownie zainstalować w panelach aluminiowych?
Łączniki PEM tworzą trwałe instalacje, których nie można bezpiecznie usunąć bez uszkodzenia podłoża aluminiowego. Proces zaciskania odkształca oba materiały, uniemożliwiając odwrócenie. Zastosowania wymagające możliwości demontażu powinny wykorzystywać konwencjonalne nakrętki z płytami tylnymi lub nakrętki klatkowe przeznaczone do zastosowań w cienkich blachach.
Jaka siła instalacji jest wymagana dla różnych rozmiarów łączników PEM w aluminium?
Siły instalacji różnią się w zależności od rozmiaru łącznika i grubości aluminium. Typowe zakresy obejmują 6-9 kN dla łączników #6-32, 10-13 kN dla #8-32, 12-16 kN dla #10-32 i 18-25 kN dla rozmiarów 1/4-20 w aluminium o grubości 1,6 mm. Należy zapoznać się ze specyfikacjami producenta, aby uzyskać dokładne wartości, ponieważ siły mogą się różnić o 20-30% między różnymi konstrukcjami łączników.
Jak zweryfikować prawidłową jakość instalacji łącznika PEM?
Weryfikacja jakości łączy kontrolę wizualną, sprawdzanie wymiarów i testowanie funkcjonalne. Należy szukać osadzenia główki na równi z powierzchnią, jednolitego odkształcenia materiału i wystawania z tyłu o 0,2-0,8 mm. Testowanie momentu obrotowego powinno wymagać 80-120% określonych wartości, aby spowodować obrót łącznika. Testowanie wypychania zapewnia ilościowe dane dotyczące siły retencji dla krytycznych zastosowań.
Co się stanie, jeśli rozmiar otworu jest nieprawidłowy dla instalacji PEM?
Zbyt duże otwory zmniejszają siłę retencji o 25-35% i mogą uniemożliwić pełne zaciskanie. Zbyt małe otwory zwiększają siły instalacji i mogą pękać kruche materiały lub powodować niepełne osadzenie łącznika. Tolerancje otworów muszą mieścić się w granicach ±0,05 mm określonych wymiarów, aby uzyskać optymalną wydajność.
Czy istnieją ograniczenia temperaturowe dla łączników PEM w zespołach aluminiowych?
Standardowe instalacje PEM działają niezawodnie w temperaturach od -40°C do +150°C. Wyższe temperatury wymagają analizy różnicowej rozszerzalności cieplnej między materiałami łącznika i podłoża. Łączniki ze stali nierdzewnej rozszerzają się mniej niż aluminium, co potencjalnie zmniejsza siły retencji podczas cykli nagrzewania. Aluminiowe łączniki PEM zapewniają lepszą kompatybilność termiczną w zastosowaniach w ekstremalnych temperaturach.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece