Konstrukcja odciążenia narożnego: Prostokątne vs. Okrągłe odciążenia dla czystych zgięć
Konstrukcja odciążenia narożnego to jedna z najważniejszych decyzji w obróbce blachy, która bezpośrednio wpływa na jakość zgięcia, żywotność narzędzi i wydajność produkcji. Wybór między prostokątnymi a okrągłymi odciążeniami narożnymi determinuje nie tylko estetyczne wykończenie, ale także integralność strukturalną i wytwarzalność giętych elementów.
Kluczowe wnioski:
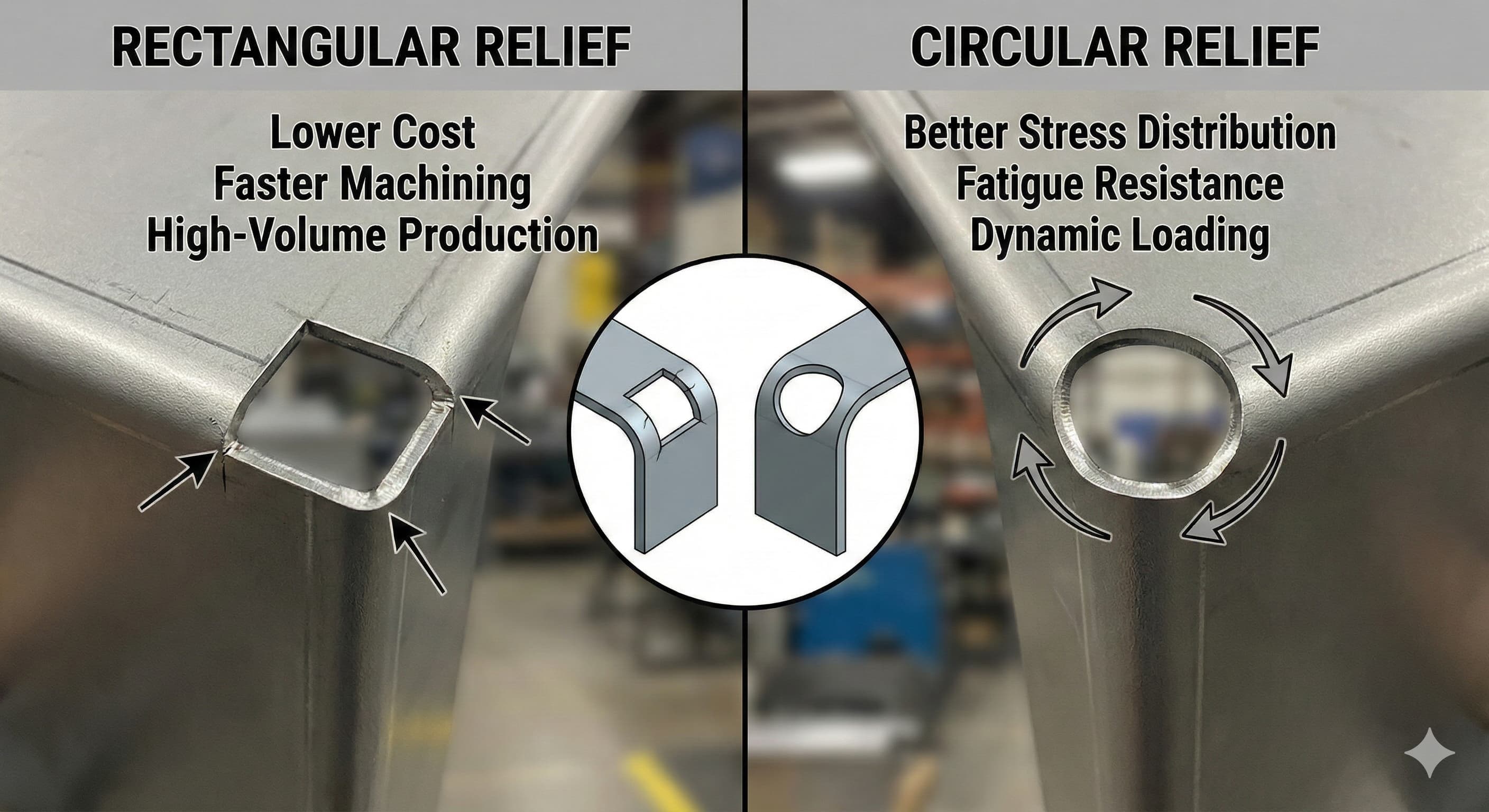
- Prostokątne odciążenia oferują lepszą ekonomię materiałową i krótszy czas obróbki, co czyni je idealnymi do produkcji wielkoseryjnej
- Okrągłe odciążenia zapewniają lepszy rozkład naprężeń i odporność na zmęczenie, co jest kluczowe w zastosowaniach z obciążeniami dynamicznymi
- Wymiary odciążenia muszą być zgodne z wytycznymi ISO 2768, przy czym typowe głębokości wahają się od 0,5 mm do 2,0 mm w zależności od grubości materiału
- Prawidłowa konstrukcja odciążenia może zmniejszyć pękanie narożników nawet o 85% w materiałach takich jak Al 6061-T6 i stal nierdzewna 304
Zrozumienie podstaw odciążenia narożnego
Odciążenia narożne służą jako elementy zarządzające koncentracją naprężeń w konstrukcjach blaszanych, zapobiegając gromadzeniu się materiału i pękaniu podczas procesu gięcia. Kiedy dwie linie zgięcia przecinają się, nakładający się materiał tworzy geometryczną niemożliwość, którą należy rozwiązać poprzez strategiczne usunięcie materiału.
Fizyka stojąca za koniecznością odciążenia narożnego wynika z podstawowego zachowania metalu podczas odkształcenia plastycznego. Podczas gięcia blachy włókna zewnętrzne doświadczają naprężeń rozciągających, podczas gdy włókna wewnętrzne ulegają ściskaniu. W punktach przecięcia narożników ten wzór naprężeń staje się złożony, tworząc wielokierunkowe siły, które mogą przekroczyć granicę wytrzymałości na rozciąganie materiału.
Normy ISO 2768 określają minimalne wymiary odciążenia w oparciu o grubość materiału i relacje promienia zgięcia. Dla materiałów o grubości (t) od 0,5 mm do 3,0 mm głębokość odciążenia powinna być równa 1,5t + promień zgięcia, a szerokość odciążenia musi uwzględniać obliczenia naddatku na zgięcie, aby zapobiec interferencji.
Właściwości materiału znacząco wpływają na wymagania dotyczące konstrukcji odciążenia. Stopy o wysokiej wytrzymałości, takie jak Al 7075-T6, wymagają większych wymiarów odciążenia w porównaniu z bardziej miękkimi materiałami, takimi jak Al 1100-H14, ze względu na ich zmniejszoną plastyczność i wyższe wartości modułu sprężystości.
Konstrukcja prostokątnego odciążenia narożnego
Prostokątne odciążenia stanowią najbardziej ekonomiczne i powszechnie stosowane rozwiązanie odciążenia narożnego w przemysłowych usługach obróbki blachy. Ich geometryczna prostota przekłada się bezpośrednio na korzyści produkcyjne, szczególnie w środowiskach produkcji wielkoseryjnej.
Konstrukcja prostokątnego odciążenia składa się z dwóch prostopadłych cięć przecinających się pod kątem 90 stopni, tworząc kwadratową lub prostokątną pustkę w punkcie przecięcia narożnika. Standardowe wymiary są zgodne ze wzorem: Długość (L) = 1,5t + R + 0,5 mm, Szerokość (W) = 1,5t + R + 0,5 mm, gdzie t oznacza grubość materiału, a R oznacza promień zgięcia.
Zalety produkcyjne prostokątnych odciążeń obejmują uproszczone programowanie operacji wykrawania CNC, zmniejszone zużycie narzędzi dzięki prostoliniowym ścieżkom cięcia i krótsze czasy cyklu w porównaniu z geometriami zakrzywionymi. Wykrawarki rewolwerowe mogą wykonywać prostokątne odciążenia za pomocą standardowych prostokątnych stempli, eliminując potrzebę specjalistycznego oprzyrządowania.
Z perspektywy strukturalnej prostokątne odciążenia zapewniają odpowiednie odciążenie naprężeń dla większości zastosowań, szczególnie tych związanych ze statycznymi warunkami obciążenia. Ostre narożniki powodują lokalne koncentracje naprężeń, ale zazwyczaj pozostają one w dopuszczalnych granicach dla standardowych zastosowań przemysłowych.
| Grubość materiału | Zalecana długość (mm) | Zalecana szerokość (mm) | Typowa tolerancja (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
Analiza kosztów ujawnia, że prostokątne odciążenia zazwyczaj kosztują o 15-25% mniej niż alternatywy okrągłe ze względu na krótszy czas obróbki i standardowe wymagania dotyczące oprzyrządowania. W przypadku serii produkcyjnych przekraczających 1000 sztuk ta różnica kosztów staje się znacząca, często uzasadniając wybór prostokątnych odciążeń, nawet w zastosowaniach, w których konstrukcje okrągłe mogą oferować marginalne korzyści techniczne.
Konstrukcja okrągłego odciążenia narożnego
Okrągłe odciążenia narożne oferują lepsze charakterystyki rozkładu naprężeń, co czyni je preferowanym wyborem w zastosowaniach związanych z obciążeniami dynamicznymi, wibracjami lub obawami o zmęczenie. Zakrzywiona geometria eliminuje ostre punkty koncentracji naprężeń, które są nieodłączne w konstrukcjach prostokątnych.
Konstrukcja okrągłego odciążenia wykorzystuje pojedyncze cięcie promieniowe, zazwyczaj w zakresie od 2,0 mm do 6,0 mm, w zależności od grubości materiału i wymagań aplikacji. Obliczenie promienia jest następujące: R = 1,2 × (grubość materiału + promień zgięcia) + 1,0 mm, zapewniając odpowiedni prześwit przy jednoczesnej optymalizacji wzorców przepływu naprężeń.
Analiza naprężeń metodą elementów skończonych wykazuje, że okrągłe odciążenia zmniejszają szczytowe koncentracje naprężeń o 35-45% w porównaniu z alternatywami prostokątnymi. Ta poprawa staje się krytyczna w zastosowaniach lotniczych, motoryzacyjnych i medycznych, gdzie niezawodność komponentów bezpośrednio wpływa na bezpieczeństwo.
Wytwarzanie okrągłych odciążeń wymaga specjalistycznego oprzyrządowania lub dodatkowych operacji obróbki. Wykrawarki rewolwerowe CNC potrzebują okrągłych stempli o różnych średnicach, podczas gdy systemy cięcia laserowego mogą wytwarzać dowolny promień bez ograniczeń oprzyrządowania. Ta elastyczność sprawia, że cięcie laserowe jest szczególnie atrakcyjne do prototypowania i produkcji małoseryjnej.
Aby uzyskać wyniki o wysokiej precyzji, Otrzymaj indywidualną wycenę w ciągu 24 godzin od Microns Hub.
Objętość usuniętego materiału w okrągłych odciążeniach zazwyczaj przekracza konstrukcje prostokątne o 20-30%, co stanowi niewielki wzrost kosztów materiału, ale potencjalnie znaczną poprawę trwałości komponentu. Ten kompromis okazuje się opłacalny w zastosowaniach, w których koszty wymiany przekraczają początkowe premie produkcyjne.
Analiza porównawcza: Charakterystyka wydajności
Badania zmęczeniowe ujawniają znaczące różnice w wydajności między konstrukcjami prostokątnych i okrągłych odciążeń. Komponenty z okrągłymi odciążeniami wykazują o 40-60% dłuższą żywotność zmęczeniową w warunkach obciążenia cyklicznego, co jest szczególnie ważne w elementach zawieszenia samochodowego i konstrukcjach lotniczych.
Współczynniki koncentracji naprężeń (Kt) zapewniają ilościowe metryki porównawcze. Prostokątne odciążenia zazwyczaj wykazują wartości Kt między 2,8-3,2, podczas gdy okrągłe odciążenia osiągają wartości Kt od 1,8 do 2,1. Niższe wartości Kt wskazują na bardziej równomierny rozkład naprężeń i zmniejszone prawdopodobieństwo awarii.
| Metryka wydajności | Uwolnienie prostokątne | Uwolnienie okrągłe | Współczynnik poprawy |
|---|---|---|---|
| Koncentracja naprężeń (Kt) | 2.8-3.2 | 1.8-2.1 | Redukcja o 35-45% |
| Żywotność zmęczeniowa (cykle) | 50,000-80,000 | 85,000-130,000 | Wzrost o 60-70% |
| Czas produkcji (sek) | 2.5-3.0 | 3.5-4.5 | Wzrost o 40% |
| Żywotność narzędzia (uderzenia) | 100,000-150,000 | 80,000-120,000 | Redukcja o 20% |
| Zużycie materiału (%) | 98.5-99.0 | 97.5-98.0 | Wzrost o 1-1.5% |
Względy dotyczące wykończenia powierzchni również przemawiają na korzyść okrągłych odciążeń, szczególnie w zastosowaniach widocznych. Gładka zakrzywiona geometria eliminuje ostre krawędzie, które mogą zaczepiać się podczas obsługi lub montażu, zmniejszając ryzyko skaleczeń i poprawiając ogólne bezpieczeństwo.
Uwagi dotyczące konkretnych materiałów
Różne materiały reagują w unikalny sposób na konstrukcje odciążeń narożnych, wymagając dostosowanych podejść dla uzyskania optymalnych rezultatów. Stopy aluminium, stale nierdzewne i stale miękkie stwarzają odrębne wyzwania i możliwości.
Aluminium 6061-T6 wykazuje doskonałą plastyczność, co pozwala zarówno prostokątnym, jak i okrągłym odciążeniom działać adekwatnie. Jednak tendencja materiału do umocnienia przez zgniot sprawia, że okrągłe odciążenia są preferowane w zastosowaniach związanych z powtarzającym się gięciem lub formowaniem. Zmniejszone koncentracje naprężeń pomagają utrzymać plastyczność przez cały proces produkcyjny.
Stal nierdzewna 304 stwarza większe wyzwania ze względu na jej właściwości umacniania przez zgniot i wyższą wytrzymałość. Okrągłe odciążenia stają się szczególnie ważne, ponieważ poprawiony rozkład naprężeń pomaga zapobiegać mikropęknięciom, które mogą rozprzestrzeniać się z czasem. Wymiary odciążenia powinny wzrosnąć o 20-25% w porównaniu z zastosowaniami aluminium, aby uwzględnić zmniejszoną plastyczność materiału.
Stale o wysokiej wytrzymałości wymagają starannego rozważenia konstrukcji odciążenia, ponieważ ich ograniczona plastyczność czyni je podatnymi na pękanie. Okrągłe odciążenia z dużymi promieniami często stają się obowiązkowe, pomimo zwiększonej złożoności i kosztów produkcji.
Integracja z procesem produkcyjnym
Konstrukcja odciążenia musi bezproblemowo integrować się z ogólnymi przepływami pracy produkcyjnej, aby zoptymalizować wydajność i jakość. Wybór między prostokątnymi i okrągłymi odciążeniami wpływa na dobór oprzyrządowania, złożoność programowania i sekwencjonowanie produkcji.
Operacje wykrawania rewolwerowego CNC preferują prostokątne odciążenia ze względu na dostępność standardowego oprzyrządowania i proste wymagania dotyczące programowania. Liniowe ścieżki narzędzi skracają czas cyklu i wydłużają żywotność narzędzi, co jest szczególnie ważne w przypadku produkcji wielkoseryjnej. Jednak nowoczesne wykrawarki rewolwerowe mogą pomieścić okrągłe stemple, chociaż wymaga to dodatkowej inwestycji w oprzyrządowanie.
Systemy cięcia laserowego oferują większą elastyczność, umożliwiając wytwarzanie dowolnej geometrii odciążenia bez ograniczeń oprzyrządowania. Ta zaleta sprawia, że cięcie laserowe jest atrakcyjne do prototypowania i produkcji małoseryjnej, gdzie amortyzacja oprzyrządowania staje się zaporowa. Precyzja osiągalna dzięki systemom laserowym umożliwia również złożone geometrie odciążeń łączące cechy prostokątne i okrągłe.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i kompleksowe nasze usługi produkcyjne podejście oznacza, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, niezależnie od tego, czy potrzebujesz prostych prostokątnych odciążeń, czy złożonych zakrzywionych geometrii.
Integracja z konstrukcją na wpusty i wypusty wymaga starannej koordynacji rozmieszczenia i wymiarów odciążeń. Odciążenia muszą zapewniać odpowiedni prześwit dla operacji montażowych przy jednoczesnym zachowaniu integralności strukturalnej w miejscach połączeń.
Kontrola jakości i inspekcja
Jakość odciążenia narożnego bezpośrednio wpływa na ostateczną wydajność komponentu, co sprawia, że rygorystyczne protokoły inspekcji są niezbędne. Dokładność wymiarowa, jakość krawędzi i spójność geometryczna wymagają weryfikacji w celu zapewnienia zgodności ze specyfikacją.
Inspekcja wymiarowa koncentruje się na głębokości, szerokości i dokładności położenia odciążenia w stosunku do linii zgięcia. Współrzędnościowe maszyny pomiarowe (CMM) zapewniają precyzję niezbędną do krytycznych zastosowań, chociaż prostsze mierniki typu "przejdzie/nie przejdzie" wystarczają dla wielu środowisk produkcyjnych.
Ocena jakości krawędzi bada chropowatość powierzchni, tworzenie się zadziorów i potencjał mikropęknięć. Prostokątne odciążenia zazwyczaj wykazują lepszą jakość krawędzi ze względu na czyste działanie ścinające procesu wykrawania, podczas gdy okrągłe odciążenia cięte laserowo mogą wymagać wtórnych operacji gratowania.
Wdrożenie statystycznej kontroli procesu (SPC) pomaga utrzymać stałą jakość odciążenia w całym procesie produkcyjnym. Kluczowe parametry obejmują wymiary odciążenia, chropowatość krawędzi i dokładność położenia, z limitami kontrolnymi ustalonymi na podstawie krytyczności komponentu i wymagań użytkowania końcowego.
Strategie optymalizacji kosztów
Optymalizacja kosztów wymaga zrównoważenia początkowych kosztów produkcji z długoterminową wydajnością komponentu i kosztami wymiany. Ta analiza staje się szczególnie ważna w przypadku zastosowań wielkoseryjnych, gdzie niewielkie różnice w kosztach jednostkowych sumują się do znacznych sum.
Bezpośrednie koszty produkcji przemawiają na korzyść prostokątnych odciążeń, z typowymi oszczędnościami w wysokości 0,05-0,15 EUR na komponent w porównaniu z alternatywami okrągłymi. Oszczędności te wynikają ze skróconego czasu cyklu, standardowego wykorzystania oprzyrządowania i uproszczonych wymagań dotyczących programowania. W przypadku wielkości produkcji przekraczających 10 000 sztuk rocznie prostokątne odciążenia często zapewniają przekonujące korzyści ekonomiczne.
Jednak analiza kosztów cyklu życia może faworyzować okrągłe odciążenia w zastosowaniach, w których poprawiona odporność na zmęczenie zmniejsza częstotliwość konserwacji i wymiany. Premia zapłacona za produkcję okrągłych odciążeń często okazuje się opłacalna, gdy koszty wymiany, koszty przestojów i względy bezpieczeństwa są uwzględnione w całkowitym równaniu kosztów.
| Wielkość produkcji | Koszt prostokątny (€/sztuka) | Koszt okrągły (€/sztuka) | Analiza progu rentowności |
|---|---|---|---|
| 100-500 sztuk | 0.45-0.38 | 0.52-0.45 | Preferowane prostokątne |
| 500-2,000 sztuk | 0.35-0.28 | 0.42-0.35 | Zależne od zastosowania |
| 2,000-10,000 sztuk | 0.25-0.20 | 0.32-0.26 | Rozważ koszty cyklu życia |
| 10,000+ sztuk | 0.18-0.15 | 0.25-0.20 | Zdecydowanie preferowane prostokątne |
Zaawansowane techniki projektowania
Nowoczesna konstrukcja odciążenia narożnego wykracza poza proste geometrie prostokątne lub okrągłe, obejmując podejścia hybrydowe, które optymalizują określone charakterystyki wydajności. Te zaawansowane techniki wymagają zaawansowanych możliwości produkcyjnych, ale mogą zapewnić doskonałe wyniki w wymagających zastosowaniach.
Odciążenia w kształcie łezki łączą cechy prostokątne i okrągłe, wykorzystując proste boki dla wydajności produkcji, jednocześnie włączając zaokrąglone końce dla redukcji naprężeń. To hybrydowe podejście osiąga 70-80% korzyści naprężeniowych okrągłego odciążenia, przy jednoczesnym zachowaniu 85-90% wydajności produkcji prostokątnego odciążenia.
Odciążenia o zmiennym promieniu dostosowują geometrię okrągłą, aby uwzględnić różne wzorce naprężeń w tym samym komponencie. Analiza elementów skończonych kieruje optymalizacją promienia, tworząc geometrie odciążeń dostosowane do określonych warunków obciążenia i właściwości materiału.
Wielostopniowe odciążenia zawierają różne geometrie na różnych głębokościach, zapewniając optymalny rozkład naprężeń przy jednoczesnym zminimalizowaniu usuwania materiału. Te złożone geometrie wymagają zaawansowanych możliwości produkcyjnych, ale mogą osiągnąć poprawę wydajności przekraczającą podejścia z pojedynczą geometrią.
Często zadawane pytania
Jakie czynniki decydują o wyborze między prostokątnymi i okrągłymi odciążeniami narożnymi?
Wybór zależy od wymagań aplikacji, wielkości produkcji i właściwości materiału. Prostokątne odciążenia nadają się do produkcji wielkoseryjnej ze standardowym oprzyrządowaniem, podczas gdy okrągłe odciążenia wyróżniają się w zastosowaniach krytycznych ze względu na zmęczenie, wymagających doskonałego rozkładu naprężeń. Grubość materiału, promień zgięcia i warunki obciążenia wpływają na optymalny wybór.
Jak wymiary odciążenia narożnego skalują się z grubością materiału?
Wymiary odciążenia zazwyczaj są zgodne ze wzorem: Rozmiar odciążenia = 1,5 × grubość materiału + promień zgięcia + 0,5 mm prześwitu. Grubsze materiały wymagają proporcjonalnie większych odciążeń, aby uwzględnić zwiększony przepływ materiału podczas gięcia. Materiały o wysokiej wytrzymałości mogą wymagać o 20-25% większych odciążeń w porównaniu ze standardowymi obliczeniami.
Czy odciążenia narożne można dodać po początkowej obróbce?
Chociaż technicznie możliwe, dodanie odciążenia po obróbce okazuje się trudne i kosztowne. Wtórne operacje obróbki wprowadzają koszty konfiguracji i potencjalne problemy z jakością. Optymalne wyniki wymagają włączenia odciążenia podczas początkowego planowania obróbki, zapewniając właściwą integrację z przepływami pracy produkcyjnej i procesami kontroli jakości.
Jakie metody inspekcji weryfikują jakość odciążenia narożnego?
Weryfikacja jakości wykorzystuje inspekcję wymiarową za pomocą systemów CMM lub mierników typu "przejdzie/nie przejdzie", badanie wizualne pod kątem jakości krawędzi i tworzenia się zadziorów oraz testy funkcjonalne dla krytycznych zastosowań. Statystyczna kontrola procesu monitoruje spójność odciążenia w całym procesie produkcyjnym, z limitami kontrolnymi opartymi na krytyczności komponentu.
Jak odciążenia narożne wpływają na ogólną wytrzymałość komponentu?
Prawidłowo zaprojektowane odciążenia poprawiają wytrzymałość komponentu, zapobiegając koncentracjom naprężeń, które mogłyby zainicjować pękanie. Chociaż odciążenia usuwają materiał, poprawa rozkładu naprężeń zazwyczaj przeważa nad efektami redukcji materiału. Okrągłe odciążenia zapewniają o 35-45% lepszy rozkład naprężeń w porównaniu z alternatywami prostokątnymi.
Jakie procesy produkcyjne najlepiej sprawdzają się w przypadku każdego typu odciążenia?
Prostokątne odciążenia optymalizują operacje wykrawania CNC przy użyciu standardowego oprzyrządowania, podczas gdy okrągłe odciążenia pasują do systemów cięcia laserowego oferujących elastyczność geometryczną. Cięcie strumieniem wody skutecznie obsługuje obie geometrie, choć przy wyższych kosztach. Wybór procesu zależy od wielkości produkcji, wymagań dotyczących precyzji i dostępnego wyposażenia.
Czy istnieją preferencje specyficzne dla branży dotyczące typów odciążeń?
Przemysł lotniczy i medyczny zazwyczaj preferują okrągłe odciążenia ze względu na doskonałą odporność na zmęczenie i rozkład naprężeń. Zastosowania motoryzacyjne różnią się w zależności od funkcji komponentu, przy czym elementy konstrukcyjne faworyzują okrągłe odciążenia, podczas gdy części kosmetyczne często wykorzystują alternatywy prostokątne. Obudowy elektroniczne powszechnie wykorzystują prostokątne odciążenia ze względu na efektywność kosztową i ciągłość ekranowania EMI.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece