Osiągnięcie ±0,005 mm: Przewodnik dla projektantów po obróbce z wąską tolerancją
Osiągnięcie tolerancji ±0,005 mm stanowi punkt przecięcia precyzji inżynieryjnej i doskonałości produkcyjnej – gdzie nawet mikroskopijne odchylenia mogą oznaczać różnicę między sukcesem funkcjonalnym a kosztowną porażką. W Microns Hub udoskonaliliśmy te procesy dzięki tysiącom precyzyjnych komponentów w zastosowaniach lotniczych, medycznych i motoryzacyjnych.
Kluczowe wnioski
- Kontrola temperatury w zakresie ±1°C ma kluczowe znaczenie dla utrzymania tolerancji ±0,005 mm podczas operacji obróbki skrawaniem
- Dobór materiału bezpośrednio wpływa na osiągalność – Al 6061-T6 oferuje lepszą stabilność wymiarową w porównaniu z alternatywami łatwoskrawalnymi
- Ugięcie narzędzia staje się głównym czynnikiem ograniczającym przy tolerancjach węższych niż ±0,01 mm, co wymaga specjalnych strategii mocowania
- Protokoły pomiarowe po procesie muszą uwzględniać współczynniki rozszerzalności cieplnej i budżety niepewności pomiarowej
Zrozumienie fizyki obróbki z wąską tolerancją
Osiągnięcie tolerancji ±0,005 mm wymaga fundamentalnego zrozumienia sił fizycznych działających podczas usuwania materiału. Współczynniki rozszerzalności cieplnej stają się krytyczne – aluminium rozszerza się o 23,6 × 10⁻⁶ m/m°C, co oznacza, że zmiana temperatury o 10°C w elemencie o długości 100 mm powoduje zmianę wymiaru o 0,0236 mm, czyli prawie pięć razy więcej niż nasza docelowa tolerancja.
Ugięcie narzędzia jest zgodne z podstawową teorią belek, gdzie ugięcie równa się sile razy długość do sześcianu, podzielone przez trzy razy moduł sprężystości i moment bezwładności (δ = FL³/3EI). Dla frezu węglikowego o średnicy 25 mm pod działaniem siły skrawania 200 N ugięcie osiąga około 0,003 mm – to już 60% naszego budżetu tolerancji przed uwzględnieniem innych źródeł błędów.
Rozszerzalność cieplna wrzeciona stanowi kolejny krytyczny czynnik. Nowoczesne wrzeciona mogą rozszerzyć się o 0,01-0,02 mm podczas pierwszej godziny pracy, gdy temperatura łożysk się stabilizuje. Ta szybkość wzrostu wymaga protokołów wstępnego kondycjonowania termicznego i systemów pozycjonowania z kompensacją temperatury dla uzyskania spójnych wyników.
Dobór materiału do zastosowań z wąską tolerancją
Właściwości materiału bezpośrednio wpływają na skrawalność i stabilność wymiarową przy wąskich tolerancjach. Kluczowe cechy to przewodność cieplna, współczynnik rozszerzalności cieplnej, moduł sprężystości i jednorodność mikrostrukturalna.
| Gatunek materiału | Rozszerzalność cieplna (10⁻⁶/°C) | Przewodność cieplna (W/m·K) | Stabilność wymiarowa | Współczynnik kosztu |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Doskonała | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Bardzo dobra | 1.8x |
| Steel 4140 | 11.2 | 42.6 | Dobra | 1.2x |
| Stainless 316L | 16.0 | 16.3 | Umiarkowana | 2.1x |
| Titanium Ti-6Al-4V | 8.6 | 6.7 | Doskonała | 8.5x |
Aluminium 6061-T6 jawi się jako optymalny wybór do większości zastosowań z wąską tolerancją, łącząc doskonałą przewodność cieplną dla rozpraszania ciepła ze spójną mikrostrukturą dla stabilności wymiarowej. Stan T6 zapewnia równomierny rozkład twardości, eliminując wewnętrzne zmiany naprężeń, które mogą powodować zniekształcenia po obróbce.
W przypadku zastosowań stalowych stal 4140 oferuje lepszą stabilność wymiarową ze względu na niższy współczynnik rozszerzalności cieplnej. Jednak charakterystyka umocnienia przez zgniot wymaga starannej uwagi na parametry skrawania, aby zapobiec modyfikacjom warstwy powierzchniowej, które wpływają na wymiary końcowe.
Wymagania i możliwości obrabiarek
Osiągnięcie tolerancji ±0,005 mm wymaga obrabiarek o określonych parametrach wydajności. Dokładność pozycjonowania, powtarzalność, stabilność termiczna i sztywność dynamiczna – wszystko to przyczynia się do końcowej zdolności tolerancji.
Nowoczesne centra obróbcze CNC muszą wykazywać dokładność pozycjonowania lepszą niż ±0,0025 mm i powtarzalność w granicach ±0,001 mm, aby konsekwentnie osiągać tolerancje części ±0,005 mm. Pozostawia to odpowiedni margines na zużycie narzędzia, efekty termiczne i zmienność procesu.
Sztywność dynamiczna staje się krytyczna podczas usuwania materiału. Konstrukcja maszyny musi wytrzymywać ugięcie pod wpływem sił skrawania, zachowując jednocześnie precyzyjne podążanie za ścieżką narzędzia. Sztywność pętli – połączona sztywność wrzeciona, uchwytu narzędzia, narzędzia skrawającego i ustawienia przedmiotu obrabianego – zazwyczaj musi przekraczać 200 N/μm dla pracy z wąską tolerancją.
Systemy kompensacji termicznej aktywnie monitorują i korygują rozszerzalność cieplną w konstrukcjach maszyn. Enkodery liniowe zapewniają informacje zwrotne o pozycji w czasie rzeczywistym, a czujniki temperatury w całej maszynie umożliwiają predykcyjne modelowanie termiczne w celu kompensacji wymiarów.
Dobór narzędzi skrawających i geometria
Dobór narzędzi do obróbki z wąską tolerancją priorytetowo traktuje sztywność, odporność na zużycie i stabilność termiczną nad maksymalną szybkością usuwania materiału. Narzędzia węglikowe o zoptymalizowanej geometrii minimalizują siły skrawania, zapewniając jednocześnie wydłużoną żywotność narzędzia.
Średnica frezu bezpośrednio wpływa na ugięcie – podwojenie średnicy zwiększa sztywność 16-krotnie (zależność potęgowa czwartego stopnia). Jednak większe narzędzia wymagają większej mocy wrzeciona i mogą nie pasować do ograniczeń geometrycznych cech części.
| Średnica narzędzia (mm) | Stosunek długości do średnicy | Maksymalna DOC (mm) | Typowe ugięcie (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Powłoki narzędzi skrawających odgrywają kluczową rolę w spójności wymiarowej. Powłoki TiAlN zapewniają doskonałą odporność na zużycie i stabilność termiczną do 800°C, utrzymując ostre krawędzie skrawające dłużej, co zapewnia spójne wykończenie powierzchni i dokładność wymiarową.
Strategie mocowania i ustalania przedmiotu obrabianego
Systemy mocowania do obróbki z wąską tolerancją muszą zapewniać sztywne podparcie, minimalizując jednocześnie indukowane naprężenia, które mogłyby spowodować zniekształcenie części. Filozofia projektowania mocowania zmienia się z maksymalnej siły mocowania na zoptymalizowany rozkład naprężeń.
Hydrauliczne systemy mocowania oferują precyzyjne, powtarzalne siły mocowania z doskonałą sztywnością. Typowe ciśnienia mocowania 50-70 barów zapewniają odpowiednią siłę trzymania bez nadmiernego ograniczania cienkościennych sekcji, które mogłyby się ugiąć pod wpływem nadmiernej siły.
Sześciopunktowa lokalizacja zgodna z zasadą 3-2-1 zapewnia ograniczenie kinematyczne bez nadmiernego definiowania pozycji przedmiotu obrabianego. Podstawowe powierzchnie bazowe wymagają minimalnej powierzchni styku 20 mm² dla stabilności, podczas gdy drugorzędne i trzeciorzędne bazy wymagają stopniowego zmniejszania punktów styku, aby zapobiec nadmiernemu ograniczeniu.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj indywidualną wycenę w ciągu 24 godzin od Microns Hub.
Niestandardowe miękkie szczęki obrabiane na miejscu zapewniają optymalne podparcie części, jednocześnie uwzględniając złożone geometrie. Szczęki są obrabiane zgrubnie, montowane na mocowaniu, a następnie obrabiane wykańczająco do wymiarów końcowych przy użyciu tego samego ustawienia, które będzie obrabiać części produkcyjne.
Kontrola warunków otoczenia i zarządzanie temperaturą
Kontrola temperatury jest najważniejszym czynnikiem środowiskowym dla obróbki z wąską tolerancją. Kontrolowane środowisko utrzymuje spójne wymiary podczas całego procesu obróbki i kolejnych operacji pomiarowych.
Kontrola temperatury hali produkcyjnej w zakresie ±1°C umożliwia przewidywalne zachowanie rozszerzalności cieplnej. W przypadku krytycznych zastosowań kontrola temperatury w zakresie ±0,5°C zapewnia dodatkowy margines dla stabilności wymiarowej. Wymaga to przemysłowych systemów HVAC ze strefową kontrolą temperatury i ciągłym monitorowaniem.
Zarządzanie temperaturą cieczy chłodzącej zapobiega szokowi termicznemu i utrzymuje spójną wydajność narzędzia. Temperatury cieczy utrzymywane w zakresie ±2°C od temperatury otoczenia zapobiegają gradientom termicznym, które mogłyby wywołać zniekształcenie części. Dostarczanie chłodziwa o dużej objętości i niskim ciśnieniu (200-400 l/min) zapewnia skuteczne odprowadzanie ciepła bez nadmiernych sił skrawania.
Wstępne kondycjonowanie maszyny obejmuje uruchamianie wrzecion i napędów posuwu poprzez reprezentatywne cykle ruchu przed obróbką produkcyjną. Stabilizuje to temperatury łożysk i wzorce rozszerzalności cieplnej, eliminując dryf wymiarowy powszechny w warunkach zimnego startu.
Optymalizacja parametrów procesu
Parametry skrawania do obróbki z wąską tolerancją priorytetowo traktują dokładność wymiarową i integralność powierzchni nad maksymalną produktywnością. Konserwatywne parametry zapewniają spójną wydajność narzędzia przez cały okres jego żywotności.
Prędkości powierzchniowe zwykle działają 20-30% poniżej maksymalnych zaleceń dla kombinacji materiału/narzędzia. Dla Al 6061-T6 z narzędziami węglikowymi bez powłoki optymalne prędkości powierzchniowe wahają się od 150 do 200 m/min w porównaniu z maksymalnymi możliwościami w pobliżu 300 m/min.
Prędkości posuwu równoważą wymagania dotyczące wykończenia powierzchni z generowaniem siły skrawania. Optymalne posuwy utrzymują ciągłe tworzenie się wiórów, minimalizując jednocześnie ugięcie narzędzia. Dla tolerancji ±0,005 mm posuwy zwykle wahają się od 0,05 do 0,15 mm/ząb w zależności od średnicy narzędzia i geometrii części.
| Materiał | Prędkość skrawania (m/min) | Posuw (mm/ząb) | Aksjalna DOC (mm) | Radialna DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Steel 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Stainless 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titanium Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Frezowanie współbieżne zapewnia doskonałe wykończenie powierzchni i dokładność wymiarową w przypadku pracy z wąską tolerancją. Działanie skrawające wciąga przedmiot obrabiany w mocowanie, zamiast go podnosić, utrzymując spójne pozycjonowanie przez cały cykl obróbki.
Kontrola jakości i protokoły pomiarowe
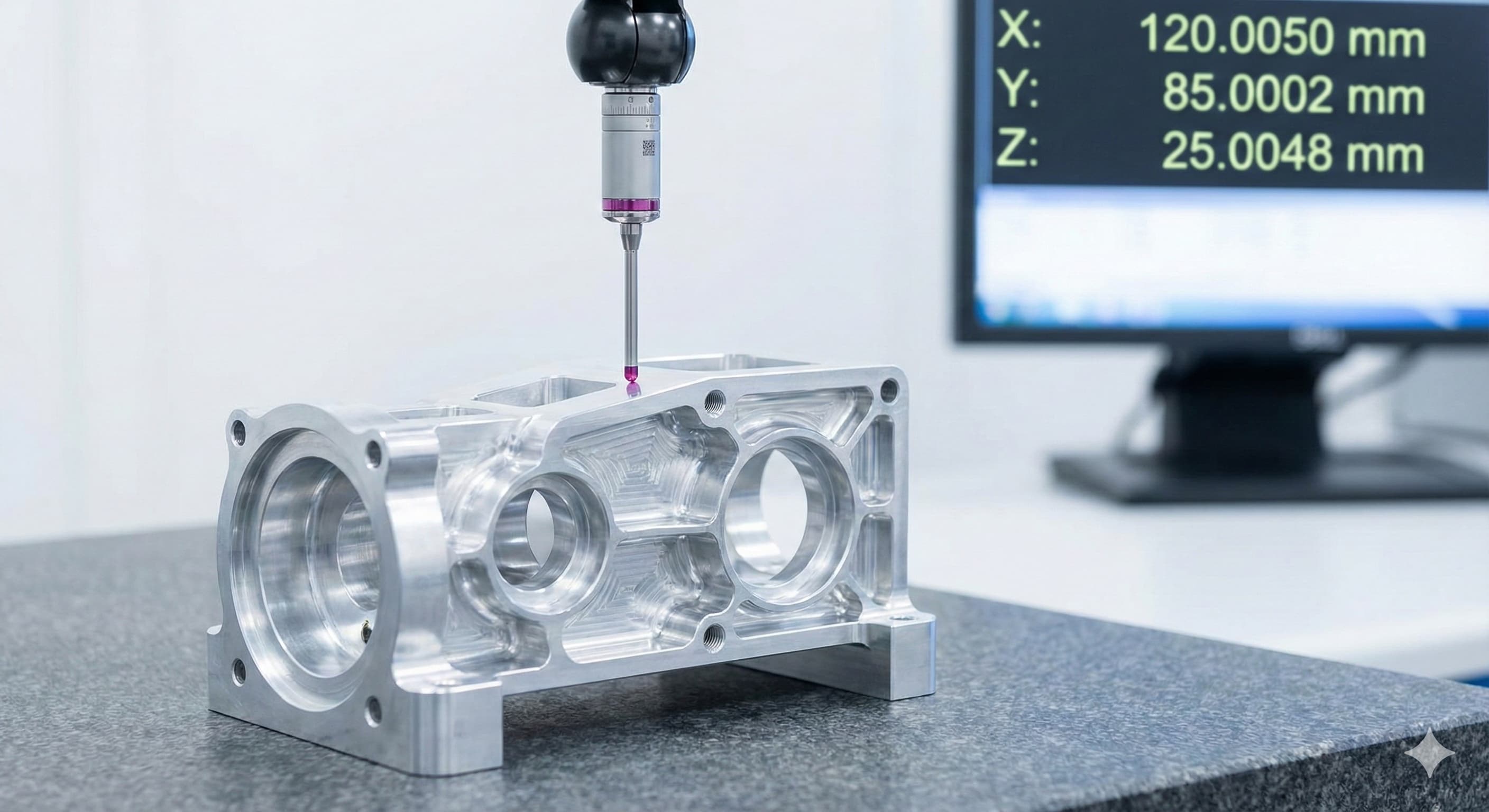
Strategie pomiarowe dla tolerancji ±0,005 mm wymagają instrumentów o dokładności co najmniej 10 razy lepszej niż weryfikowana tolerancja. Wymaga to współrzędnościowych maszyn pomiarowych (CMM) o dokładności objętościowej lepszej niż ±0,0005 mm w całym zakresie pomiarowym.
Wygrzewanie termiczne zapewnia dokładność pomiaru, umożliwiając stabilizację części w temperaturze pomieszczenia pomiarowego. Standardowa praktyka wymaga minimalnego czasu wygrzewania 4 godzin dla części aluminiowych i 8 godzin dla elementów stalowych ze względu na niższą przewodność cieplną.
Budżety niepewności pomiarowej uwzględniają wszystkie źródła błędów, w tym kalibrację instrumentu, efekty środowiskowe, ustawienie części i technikę operatora. Połączona niepewność pomiarowa nie powinna przekraczać 20% weryfikowanej tolerancji – maksymalna niepewność ±0,001 mm dla tolerancji ±0,005 mm.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, z kompleksową dokumentacją wspierającą każdą weryfikację wymiarową.
Zaawansowane techniki dla ekstremalnej precyzji
Obróbka elektroerozyjna drutowa (Wire EDM) zapewnia możliwości wymiarowe wykraczające poza konwencjonalną obróbkę skrawaniem dla określonych geometrii. Wire EDM rutynowo osiąga tolerancje ±0,002 mm na złożonych konturach, zachowując jednocześnie doskonałe właściwości wykończenia powierzchni.
Obróbka wieloosiowa umożliwia kompletną produkcję części w pojedynczych ustawieniach, eliminując kumulację tolerancji z wielu operacji. Pięcioosiowe centra obróbcze o dokładności osi obrotowej lepszej niż ±2 sekundy łuku umożliwiają złożone geometrie przy zachowaniu wąskich tolerancji.
Systemy pomiaru w procesie monitorują wymiary podczas operacji obróbki skrawaniem, umożliwiając kompensację w czasie rzeczywistym zużycia narzędzia i efektów termicznych. Laserowe systemy pomiarowe i sondy dotykowe zapewniają informacje zwrotne dla adaptacyjnych algorytmów sterowania, które utrzymują wymiary w specyfikacji.
W przypadku zastosowań wymagających zarówno precyzyjnej obróbki skrawaniem, jak i produkcji seryjnej, nasze kompleksowe usługi produkcyjne obejmują specjalistyczne możliwości pracy z wąską tolerancją wraz z metodami produkcji wielkoseryjnej.
Koszty i optymalizacja ekonomiczna
Obróbka z wąską tolerancją wiąże się ze znacznymi premiami kosztowymi w porównaniu ze standardową obróbką tolerancyjną. Zrozumienie tych czynników kosztowych umożliwia podejmowanie świadomych decyzji projektowych, które równoważą wymagania dotyczące wydajności z ograniczeniami ekonomicznymi.
Koszty konfiguracji dramatycznie rosną w przypadku pracy z wąską tolerancją ze względu na specjalistyczne mocowanie, dłuższe czasy konfiguracji i rozbudowane wymagania dotyczące kontroli pierwszej sztuki. Koszty konfiguracji zwykle stanowią 40-60% całkowitego kosztu zlecenia dla małych ilości, w porównaniu z 15-25% dla standardowej pracy tolerancyjnej.
Czasy cykli obróbki wydłużają się ze względu na konserwatywne parametry skrawania, dodatkowe przejścia wykańczające i potencjalne kontrole w środku cyklu. Spodziewaj się 2-3 razy dłuższych czasów cykli w porównaniu ze standardową obróbką tolerancyjną dla podobnych geometrii.
| Zakres tolerancji | Mnożnik czasu konfiguracji | Mnożnik czasu cyklu | Całkowity wpływ na koszt |
|---|---|---|---|
| ±0.1mm (Standard) | 1.0x | 1.0x | Linia bazowa |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Koszty kontroli jakości znacznie rosną ze względu na specjalistyczny sprzęt pomiarowy, wydłużone czasy kontroli i kompleksowe wymagania dotyczące dokumentacji. Same koszty kontroli CMM mogą stanowić 15-25% całkowitego kosztu produkcji części z wąską tolerancją.
Wytyczne projektowe dotyczące produkowalności
Optymalizacja projektu pod kątem produkowalności z wąską tolerancją wymaga zrozumienia interakcji między wymaganiami geometrycznymi a ograniczeniami produkcyjnymi. Właściwe decyzje projektowe podjęte na wczesnym etapie procesu rozwoju mogą radykalnie obniżyć koszty produkcji, poprawiając jednocześnie jakość wyników.
Dostępność cech wpływa zarówno na osiągalność tolerancji, jak i na koszt. Cechy wewnętrzne wymagające długich narzędzi o małej średnicy stwarzają znaczne wyzwania związane z ugięciem. Tam, gdzie to możliwe, projektuj cechy dostępne za pomocą krótkich, sztywnych narzędzi lub rozważ podejście do obróbki wielostronnej.
Specyfikacje promieni narożnych powinny odzwierciedlać możliwości narzędzia, a nie wyłącznie wymagania funkcjonalne. Narożniki wewnętrzne o promieniu mniejszym niż 0,5 mm wymagają specjalistycznych mikro narzędzi o ograniczonej sztywności. Standardowe promienie narożne frezu 0,1-0,2 mm zapewniają dobry kompromis między funkcjonalnością a produkowalnością.
Nasza wiedza specjalistyczna w zakresie weryfikacji CAD i analizy produkowalności pomaga zidentyfikować potencjalne problemy przed rozpoczęciem produkcji, oszczędzając czas i obniżając koszty, zapewniając jednocześnie prawidłowe zrealizowanie zamierzeń projektowych w komponentach końcowych.
Integracja z innymi procesami produkcyjnymi
Obróbka z wąską tolerancją często stanowi jeden z etapów w wieloetapowej sekwencji produkcyjnej. Zrozumienie, w jaki sposób obróbka integruje się z innymi procesami, zapewnia optymalne ogólne wyniki i zapobiega problemom na dalszych etapach.
Operacje obróbki cieplnej mogą wprowadzać zmiany wymiarowe, które należy uwzględnić w sekwencji obróbki. Zniekształcenia po obróbce cieplnej zwykle wahają się od 0,01 do 0,05 mm w zależności od geometrii części i materiału, co wymaga operacji obróbki wykańczającej po obróbce termicznej.
Obróbka powierzchni, taka jak anodowanie, dodaje 0,005-0,015 mm grubości do części aluminiowych, co wymaga kompensacji w wymiarach przed obróbką. Anodowanie twarde może dodać do 0,025 mm na powierzchnię, co znacząco wpływa na cechy z wąską tolerancją.
W przypadku zastosowań wymagających elementów z tworzyw sztucznych z metalowymi wkładkami, nasze usługi formowania wtryskowego mogą pomieścić precyzyjnie obrobione metalowe wkładki z zachowaniem tolerancji podczas procesu obtrysku, tworząc komponenty hybrydowe, które wykorzystują zalety obu materiałów.
Często zadawane pytania
Jaka dokładność obrabiarki jest wymagana, aby konsekwentnie osiągać tolerancje części ±0,005 mm?
Obrabiarki powinny wykazywać dokładność pozycjonowania lepszą niż ±0,0025 mm i powtarzalność w granicach ±0,001 mm. Zapewnia to odpowiedni margines na zmienność procesu, zużycie narzędzia i efekty termiczne przy jednoczesnym zachowaniu docelowej tolerancji.
Jak dobór materiału wpływa na możliwość osiągnięcia wąskich tolerancji?
Współczynnik rozszerzalności cieplnej materiału i jednorodność mikrostrukturalna są krytycznymi czynnikami. Al 6061-T6 oferuje doskonałą stabilność wymiarową ze względu na jednolite umocnienie i dobrą przewodność cieplną, podczas gdy gatunki łatwoskrawalne mogą mieć mniej spójne właściwości wpływające na wymiary końcowe.
Jakie kontrole środowiskowe są konieczne do obróbki z tolerancją ±0,005 mm?
Kontrola temperatury w zakresie ±1°C jest niezbędna, a ±0,5°C jest preferowane w przypadku krytycznych zastosowań. Kontrola wilgotności w zakresie 45-55% RH zapobiega problemom z kondensacją, a izolacja wibracyjna może być wymagana w obiektach w pobliżu ciężkich maszyn lub transportu.
Jak błędy ugięcia narzędzia skrawającego wpływają na możliwości wąskiej tolerancji?
Ugięcie narzędzia jest zgodne z zależnością L³/D⁴, gdzie ugięcie rośnie z sześcianem długości i maleje z czwartą potęgą średnicy. Frez węglikowy o długości 25 mm i średnicy 6 mm może ugiąć się o 0,003 mm pod wpływem typowych sił skrawania, zużywając 60% budżetu tolerancji ±0,005 mm.
Jaka niepewność pomiarowa jest akceptowalna do weryfikacji tolerancji ±0,005 mm?
Niepewność pomiarowa nie powinna przekraczać 20% weryfikowanej tolerancji, co wymaga maksymalnej niepewności ±0,001 mm dla tolerancji ±0,005 mm. Wymaga to dokładności CMM lepszej niż ±0,0005 mm i odpowiedniej kontroli temperatury podczas pomiaru.
O ile wzrastają czasy konfiguracji i cykli w przypadku pracy z wąską tolerancją?
Czasy konfiguracji zwykle wzrastają 3,5-krotnie ze względu na specjalistyczne mocowanie i rozbudowaną weryfikację konfiguracji. Czasy cykli wzrastają 4,2-krotnie ze względu na konserwatywne parametry skrawania i dodatkowe przejścia wykańczające, co skutkuje ogólnym wpływem kosztów wynoszącym około 6,5-krotności standardowej pracy tolerancyjnej.
Czy Wire EDM może osiągnąć lepsze tolerancje niż konwencjonalna obróbka skrawaniem dla złożonych geometrii?
Wire EDM rutynowo osiąga tolerancje ±0,002 mm na złożonych konturach z doskonałym wykończeniem powierzchni. Jest jednak ograniczony do geometrii przelotowych otworów i ma wolniejsze tempo usuwania materiału, co czyni go odpowiednim do określonych zastosowań, w których konwencjonalna obróbka skrawaniem napotyka ograniczenia geometryczne.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece