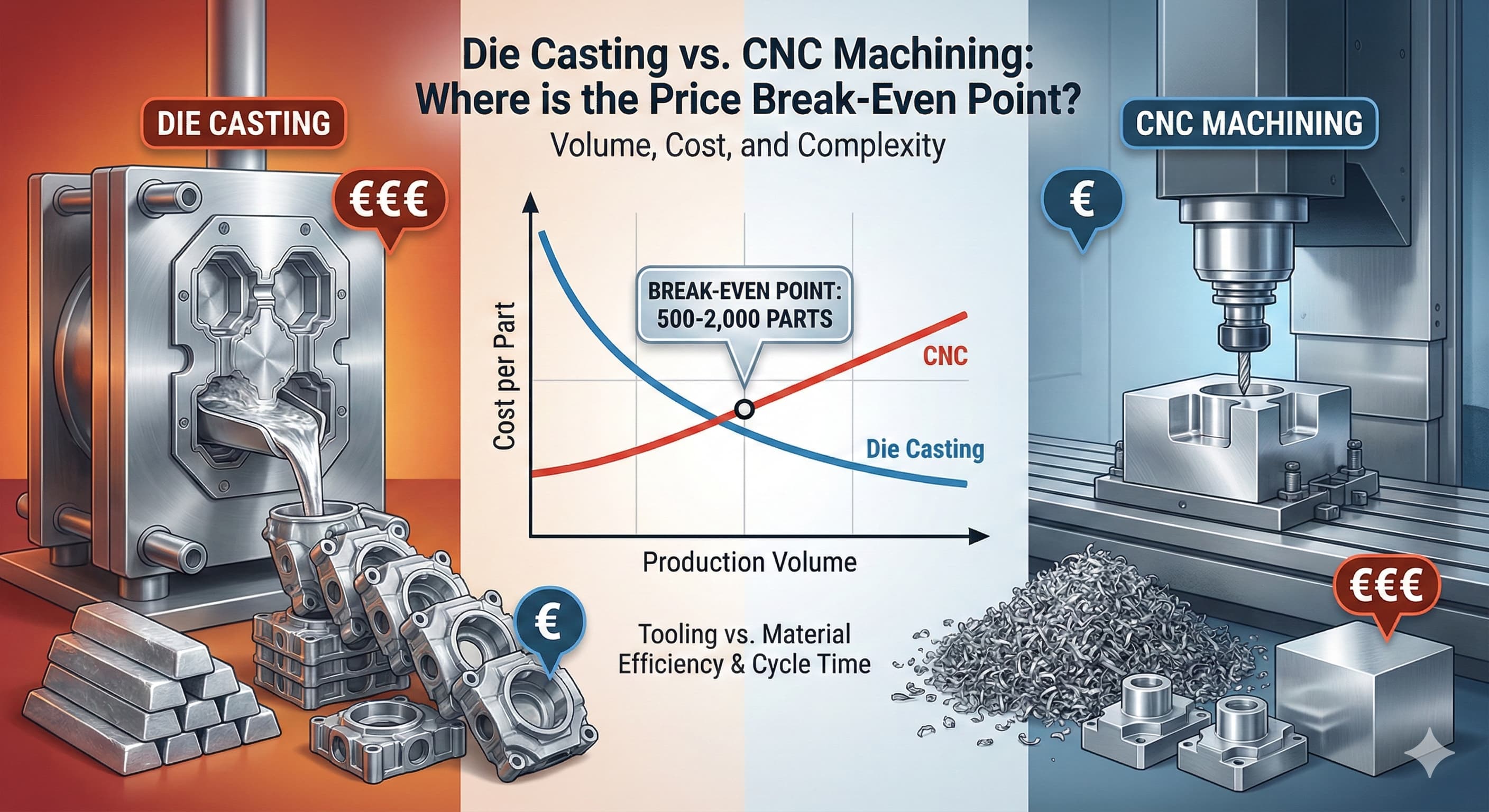
Odlewanie ciśnieniowe a obróbka CNC: Gdzie leży punkt rentowności?
Decyzja między odlewaniem ciśnieniowym a obróbką CNC sprowadza się zasadniczo do ekonomiki wielkości produkcji i wymagań dotyczących złożoności części. Inżynierowie produkcji stają przed tym wyborem codziennie, jednak wielu z nich brakuje precyzyjnych ram matematycznych, aby zidentyfikować prawdziwy punkt rentowności, w którym koszty oprzyrządowania uzasadniają przejście z obróbki na odlewanie.
Niniejsza analiza bada dokładne progi wielkości produkcji, czynniki kosztowe i względy techniczne, które decydują o tym, kiedy odlewanie ciśnieniowe staje się bardziej ekonomiczne niż obróbka CNC w przypadku komponentów metalowych.
Kluczowe wnioski
- Punkt rentowności zazwyczaj występuje między 500 a 2000 części dla komponentów aluminiowych, w zależności od złożoności części i wymagań dotyczących obróbki
- Koszty oprzyrządowania do odlewania ciśnieniowego wahają się od 15 000 do 80 000 EUR, podczas gdy koszty konfiguracji CNC wynoszą od 200 do 1500 EUR za projekt części
- Efektywność wykorzystania materiału przemawia za odlewaniem ciśnieniowym na poziomie 85-95% w porównaniu z obróbką CNC na poziomie 20-40% w przypadku złożonych geometrii
- Wymagania dotyczące wykończenia powierzchni i tolerancji mogą przesunąć punkt rentowności o 200-500% w dowolnym kierunku
Analiza struktury kosztów: Odlewanie ciśnieniowe a obróbka CNC
Zrozumienie podstawowych struktur kosztów ujawnia, dlaczego obliczenia punktu rentowności różnią się znacznie w zależności od specyfikacji części i scenariuszy produkcyjnych.
Składowe kosztów odlewania ciśnieniowego
Koszty odlewania ciśnieniowego składają się z trzech podstawowych elementów: inwestycji w oprzyrządowanie, kosztów materiałów na część i opłat za przetwarzanie. Oprzyrządowanie stanowi największą inwestycję początkową, zwykle w zakresie od 15 000 EUR za proste formy aluminiowe z jednym gniazdem do 80 000 EUR za złożone narzędzia wielogniazdowe wymagające suwaków i skomplikowanych geometrii rdzeni.
Koszty materiałów w odlewaniu ciśnieniowym korzystają z produkcji zbliżonej do kształtu netto. Stop aluminium A380 (odpowiednik EN AC-AlSi9Cu3(Fe)) kosztuje około 2,20-2,80 EUR za kilogram, przy wskaźnikach wykorzystania materiału wynoszących 85-95% dla dobrze zaprojektowanych części. Sam proces odlewania dodaje 0,80-2,50 EUR za część, w zależności od czasu cyklu i wagi części.
Często wymagane operacje dodatkowe obejmują zarządzanie śladami wypychaczy na powierzchniach kosmetycznych, przycinanie wypływek i wiercenie otworów, których nie można odlać ze względu na ograniczenia kąta pochylenia.
Struktura kosztów obróbki CNC
Koszty obróbki CNC przebiegają według innego wzorca, z niższymi kosztami konfiguracji, ale wyższymi kosztami materiałów i przetwarzania na część. Koszty konfiguracji zwykle wahają się od 200 do 1500 EUR za projekt części, w tym programowanie, dobór narzędzi i kontrolę pierwszej sztuki.
Koszty materiałów w obróbce CNC cierpią z powodu znacznego generowania odpadów. Zaczynając od kęsów z kutego aluminium 6061-T6 w cenie 4,20-5,50 EUR za kilogram, złożone części często wymagają usunięcia 60-80% materiału wyjściowego, co daje efektywne koszty materiałów w wysokości 8,50-13,75 EUR za kilogram gotowej części.
Czas obróbki jest bezpośrednio skorelowany ze złożonością części. Proste części wymagające 15-30 minut czasu obróbki w cenie 45-65 EUR za godzinę generują możliwe do opanowania koszty na część. Jednak złożone geometrie wymagające 2-4 godzin czasu obróbki mogą osiągnąć 90-260 EUR za część tylko w kosztach przetwarzania.
| Składnik kosztu | Odlewanie ciśnieniowe | Obróbka CNC | Wpływ na próg rentowności |
|---|---|---|---|
| Początkowy koszt konfiguracji | €15,000-€80,000 | €200-€1,500 | Wyższe wolumeny sprzyjają odlewaniu |
| Efektywność materiałowa | 85-95% | 20-40% | Znacząca przewaga na część |
| Koszt obróbki/część | €0.80-€2.50 | €11.25-€65.00 | Główny czynnik wolumenu |
| Operacje wtórne | €1.50-€8.00 | €0.50-€3.00 | Umiarkowany wpływ |
Matematyczna analiza punktu rentowności
Obliczenie punktu rentowności wymaga ustalenia, kiedy całkowite koszty odlewania ciśnieniowego są równe całkowitym kosztom obróbki CNC w całym okresie produkcji.
Podstawowy wzór na punkt rentowności
Wielkość produkcji w punkcie rentowności = (Koszt oprzyrządowania do odlewania - Koszt konfiguracji CNC) ÷ (Koszt CNC na część - Koszt odlewania ciśnieniowego na część)
Dla typowej aluminiowej obudowy o wadze 250 gramów:
Scenariusz odlewania ciśnieniowego:
- Koszt oprzyrządowania: 35 000 EUR
- Koszt materiału na część: 0,55 EUR (250 g × 2,20 EUR/kg)
- Koszt przetwarzania: 1,20 EUR
- Operacje dodatkowe: 2,80 EUR
- Całkowity koszt na część: 4,55 EUR
Scenariusz obróbki CNC:
- Koszt konfiguracji: 800 EUR
- Koszt materiału na część: 2,65 EUR (kęs 625 g × 4,25 EUR/kg, wykorzystanie 40%)
- Koszt przetwarzania: 28,50 EUR (38 minut × 45 EUR/godzinę)
- Operacje dodatkowe: 1,20 EUR
- Całkowity koszt na część: 32,35 EUR
Obliczenie punktu rentowności: (35 000 EUR - 800 EUR) ÷ (32,35 EUR - 4,55 EUR) = 1230 części
Scenariusze kosztowe oparte na wielkości produkcji
Rzeczywiste punkty rentowności różnią się znacznie w zależności od złożoności części i wymagań specyfikacji. Proste wsporniki i obudowy zwykle osiągają punkt rentowności między 500 a 1200 części, podczas gdy złożone zespoły ze skomplikowanymi cechami wewnętrznymi mogą nie uzasadniać odlewania ciśnieniowego aż do 3000-5000 części.
| Złożoność części | Zakres kosztów oprzyrządowania | Wolumen progu rentowności | Przykładowe zastosowania |
|---|---|---|---|
| Prosta (Podstawowa geometria) | €15,000-€25,000 | 400-800 części | Wsporniki, proste obudowy |
| Umiarkowana (Niektóre cechy) | €25,000-€45,000 | 800-1,800 części | Obudowy elektroniczne |
| Złożona (Wiele suwaków) | €45,000-€80,000 | 1,500-4,000 części | Komponenty samochodowe |
| Wysoce złożona | €80,000+ | 3,000+ części | Obudowy przekładni |
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w ciągu 24 godzin od Microns Hub.
Czynniki techniczne wpływające na obliczenia punktu rentowności
Kilka względów technicznych może radykalnie przesunąć obliczenia punktu rentowności poza prostą ekonomię wielkości produkcji.
Wymagania dotyczące tolerancji i wykończenia powierzchni
Wysokie wymagania dotyczące tolerancji sprzyjają obróbce CNC, szczególnie w przypadku wymiarów wymagających ±0,025 mm lub lepiej. Odlewanie ciśnieniowe zwykle osiąga ±0,1 mm na wymiarach poza linią podziału, przy czym wymiary linii podziału utrzymują ±0,2 mm w optymalnych warunkach.
Krytyczne wymiary często wymagają operacji obróbki po odlewaniu, co dodaje 3,50-12,00 EUR za część, w zależności od złożoności konfiguracji. Gdy ponad 30% cech części wymaga dodatkowej obróbki, punkt rentowności może przesunąć się z 1200 części do 2800 części dla tego samego komponentu.
Wymagania dotyczące wykończenia powierzchni również wpływają na ekonomię. Odlewanie ciśnieniowe naturalnie wytwarza powierzchnie Ra 1,6-3,2 μm, podczas gdy obróbka CNC może osiągnąć Ra 0,8-1,6 μm bezpośrednio. Aplikacje kosmetyczne wymagające Ra 0,4 μm lub lepiej wymagają dodatkowych operacji polerowania kosztujących 8,50-25,00 EUR za część.
Wpływ doboru materiału
Wybór materiału znacząco wpływa na obliczenia punktu rentowności zarówno poprzez koszty surowców, jak i względy dotyczące przetwarzania. Stopy aluminium A380 i A383 (EN AC-AlSi9Cu3(Fe) i EN AC-AlSi10Mg(Cu)) oferują doskonałą odlewalność w cenie 2,20-2,80 EUR za kilogram, podczas gdy alternatywy o wysokiej wytrzymałości, takie jak A357 (EN AC-AlSi7Mg0.3), kosztują 3,20-4,10 EUR za kilogram.
W przypadku zastosowań wymagających obróbki cieplnej w stanie T6 dla zastosowań konstrukcyjnych, do obliczeń punktu rentowności należy włączyć dodatkowe koszty w wysokości 2,80-5,20 EUR za część.
Obróbka CNC oferuje szerszą elastyczność materiałową, w tym gatunki takie jak 6061-T6, 7075-T6 i 2024-T4, których nie można odlewać ciśnieniowo. Jednak egzotyczne stopy mogą kosztować 8,50-18,00 EUR za kilogram, co dodatkowo sprzyja odlewaniu ciśnieniowemu w przypadku produkcji wielkoseryjnej.
| Gatunek materiału | Przydatność do odlewania ciśnieniowego | Koszt za kg | Wpływ na próg rentowności |
|---|---|---|---|
| A380 (AlSi9Cu3) | Doskonała | €2.20-€2.80 | Linia bazowa |
| A356 (AlSi7Mg0.3) | Dobra | +15% wolumenu | 6061-T6 |
| Nieodpowiedni | €4.20-€5.50 | Tylko CNC | 7075-T6 |
| Nieodpowiedni | €8.50-€12.00 | Tylko CNC | Współczynnik czasu |
Scenariusze wielkości produkcji i drzewa decyzyjne
Różne scenariusze produkcyjne wymagają dostosowanych podejść analitycznych w celu określenia optymalnych metod wytwarzania.
Produkcja małoseryjna (50-500 części)
Produkcja małoseryjna niemal powszechnie sprzyja obróbce CNC ze względu na wyzwania związane z amortyzacją kosztów oprzyrządowania. Nawet proste narzędzia do odlewania ciśnieniowego kosztujące 15 000 EUR skutkują kosztami oprzyrządowania w wysokości 30-300 EUR za część, zanim zostaną uwzględnione koszty przetwarzania.
Wyjątki występują, gdy części wymagają rozległych operacji obróbki przekraczających 3-4 godziny na część lub gdy straty materiału zbliżają się do 85-90% wagi początkowego kęsa. W tych scenariuszach nawet małe serie 200-300 części mogą uzasadniać proste narzędzia do odlewania.
Serie prototypowe i przedprodukcyjne korzystają z elastyczności obróbki CNC, umożliwiając iteracje projektu bez modyfikacji oprzyrządowania. Koszty konfiguracji w wysokości 200-800 EUR za zmianę projektu pozostają możliwe do opanowania w porównaniu z modyfikacjami formy wtryskowej w cenie 5000-15 000 EUR.
Produkcja średnioseryjna (500-5000 części)
Produkcja średnioseryjna stanowi krytyczną strefę decyzyjną, w której analiza punktu rentowności staje się niezbędna. Złożoność części, wymagania dotyczące tolerancji i dobór materiału mają duży wpływ na optymalny wybór metody wytwarzania.
Proste części z luźnymi tolerancjami (±0,2 mm) zwykle sprzyjają odlewaniu ciśnieniowemu powyżej 800-1200 części. Złożone części wymagające wielu operacji dodatkowych mogą nie uzasadniać odlewania aż do 2500-3500 części, w zależności od wymagań dotyczących czasu obróbki.
Koszty materiałów stają się coraz ważniejsze w przypadku średnich serii. Części wymagające egzotycznych stopów dostępnych tylko w postaci kutych wymagają obróbki CNC niezależnie od wielkości produkcji. I odwrotnie, części kompatybilne ze standardowymi stopami do odlewania korzystają z poprawionej efektywności wykorzystania materiału.
Produkcja wielkoseryjna (ponad 5000 części)
Produkcja wielkoseryjna zdecydowanie sprzyja odlewaniu ciśnieniowemu w przypadku części kompatybilnych ze stopami do odlewania i ograniczeniami geometrycznymi. Koszty oprzyrządowania amortyzują się do 0,50-8,00 EUR za część, co sprawia, że całkowite koszty części są znacznie niższe niż alternatywy CNC.
Narzędzia wielogniazdowe stają się ekonomicznie opłacalne przy wielkości produkcji przekraczającej 8000-12 000 części rocznie. Formy czterogniazdowe zwiększają początkowe koszty oprzyrządowania o 40-60%, ale zmniejszają koszty przetwarzania na część o 35-45%, co dodatkowo poprawia ekonomię odlewania ciśnieniowego.
Możliwości integracji automatyzacji pojawiają się przy dużych seriach, a zautomatyzowane przycinanie i operacje dodatkowe zmniejszają koszty pracy o 0,80-2,20 EUR za część. Obróbka CNC stoi w obliczu wyzwań związanych z automatyzacją ze względu na zmienne czasy cykli i wymagania dotyczące konfiguracji.
Względy specyficzne dla branży
Różne branże wykazują różne wzorce punktu rentowności w oparciu o typowe cechy części i wymagania dotyczące wydajności.
Zastosowania motoryzacyjne
Komponenty motoryzacyjne zwykle charakteryzują się złożoną geometrią z umiarkowanymi wymaganiami dotyczącymi tolerancji, co sprzyja odlewaniu ciśnieniowemu przy stosunkowo niskich seriach 1200-2800 części rocznie. Presja na redukcję masy napędza wymagania dotyczące odlewania cienkościennego, zwiększając złożoność i koszty oprzyrządowania.
Wymagania dotyczące bezpieczeństwa w razie wypadku często wymagają określonych właściwości materiałowych osiągalnych tylko dzięki kutym gatunkom aluminium, co wymusza wybór obróbki CNC niezależnie od wielkości produkcji. Krytyczne elementy konstrukcyjne wymagające poziomów wytrzymałości 7075-T6 nie mogą wykorzystywać alternatyw odlewania ciśnieniowego.
Presja na koszty w zastosowaniach motoryzacyjnych sprawia, że analiza punktu rentowności jest krytyczna, a docelowe koszty produkcji często decydują o wyborze metody produkcji. Roczne zobowiązania dotyczące wielkości produkcji umożliwiają amortyzację inwestycji w oprzyrządowanie w ciągu 3-5 lat cyklu życia modelu.
Elektronika i produkty konsumenckie
Zastosowania w elektronice kładą nacisk na wąskie tolerancje i doskonałe wykończenie powierzchni, często wymagając dodatkowych operacji obróbki nawet przy użyciu podstawowych procesów odlewania ciśnieniowego. Wymagania dotyczące ekranowania EMI mogą wymagać określonych gatunków materiałów lub obróbki powierzchni.
Szybkie cykle rozwoju produktu sprzyjają obróbce CNC w przypadku początkowych serii produkcyjnych, z potencjalnym przejściem na odlewanie ciśnieniowe w przypadku udanych produktów przekraczających 2000-3000 sztuk rocznie. Optymalizacja projektu pod kątem odlewania często następuje podczas zarządzania cyklem życia produktu.
Wymagania kosmetyczne w elektronice użytkowej często wymagają dodatkowych operacji wykończeniowych kosztujących 5,50-18,00 EUR za część, co znacząco wpływa na obliczenia punktu rentowności. Anodowanie, malowanie proszkowe i operacje polerowania muszą być uwzględnione w całkowitych kosztach produkcji.
Oceniając opcje produkcyjne, Microns Hub zapewnia bezpośrednie relacje z producentami, zapewniając doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna obejmuje zarówno możliwości odlewania ciśnieniowego, jak i obróbki CNC, co pozwala na obiektywne rekomendacje oparte wyłącznie na wymaganiach Twojego projektu, a nie na ograniczeniach procesu.
Zaawansowane strategie optymalizacji kosztów
Oprócz podstawowych obliczeń punktu rentowności, kilka zaawansowanych strategii może zoptymalizować koszty produkcji i poprawić dokładność podejmowania decyzji.
Hybrydowe podejścia produkcyjne
Połączenie operacji odlewania ciśnieniowego i obróbki CNC może zoptymalizować zarówno koszty, jak i wydajność w określonych zastosowaniach. Podejścia typu "odlew-a-następnie-obróbka" wykorzystują odlewanie ciśnieniowe do tworzenia podstawowej geometrii, a następnie operacje CNC dla krytycznych wymiarów i wykończeń powierzchni.
To hybrydowe podejście działa skutecznie, gdy 60-70% geometrii części można odlać do kształtu zbliżonego do netto, a pozostałe cechy wymagają tolerancji ±0,025 mm lub lepszych wykończeń powierzchni. Wielkości produkcji w punkcie rentowności zwykle wahają się od 800 do 1800 części, w zależności od złożoności operacji obróbki.
Alternatywy odlewania precyzyjnego należy rozważyć w przypadku złożonych geometrii wewnętrznych niezgodnych z wymaganiami dotyczącymi pochylenia odlewania ciśnieniowego. Chociaż koszty oprzyrządowania są niższe (5000-15 000 EUR), koszty przetwarzania wzrastają do 8,50-25,00 EUR za część, przesuwając punkty rentowności do 2800-5200 części.
Integracja projektowania pod kątem wytwarzania
Optymalizacja projektów części pod kątem wyboru metody wytwarzania może radykalnie poprawić ekonomię punktu rentowności. Projekty odlewania ciśnieniowego korzystają z jednolitej grubości ścianek, dużych kątów pochylenia (1,5-3,0 stopnia) i eliminacji podcięć wymagających złożonego oprzyrządowania.
Projekty obróbki CNC powinny minimalizować głębokie kieszenie, cienkie ścianki i złożone powierzchnie 3D wymagające rozległych ścieżek narzędzi. Kompatybilność ze standardowymi narzędziami zmniejsza koszty konfiguracji o 150-450 EUR za projekt części, poprawiając ekonomię małoseryjną.
Wielofunkcyjne przeglądy projektów z udziałem inżynierów produkcji podczas opracowywania koncepcji mogą zidentyfikować optymalne metody wytwarzania przed szczegółową inwestycją w projekt. Takie podejście zapobiega kosztownym wysiłkom związanym z przeprojektowaniem, gdy następuje skalowanie produkcji.
Dla producentów wymagających zarówno precyzyjnej obróbki, jak i możliwości odlewania, nasze usługi produkcyjne zapewniają zintegrowane rozwiązania obejmujące wiele metod produkcji. Dodatkowo, nasze usługi obróbki blach oferują alternatywne podejścia do zastosowań w obudowach i wspornikach, gdzie ani odlewanie, ani obróbka nie zapewniają optymalnych współczynników kosztów i wydajności.
Względy dotyczące jakości i czasu realizacji
Wybór metody wytwarzania wiąże się z kompromisami wykraczającymi poza czyste względy kosztowe, w tym spójność jakości, czasy realizacji i odporność łańcucha dostaw.
Możliwości kontroli jakości
Jakość odlewania ciśnieniowego zależy w dużej mierze od kontroli procesu i konserwacji oprzyrządowania. Porowatość, zimne szwy i zmienność wymiarowa mogą wpływać na 2-8% produkcji bez odpowiednich kontroli. Wdrożenie statystycznej kontroli procesu dodaje 0,25-0,80 EUR za część, ale zmniejsza wskaźniki odrzutów do poniżej 1%.
Obróbka CNC oferuje doskonałą kontrolę wymiarową i powtarzalność, a zdolne procesy osiągają wartości Cpk 1,67 lub wyższe dla krytycznych wymiarów. Ta przewaga w zakresie niezawodności może uzasadniać wyższe koszty na część w przypadku zastosowań, w których awarie w terenie powodują znaczne ryzyko związane z gwarancją.
Wymagania dotyczące kontroli różnią się znacznie między procesami. Odlewy ciśnieniowe zwykle wymagają 100% kontroli wizualnej i okresowej weryfikacji wymiarowej, podczas gdy części CNC mogą wymagać tylko statystycznego pobierania próbek po kwalifikacji procesu.
Analiza czasu realizacji
Czasy realizacji odlewania ciśnieniowego obejmują 6-16 tygodni na wykonanie oprzyrządowania, a następnie 2-4 tygodnie na zatwierdzenie pierwszej sztuki i optymalizację procesu. Czasy realizacji produkcji zwykle wahają się od 3 do 8 tygodni, w zależności od wymagań dotyczących wielkości produkcji i złożoności.
Obróbka CNC oferuje krótsze początkowe czasy realizacji wynoszące 1-3 tygodnie w przypadku pierwszych sztuk, przy czym skalowalność produkcji jest ograniczona możliwościami maszyny. Produkcja CNC o dużej wielkości może wymagać czasów realizacji wynoszących 6-12 tygodni ze względu na ograniczenia wydajności.
Zakłócenia w łańcuchu dostaw wpływają inaczej na odlewanie ciśnieniowe i obróbkę CNC. Odlewanie ciśnieniowe zależy od specjalistycznego sprzętu i dostawców oprzyrządowania, podczas gdy obróbka CNC wykorzystuje szerzej dostępne obrabiarki i standardowe oprzyrządowanie.
| Odlewanie ciśnieniowe | Obróbka CNC | Wpływ strategiczny | Konfiguracja początkowa |
|---|---|---|---|
| 6-16 tygodni | 1-3 tygodnie | Sprzyja CNC w nagłych przypadkach | Pierwszy artykuł |
| 2-4 tygodnie | 3-7 dni | Przewaga CNC | Skalowanie produkcji |
| 2-4 tygodnie | 4-8 tygodni | Odlewanie skaluje się szybciej | Zmiany w projekcie |
| 4-12 tygodni | 1-2 tygodnie | Przewaga elastyczności CNC |
Często zadawane pytania
Jaki jest typowy punkt rentowności między odlewaniem ciśnieniowym a obróbką CNC dla części aluminiowych?
Punkty rentowności zwykle wahają się od 500 do 2000 części dla komponentów aluminiowych, w zależności od złożoności części i wymagań dotyczących obróbki. Proste wsporniki mogą osiągnąć punkt rentowności przy 400-800 częściach, podczas gdy złożone obudowy wymagające wielu operacji dodatkowych mogą nie uzasadniać odlewania ciśnieniowego aż do 2500-4000 części. Dokładny punkt rentowności zależy od kosztów oprzyrządowania (15 000-80 000 EUR), efektywności wykorzystania materiału i kosztów przetwarzania na część.
Jak wymagania dotyczące tolerancji wpływają na wybór między odlewaniem ciśnieniowym a obróbką CNC?
Odlewanie ciśnieniowe zwykle osiąga ±0,1 mm na wymiarach poza linią podziału i ±0,2 mm na cechach linii podziału. Obróbka CNC może utrzymać ±0,025 mm lub ciaśniej na krytycznych wymiarach. Gdy ponad 30% cech części wymaga tolerancji ciaśniejszych niż ±0,1 mm, punkty rentowności mogą przesunąć się z 1200 części do 2800 części ze względu na wymagane operacje obróbki dodatkowej kosztujące 3,50-12,00 EUR za część.
Jakie materiały można stosować w odlewaniu ciśnieniowym w porównaniu z obróbką CNC?
Odlewanie ciśnieniowe jest ograniczone do stopów takich jak A380, A383 i A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) kosztujących 2,20-4,10 EUR za kilogram. Obróbka CNC może wykorzystywać stopy kute, w tym 6061-T6, 7075-T6 i 2024-T4, choć przy wyższych kosztach materiałów wynoszących 4,20-18,00 EUR za kilogram. Zastosowania wymagające stopów o wysokiej wytrzymałości, takich jak 7075-T6, muszą wykorzystywać obróbkę CNC niezależnie od wielkości produkcji.
Jakie są główne czynniki kosztowe w odlewaniu ciśnieniowym w porównaniu z obróbką CNC?
Koszty odlewania ciśnieniowego są napędzane przez początkową inwestycję w oprzyrządowanie (15 000-80 000 EUR) i stosunkowo niskie koszty na część (4,50-8,50 EUR). Obróbka CNC charakteryzuje się niskimi kosztami konfiguracji (200-1500 EUR), ale wysokimi kosztami na część ze względu na straty materiałowe (wskaźnik odpadów 60-80%) i opłaty za czas przetwarzania w wysokości 45-65 EUR za godzinę. Efektywność wykorzystania materiału zdecydowanie sprzyja odlewaniu ciśnieniowemu na poziomie 85-95% w porównaniu z 20-40% w przypadku obróbki CNC.
Jak złożoność części wpływa na wybór metody wytwarzania?
Proste części o podstawowej geometrii sprzyjają odlewaniu ciśnieniowemu przy wielkości produkcji powyżej 400-800 części. Złożone części wymagające suwaków, wielu podcięć lub skomplikowanych cech wewnętrznych zwiększają koszty oprzyrządowania do 45 000-80 000 EUR+, przesuwając punkty rentowności do 1500-4000 części. Obróbka CNC radzi sobie ze złożonymi geometriami bez kar za oprzyrządowanie, ale cierpi z powodu wydłużonych czasów cykli i strat materiałowych w przypadku skomplikowanych części.
Jakie operacje dodatkowe są zwykle wymagane dla każdego procesu?
Odlewanie ciśnieniowe powszechnie wymaga przycinania wypływek, wiercenia otworów, których nie można odlać ze względu na kąty pochylenia, i obróbki krytycznych wymiarów, co dodaje 1,50-8,00 EUR za część. Obróbka CNC zwykle wymaga minimalnych operacji dodatkowych (0,50-3,00 EUR za część), takich jak gratowanie i czyszczenie. Jednak zastosowania kosmetyczne mogą wymagać dodatkowej obróbki powierzchni dla obu procesów, kosztującej 5,50-25,00 EUR za część.
Jak porównać czasy realizacji między odlewaniem ciśnieniowym a obróbką CNC?
Odlewanie ciśnieniowe wymaga 6-16 tygodni na wykonanie oprzyrządowania plus 2-4 tygodnie na optymalizację procesu, ale następnie oferuje szybkie skalowanie produkcji. Obróbka CNC zapewnia czasy realizacji 1-3 tygodni w przypadku pierwszych sztuk i większą elastyczność w zakresie zmian projektu (1-2 tygodnie w porównaniu z 4-12 tygodniami w przypadku modyfikacji formy). Produkcja CNC o dużej wielkości może napotkać ograniczenia wydajności wymagające czasów realizacji wynoszących 6-12 tygodni, podczas gdy odlewanie ciśnieniowe skaluje się wydajniej po zakończeniu oprzyrządowania.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece