Ślady po wypychaczach: Projektowanie "bezpiecznych stref" na kosmetycznych powierzchniach odlewów
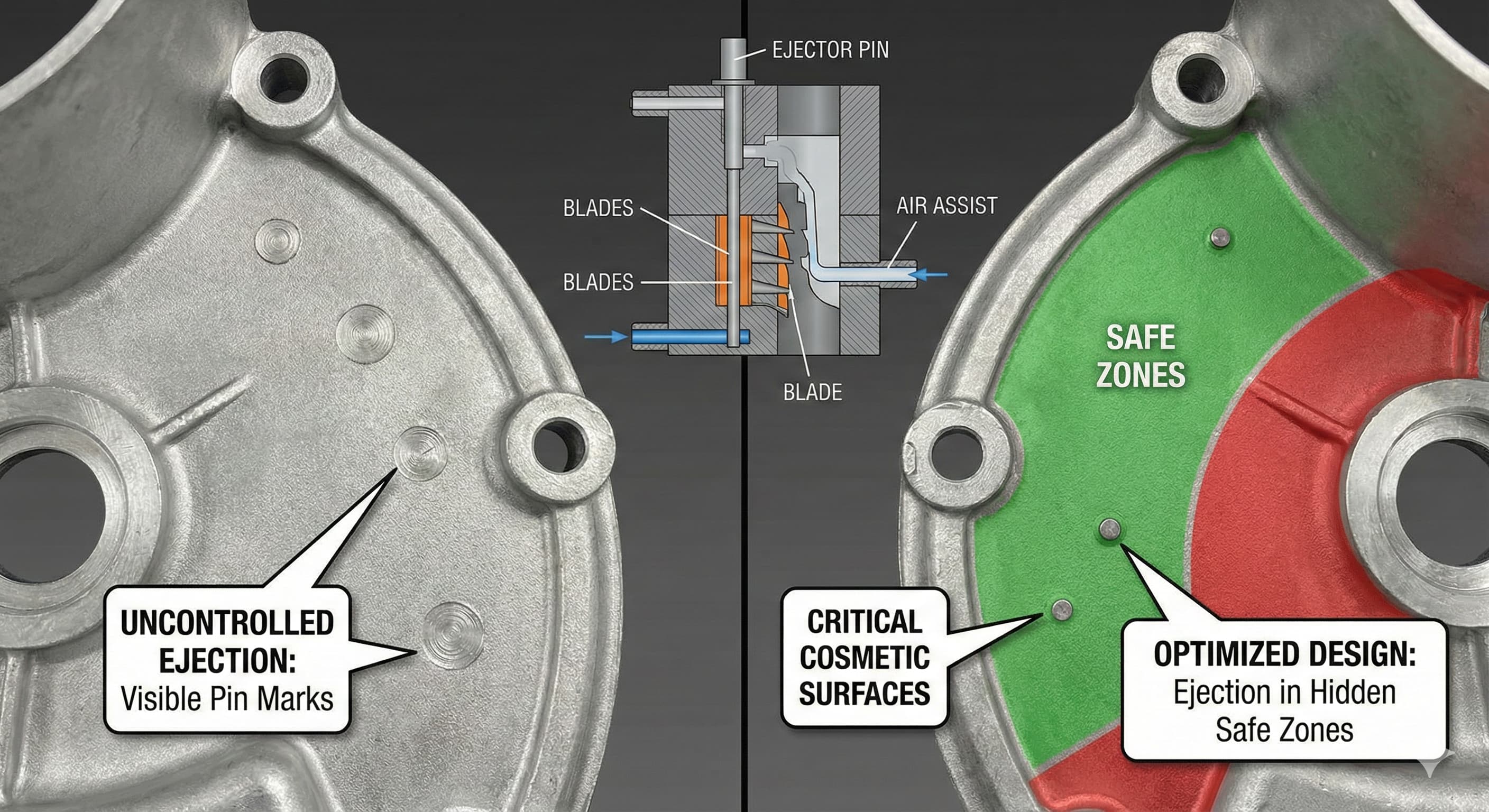
Ślady po wypychaczach stanowią jedno z najbardziej uporczywych wyzwań jakościowych w produkcji części odlewanych, szczególnie gdy komponenty posiadają widoczne powierzchnie kosmetyczne. Te pozornie drobne niedoskonałości powierzchni mogą przekształcić idealny odlew w odrzut, podnosząc koszty i wydłużając terminy dostaw. Strategiczne rozmieszczenie wypychaczy wymaga systematycznego podejścia, które równoważy efektywność produkcji z wymaganiami estetycznymi.
Zrozumienie powstawania śladów po wypychaczach zaczyna się od rozpoznania podstawowych praw fizyki. Podczas wypychania, zlokalizowane koncentracje naprężeń tworzą trwałe strefy deformacji o średnicy od 0,2 mm do 2,0 mm, w zależności od geometrii wypychacza i właściwości materiału. Ślady te pojawiają się jako okrągłe wgłębienia, wypukłości lub zmiany tekstury, które stają się szczególnie widoczne na powierzchniach polerowanych lub anodowanych.
Kluczowe wnioski
- Ślady po wypychaczach tworzą trwałe defekty powierzchni o średnicy 0,2-2,0 mm poprzez zlokalizowaną koncentrację naprężeń podczas wypychania części
- Strategiczne rozmieszczenie "bezpiecznych stref" wymaga analizy geometrii części, kątów pochylenia i wymagań dotyczących powierzchni kosmetycznych już we wczesnej fazie projektowania
- Średnica wypychacza, siła wypychania i twardość materiału bezpośrednio wpływają na dotkliwość i widoczność śladów na wykończonych powierzchniach
- Zaawansowane techniki, w tym wypychanie listwowe, płyty wypychające i systemy wspomagania powietrzem, mogą zminimalizować lub wyeliminować widoczne ślady
Zrozumienie powstawania śladów po wypychaczach
Powstawanie śladów po wypychaczach zachodzi poprzez złożoną interakcję sił mechanicznych, właściwości materiału i warunków termicznych. Kiedy wypychacze stykają się z odlewaną częścią, tworzą zlokalizowane pola naprężeń, które przekraczają granicę sprężystości materiału, powodując trwałe odkształcenie plastyczne.
Twardość materiału odgrywa kluczową rolę w dotkliwości śladów. Stopy aluminium, takie jak A380 (typowo twardość 80-100 HB), wykazują inne charakterystyki śladów w porównaniu do A356-T6 (twardość 70-95 HB). Materiały bardziej miękkie generalnie wykazują bardziej wyraźne ślady, podczas gdy twardsze stopy mogą wykazywać mniej widoczne odkształcenia, ale mogą doświadczać pęknięć powierzchni pod wpływem nadmiernych sił wypychania.
Efekty temperaturowe potęgują problem śladów. Części wypychane w temperaturach powyżej 200°C wykazują zwiększoną podatność na ślady ze względu na zmniejszoną granicę plastyczności. Odwrotnie, części, które ostygną poniżej 150°C przed wypchnięciem, wykazują znacznie zmniejszoną głębokość śladów, chociaż ten okres chłodzenia wpływa na czas cyklu i produktywność.
| Gatunek materiału | Twardość (HB) | Typowa głębokość oznaczenia (mm) | Zalecana średnica trzpienia (mm) |
|---|---|---|---|
| A380 (odlewane) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Stop Cynku #3 | 95-115 | 0.08-0.20 | 5-8 |
Geometria wypychacza znacząco wpływa na wzorce powstawania śladów. Standardowe cylindryczne wypychacze z krawędziami o promieniu 0,5-1,0 mm tworzą okrągłe odciski, podczas gdy wypychacze z większym promieniem krawędzi (2-3 mm) rozkładają siły na większych powierzchniach, zmniejszając dotkliwość śladów. Jednakże, wypychacze o większym promieniu wymagają zwiększonych sił wypychania i mogą powodować zniekształcenie części w cienkościennych sekcjach.
Zasady projektowania bezpiecznych stref
Efektywne projektowanie bezpiecznych stref zaczyna się od kompleksowej analizy powierzchni podczas wstępnej fazy projektowania. Powierzchnie kosmetyczne wymagają klasyfikacji na trzy kategorie: Klasa A (widoczna i krytyczna), Klasa B (widoczna, ale niekrytyczna) i Klasa C (ukryta lub niewidoczna). Ten system klasyfikacji kieruje strategią rozmieszczenia wypychaczy i dopuszczalnymi tolerancjami śladów.
Optymalizacja kąta pochylenia bezpośrednio wpływa na dostępność bezpiecznych stref. Powierzchnie z odpowiednimi kątami pochylenia (typowo 1-3 stopnie dla odlewania aluminium) zapewniają naturalne wspomaganie wypychania, zmniejszając wymagane siły wypychaczy i rozszerzając potencjalne lokalizacje bezpiecznych stref. Niewystarczające kąty pochylenia zmuszają projektantów do umieszczania wypychaczy na powierzchniach kosmetycznych lub ryzykowania uszkodzenia części podczas wypychania.
Analiza geometryczna ujawnia optymalne charakterystyki bezpiecznych stref. Płaskie powierzchnie prostopadłe do kierunku wypychania zapewniają idealne możliwości umieszczenia wypychaczy, ponieważ siły rozkładają się równomiernie bez tworzenia koncentracji naprężeń. Zakrzywione powierzchnie wymagają starannej analizy lokalnej geometrii, przy czym obszary wklęsłe są generalnie preferowane nad powierzchniami wypukłymi do umieszczania wypychaczy.
Podczas pracy z aplikacjami odlewania piaskowego dla dużych komponentów, planowanie bezpiecznych stref staje się jeszcze bardziej krytyczne ze względu na większe powierzchnie i zwiększoną widoczność defektów.
Dobór rozmiaru wypychaczy i obliczenia siły
Prawidłowy dobór rozmiaru wypychaczy wymaga obliczenia minimalnej średnicy wypychacza potrzebnej do zapobieżenia wyboczeniu przy jednoczesnym zminimalizowaniu nacisku kontaktowego na powierzchnie części. Krytyczne obciążenie wyboczeniowe dla wypychaczy jest zgodne ze wzorem Eulera, zmodyfikowanym dla warunków produkcyjnych:
P_krytyczne = (π² × E × I) / (K × L²)
Gdzie E reprezentuje moduł sprężystości materiału wypychacza (typowo 200 GPa dla stali narzędziowej), I równa się momentowi bezwładności pola powierzchni, K jest współczynnikiem długości efektywnej (2,0 dla warunków swobodnego podparcia), a L reprezentuje niepodpartą długość wypychacza.
Obliczenia nacisku kontaktowego określają potencjał powstawania śladów. Nacisk P = F/A, gdzie F reprezentuje siłę wypychania, a A równa się powierzchni kontaktu wypychacza. Utrzymywanie nacisków kontaktowych poniżej 50 MPa dla stopów aluminium generalnie zapobiega widocznym śladom na powierzchniach kosmetycznych.
| Średnica trzpienia (mm) | Maksymalna długość niepodparta (mm) | Ciśnienie kontaktowe przy 500N (MPa) | Zalecane zastosowanie |
|---|---|---|---|
| 4 | 80 | 39.8 | Lekkie, powierzchnie kosmetyczne |
| 6 | 120 | 17.7 | Standardowe zastosowania |
| 8 | 160 | 9.9 | Wytrzymałe, minimalne znakowanie |
| 10 | 200 | 6.4 | Duże części, rozłożone obciążenia |
Strategie rozkładu siły obejmują użycie wielu mniejszych wypychaczy zamiast mniejszej liczby dużych wypychaczy. Takie podejście rozkłada obciążenia wypychania na szerszych obszarach przy jednoczesnym utrzymaniu indywidualnych sił wypychaczy w dopuszczalnych granicach. Na przykład, cztery wypychacze o średnicy 6 mm zapewniają równoważną powierzchnię kontaktu co jeden wypychacz o średnicy 12 mm, oferując jednocześnie większą elastyczność rozmieszczenia.
Zaawansowane techniki wypychania
Systemy wypychania listwowego oferują doskonałe rozwiązania dla części z rozległymi powierzchniami kosmetycznymi. Systemy te wykorzystują cienkie, płaskie elementy wypychające (typowo o grubości 1-2 mm), które stykają się z częściami wzdłuż liniowych krawędzi, a nie okrągłych punktów. Wypychacze listwowe rozkładają siły na większych obszarach, zmniejszając naciski kontaktowe o 60-80% w porównaniu do konwencjonalnych wypychaczy.
Wypychanie płytą wypychającą zapewnia ostateczne rozwiązanie eliminujące ślady po wypychaczach na powierzchniach kosmetycznych. Płyta wypychająca styka się z całym obwodem części jednocześnie, tworząc jednolite siły wypychania bez zlokalizowanych koncentracji naprężeń. Jednakże, system ten wymaga precyzyjnej obróbki i zwiększa złożoność konstrukcji formy.
Wypychanie wspomagane powietrzem łączy mechaniczne wypychacze z wtryskiem sprężonego powietrza. Ciśnienie powietrza (typowo 0,3-0,8 MPa) uzupełnia mechaniczne siły wypychania, umożliwiając użycie mniejszych wypychaczy lub zmniejszonych sił wypychaczy. Technika ta okazuje się szczególnie skuteczna w przypadku cienkościennych odlewów, gdzie konwencjonalne wypychanie może powodować zniekształcenia.
Aby uzyskać wyniki o wysokiej precyzji, prześlij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Sekwencyjne taktowanie wypychania optymalizuje przykładanie siły podczas całego cyklu wypychania. Początkowy kontakt z niską siłą ustala stabilność części, a następnie następuje stopniowy wzrost siły, gdy część oddziela się od powierzchni formy. Takie podejście zmniejsza szczytowe naciski kontaktowe przy jednoczesnym zachowaniu niezawodnej wydajności wypychania.
Rozważania dotyczące obróbki powierzchni
Obróbka powierzchni po odlewaniu znacząco wpływa na widoczność i akceptowalność śladów po wypychaczach. Procesy anodowania, szczególnie anodowanie kwasem siarkowym typu II, mają tendencję do uwypuklania nierówności powierzchni, w tym śladów po wypychaczach. Anodowa warstwa tlenkowa tworzy się inaczej na zdeformowanych obszarach, tworząc widoczne różnice kolorystyczne, nawet gdy różnice wymiarowe pozostają minimalne.
Aplikacje malowania proszkowego zapewniają doskonałe ukrycie śladów po wypychaczach ze względu na zdolność powłoki do wypełniania drobnych wgłębień powierzchni. Grubość warstwy 60-120 mikrometrów skutecznie maskuje ślady po wypychaczach o głębokości do 0,2 mm, zapewniając jednocześnie trwałą ochronę powierzchni.
Mechaniczna obróbka powierzchni, taka jak śrutowanie lub bębnowanie, może zmniejszyć widoczność śladów po wypychaczach poprzez kontrolowane teksturowanie powierzchni. Procesy te tworzą jednolitą chropowatość powierzchni, która maskuje zlokalizowane wzorce deformacji. Jednakże, zmiany wymiarowe wynikające z usunięcia materiału muszą być uwzględnione w projekcie części.
| Obróbka powierzchni | Redukcja widoczności oznaczenia (%) | Typowy wpływ na koszt (€/część) | Czas przetwarzania (godziny) |
|---|---|---|---|
| Odlewane | 0 | 0 | 0 |
| Śrutowanie | 70-85 | 2-5 | 0.5-1.0 |
| Malowanie proszkowe | 85-95 | 5-12 | 2-4 |
| Anodowanie Typu II | -20 do +10 | 8-15 | 3-6 |
| Trawienie chemiczne | 60-80 | 3-8 | 1-2 |
Trawienie chemiczne zapewnia kolejne podejście do minimalizacji śladów. Kontrolowane trawienie kwasem usuwa 0,05-0,15 mm materiału powierzchniowego, skutecznie eliminując płytkie ślady po wypychaczach przy jednoczesnym tworzeniu jednolitej tekstury powierzchni. Proces ten wymaga precyzyjnego maskowania w celu ochrony krytycznych wymiarów i gwintowanych elementów.
Optymalizacja konstrukcji formy
Optymalizacja konstrukcji formy zaczyna się od kompleksowej analizy wypychania podczas wstępnej fazy projektowania. Nowoczesne systemy CAD umożliwiają analizę elementów skończonych naprężeń wypychania, pozwalając projektantom przewidywać lokalizacje i dotkliwość śladów po wypychaczach przed rozpoczęciem budowy formy.
Algorytmy rozmieszczania wypychaczy uwzględniają jednocześnie wiele czynników: geometrię części, kąty pochylenia, klasyfikację powierzchni, integralność strukturalną i ograniczenia produkcyjne. Oprogramowanie optymalizacyjne szereguje potencjalne lokalizacje wypychaczy na podstawie ważonych kryteriów, zapewniając odpowiednią ochronę powierzchni kosmetycznych.
Podczas integracji z precyzyjnymi usługami obróbki CNC dla operacji wtórnych, lokalizacje wypychaczy muszą uwzględniać późniejsze wymagania dotyczące obróbki i potrzeby mocowania.
Progresywne systemy wypychania sekwencjonują aktywację wypychaczy, aby zminimalizować szczytowe siły. Początkowe wypychacze angażują powierzchnie niekosmetyczne, zapewniając stabilność części przed aktywacją wypychaczy powierzchni kosmetycznych. Takie podejście zmniejsza siły powodujące ślady przy jednoczesnym zachowaniu niezawodności wypychania.
Zarządzanie termiczne w systemach form wpływa na wymagania dotyczące wypychania. Zoptymalizowane kanały chłodzące utrzymują jednolite temperatury formy, zmniejszając przyczepność części i siły wypychania. Różnice temperatur powyżej 30°C między sekcjami formy mogą podwoić wymagane siły wypychania.
Kontrola jakości i inspekcja
Protokoły kontroli jakości dla śladów po wypychaczach wymagają znormalizowanych procedur inspekcji i kryteriów akceptacji. Wizualne standardy inspekcji typowo klasyfikują ślady według średnicy, głębokości i lokalizacji w odniesieniu do powierzchni kosmetycznych.
Pomiar wymiarowy śladów po wypychaczach wykorzystuje metody kontaktowe i bezkontaktowe. Profilometria rysikowa zapewnia precyzyjne pomiary głębokości z rozdzielczością 0,01 mm, podczas gdy optyczne systemy skanowania rejestrują kompletną geometrię śladów, w tym średnicę i charakterystykę krawędzi.
Statystyczna kontrola procesu śledzi trendy śladów po wypychaczach w cyklach produkcyjnych. Karty kontrolne monitorują głębokość śladów, częstotliwość i wzorce lokalizacji, umożliwiając wczesne wykrywanie zużycia formy lub dryfu parametrów procesu.
| Metoda inspekcji | Rozdzielczość (mm) | Czas inspekcji (sekundy) | Koszt sprzętu (€) |
|---|---|---|---|
| Kontrola wzrokowa | 0.1 | 30-60 | 100-500 |
| Profilometria rysikowa | 0.001 | 120-300 | 15,000-50,000 |
| Skanowanie optyczne | 0.005 | 60-180 | 25,000-100,000 |
| Współrzędnościowa maszyna pomiarowa | 0.001 | 180-600 | 80,000-300,000 |
Opracowanie kryteriów akceptacji wymaga współpracy między zespołami projektowymi, produkcyjnymi i jakościowymi. Kryteria muszą równoważyć wymagania kosmetyczne z wykonalnością produkcyjną, uwzględniając czynniki takie jak koszt części, wielkość produkcji i zastosowanie końcowe.
Analiza wpływu kosztów
Łagodzenie śladów po wypychaczach niesie ze sobą znaczące implikacje kosztowe w wielu fazach produkcji. Modyfikacje projektu w celu wyeliminowania wypychania na powierzchniach kosmetycznych mogą zwiększyć złożoność formy o 15-30%, co bezpośrednio wpływa na koszty oprzyrządowania.
Alternatywne systemy wypychania, takie jak płyty wypychające lub wypychacze listwowe, typowo dodają od 5 000 do 25 000 EUR do kosztów formy, w zależności od złożoności części i rozmiaru formy. Jednakże, inwestycje te często okazują się ekonomiczne w przypadku produkcji wielkoseryjnej, gdzie koszty odrzutów części przekraczają premie za oprzyrządowanie.
Operacje wtórne w celu usunięcia lub zamaskowania śladów po wypychaczach wahają się od 1 do 15 EUR za część, w zależności od rodzaju obróbki i rozmiaru części. Ręczne operacje polerowania w celu usunięcia śladów mogą kosztować od 8 do 20 EUR za część, dodając jednocześnie 30-90 minut do czasu przetwarzania.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna w zakresie rozmieszczania wypychaczy i optymalizacji konstrukcji formy oznacza, że każdy projekt odlewniczy otrzymuje dbałość o szczegóły niezbędną dla wymagań dotyczących powierzchni kosmetycznych.
Koszty złomu i przeróbek z powodu odrzuconych części z powodu śladów po wypychaczach typowo wahają się od 50 do 500 EUR za część, w zależności od kosztów materiałów, złożoności obróbki i pilności dostawy. Koszty te często przekraczają inwestycje w optymalizację systemu wypychania w ciągu pierwszych kilku tysięcy wyprodukowanych części.
Integracja z usługami produkcyjnymi
Skuteczne zarządzanie śladami po wypychaczach wymaga integracji w wielu procesach produkcyjnych. Kiedy komponenty wymagają operacji po odlewaniu poprzez nasze usługi produkcyjne, lokalizacje wypychaczy muszą być skoordynowane z wymaganiami dotyczącymi mocowania i obróbki.
Wtórne operacje obróbki mogą wyeliminować ślady po wypychaczach poprzez strategiczne usuwanie materiału. Jednakże, takie podejście wymaga starannej koordynacji między zespołami odlewniczymi i obróbkowymi, aby zapewnić odpowiednie naddatki materiału i kontrolę wymiarową.
Rozważania dotyczące montażu wpływają na rozmieszczenie wypychaczy, gdy ślady występują na powierzchniach, które stykają się z innymi komponentami. Powierzchnie uszczelniające uszczelki, obszary montażu łożysk i gwintowane elementy wymagają szczególnej uwagi, aby zapobiec problemom funkcjonalnym wynikającym ze śladów po wypychaczach.
Procesy obróbki cieplnej, szczególnie odpuszczanie T6 dla konstrukcyjnych części aluminiowych, mogą wpływać na widoczność śladów po wypychaczach poprzez zmiany mikrostrukturalne i wzorce odprężania.
Najczęściej zadawane pytania
Dlaczego ślady po wypychaczach wydają się ciemniejsze po anodowaniu?
Ślady po wypychaczach wydają się ciemniejsze po anodowaniu, ponieważ zlokalizowane odkształcenie plastyczne tworzy różne struktury krystaliczne w aluminium. Te zdeformowane obszary mają zmienioną energię powierzchniową i porowatość, powodując tworzenie się anodowej warstwy tlenkowej o różnej grubości i gęstości. Rezultatem jest widoczna różnica kolorystyczna, nawet gdy różnice wymiarowe są minimalne.
Jak obliczyć minimalną średnicę wypychacza, aby zapobiec wyboczeniu?
Użyj wzoru Eulera na wyboczenie: P_krytyczne = (π² × E × I) / (K × L²). Dla wypychaczy ze stali narzędziowej (E = 200 GPa) oblicz moment bezwładności pola powierzchni I = πd⁴/64, użyj K = 2,0 dla warunków swobodnego podparcia i L jako niepodpartej długości. Upewnij się, że wymagana siła wypychania pozostaje poniżej 70% obliczonego obciążenia krytycznego dla marginesu bezpieczeństwa.
Czy ślady po wypychaczach można całkowicie wyeliminować z widocznych powierzchni?
Tak, poprzez odpowiednie techniki projektowania, w tym wypychanie płytą wypychającą, wypychacze listwowe lub strategiczne rozmieszczenie wypychaczy w niewidocznych obszarach. Płyty wypychające całkowicie eliminują kontakt punktowy, podczas gdy wypychacze listwowe rozkładają siły liniowo. Alternatywne podejścia obejmują wypychanie wspomagane powietrzem lub projektowanie linii podziału w celu umieszczenia wszystkich wypychaczy na ukrytych powierzchniach.
Jaka jest maksymalna dopuszczalna głębokość śladu po wypychaczu dla powierzchni kosmetycznych?
Dla powierzchni kosmetycznych klasy A ślady nie powinny przekraczać 0,05 mm głębokości przy średnicach poniżej 2,0 mm. Powierzchnie klasy B mogą akceptować ślady o głębokości do 0,15 mm. Limity te dotyczą części z naturalnym wykończeniem aluminiowym; części malowane proszkowo mogą akceptować głębsze ślady (do 0,20 mm) ze względu na efekt wypełniania powłoki.
Jak temperatura części podczas wypychania wpływa na dotkliwość śladów po wypychaczach?
Wyższe temperatury wypychania zwiększają dotkliwość śladów ze względu na zmniejszoną granicę plastyczności materiału. Części wypychane powyżej 200°C wykazują o 40-60% głębsze ślady niż te schłodzone do 150°C. Jednakże, czas chłodzenia wpływa na wydajność cyklu. Optymalna temperatura wypychania równoważy dotkliwość śladów z wymaganiami produktywności, typowo 160-180°C dla odlewania aluminium.
Jaki materiał wypychacza zapewnia najlepsze wykończenie powierzchni odlewów aluminiowych?
Wypychacze ze stali narzędziowej hartowanej (58-62 HRC) z polerowanymi powierzchniami zapewniają optymalne rezultaty. Stal narzędziowa H13 oferuje doskonałą odporność na zużycie i stabilność termiczną. Powierzchnie wypychaczy powinny być polerowane do Ra 0,2 μm lub lepiej i pokryte powłoką TiN dla wydłużenia żywotności. Należy unikać bardziej miękkich materiałów wypychaczy, które mogą się zacierać lub odkształcać podczas użytkowania.
Jak zmodernizować istniejące formy, aby zmniejszyć ślady po wypychaczach?
Opcje modernizacji obejmują zwiększenie średnicy wypychacza (jeśli pozwala na to przestrzeń), dodanie większej liczby wypychaczy w celu rozłożenia obciążeń, przejście na wypychacze listwowe w krytycznych obszarach lub wdrożenie systemów wspomagania powietrzem. Każde podejście wymaga starannej analizy istniejącej geometrii formy i ograniczeń strukturalnych. Kompletna konwersja na płytę wypychającą typowo wymaga rozległej modyfikacji formy i może nie być opłacalna dla istniejącego oprzyrządowania.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece