Obróbka wielowypustów: obwiedniowe frezowanie vs. elektroerozyjne cięcie drutem (WEDM) dla precyzyjnych kół zębatych
Wybór optymalnego procesu produkcyjnego do obróbki wielowypustów ma bezpośredni wpływ na precyzję kół zębatych, koszty produkcji i terminy dostaw. Wybór między obwiedniowym frezowaniem a elektroerozyjnym cięciem drutem (WEDM) zasadniczo kształtuje dokładność wymiarową komponentu, jakość wykończenia powierzchni i ogólną wydajność produkcji.
Oba procesy odgrywają odrębne role w produkcji precyzyjnych kół zębatych, jednak ich zastosowania, możliwości i struktury kosztów znacznie się różnią. Zrozumienie tych różnic umożliwia podejmowanie świadomych decyzji dotyczących konkretnych wymagań projektowych.
Kluczowe wnioski
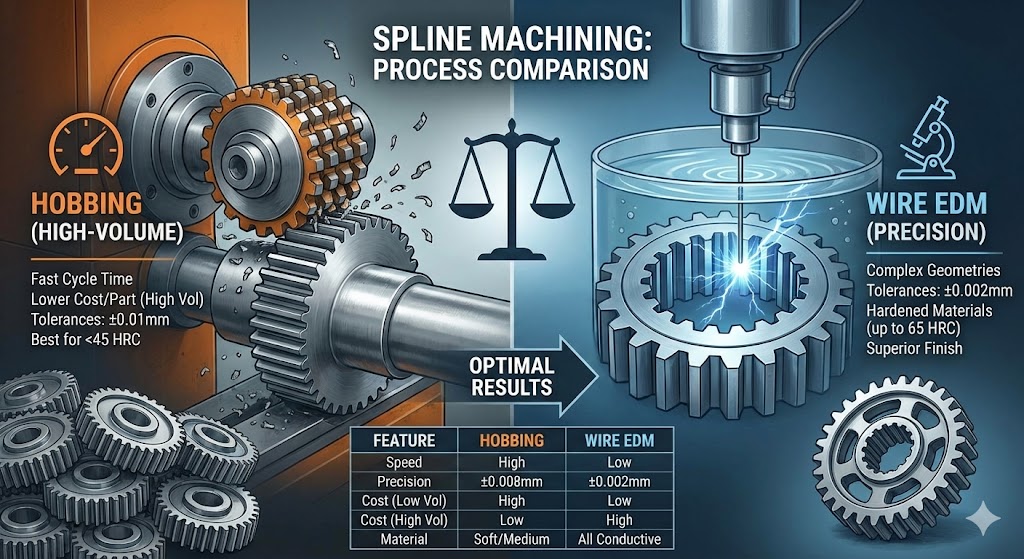
- Frezowanie obwiedniowe doskonale sprawdza się w produkcji wielkoseryjnej, oferując krótsze czasy cyklu i niższe koszty jednostkowe dla standardowych profili wielowypustów
- Elektroerozyjne cięcie drutem (WEDM) zapewnia doskonałą precyzję (tolerancja ±0,002 mm) i obsługuje złożone geometrie, których frezowanie obwiedniowe nie jest w stanie osiągnąć
- Twardość materiału powyżej 45 HRC zazwyczaj wymaga elektroerozyjnego cięcia drutem (WEDM), podczas gdy bardziej miękkie materiały korzystają z wydajności frezowania obwiedniowego
- Punkt przecięcia kosztów występuje przy około 500-1000 częściach, w zależności od złożoności i specyfikacji materiałowych
Zrozumienie podstaw obróbki wielowypustów
Obróbka wielowypustów tworzy precyzyjne profile zębów, które przenoszą moment obrotowy między obracającymi się wałami. Komponenty te wymagają wyjątkowej dokładności geometrii zębów, odstępów i wykończenia powierzchni, aby zapewnić prawidłowe zazębienie i rozkład obciążenia.
Proces produkcyjny musi utrzymywać ścisłe tolerancje w wielu wymiarach: grubość zęba, średnica rdzenia, średnica zewnętrzna i dokładność podziałki. Odchylenia w dowolnym parametrze bezpośrednio wpływają na wydajność koła zębatego, poziom hałasu i żywotność.
Nowoczesne zastosowania wielowypustów obejmują przekładnie samochodowe, siłowniki lotnicze i maszyny przemysłowe, gdzie wymagania dotyczące precyzji często przekraczają ±0,01 mm w krytycznych wymiarach. Spełnienie tych specyfikacji wymaga starannego doboru procesu w oparciu o właściwości materiału, wielkość produkcji i złożoność geometryczną.
Analiza procesu frezowania obwiedniowego
Frezowanie obwiedniowe to ciągły proces generowania, w którym spiralne narzędzie tnące stopniowo usuwa materiał, tworząc zęby wielowypustu. Frez obraca się synchronicznie z obrabianym przedmiotem, tworząc precyzyjne profile zębów poprzez skoordynowane ruchy posuwu.
Proces ten doskonale sprawdza się w produkcji ewolwentowych profili wielowypustów o spójnej geometrii zębów na całej szerokości czoła. Ciągłe działanie cięcia generuje gładkie wykończenia powierzchni, zazwyczaj w zakresie od Ra 1,6 do Ra 3,2 μm, w zależności od parametrów cięcia i stanu narzędzia.
Współczynniki usuwania materiału we frezowaniu obwiedniowym znacznie przekraczają te w elektroerozyjnym cięciu drutem (WEDM), a typowe prędkości cięcia sięgają 200-400 m/min dla elementów stalowych. Ta przewaga produktywności staje się kluczowa w produkcji wielkoseryjnej, gdzie czas cyklu bezpośrednio wpływa na koszty produkcji.
Frezowanie obwiedniowe obsługuje różne typy wielowypustów, w tym ewolwentowe, proste i ząbkowane profile. Jednak proces ten wymaga specjalistycznych narzędzi dla każdej specyfikacji wielowypustu, a koszty frezów wahają się od 2500 do 15 000 EUR, w zależności od wielkości modułu i klasy precyzji.
Ograniczenia procesu obejmują ograniczoną możliwość obróbki wewnętrznych wielowypustów o małych średnicach, trudności z materiałami hartowanymi powyżej 45 HRC oraz ograniczenia geometryczne narzucone przez dostępność narzędzia. Czynniki te należy wziąć pod uwagę podczas faz projektowania i planowania procesu.
Charakterystyka procesu elektroerozyjnego cięcia drutem (WEDM)
Elektroerozyjne cięcie drutem (WEDM) wykorzystuje kontrolowane iskry elektryczne do erozji materiału wzdłuż zaprogramowanej ścieżki. Ciągle poruszająca się elektroda drutowa, zazwyczaj o średnicy 0,15-0,25 mm, tworzy precyzyjne cięcia w materiałach przewodzących prąd elektryczny, niezależnie od twardości.
Proces ten osiąga wyjątkową dokładność wymiarową z tolerancjami sięgającymi ±0,002 mm w krytycznych wymiarach. Ten poziom precyzji okazuje się niezbędny w zastosowaniach lotniczych i systemach kół zębatych o wysokiej wydajności, gdzie standardowe procesy produkcyjne nie są w stanie spełnić wymagań.
Elektroerozyjne cięcie drutem (WEDM) obsługuje złożone geometrie wielowypustów, w tym przerywane profile, asymetryczne kształty zębów i zintegrowane cechy, których nie można obrabiać konwencjonalnymi metodami. Elastyczność procesu rozciąga się na materiały hartowane do 65 HRC bez pogorszenia dokładności lub wykończenia powierzchni.
Jakość wykończenia powierzchni w elektroerozyjnym cięciu drutem (WEDM) waha się od Ra 0,8 do Ra 2,5 μm, w zależności od parametrów cięcia i przejść wykańczających. Wiele przejść cięcia pozwala na optymalizację między prędkością cięcia a jakością powierzchni, przy czym cięcia zgrubne usuwają większość materiału, a przejścia wykańczające osiągają ostateczne wymiary.
Proces działa poprzez nasze usługi precyzyjnej obróbki CNC z zaawansowanymi możliwościami elektroerozyjnego cięcia drutem (WEDM), umożliwiając złożone geometrie i wąskie tolerancje, których tradycyjna obróbka nie jest w stanie osiągnąć.
Prędkości cięcia w elektroerozyjnym cięciu drutem (WEDM) różnią się znacznie w zależności od grubości materiału i wymaganego wykończenia powierzchni. Typowe prędkości wahają się od 20-200 mm²/min, znacznie wolniej niż frezowanie obwiedniowe, ale rekompensowane przez doskonałą precyzję i elastyczność geometryczną.
Porównanie precyzji i tolerancji
Dokładność wymiarowa stanowi krytyczny czynnik różnicujący między procesami frezowania obwiedniowego i elektroerozyjnego cięcia drutem (WEDM). Zrozumienie osiągalnych tolerancji kieruje odpowiednim doborem procesu dla konkretnych zastosowań.
| Parametr tolerancji | Frezowanie obwiedniowe | Elektroerozyjne cięcie drutem (WEDM) | Wpływ na zastosowanie |
|---|---|---|---|
| Dokładność podziałki | ±0,008 mm | ±0,002 mm | Krytyczne dla płynnego zazębiania |
| Grubość zęba | ±0,01 mm | ±0,003 mm | Wpływa na kontrolę luzu |
| Promień zaokrąglenia u podstawy zęba | ±0,02 mm | ±0,005 mm | Wpływa na koncentrację naprężeń |
| Chropowatość powierzchni (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Wpływa na odporność na zużycie |
| Koncentryczność | ±0,01 mm | ±0,005 mm | Krytyczne dla wyważenia |
Te możliwości tolerancji bezpośrednio wpływają na wydajność komponentów w wymagających zastosowaniach. Przekładnie lotnicze zazwyczaj wymagają precyzji elektroerozyjnego cięcia drutem (WEDM), podczas gdy zastosowania motoryzacyjne często akceptują tolerancje frezowania obwiedniowego z odpowiednimi marginesami projektowymi.
Powtarzalność między częściami stanowi kolejny kluczowy czynnik. Frezowanie obwiedniowe utrzymuje spójne wyniki w granicach ±0,005 mm w seriach produkcyjnych, gdy jest odpowiednio konserwowane. Elektroerozyjne cięcie drutem (WEDM) osiąga doskonałą powtarzalność na poziomie ±0,002 mm, co jest niezbędne dla wymiennych komponentów.
Wpływ temperatury podczas obróbki może wpływać na ostateczne wymiary. Frezowanie obwiedniowe generuje znaczne ciepło, wymagające starannego zarządzania chłodziwem, aby zapobiec odkształceniom termicznym. Elektroerozyjne cięcie drutem (WEDM) działa w niższych temperaturach, minimalizując wpływ termiczny na dokładność wymiarową.
Kompatybilność materiałowa i ograniczenia
Właściwości materiału znacząco wpływają na dobór procesu do obróbki wielowypustów. Każda metoda wykazuje specyficzne zalety i ograniczenia w oparciu o charakterystykę materiału.
Frezowanie obwiedniowe działa optymalnie na materiałach o twardości poniżej 45 HRC. Typowe zastosowania obejmują stal AISI 4140 (28-35 HRC), stal do nawęglania AISI 8620 i różne stopy aluminium. Proces ten ma trudności ze stalami hartowanymi powyżej 50 HRC ze względu na nadmierne zużycie narzędzia i słabe wykończenie powierzchni.
Elektroerozyjne cięcie drutem (WEDM) obsługuje każdy materiał przewodzący prąd elektryczny, niezależnie od twardości. Ta możliwość umożliwia obróbkę stali narzędziowych o twardości 60+ HRC, Inconelu 718, stopów tytanu i hartowanych stali łożyskowych. Ograniczeniem procesu są materiały nieprzewodzące, takie jak ceramika i niektóre tworzywa sztuczne.
| Typ materiału | Przydatność do obróbki obwiedniowej | Przydatność do obróbki elektroerozyjnej drutowej | Preferowany proces |
|---|---|---|---|
| Stal miękka (<35 HRC) | Doskonała | Dobra | Obróbka obwiedniowa (przewaga kosztowa) |
| Stal średnia (35-45 HRC) | Dobra | Doskonała | Zależne od wielkości produkcji |
| Stal twarda (>50 HRC) | Słaba | Doskonała | Wymagana obróbka elektroerozyjna drutowa |
| Stopy aluminium | Doskonała | Dobra | Obróbka obwiedniowa (wydajność) |
| Stopy tytanu | Ograniczona | Doskonała | Preferowana obróbka elektroerozyjna drutowa |
| Inconel/Superstopy | Bardzo ograniczona | Doskonała | Tylko obróbka elektroerozyjna drutowa |
Grubość materiału również wpływa na dobór procesu. Frezowanie obwiedniowe wydajnie obsługuje różne szerokości czoła, podczas gdy prędkość cięcia elektroerozyjnego cięcia drutem (WEDM) zmniejsza się wraz ze wzrostem grubości. Części o grubości przekraczającej 100 mm mogą preferować frezowanie obwiedniowe ze względu na wydajność.
Wzory naprężeń resztkowych różnią się między procesami. Frezowanie obwiedniowe wprowadza naprężenia ściskające korzystne dla odporności na zmęczenie, podczas gdy elektroerozyjne cięcie drutem (WEDM) tworzy minimalne naprężenia resztkowe, ale może wymagać obróbki odprężającej w krytycznych zastosowaniach.
Analiza kosztów i względy ekonomiczne
Zrozumienie pełnej struktury kosztów umożliwia dokładny dobór procesu w oparciu o ekonomię projektu, a nie początkowe wrażenia.
Frezowanie obwiedniowe wymaga znacznych początkowych inwestycji w oprzyrządowanie, a frezy kosztują od 2500 do 15 000 EUR, w zależności od specyfikacji. Jednak narzędzia te produkują tysiące części przed wymianą, co radykalnie zmniejsza koszty oprzyrządowania na część w produkcji wielkoseryjnej.
Elektroerozyjne cięcie drutem (WEDM) eliminuje koszty oprzyrządowania niestandardowego, ale działa z wyższymi stawkami godzinowymi ze względu na wolniejsze prędkości cięcia i koszty materiałów eksploatacyjnych (drutu). Typowe stawki elektroerozyjnego cięcia drutem (WEDM) wahają się od 45 do 85 EUR za godzinę, w tym zużycie drutu i koszty ogólne maszyny.
Aby uzyskać wyniki o wysokiej precyzji, Otrzymaj szczegółową wycenę w ciągu 24 godzin od Microns Hub.
| Czynniki kosztów | Frezowanie obwiedniowe | Elektroerozyjne cięcie drutem (WEDM) | Wpływ wielkości produkcji |
|---|---|---|---|
| Koszt konfiguracji | 800 € - 2 000 € | 200 € - 500 € | Przy niskiej produkcji korzystniejsze EDM |
| Koszt oprzyrządowania | 2 500 € - 15 000 € | 0 € (tylko materiały eksploatacyjne) | Amortyzowany w produkcji |
| Stawka godzinowa | 35 € - 55 € | 45 € - 85 € | Stała niezależnie od wielkości produkcji |
| Czas cyklu (na część) | 15-45 minut | 2-8 godzin | Korzyść frezowania obwiedniowego rośnie wraz z produkcją |
| Operacje dodatkowe | Gratowanie, kontrola | Minimalne wykończenie | Zwiększa koszt frezowania obwiedniowego |
Ekonomiczny punkt przecięcia zazwyczaj występuje między 500-1000 części dla standardowych geometrii wielowypustów. Złożone profile lub wąskie tolerancje mogą przesunąć tę równowagę w kierunku elektroerozyjnego cięcia drutem (WEDM) nawet przy większych ilościach.
Koszty związane z jakością należy uwzględnić w analizie ekonomicznej. Frezowanie obwiedniowe może wymagać dodatkowych środków kontroli jakości i potencjalnych poprawek, podczas gdy doskonała dokładność elektroerozyjnego cięcia drutem (WEDM) często eliminuje te obawy.
Terminy realizacji wpływają na całkowite koszty projektu. Frezowanie obwiedniowe wymaga zakupu frezów z czasem dostawy 8-12 tygodni, podczas gdy elektroerozyjne cięcie drutem (WEDM) może rozpocząć się natychmiast przy użyciu standardowych elektrod drutowych.
Wykończenie powierzchni i charakterystyka jakości
Jakość wykończenia powierzchni bezpośrednio wpływa na wydajność koła zębatego, wpływając na tarcie, odporność na zużycie i generowanie hałasu podczas pracy.
Frezowanie obwiedniowe wytwarza charakterystyczne ślady posuwu wyrównane z kierunkiem cięcia, tworząc tekstury powierzchni, które mogą wymagać dodatkowych operacji wykańczających w krytycznych zastosowaniach. Chropowatość powierzchni zazwyczaj waha się od Ra 1,6 do Ra 3,2 μm, w zależności od parametrów cięcia i stanu narzędzia.
Elektroerozyjne cięcie drutem (WEDM) generuje charakterystyczne wzory powierzchni z erozji wyładowaniami elektrycznymi, tworząc mikroskopijne kratery, które mogą skutecznie zatrzymywać smary. Wykończenie powierzchni waha się od Ra 0,8 do Ra 2,5 μm przy odpowiedniej optymalizacji parametrów.
Związek między wykończeniem powierzchni a parametrami cięcia pozwala na optymalizację pod kątem konkretnych wymagań. We frezowaniu obwiedniowym wolniejsze prędkości cięcia i drobniejsze posuwy poprawiają jakość powierzchni, ale zmniejszają produktywność. Elektroerozyjne cięcie drutem (WEDM) osiąga doskonałe wykończenia dzięki wielu przejściom cięcia, z cięciami zgrubnymi, po których następują przejścia wykańczające.
Integralność powierzchni wykracza poza chropowatość i obejmuje zmiany metalurgiczne wynikające z procesu produkcyjnego. Frezowanie obwiedniowe tworzy powierzchnie utwardzone na zimno, korzystne dla odporności na zużycie, podczas gdy elektroerozyjne cięcie drutem (WEDM) wytwarza cienkie warstwy przetopione, które mogą wymagać usunięcia w krytycznych zastosowaniach.
Wymagania dotyczące usuwania zadziorów różnią się znacznie między procesami. Frezowanie obwiedniowe zazwyczaj wytwarza zadziory na krawędziach zębów, wymagające operacji wtórnych, podczas gdy elektroerozyjne cięcie drutem (WEDM) tworzy minimalne zadziory ze względu na termiczny mechanizm cięcia.
Względy projektowe i ograniczenia geometryczne
Geometria komponentu znacząco wpływa na dobór procesu produkcyjnego, przy czym każda metoda wykazuje specyficzne możliwości i ograniczenia.
Frezowanie obwiedniowe doskonale sprawdza się w przypadku standardowych ewolwentowych profili wielowypustów, ale ma ograniczenia w przypadku złożonych lub niestandardowych geometrii. Proces ten wymaga prostych ścieżek cięcia bez zakłóceń geometrycznych, co ogranicza elastyczność projektowania zintegrowanych cech.
Wewnętrzne wielowypusty stanowią szczególne wyzwanie dla frezowania obwiedniowego, zwłaszcza w przypadku małych średnic, gdzie dostępność narzędzia staje się problematyczna. Minimalna średnica wewnętrzna zazwyczaj przekracza 25 mm dla praktycznych operacji frezowania obwiedniowego, chociaż specjalistyczne narzędzia mogą rozszerzyć tę możliwość.
Elektroerozyjne cięcie drutem (WEDM) obsługuje praktycznie każdy profil 2D, który można zaprogramować, w tym asymetryczne zęby, zmienne odstępy i zintegrowane wpusty lub rowki. Ta elastyczność geometryczna umożliwia złożone projekty niemożliwe do wykonania konwencjonalnymi metodami obróbki.
Możliwość obróbki złożonych geometrii z podcięciami stanowi znaczącą zaletę elektroerozyjnego cięcia drutem (WEDM), szczególnie w zastosowaniach lotniczych wymagających redukcji masy poprzez usuwanie materiału w obszarach niekrytycznych.
Możliwości stożkowe różnią się między procesami. Frezowanie obwiedniowe wytwarza zęby o równoległych bokach, podczas gdy elektroerozyjne cięcie drutem (WEDM) może tworzyć stożkowe profile do specjalistycznych zastosowań, takich jak sprzęgła stożkowe lub regulowane sprzęgła.
Ograniczenia grubości części wpływają na dobór procesu. Frezowanie obwiedniowe wydajnie obsługuje różne szerokości czoła, podczas gdy prędkość cięcia elektroerozyjnego cięcia drutem (WEDM) zmniejsza się wraz z grubością, co czyni go mniej ekonomicznym dla części o grubości przekraczającej 150 mm.
Względy dotyczące wielkości produkcji
Wielkość produkcji stanowi główny czynnik określający ekonomiczną opłacalność każdego procesu produkcyjnego.
Produkcja małoobjętościowa (1-100 części) zazwyczaj preferuje elektroerozyjne cięcie drutem (WEDM) ze względu na eliminację kosztów oprzyrządowania i elastyczność konfiguracji. Możliwość szybkiej modyfikacji programów uwzględnia zmiany projektowe powszechne w prototypach i zastosowaniach małoobjętościowych.
Produkcja średnioobjętościowa (100-1000 części) wymaga starannej analizy ekonomicznej z uwzględnieniem całkowitych kosztów projektu, w tym amortyzacji oprzyrządowania, czasów cyklu i wymagań jakościowych. Punkt przecięcia różni się w zależności od złożoności części i wymagań dotyczących tolerancji.
Produkcja wielkoseryjna (1000+ części) generalnie preferuje frezowanie obwiedniowe, gdy pozwalają na to ograniczenia geometryczne. Doskonała produktywność i niższe koszty jednostkowe rekompensują początkowe inwestycje w oprzyrządowanie w dużych seriach produkcyjnych.
Optymalizacja wielkości partii wpływa na oba procesy w różny sposób. Frezowanie obwiedniowe korzysta z ciągłych serii produkcyjnych, minimalizując wpływ czasu konfiguracji, podczas gdy elektroerozyjne cięcie drutem (WEDM) wydajnie obsługuje mieszane partie ze względu na szybkie zmiany programu.
Elastyczność harmonogramowania produkcji stanowi kolejny czynnik. Elektroerozyjne cięcie drutem (WEDM) umożliwia szybką reakcję na pilne wymagania bez opóźnień związanych z oprzyrządowaniem, podczas gdy frezowanie obwiedniowe może wymagać wcześniejszego planowania zakupu i konfiguracji narzędzi.
Wymagania dotyczące kontroli jakości i inspekcji
Procedury weryfikacji wymiarowej i kontroli jakości różnią się znacznie między procesami frezowania obwiedniowego i elektroerozyjnego cięcia drutem (WEDM).
Frezowanie obwiedniowe wymaga kompleksowej inspekcji ze względu na potencjalny wpływ zużycia narzędzia na dokładność wymiarową. Krytyczne parametry obejmują dokładność podziałki, grubość zęba i kształt profilu, zazwyczaj mierzone za pomocą systemów inspekcji kół zębatych o rozdzielczości ±0,001 mm.
Doskonała kontrola procesu elektroerozyjnego cięcia drutem (WEDM) często zmniejsza wymagania dotyczące inspekcji, chociaż weryfikacja pozostaje niezbędna dla krytycznych wymiarów. Stabilność procesu umożliwia statystyczną kontrolę procesu z mniejszymi rozmiarami próbek w porównaniu z frezowaniem obwiedniowym.
Wymagania dotyczące sprzętu inspekcyjnego różnią się między procesami. Frezowanie obwiedniowe może wymagać specjalistycznych systemów pomiaru kół zębatych, podczas gdy części elektroerozyjnego cięcia drutem (WEDM) często wykorzystują standardowe współrzędnościowe maszyny pomiarowe do weryfikacji wymiarowej.
Badania zdolności procesu wykazują odmienne cechy dla każdej metody. Frezowanie obwiedniowe wykazuje wartości Cpk 1,33-1,67 dla standardowych tolerancji, podczas gdy elektroerozyjne cięcie drutem (WEDM) osiąga wartości Cpk przekraczające 2,0 dla porównywalnych wymiarów.
Wymagania dotyczące identyfikowalności w zastosowaniach lotniczych i medycznych preferują cyfrową kontrolę procesu elektroerozyjnego cięcia drutem (WEDM) i możliwości automatycznej dokumentacji w porównaniu z ręcznymi procedurami konfiguracji frezowania obwiedniowego.
Zaawansowane zastosowania i przyszłe trendy
Nowe zastosowania wciąż przesuwają granice precyzji i złożoności obróbki wielowypustów.
Mikrowielowypusty do instrumentów precyzyjnych wymagają możliwości elektroerozyjnego cięcia drutem (WEDM) ze względu na ograniczenia skali we frezowaniu obwiedniowym. Komponenty o modułach zębów poniżej 0,5 mm zazwyczaj przekraczają możliwości produkcyjne narzędzi do frezowania obwiedniowego.
Hybrydowe podejścia produkcyjne łączą oba procesy dla optymalnych wyników. Zgrubne frezowanie obwiedniowe, po którym następuje wykańczanie elektroerozyjne cięciem drutem (WEDM), umożliwia wysoką produktywność z doskonałą dokładnością, chociaż zwiększa to złożoność i koszt.
Integracja wytwarzania przyrostowego stwarza możliwości dla złożonych wewnętrznych geometrii wielowypustów niemożliwych do uzyskania tradycyjnymi metodami. Elektroerozyjne cięcie drutem (WEDM) umożliwia wykańczanie komponentów drukowanych 3D do precyzyjnych tolerancji.
Wdrożenia Przemysłu 4.0 wpływają na oba procesy poprzez ulepszone systemy monitorowania i sterowania. Algorytmy konserwacji predykcyjnej optymalizują żywotność narzędzi we frezowaniu obwiedniowym, podczas gdy monitorowanie procesu w czasie rzeczywistym zwiększa spójność elektroerozyjnego cięcia drutem (WEDM).
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje specjalistyczną uwagę wymaganą dla optymalnych wyników, niezależnie od tego, czy jest to frezowanie obwiedniowe, czy elektroerozyjne cięcie drutem (WEDM).
Względy środowiskowe w coraz większym stopniu wpływają na dobór procesu. Zmniejszone wytwarzanie odpadów i eliminacja płynów chłodzących w elektroerozyjnym cięciu drutem (WEDM) przemawiają do producentów świadomych ekologicznie, podczas gdy wyższa produktywność frezowania obwiedniowego zmniejsza ogólne zużycie energii na część.
Wytyczne dotyczące doboru procesu
Systematyczne kryteria oceny umożliwiają optymalny dobór procesu w oparciu o konkretne wymagania projektu.
Podstawowe czynniki doboru obejmują wielkość produkcji, wymagania dotyczące tolerancji, właściwości materiału i złożoność geometryczną. Parametry te oddziałują na siebie, aby określić najbardziej ekonomiczne podejście produkcyjne.
Macierze decyzyjne pomagają kwantyfikować kryteria doboru poprzez ważenie czynników zgodnie z priorytetami projektu. Projekty wrażliwe na koszty kładą nacisk na czynniki ekonomiczne, podczas gdy krytyczne zastosowania priorytetowo traktują precyzję i niezawodność.
Opracowywanie prototypów często rozpoczyna się od elektroerozyjnego cięcia drutem (WEDM) w celu weryfikacji projektu przed przejściem na frezowanie obwiedniowe dla wielkości produkcyjnych. Takie podejście waliduje projekty przy jednoczesnym zachowaniu ekonomicznej opłacalności produkcji na pełną skalę.
Ocena ryzyka uwzględnia czynniki takie jak dostępność narzędzi, zdolność procesu i harmonogramy dostaw. Elektroerozyjne cięcie drutem (WEDM) oferuje niższe ryzyko techniczne dla złożonych geometrii, podczas gdy frezowanie obwiedniowe zapewnia sprawdzone rozwiązania dla standardowych zastosowań.
Przyszłe zmiany projektowe wpływają na decyzje dotyczące doboru procesu. Elektroerozyjne cięcie drutem (WEDM) łatwiej uwzględnia modyfikacje, podczas gdy frezowanie obwiedniowe wymaga nowego oprzyrządowania dla znaczących zmian geometrycznych.
Integracja z naszymi usługami produkcyjnymi zapewnia optymalny dobór procesu w oparciu o kompleksową ocenę możliwości i analizę ekonomiczną dostosowaną do Twoich konkretnych wymagań.
Często zadawane pytania
Jakie poziomy tolerancji można osiągnąć za pomocą frezowania obwiedniowego w porównaniu z elektroerozyjnym cięciem drutem (WEDM)?
Frezowanie obwiedniowe zazwyczaj osiąga tolerancje od ±0,008 mm do ±0,01 mm w krytycznych wymiarach, takich jak podziałka i grubość zęba. Elektroerozyjne cięcie drutem (WEDM) zapewnia doskonałą precyzję z tolerancjami sięgającymi ±0,002 mm do ±0,003 mm dla tych samych parametrów. Wybór zależy od wymagań dotyczących precyzji w danym zastosowaniu i od tego, czy poprawiona dokładność uzasadnia dodatkowy koszt.
Który proces jest bardziej opłacalny dla średnich wielkości produkcji?
W przypadku wielkości produkcji między 100-1000 części opłacalność zależy od złożoności części i wymagań dotyczących tolerancji. Proste profile wielowypustów często preferują frezowanie obwiedniowe ze względu na krótsze czasy cyklu, podczas gdy złożone geometrie lub wąskie tolerancje mogą uzasadniać koszty elektroerozyjnego cięcia drutem (WEDM). Punkt przecięcia zazwyczaj występuje przy około 500 częściach dla standardowych geometrii.
Czy oba procesy mogą obsługiwać hartowane elementy stalowe?
Elektroerozyjne cięcie drutem (WEDM) doskonale sprawdza się w przypadku hartowanych stali do 65 HRC bez pogorszenia dokładności lub konieczności stosowania specjalistycznych narzędzi. Frezowanie obwiedniowe staje się trudne powyżej 45 HRC ze względu na nadmierne zużycie narzędzia i słabe wykończenie powierzchni. W przypadku hartowanych komponentów elektroerozyjne cięcie drutem (WEDM) stanowi preferowany wybór, niezależnie od wielkości produkcji.
Jakie są typowe czasy realizacji dla każdego procesu?
Elektroerozyjne cięcie drutem (WEDM) może rozpocząć się natychmiast przy użyciu standardowych elektrod drutowych, a czasy realizacji są określane przede wszystkim przez czas obróbki i pozycję w kolejce. Frezowanie obwiedniowe wymaga zakupu narzędzi niestandardowych z czasem dostawy 8-12 tygodni dla specjalistycznych frezów, chociaż standardowe narzędzia mogą być dostępne wcześniej. Należy wziąć pod uwagę czasy realizacji oprzyrządowania podczas planowania harmonogramów produkcji.
Jak wymagania dotyczące wykończenia powierzchni wpływają na dobór procesu?
Elektroerozyjne cięcie drutem (WEDM) zapewnia doskonałe wykończenie powierzchni w zakresie od Ra 0,8 do Ra 2,5 μm przy minimalnych wymaganych operacjach wtórnych. Frezowanie obwiedniowe osiąga Ra 1,6 do Ra 3,2 μm, ale może wymagać dodatkowego wykończenia w krytycznych zastosowaniach. Zastosowania wymagające wyjątkowej jakości powierzchni zazwyczaj preferują elektroerozyjne cięcie drutem (WEDM) pomimo wyższych kosztów.
Jakie ograniczenia geometryczne istnieją dla każdego procesu?
Frezowanie obwiedniowe wymaga prostych ścieżek cięcia i ma trudności z wewnętrznymi wielowypustami o średnicy poniżej 25 mm. Elektroerozyjne cięcie drutem (WEDM) obsługuje praktycznie każdy profil 2D, w tym złożone geometrie, podcięcia i wąskie cechy wewnętrzne. Wybierz elektroerozyjne cięcie drutem (WEDM) dla niestandardowych profili lub ograniczeń geometrycznych, które przekraczają możliwości frezowania obwiedniowego.
Czy istnieją ograniczenia materiałowe dla któregokolwiek z procesów?
Frezowanie obwiedniowe działa optymalnie na materiałach poniżej 45 HRC, w tym na powszechnie stosowanych stalach i stopach aluminium. Elektroerozyjne cięcie drutem (WEDM) obsługuje każdy materiał przewodzący prąd elektryczny, niezależnie od twardości, w tym egzotyczne stopy i stale hartowane. Materiały nieprzewodzące, takie jak ceramika, wymagają alternatywnych metod wytwarzania.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece