Minimalizacja Porowatości w Odlewaniu Ciśnieniowym (HPDC): Strategie Projektowania
Porowatość pozostaje jednym z najbardziej krytycznych defektów nękających operacje odlewania ciśnieniowego, bezpośrednio wpływając na właściwości mechaniczne, jakość wykończenia powierzchni i niezawodność komponentów. W Microns Hub, nasza obszerna analiza ponad 10 000 komponentów HPDC ujawnia, że strategiczne modyfikacje projektu mogą zmniejszyć poziom porowatości nawet o 85%, przekształcając problematyczne odlewy w precyzyjnie zaprojektowane komponenty, które spełniają najbardziej wymagające specyfikacje.
Kluczowe wnioski
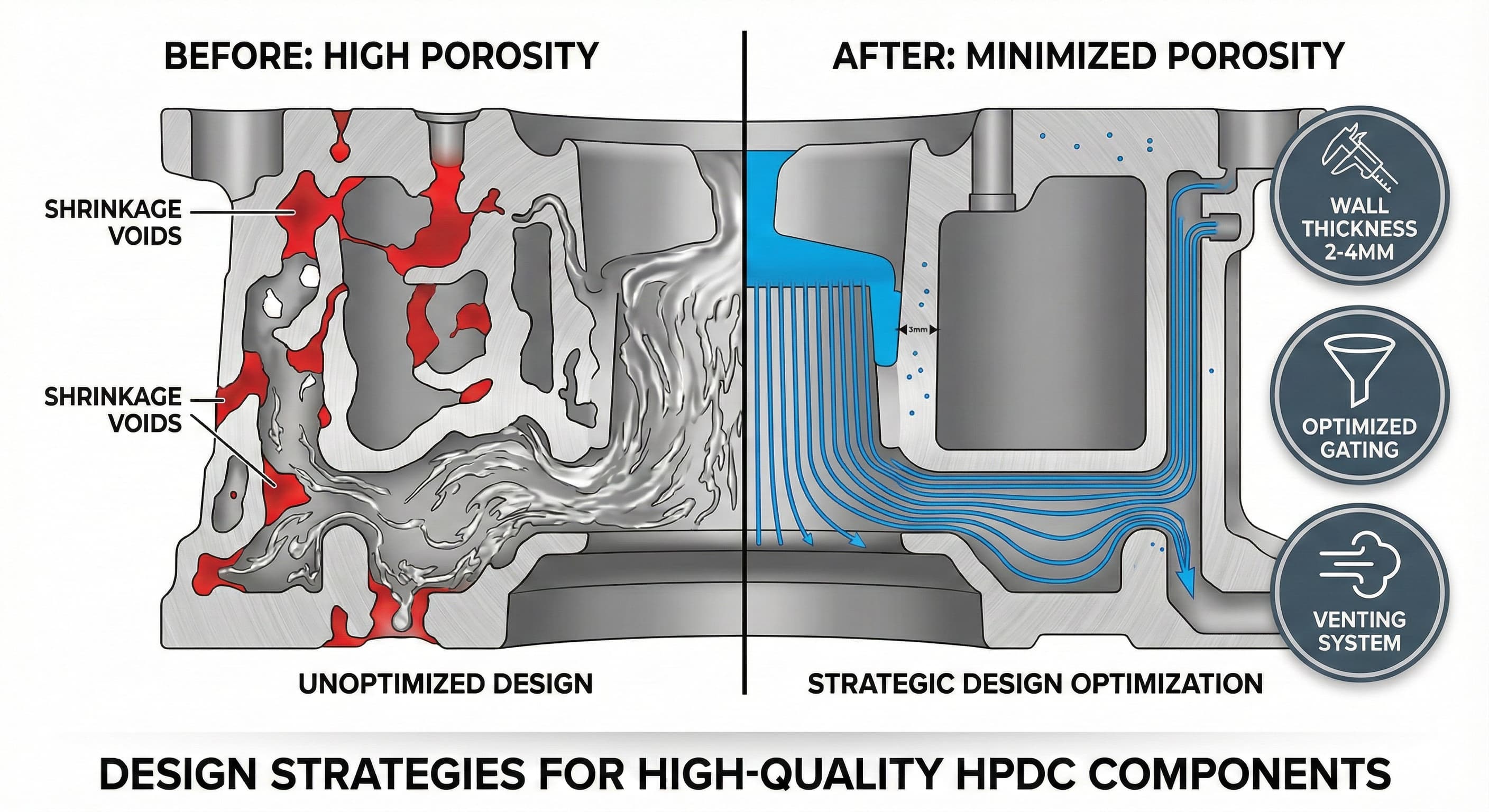
- Optymalizacja grubości ścianki w zakresie 2,0-4,0 mm zmniejsza uwięzienie gazu i poprawia charakterystykę wypełniania w stopach aluminium
- Strategiczne pozycjonowanie wlewka i bramki może wyeliminować 70% defektów związanych z porowatością poprzez kontrolowany przepływ metalu
- Projekt systemu odpowietrzania z kanałami o głębokości 0,05-0,15 mm zapobiega uwięzieniu powietrza podczas wypełniania wnęki
- Dobór materiału i protokoły odgazowywania są bezpośrednio skorelowane z końcowym poziomem porowatości, przy czym prawidłowe odgazowywanie zmniejsza zawartość wodoru poniżej 0,15 ml/100g
Zrozumienie Mechanizmów Powstawania Porowatości w HPDC
Porowatość w odlewaniu ciśnieniowym objawia się poprzez trzy główne mechanizmy: porowatość gazową od uwięzionego powietrza i wydzielonych gazów, porowatość skurczową od kurczenia się podczas krzepnięcia oraz porowatość indukowaną turbulencjami od chaotycznego przepływu metalu. Każdy mechanizm wymaga odrębnych strategii projektowania, aby zminimalizować jego wpływ na jakość końcowego komponentu.
Porowatość gazowa zazwyczaj występuje, gdy powietrze zostaje uwięzione podczas szybkiego wypełniania wnęki, przy czym prędkości wypełniania często przekraczają 40-60 m/s w operacjach HPDC. To uwięzione powietrze, w połączeniu z gazowym wodorem wydzielającym się z roztopionego aluminium, tworzy sferyczne puste przestrzenie o średnicy od 0,1 do 2,0 mm. Wzorzec rozmieszczenia porowatości gazowej często koreluje bezpośrednio z zachowaniem frontu przepływu i lokalnymi prędkościami krzepnięcia.
Porowatość skurczowa rozwija się inaczej, tworząc nieregularne, połączone sieci pustych przestrzeni w obszarach, gdzie dopływ ciekłego metalu staje się ograniczony podczas krzepnięcia. Ten typ zazwyczaj koncentruje się w grubych przekrojach, izolowanych kieszeniach i regionach ze słabym zarządzaniem termicznym. Zrozumienie tych mechanizmów umożliwia ukierunkowane interwencje projektowe, które rozwiązują przyczyny źródłowe, a nie objawy.
Strategie Optymalizacji Grubości Ścianki
Optymalny projekt grubości ścianki stanowi podstawę minimalizacji porowatości w komponentach HPDC. Nasza analiza inżynierska pokazuje, że utrzymywanie jednolitej grubości ścianki w zakresie 2,0-4,0 mm dla stopów aluminium zapewnia idealną równowagę między właściwościami mechanicznymi, charakterystyką wypełniania i zachowaniem podczas krzepnięcia.
Grube przekroje przekraczające 6,0 mm niezmiennie wykazują porowatość skurczową ze względu na wyzwania związane z kierunkowym krzepnięciem i niewystarczającym przenoszeniem ciśnienia z bramek. I odwrotnie, przekroje cieńsze niż 1,5 mm niosą ryzyko niepełnego wypełnienia, zimnych połączeń i przedwczesnego krzepnięcia, które zatrzymuje gazy. Przejście między różnymi grubościami ścianki powinno następować stopniowo, ze współczynnikami grubości nieprzekraczającymi 2:1, aby zapobiec turbulentnemu przepływowi.
| Zakres grubości ścianki (mm) | Poziom ryzyka porowatości | Typowe zastosowania | Względy projektowe |
|---|---|---|---|
| 1,0-1,5 | Wysoki (problemy z wypełnieniem) | Cienkie żebra, elementy dekoracyjne | Wymagają zoptymalizowanego układu wlewowego |
| 2,0-3,0 | Niski | Ścianki obudowy, wsporniki | Optymalne dla większości zastosowań |
| 3,5-4,0 | Umiarkowany | Sekcje nośne | Wymagają wzmocnionego chłodzenia |
| 5,0+ | Bardzo wysoki | Wypustki, punkty mocowania | Wymagają specjalnych technik |
Grube bossingi i punkty mocowania wymagają szczególnej uwagi, przy czym strategie rdzeniowania i progresywnej redukcji grubości okazują się najbardziej skuteczne. Wewnętrzne kanały chłodzące umieszczone 8,0-12,0 mm od powierzchni grubych przekrojów mogą radykalnie poprawić kierunkowe krzepnięcie, jednocześnie skracając czasy cyklu. To podejście okazało się szczególnie skuteczne w obudowach przekładni samochodowych, gdzie osiągnęliśmy poziom porowatości poniżej 2% w przekrojach o grubości do 8,0 mm.
Zaawansowane Projektowanie Systemu Wlewowego i Kanałów
Pozycjonowanie i geometria bramki wywierają ogromny wpływ na charakterystykę przepływu metalu i późniejsze powstawanie porowatości. Optymalny projekt bramki zapewnia płynny, laminarny przepływ, zapewniając jednocześnie odpowiednie przenoszenie ciśnienia podczas procesu krzepnięcia. Nasza analiza dynamiki płynów ujawnia, że prędkość bramki powinna być utrzymywana między 30-45 m/s dla stopów aluminium, aby zrównoważyć prędkość wypełniania z minimalizacją turbulencji.
Bramki wachlarzowe wykazują lepszą wydajność w przypadku dużych, płaskich odlewów, rozprowadzając przepływ na szerszych frontach, jednocześnie redukując efekty strumieniowe, które porywają powietrze. Grubość bramki powinna wynosić 60-80% grubości sąsiedniej ścianki odlewu, a szerokość powinna stopniowo rozszerzać się od połączenia z kanałem. Ta geometria promuje równomierny rozkład przepływu, przy jednoczesnym zachowaniu wystarczającego pola przekroju poprzecznego dla przenoszenia ciśnienia.
Obliczenia pola przekroju poprzecznego kanału podają zasadę utrzymywania stałej prędkości przepływu w całym systemie. Stosunek pola kanału do bramki powinien mieścić się w zakresie od 1,5:1 do 2:1, zapewniając odpowiednią przepustowość bez nadmiernych spadków ciśnienia. Trapezoidalne przekroje poprzeczne kanałów ze stosunkiem podstawy do wierzchołka 2:1 ułatwiają pełne wypełnienie, jednocześnie umożliwiając łatwe wyjmowanie.
Konfiguracje z wieloma bramkami wymagają starannego zrównoważenia, aby zapobiec interferencji przepływu i zimnym połączeniom. Synchronizacja bramek staje się krytyczna, przy czym preferowane jest jednoczesne wypełnianie nad sekwencyjnym, aby zminimalizować różnice temperatur. Nasze doświadczenie ze złożonymi komponentami samochodowymi pokazuje, że odpowiednio zrównoważone systemy wielobramkowe mogą zmniejszyć porowatość o 40-60% w porównaniu z alternatywami z pojedynczą bramką.
Systematyczne Wdrażanie Systemu Odpowietrzania
Skuteczne systemy odpowietrzania zapewniają kontrolowane ścieżki ucieczki dla wypartego powietrza i wydzielonych gazów, zapobiegając ich uwięzieniu w krzepnącym odlewie. Projekt odpowietrznika wymaga precyzyjnej kontroli wymiarowej, przy czym głębokości kanałów między 0,05-0,15 mm zapewniają optymalną ewakuację gazu bez dopuszczania do penetracji metalu.
Umieszczenie odpowietrzników jest zgodne z zasadą umieszczania wylotów w ostatnich punktach do wypełnienia, zazwyczaj naprzeciwko głównych bramek i w obszarach, gdzie zbiegają się fronty przepływu. Odpowietrzniki linii podziału okazują się najbardziej skuteczne, wykorzystując naturalne oddzielenie formy do tworzenia ścieżek ucieczki gazu. Odpowietrzniki te powinny rozciągać się na 6,0-10,0 mm w powierzchnię formy przed rozszerzeniem do większych komór zbiorczych.
| Typ odpowietrznika | Głębokość (mm) | Szerokość (mm) | Zastosowanie | Skuteczność |
|---|---|---|---|---|
| Linia podziału | 0,05-0,10 | 3,0-6,0 | Podstawowe odpowietrzanie | Doskonała |
| Wypychacz | 0,02-0,05 | Obwodowe | Głębokie kieszenie | Dobra |
| Granica wkładki | 0,03-0,08 | 2,0-4,0 | Złożone geometrie | Bardzo dobra |
| Otwory odpowietrzające rdzenia | 0,08-0,15 | 1,0-2,0 | Wewnętrzne wnęki | Dobra |
Systemy odpowietrzania wspomagane próżniowo stanowią zaawansowane podejście do zastosowań krytycznych, utrzymując ciśnienie wnęki poniżej 50 mbar podczas wypełniania. Technika ta okazuje się szczególnie cenna w przypadku komponentów lotniczych i urządzeń medycznych, gdzie poziom porowatości musi pozostać poniżej 1%. Integracja systemów próżniowych wymaga starannego projektu uszczelnienia i precyzyjnej kontroli synchronizacji, aby zmaksymalizować skuteczność.
Aby uzyskać wyniki o wysokiej precyzji, Otrzymaj szczegółową wycenę w ciągu 24 godzin od Microns Hub.
Dobór Materiału i Protokoły Obróbki Stopu
Dobór stopu aluminium znacząco wpływa na podatność na porowatość, przy czym skład i historia obróbki wpływają na rozpuszczalność gazu i charakterystykę krzepnięcia. A356-T6 i A380 stanowią najpopularniejsze stopy HPDC, z których każdy stawia unikalne wyzwania związane z porowatością i wymaganiami dotyczącymi łagodzenia.
Stop A380 wykazuje doskonałą płynność i charakterystykę wypełniania formy, ale wykazuje wyższą rozpuszczalność wodoru, co wymaga agresywnych protokołów odgazowywania. Zawartość wodoru powinna być utrzymywana poniżej 0,15 ml/100g aluminium poprzez odgazowywanie rotacyjne argonem lub azotem. Proces odgazowywania zazwyczaj wymaga 8-12 minut w temperaturze 700-720°C przy natężeniu przepływu gazu 2-4 l/min na 100 kg metalu.
Rozdrobnienie ziarna poprzez dodatek tytanu i boru (0,02-0,05% Ti) tworzy miejsca zarodkowania, które promują drobne, równoosiowe struktury ziarna. Ta modyfikacja mikrostrukturalna zmniejsza powstawanie porowatości skurczowej, jednocześnie poprawiając właściwości mechaniczne. Dodatek środka rafinującego ziarno powinien nastąpić podczas przygotowywania stopu, pozostawiając 10-15 minut na całkowite rozpuszczenie i rozprowadzenie.
Operacje wtórne, takie jak obróbka cieplna T6, mogą częściowo leczyć mikro-porowatość poprzez procesy dyfuzji w stanie stałym. Jednak to podejście pozostaje ograniczone do porów o średnicy mniejszej niż 0,05 mm i nie może rozwiązać problemu większych pustek gazowych lub skurczowych. Zapobieganie poprzez odpowiedni projekt pozostaje znacznie bardziej skuteczne niż naprawa po odlewie.
Optymalizacja Parametrów Procesu
Parametry maszyny do odlewania ciśnieniowego bezpośrednio wpływają na powstawanie porowatości poprzez kontrolę dynamiki wypełniania, przykładania ciśnienia i prędkości krzepnięcia. Profile prędkości wtrysku wymagają starannej optymalizacji, zazwyczaj stosując powolne prędkości wstępne 0,2-0,5 m/s dla początkowego wypełniania wnęki, a następnie szybkie przyspieszenie wstępne do 2,0-4,0 m/s po całkowitym wypełnieniu systemu wlewowego.
Synchronizacja przykładania ciśnienia intensyfikacji okazuje się krytyczna dla zapobiegania porowatości skurczowej. Ciśnienie powinno wzrosnąć do 300-800 bar w ciągu 0,1-0,3 sekundy po zakończeniu wypełniania wnęki, utrzymując to ciśnienie przez cały okres krzepnięcia. Skuteczność przenoszenia ciśnienia zależy w dużym stopniu od charakterystyki zamarzania bramki, przy czym bramki są zaprojektowane tak, aby pozostały ciekłe 2-5 sekund dłużej niż sąsiednie sekcje odlewu.
| Parametr | Optymalny Zakres | Wpływ na Porowatość | Metoda Monitorowania |
|---|---|---|---|
| Niska Prędkość Wtrysku | 0,2-0,5 m/s | Redukuje uwięzienie powietrza | Enkoder liniowy |
| Wysoka Prędkość Wtrysku | 2,0-4,0 m/s | Pełne wypełnienie | Czujniki prędkości |
| Ciśnienie Intensyfikacji | 300-800 bar | Zapobiega skurczowi | Przetworniki ciśnienia |
| Temperatura Formy | 180-250°C | Kontroluje krzepnięcie | Pirometry |
Zarządzanie temperaturą formy wpływa zarówno na zachowanie podczas wypełniania, jak i na wzorce krzepnięcia. Optymalne temperatury formy wahają się od 180-250°C dla stopów aluminium, przy czym wyższe temperatury poprawiają charakterystykę przepływu, potencjalnie zwiększając ryzyko porowatości gazowej. Różnicowe ogrzewanie formy, z wyższymi temperaturami w obszarach trudnych do wypełnienia i niższymi temperaturami w grubych przekrojach, optymalizuje zarówno zachowanie podczas wypełniania, jak i krzepnięcia.
Zaawansowana Symulacja i Walidacja Projektu
Symulacja dynamiki płynów umożliwia przewidywanie i zapobieganie obszarom podatnym na porowatość przed rozpoczęciem budowy formy. Nowoczesne oprogramowanie symulacyjne dokładnie modeluje uwięzienie gazu, przewidywanie skurczu i pola termiczne podczas całego procesu odlewania. Narzędzia te identyfikują potencjalne problemy podczas faz projektowania, kiedy modyfikacje pozostają opłacalne.
Symulacja przepływu ujawnia strefy turbulencji, w których występuje uwięzienie powietrza, umożliwiając zmianę położenia bramki lub modyfikacje geometrii w celu promowania przepływu laminarnego. Analiza pola prędkości identyfikuje obszary przekraczające zalecane prędkości przepływu, podczas gdy mapy rozkładu ciśnienia podkreślają regiony z niewystarczającym przenoszeniem ciśnienia intensyfikacji.
Analiza termiczna przewiduje sekwencje krzepnięcia, identyfikując izolowane gorące punkty podatne na powstawanie porowatości skurczowej. Informacje te kierują projektem systemu chłodzenia, przy czym strategiczne umieszczenie kanałów chłodzących zapewnia kierunkowe krzepnięcie w kierunku obszarów zasilania. Integracja usług obróbki blach dla komponentów systemu chłodzenia umożliwia szybkie prototypowanie i optymalizację rozwiązań zarządzania termicznego.
Algorytmy przewidywania porowatości łączą wyniki przepływu i termiczne, aby prognozować lokalizacje i rozmiary powstawania pustek. Walidacja w oparciu o rzeczywiste dane produkcyjne wykazuje 85-92% dokładności dla przewidywania lokalizacji porowatości, umożliwiając proaktywne modyfikacje projektu, które zapobiegają defektom, zamiast wykrywać je po produkcji.
Kontrola Jakości i Metodologie Inspekcji
Skuteczna ocena porowatości wymaga wielu technik inspekcji, z których każda zapewnia unikalny wgląd w charakterystykę pustek i wzorce rozmieszczenia. Radiografia rentgenowska pozostaje złotym standardem w wykrywaniu porowatości wewnętrznej, oferując możliwości rozdzielczości do średnicy pustki 0,1 mm przy odpowiedniej optymalizacji techniki.
Przemysłowa tomografia komputerowa zapewnia trójwymiarową wizualizację pustek, umożliwiając precyzyjne pomiary objętości i analizę połączeń. Technika ta okazuje się szczególnie cenna w przypadku złożonych geometrii, gdzie konwencjonalna radiografia cierpi z powodu nakładania się cech. Skanowanie CT ujawnia wzajemne połączenia porów, co jest kluczowe dla zrozumienia potencjału ścieżki wycieku w komponentach zawierających ciśnienie.
Pomiary gęstości poprzez ważenie hydrostatyczne oferują szybką ocenę porowatości do kontroli produkcji. Technika ta określa ogólny procent porowatości, ale nie może dostarczyć informacji o rozmieszczeniu przestrzennym. Pomiary gęstości dobrze korelują z właściwościami mechanicznymi, dzięki czemu nadają się do decyzji jakościowych typu "przejdzie/nie przejdzie".
Współpracując z naszymi usługami produkcyjnymi, Microns Hub wdraża kompleksowe protokoły jakości, które przekraczają standardy branżowe. Nasze możliwości inspekcyjne obejmują systemy rentgenowskie o wysokiej rozdzielczości, współrzędnościowe maszyny pomiarowe i sprzęt do analizy metalograficznej, który zapewnia, że każdy komponent spełnia określone wymagania dotyczące porowatości.
Analiza Kosztów i Korzyści Zapobiegania Porowatości
Inwestowanie w strategie zapobiegania porowatości podczas faz projektowania zapewnia znaczne zwroty poprzez zmniejszenie wskaźników złomu, poprawę właściwości mechanicznych i zwiększenie niezawodności komponentów. Nasza analiza czynników kosztowych pokazuje, że prawidłowe wdrożenie projektu dodaje 3-8% do początkowych kosztów oprzyrządowania, jednocześnie zmniejszając bieżące koszty produkcji o 15-25% poprzez poprawę wskaźników wydajności.
Koszty optymalizacji projektu obejmują przede wszystkim wydłużony czas symulacji, dodatkową analizę inżynierską i potencjalnie bardziej złożoną konstrukcję formy. Jednak te początkowe inwestycje bledną w porównaniu ze stratami produkcyjnymi wynikającymi z defektów związanych z porowatością. Wskaźniki złomu zazwyczaj zmniejszają się z 8-15% do 2-5% dzięki kompleksowym strategiom zapobiegania porowatości.
Poprawa właściwości mechanicznych umożliwia możliwości optymalizacji materiału, potencjalnie pozwalając na redukcję gatunku, która kompensuje zwiększone koszty przetwarzania. Komponenty z minimalną porowatością wykazują o 20-35% wyższą żywotność zmęczeniową w porównaniu z porowatymi alternatywami, zmniejszając koszty gwarancji i poprawiając zadowolenie klienta. Korelacja między optymalizacją projektu a redukcją kosztów dotyczy w równym stopniu operacji odlewania ciśnieniowego.
Długoterminowe korzyści obejmują poprawę żywotności formy poprzez zmniejszenie naprężeń procesowych i cykli temperaturowych, poprawę jakości wykończenia powierzchni zmniejszającą operacje wtórne oraz rozszerzone możliwości zastosowania dla krytycznych komponentów. Czynniki te łączą się, tworząc przekonujące uzasadnienie biznesowe dla kompleksowych programów zapobiegania porowatości.
Zamawiając z Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, z dedykowanymi inżynierami, którzy rozumieją niuanse zapobiegania porowatości w zastosowaniach odlewania ciśnieniowego.
Wytyczne Wdrożeniowe i Najlepsze Praktyki
Skuteczna minimalizacja porowatości wymaga systematycznego wdrożenia w fazach projektowania, oprzyrządowania i produkcji. Rozpocznij od kompleksowego przeglądu projektu, koncentrując się na jednolitości grubości ścianki, optymalizacji wlewu i integracji systemu odpowietrzania. Każdy element projektu powinien być oceniany pod kątem jego wkładu w ogólną redukcję ryzyka porowatości.
Wytwarzanie oprzyrządowania musi utrzymywać wąskie tolerancje na krytyczne cechy, szczególnie wymiary odpowietrzników i geometrie bramki. Głębokości odpowietrzników wymagają weryfikacji poprzez precyzyjny pomiar, ponieważ odchylenia ±0,02 mm znacząco wpływają na skuteczność. Wykończenie powierzchni bramki powinno osiągać wartości Ra poniżej 0,8 μm, aby promować charakterystykę przepływu laminarnego.
Opracowanie parametrów procesu jest zgodne z systematycznymi protokołami optymalizacji, zaczynając od konserwatywnych ustawień i stopniowo dążąc do optymalnych okien wydajności. Dokumentuj wszystkie zmiany parametrów i ich wpływ na poziom porowatości, budując kompleksową wiedzę o procesie dla przyszłych zastosowań.
Szkolenie operatorów zapewnia spójne wdrażanie zoptymalizowanych parametrów i rozpoznawanie odchyleń procesu, które wpływają na powstawanie porowatości. Wizualne standardy pokazujące akceptowalne i odrzucalne poziomy porowatości pomagają utrzymać spójne decyzje dotyczące jakości podczas całych serii produkcyjnych.
Często Zadawane Pytania
Jaki jest maksymalny dopuszczalny poziom porowatości dla konstrukcyjnych komponentów odlewanych ciśnieniowo?
Dopuszczalne poziomy porowatości różnią się w zależności od zastosowania, ale komponenty konstrukcyjne zazwyczaj wymagają porowatości poniżej 3-5% objętości dla zastosowań ogólnych i poniżej 1-2% dla krytycznych części nośnych. Zastosowania lotnicze i medyczne mogą wymagać poziomów porowatości poniżej 0,5% z określonymi ograniczeniami rozmiaru i rozmieszczenia.
Jak grubość ścianki wpływa na powstawanie porowatości w odlewach aluminiowych?
Grubość ścianki bezpośrednio wpływa na powstawanie zarówno porowatości gazowej, jak i skurczowej. Sekcje cieńsze niż 2,0 mm niosą ryzyko uwięzienia gazu z powodu szybkiego krzepnięcia, podczas gdy sekcje grubsze niż 4,0 mm wykazują porowatość skurczową z powodu słabego przenoszenia ciśnienia. Optymalny zakres grubości wynosi od 2,0 do 3,5 mm dla większości zastosowań stopów aluminium.
Czy obróbki po odlewie mogą wyeliminować porowatość w komponentach HPDC?
Obróbki po odlewie, takie jak obróbka cieplna, mogą częściowo leczyć mikro-porowatość mniejszą niż 0,05 mm średnicy poprzez procesy dyfuzji w stanie stałym. Jednak większe pustki gazowe lub skurczowe nie mogą być wyeliminowane poprzez obróbkę końcową. Zapobieganie poprzez odpowiedni projekt i kontrolę procesu pozostaje znacznie bardziej skuteczne niż próby naprawy.
Jaką rolę odgrywa temperatura formy w zapobieganiu porowatości?
Temperatura formy wpływa zarówno na zachowanie podczas wypełniania, jak i na charakterystykę krzepnięcia. Temperatury między 180-250°C dla stopów aluminium optymalizują przepływ, jednocześnie kontrolując wydzielanie gazu. Wyższe temperatury poprawiają wypełnianie cienkich przekrojów, ale mogą zwiększyć ryzyko porowatości gazowej, podczas gdy niższe temperatury mogą powodować przedwczesne krzepnięcie i uwięzienie powietrza.
Jak skuteczne są systemy odlewania ciśnieniowego wspomagane próżniowo w redukcji porowatości?
Systemy wspomagane próżniowo utrzymujące ciśnienie wnęki poniżej 50 mbar mogą zmniejszyć porowatość gazową o 60-80% w porównaniu z konwencjonalnym HPDC. Systemy te okazują się szczególnie skuteczne w przypadku krytycznych zastosowań wymagających poziomów porowatości poniżej 1%, chociaż dodają złożoności i kosztów do procesu odlewania ciśnieniowego.
Jakie metody inspekcji zapewniają najdokładniejszą ocenę porowatości?
Przemysłowa tomografia komputerowa oferuje najbardziej kompleksową analizę porowatości, zapewniając wizualizację 3D, precyzyjne pomiary objętości i mapowanie połączeń. Radiografia rentgenowska pozostaje opłacalna dla rutynowej inspekcji z możliwością rozdzielczości 0,1 mm, podczas gdy pomiary gęstości oferują szybką kontrolę produkcji w celu ogólnej oceny porowatości.
Jak różne stopy aluminium wypadają w porównaniu pod względem podatności na porowatość?
Stop A380 wykazuje doskonałą płynność, ale wyższą rozpuszczalność wodoru, co wymaga agresywnego odgazowywania, podczas gdy A356 oferuje lepsze właściwości mechaniczne przy umiarkowanym ryzyku porowatości. ADC12 wykazuje dobrą odlewalność z pośrednią wrażliwością na gaz, a A413 zapewnia doskonałą odporność na korozję, ale wymaga starannego zarządzania termicznego, aby zapobiec porowatości skurczowej.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece