Projektowanie niestandardowych obudów: Strategie uszczelniania IP65 dla blachy
Obudowy z blachy o stopniu ochrony IP65 stają przed fundamentalnym wyzwaniem inżynieryjnym: utrzymaniem ochrony środowiskowej przy jednoczesnym uwzględnieniu rozszerzalności cieplnej, tolerancji produkcyjnych i możliwości serwisowania w terenie. Ochrona przed wnikaniem pyłu o wielkości 6 milimetrów i strumieniami wody pod niskim ciśnieniem wymaga precyzyjnych strategii uszczelniania, które uwzględniają zachowanie materiału, dynamikę ściskania uszczelki i długotrwałą integralność uszczelnienia podczas cykli termicznych.
Kluczowe wnioski
- IP65 wymaga całkowitej ochrony przed pyłem i odporności na strumienie wody z dowolnego kierunku przy 12,5 litrach na minutę
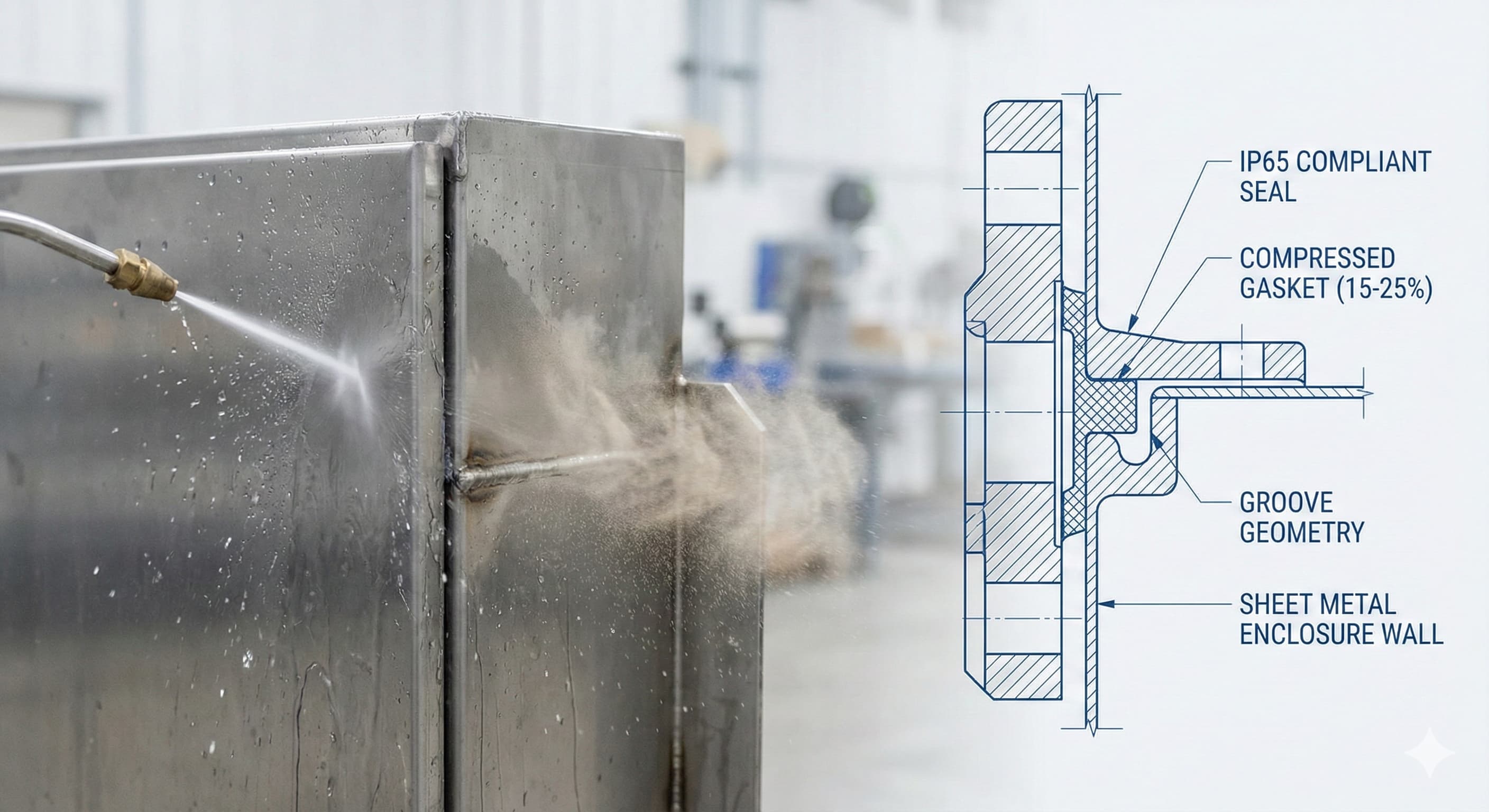
- Współczynniki ściskania uszczelki między 15-25% zapewniają optymalne uszczelnienie, zapobiegając jednocześnie degradacji materiału
- Dobór materiału bezpośrednio wpływa na współczynniki rozszerzalności cieplnej, wpływając na długotrwałą wydajność uszczelnienia
- Prawidłowa geometria rowka o stosunku szerokości do głębokości 3:2 maksymalizuje retencję uszczelki i skuteczność uszczelniania
Zrozumienie wymagań IP65 dla zastosowań z blachy
Norma IP65 Międzynarodowej Komisji Elektrotechnicznej nakazuje całkowitą ochronę przed wnikaniem pyłu (poziom 6) i odporność na strumienie wody z dyszy 6,3 mm przy 12,5 litrach na minutę z dowolnego kierunku (poziom 5). W przypadku obudów z blachy przekłada się to na utrzymanie integralności uszczelnienia na powierzchniach styku, które podlegają różnicowej rozszerzalności cieplnej, naprężeniom mechanicznym od wibracji i potencjalnym odkształceniom pod obciążeniem.
Krytyczne różnice ciśnień w zastosowaniach IP65 zazwyczaj wahają się od 1 do 5 kPa, chociaż środowiska przemysłowe mogą wymagać odporności do 10 kPa. System uszczelniania musi wytrzymywać te ciśnienia, zachowując jednocześnie funkcjonalność w zakresach temperatur roboczych od -40°C do +85°C w przypadku standardowych zastosowań, a w przypadku specjalistycznych konstrukcji do +125°C w środowiskach wysokotemperaturowych.
Grubość blachy znacząco wpływa na skuteczność strategii uszczelniania. Standardowe materiały o grubości od 1,0 mm do 3,0 mm wymagają różnych podejść do ściskania uszczelki w porównaniu z grubszymi blachami o grubości od 5,0 mm do 8,0 mm. Cieńsze materiały wykazują większe ugięcie pod obciążeniem ściskającym uszczelki, co potencjalnie zagraża geometrii uszczelnienia w czasie.
Dobór materiału i względy termiczne
Aluminium 5052-H32 i 6061-T6 to najpopularniejsze wybory blachy do obudów IP65, z których każdy charakteryzuje się odmiennymi właściwościami rozszerzalności cieplnej, które bezpośrednio wpływają na wydajność uszczelniania. Współczynnik rozszerzalności cieplnej stopów aluminium wynosi średnio 23,1 × 10⁻⁶/°C, co powoduje wymierne zmiany wymiarowe w dużych obudowach.
| Gatunek materiału | Rozszerzalność cieplna (10⁻⁶/°C) | Wytrzymałość na rozciąganie (MPa) | Współczynnik kosztu | Kompatybilność uszczelnienia |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Doskonała |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Doskonała |
| Stal nierdzewna 304 | 17.3 | 215 | 2.8x | Bardzo dobra |
| Stal nierdzewna 316L | 16.0 | 170 | 4.2x | Doskonała |
| Stal walcowana na zimno | 12.0 | 350 | 0.6x | Dobra (pokryta) |
Stale nierdzewne gatunków 304 i 316L oferują niższe współczynniki rozszerzalności cieplnej, zmniejszając naprężenia uszczelnienia podczas cykli temperaturowych. Jednak zwiększone koszty materiałowe i wymagania dotyczące formowania należy zrównoważyć z poprawioną stabilnością wymiarową. Stal walcowana na zimno zapewnia doskonałą wytrzymałość i minimalną rozszerzalność cieplną, ale wymaga powłok ochronnych, aby zapobiec korozji galwanicznej w połączeniu ze standardowymi materiałami uszczelniającymi.
Wymagania dotyczące wykończenia powierzchni dla skutecznego uszczelnienia IP65 zazwyczaj określają wartości Ra między 0,8-3,2 μm na powierzchniach styku uszczelki. Gładsze wykończenia poprawiają początkowe uszczelnienie, ale mogą zmniejszyć przyczepność uszczelki, podczas gdy bardziej szorstkie powierzchnie zwiększają retencję mechaniczną kosztem mikroskopijnych ścieżek wycieku.
Dobór uszczelki i dynamika ściskania
Uszczelki EPDM (kauczuk etylenowo-propylenowo-dienowy) dominują w zastosowaniach IP65 ze względu na doskonałą odporność na warunki atmosferyczne, stabilność ozonową i odporność na odkształcenia trwałe poniżej 25% po 1000 godzinach w temperaturze 70°C. Twardość Shore'a A między 60-80 zapewnia optymalną równowagę między dopasowaniem uszczelnienia a integralnością strukturalną pod obciążeniem ściskającym.
Współczynniki ściskania wymagają precyzyjnej kontroli, aby osiągnąć wydajność IP65. Optymalne ściskanie zazwyczaj waha się od 15-25% pierwotnego przekroju uszczelki, przy czym wyższe współczynniki ściskania prowadzą do przyspieszonej degradacji materiału i potencjalnego wytłaczania uszczelki. Niższe ściskanie może powodować ścieżki wycieku pod wpływem cykli ciśnieniowych lub naprężeń związanych z rozszerzalnością cieplną.
| Materiał uszczelki | Twardość Shore A | Współczynnik kompresji | Zakres temperatur (°C) | Odporność chemiczna |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 do +120 | Doskonała |
| Silikon | 60 ± 5 | 15-20% | -60 do +200 | Dobra |
| Neopren | 65 ± 5 | 20-30% | -35 do +100 | Bardzo dobra |
| Fluorowęglowodór (FKM) | 75 ± 5 | 15-20% | -20 do +200 | Doskonała |
| Nitryl (NBR) | 70 ± 5 | 25-35% | -30 do +100 | Dobra |
Geometria przekroju poprzecznego uszczelki znacząco wpływa na skuteczność uszczelniania. Okrągłe przekroje poprzeczne zapewniają równomierny rozkład naprężeń, ale wymagają precyzyjnej geometrii rowka. Profile w kształcie litery D oferują lepszą retencję w płytkich rowkach, ale mogą powodować koncentrację naprężeń na płaskiej powierzchni styku. Uszczelki puste w środku zmniejszają siły ściskające, ale poświęcają zdolność odporności na ciśnienie.
Projekt rowka i tolerancje produkcyjne
Geometria rowka bezpośrednio determinuje retencję uszczelki, jednolitość ściskania i długotrwałą integralność uszczelnienia. Optymalny stosunek szerokości do głębokości wynoszący 3:2 zapewnia odpowiednie podparcie uszczelki, zapobiegając jednocześnie nadmiernemu ściskaniu lub wytłaczaniu pod ciśnieniem. W przypadku standardowych uszczelek okrągłych o średnicy 6 mm, wymiary rowka zazwyczaj określają szerokość 4,5 mm × głębokość 3,0 mm z kontrolą tolerancji ±0,1 mm.
Tolerancje produkcyjne wymiarów rowka wymagają starannego rozważenia skumulowanych efektów nakładania się. Tolerancje położenia ±0,2 mm na osiach rowka zapewniają prawidłowe ustawienie uszczelki na powierzchniach styku, podczas gdy zmienność głębokości przekraczająca ±0,1 mm powoduje nierównomierne ściskanie, które zagraża wydajności uszczelniania.
Promienie narożne w projekcie rowka muszą uwzględniać elastyczność uszczelki, zachowując jednocześnie integralność strukturalną. Minimalne wymagania dotyczące promienia zazwyczaj odpowiadają 0,3-krotności średnicy uszczelki, aby zapobiec pękaniu materiału pod wpływem naprężeń podczas instalacji i cykli ściskania. Ostre narożniki tworzą punkty koncentracji naprężeń, które przyspieszają uszkodzenie uszczelki poprzez propagację pęknięć.
Aby uzyskać wyniki o wysokiej precyzji, Wyślij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Zaawansowane strategie uszczelniania i wielostopniowa ochrona
Złożone obudowy często wymagają wielostopniowych strategii uszczelniania, aby osiągnąć niezawodną ochronę IP65. Uszczelnienia podstawowe odpowiadają za większość wykluczenia środowiskowego, podczas gdy uszczelnienia wtórne zapewniają ochronę zapasową przed degradacją uszczelnienia podstawowego lub wadami instalacji. Ta redundancja okazuje się szczególnie cenna w krytycznych zastosowaniach, w których konsekwencje awarii uszczelnienia wykraczają poza koszty wymiany komponentów.
Uszczelnienia labiryntowe uzupełniają systemy oparte na uszczelkach, tworząc kręte ścieżki, które zmniejszają różnicę ciśnień na uszczelnieniach podstawowych. Te geometryczne cechy, obrabiane lub formowane w powierzchnie styku, znacząco poprawiają ogólną niezawodność systemu bez dodawania kosztów materiałowych. Typowe konstrukcje labiryntowe obejmują 2-3 zmiany kierunku z prześwitami 0,5-1,0 mm.
Funkcje drenażowe zintegrowane z konstrukcją obudowy zapobiegają gromadzeniu się wody, która mogłaby przeciążyć systemy uszczelniania podczas długotrwałej ekspozycji. Strategicznie rozmieszczone otwory drenażowe o średnicy 3-5 mm, umieszczone w geometrycznych punktach dolnych, umożliwiają odprowadzanie wilgoci przy zachowaniu integralności IP65. Funkcje te wymagają starannego pozycjonowania, aby uniknąć tworzenia ścieżek wnikania w warunkach ciśnieniowych.
| Strategia uszczelniania | Złożoność | Wpływ na koszt | Współczynnik niezawodności | Wymagania konserwacyjne |
|---|---|---|---|---|
| Pojedyncza uszczelka | Niska | 1.0x | Standardowa | Wymiana co 5 lat |
| Podwójna uszczelka | Średnia | 1.8x | Wysoka | Wymiana co 7 lat |
| Uszczelka + Labirynt | Średnia | 1.4x | Bardzo wysoka | Wymiana co 10 lat |
| System wielostopniowy | Wysoka | 2.5x | Doskonała | Kontrola co 3 lata |
| Spawane + Uszczelka | Wysoka | 2.2x | Doskonała | Stała |
Dobór łączników i kontrola ściskania
Specyfikacje łączników bezpośrednio wpływają na jednolitość ściskania uszczelki i długotrwałą wydajność uszczelnienia. Śruby z łbem walcowym ze stali nierdzewnej zapewniają odporność na korozję i precyzyjne przyłożenie momentu obrotowego, przy czym M6 × 1,0 to najpopularniejszy rozmiar do standardowych zastosowań w obudowach. Rozstaw łączników zazwyczaj waha się od 80-120 mm na środku, przy czym bliższy rozstaw jest wymagany dla cieńszych podłoży z blachy.
Specyfikacje momentu obrotowego muszą uwzględniać właściwości materiału uszczelki, grubość podłoża i efekty cykli termicznych. Standardowe uszczelki EPDM w obudowach aluminiowych zazwyczaj wymagają momentu obrotowego 4-6 N⋅m na łącznikach M6, przy czym wartości są dostosowywane w zależności od twardości uszczelki i wymagań dotyczących ściskania. Nadmierne dokręcanie powoduje koncentrację naprężeń, które przyspieszają degradację uszczelki, podczas gdy niewystarczający moment obrotowy powoduje relaksację uszczelnienia podczas cykli termicznych.
Preparaty zabezpieczające gwinty zapobiegają poluzowaniu łączników z powodu wibracji lub cykli termicznych, ale wybór musi uwzględniać możliwość serwisowego demontażu. Średnio mocne związki beztlenowe zapewniają odpowiednią retencję, umożliwiając jednocześnie serwis w terenie za pomocą standardowych narzędzi. Związki o wysokiej wytrzymałości mogą wymagać podgrzania do demontażu, co komplikuje procedury konserwacyjne.
Dobór podkładek wpływa na rozkład obciążenia na powierzchniach uszczelki. Podkładki ze stali nierdzewnej o średnicy zewnętrznej 12 mm skutecznie rozkładają obciążenia ściskające, zapobiegając jednocześnie odkształceniu podłoża. Konstrukcje z podkładkami ustalonymi skracają czas montażu i eliminują luźne elementy podczas prac serwisowych w terenie.
Procesy produkcyjne i kontrola jakości
Operacje formowania blachy muszą uwzględniać wymagania dotyczące rowków uszczelniających na etapie projektowania, aby zapewnić wykonalność produkcji i efektywność kosztową. Operacje gięcia na prasie krawędziowej mogą zazwyczaj uwzględniać rowki prostopadłe do osi gięcia, podczas gdy rowki równoległe mogą wymagać dodatkowych operacji obróbki, które znacząco zwiększają koszty produkcji.
Obróbka CNC rowków uszczelniających zapewnia lepszą kontrolę wymiarową w porównaniu z operacjami formowania, szczególnie w przypadku złożonych geometrii lub rygorystycznych wymagań dotyczących tolerancji. Microns Hub's precyzyjne usługi obróbki CNC zapewniają, że wymiary rowków spełniają wymagania uszczelniania IP65, optymalizując jednocześnie wydajność produkcji zarówno dla prototypów, jak i ilości produkcyjnych.
Operacje spawania w pobliżu obszarów uszczelki wymagają starannego zarządzania ciepłem, aby zapobiec zniekształceniu podłoża, które zagraża geometrii rowka. Spawanie TIG z kontrolowanym dopływem ciepła zazwyczaj utrzymuje stabilność wymiarową w dopuszczalnych granicach, podczas gdy spawanie MIG może wymagać obróbki po spawaniu w celu przywrócenia specyfikacji rowka.
Procedury kontroli jakości dla obudów IP65 muszą potwierdzać zarówno zgodność wymiarową, jak i rzeczywistą wydajność uszczelniania. Współrzędnościowe maszyny pomiarowe weryfikują wymiary rowka z dokładnością do ±0,05 mm, podczas gdy testy spadku ciśnienia potwierdzają współczynniki nieszczelności poniżej 1 × 10⁻⁶ mbar⋅l/s w symulowanych warunkach pracy.
| Proces produkcyjny | Dokładność rowka (mm) | Wydajność produkcji | Koszt konfiguracji | Najlepsze zastosowania |
|---|---|---|---|---|
| Obróbka CNC | ±0.03 | Średnia | Wysoki | Złożone geometrie |
| Formowanie na prasie krawędziowej | ±0.15 | Wysoka | Niski | Proste rowki proste |
| Wykrojnik postępowy | ±0.08 | Bardzo wysoka | Bardzo wysoki | Produkcja wielkoseryjna |
| Cięcie laserowe + Formowanie | ±0.10 | Średnia | Średni | Średnie nakłady |
| Strumień wody + Dodatkowe | ±0.05 | Niska | Średni | Grube materiały |
Protokoły testowania i walidacji
Walidacja IP65 wymaga systematycznych protokołów testowania, które symulują rzeczywiste warunki pracy, zapewniając jednocześnie ilościowe dane dotyczące wydajności. Standardowe procedury testowe są zgodne ze specyfikacjami IEC 60529, wykorzystując skalibrowane komory pyłowe i aparaturę do strumieni wody w celu weryfikacji poziomów ochrony w kontrolowanych warunkach.
Testowanie wnikania pyłu wykorzystuje talk lub standaryzowany pył testowy krążący w komorach przy określonych stężeniach i prędkościach powietrza. Czas trwania testu zazwyczaj wynosi 8 godzin z okresowymi cyklami ciśnieniowymi w celu symulacji efektów oddychania termicznego. Należy wykazać całkowite wykluczenie pyłu bez mierzalnej akumulacji wewnątrz obudowy.
Testowanie strumieniem wody wykorzystuje dysze 6,3 mm dostarczające 12,5 litra na minutę przy ciśnieniu 30 kPa ze wszystkich kierunków. Czas trwania testu wynosi minimum 15 minut, przy czym obudowa jest zorientowana tak, aby stanowić maksymalne wyzwanie dla systemów uszczelniania. Wszelkie wnikanie wody jest niedopuszczalne, a wykryta wilgoć stanowi niepowodzenie testu.
Długoterminowe testy niezawodności obejmują cykle termiczne między ekstremalnymi temperaturami roboczymi, zazwyczaj 1000 cykli od -40°C do +85°C z 2-godzinnymi czasami przetrzymywania. Pomiary odkształcenia trwałego uszczelki w wyniku ściskania weryfikują stabilność materiału, podczas gdy testy współczynnika nieszczelności potwierdzają ciągłą integralność uszczelnienia przez cały czas trwania testu.
Strategie optymalizacji kosztów
Dobór materiału znacząco wpływa na całkowite koszty projektu, przy czym stopy aluminium oferują optymalną równowagę między wydajnością a ekonomią dla większości zastosowań. Stale nierdzewne charakteryzują się wyższymi cenami, ale zapewniają doskonałą odporność na korozję i stabilność wymiarową, co może uzasadniać zwiększone koszty w trudnych warunkach środowiskowych lub wydłużonych wymaganiach dotyczących żywotności.
Dobór uszczelki stwarza możliwości optymalizacji kosztów bez narażania wydajności IP65. Standardowe formulacje EPDM zapewniają doskonałą wydajność w konkurencyjnych cenach, podczas gdy specjalistyczne związki, takie jak materiały fluorowęglowe, mogą być niepotrzebne, chyba że istnieją określone wymagania dotyczące odporności chemicznej. Niestandardowe przekroje uszczelki mogą zmniejszyć zużycie materiału w porównaniu ze standardowymi profilami okrągłymi przy zachowaniu skuteczności uszczelniania.
Dobór procesu produkcyjnego wymaga starannej analizy wymagań dotyczących objętości i złożoności geometrycznej. Zastosowania o małej objętości korzystają z elastycznych procesów, takich jak gięcie na prasie krawędziowej i nasze usługi produkcyjne, które minimalizują inwestycje w oprzyrządowanie. Produkcja wielkoseryjna uzasadnia progresywne oprzyrządowanie matrycowe pomimo znacznych kosztów początkowych ze względu na skrócony czas produkcji na jednostkę i poprawioną spójność wymiarową.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje dbałość o szczegóły niezbędną do niezawodnej wydajności IP65 w różnych środowiskach pracy.
Typowe pułapki projektowe i rozwiązania
Niewystarczający rozstaw łączników to jedna z najczęstszych przyczyn awarii uszczelnienia IP65 w obudowach z blachy. Nadmierny rozstaw umożliwia ugięcie podłoża między łącznikami, tworząc szczeliny, które zagrażają ściskaniu uszczelki. Standardowa praktyka ogranicza rozstaw do 100 mm dla blachy o grubości 2,0 mm, z proporcjonalnym zmniejszeniem dla cieńszych materiałów.
Przecięcia rowków uszczelniających w narożach wymagają szczególnej uwagi, aby zapobiec ścieżkom wycieku, które omijają podstawową powierzchnię uszczelniającą. Formowane uszczelki narożne eliminują połączenia, które tworzą potencjalne punkty awarii, podczas gdy połączenia klejone wymagają precyzyjnego cięcia i procedur klejenia, aby utrzymać integralność uszczelnienia. Promienie narożne powinny uwzględniać wymagania dotyczące promienia gięcia uszczelki bez tworzenia koncentracji naprężeń.
Obliczenia rozszerzalności cieplnej często pomijają różnicową rozszerzalność między różnymi materiałami w konstrukcjach kompozytowych. Stalowe ramy wzmacniające w połączeniu z aluminiowymi powłokami tworzą wzory naprężeń, które mogą zagrażać jednolitości ściskania uszczelki podczas zmian temperatury. Rozwiązania projektowe obejmują kompensatory lub dobór materiałów, który minimalizuje niedopasowania rozszerzalności cieplnej.
Niespójności wykończenia powierzchni w pobliżu powierzchni styku uszczelki często wynikają z niewystarczającej kontroli procesu podczas produkcji. Operacje spawania, które powodują miejscową szorstkość lub zanieczyszczenie, wymagają obróbki końcowej w celu przywrócenia określonych warunków powierzchni. Procedury kontroli jakości muszą weryfikować wymagania dotyczące wykończenia powierzchni oprócz specyfikacji wymiarowych.
Często zadawane pytania
Jaki współczynnik ściskania uszczelki zapewnia optymalną wydajność uszczelniania IP65?
Optymalne współczynniki ściskania wahają się od 15-25% pierwotnego przekroju uszczelki dla większości materiałów EPDM. Ten zakres zapewnia wystarczające ciśnienie kontaktowe dla skutecznego uszczelniania, zapobiegając jednocześnie degradacji materiału w wyniku nadmiernego ściskania. Twardość Shore'a A wpływa na idealne ściskanie, przy czym bardziej miękkie materiały wymagają niższych współczynników ściskania.
Jak efekty rozszerzalności cieplnej wpływają na długotrwałą integralność uszczelnienia?
Rozszerzalność cieplna powoduje zmiany wymiarowe, które naprężają materiały uszczelniające i potencjalnie zagrażają geometrii uszczelnienia. Obudowy aluminiowe rozszerzają się o około 0,23 mm na metr na 10°C wzrostu temperatury. Strategie projektowe obejmują kompensatory, dobór materiałów o dopasowanych współczynnikach cieplnych i materiały uszczelniające o wysokiej zdolności wydłużania.
Jakie tolerancje produkcyjne są wymagane dla skutecznej geometrii rowka uszczelniającego?
Tolerancje szerokości rowka zazwyczaj określają ±0,1 mm dla optymalnej retencji uszczelki i kontroli ściskania. Tolerancje głębokości powinny utrzymywać ±0,1 mm, aby zapewnić równomierne ściskanie na całym obwodzie uszczelki. Tolerancje położenia ±0,2 mm zapobiegają niewspółosiowości uszczelki, która tworzy ścieżki wycieku.
Czy stopień ochrony IP65 można utrzymać w przypadku zdejmowanych paneli lub drzwi?
Tak, zdejmowane panele mogą utrzymać ochronę IP65 dzięki odpowiedniej konstrukcji zawiasów i systemom uszczelniania. Zawiasy fortepianowe zapewniają ciągłe podparcie wzdłuż krawędzi panelu, podczas gdy odpowiednio zaprojektowane zatrzaski ściskające zapewniają odpowiednie ściskanie uszczelki. Wiele łączników z określonymi wartościami momentu obrotowego oferuje alternatywne rozwiązania dla często otwieranych paneli.
Jakie procedury testowe weryfikują zgodność z IP65 w niestandardowych obudowach?
Testowanie IP65 jest zgodne z normami IEC 60529 z testowaniem w komorze pyłowej przez minimum 8 godzin i testowaniem strumieniem wody przy 12,5 litrach na minutę z dysz 6,3 mm. Testowanie spadku ciśnienia uzupełnia standardowe procedury, kwantyfikując współczynniki nieszczelności w kontrolowanych warunkach. Walidacja cykli termicznych potwierdza wydajność w zakresach temperatur roboczych.
Jak grubość blachy wpływa na ściskanie uszczelki i wydajność uszczelniania?
Cieńsza blacha ugina się bardziej pod obciążeniem ściskającym uszczelki, potencjalnie tworząc nierównomierny rozkład ciśnienia, który zagraża skuteczności uszczelniania. Materiały o grubości poniżej 1,5 mm często wymagają bliższego rozstawu łączników lub elementów wzmacniających, aby utrzymać odpowiednią sztywność. Grubsze materiały zapewniają lepszą stabilność wymiarową, ale zwiększają koszty materiałowe i obciążenia formujące.
Jakie są najbardziej opłacalne materiały na obudowy z blachy IP65?
Aluminium 5052-H32 oferuje najlepsze połączenie kosztów, formowalności i odporności na korozję dla większości zastosowań IP65. Stal walcowana na zimno zapewnia niższe koszty materiałowe, ale wymaga powłok ochronnych i starannego doboru materiału uszczelki, aby zapobiec korozji galwanicznej. Stale nierdzewne uzasadniają wyższe ceny tylko wtedy, gdy określone warunki środowiskowe wymagają doskonałej odporności na korozję.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece