Głębokie Tłoczenie a Wyoblanie: Wytwarzanie Cylindrycznych Kształtów Metalowych
Wytwarzanie cylindrycznych elementów metalowych stawia przed inżynierami dwa podstawowe procesy formowania: głębokie tłoczenie i wyoblanie metali. Każdy z tych procesów oferuje odmienne zalety pod względem wykorzystania materiałów, kosztów oprzyrządowania, wielkości produkcji i osiągalnych tolerancji. Zrozumienie fundamentalnych różnic między tymi procesami ma kluczowe znaczenie dla optymalizacji wyników produkcyjnych i efektywności kosztowej.
Kluczowe wnioski
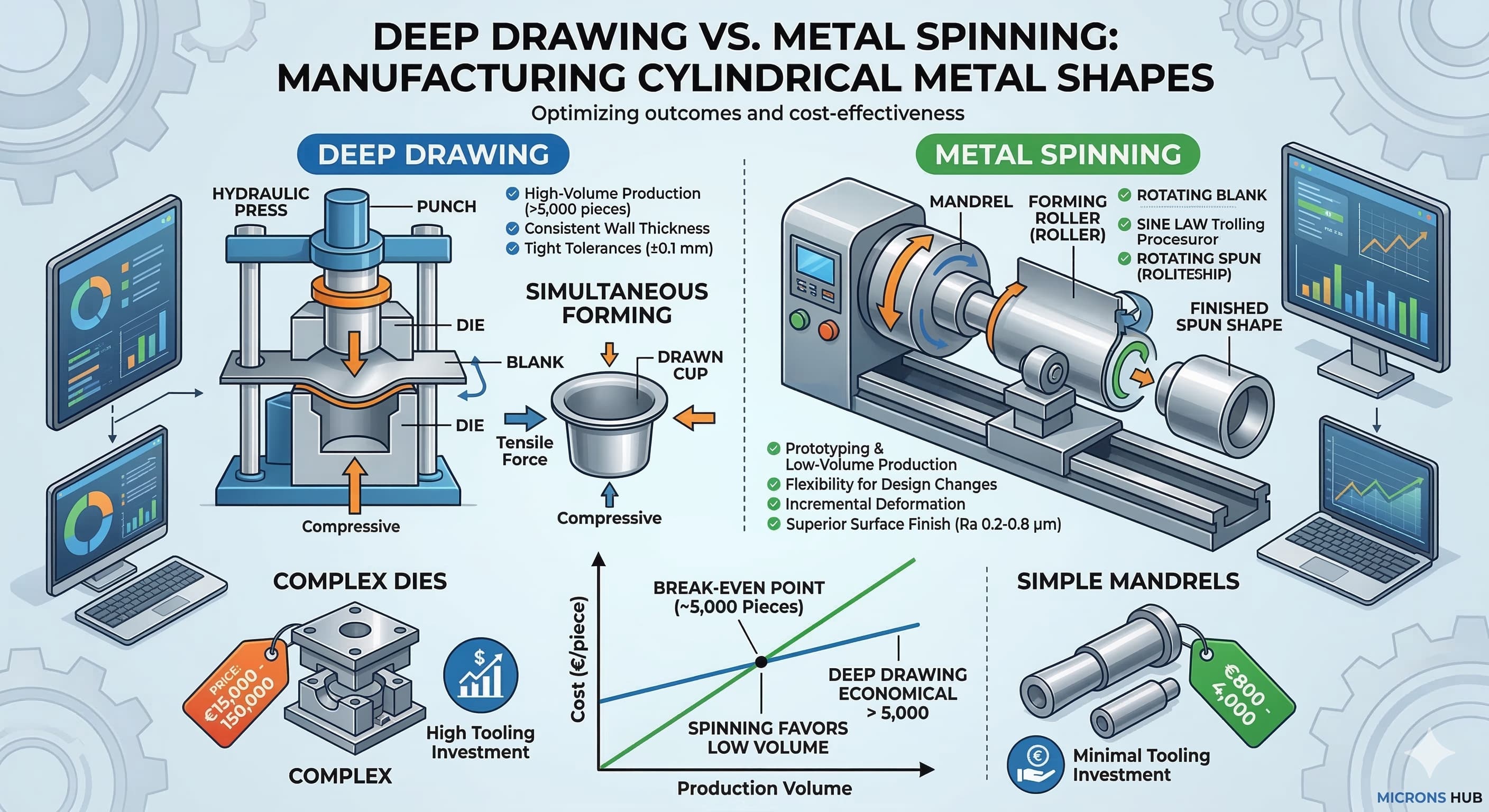
- Głębokie tłoczenie doskonale sprawdza się w produkcji wielkoseryjnej, zapewniając stałą grubość ścianek i wąskie tolerancje (±0,1 mm)
- Wyoblanie metali oferuje większą elastyczność w prototypowaniu i produkcji małoseryjnej przy minimalnych nakładach na oprzyrządowanie
- Dobór materiału znacząco wpływa na opłacalność procesu, przy czym głębokie tłoczenie wymaga wyższych współczynników plastyczności
- Analiza kosztów ujawnia, że głębokie tłoczenie staje się ekonomiczne przy nakładach przekraczających 5000 sztuk rocznie
Podstawy Procesu Głębokiego Tłoczenia
Głębokie tłoczenie przekształca płaskie arkusze blachy w cylindryczne lub pudełkowate elementy poprzez kombinację sił rozciągających i ściskających. Proces wykorzystuje system stempla i matrycy, gdzie stempel przepycha blachę przez gniazdo matrycy, tworząc bezszwowy, pusty kształt o głębokości większej niż połowa średnicy.
Krytycznym parametrem w głębokim tłoczeniu jest współczynnik tłoczenia (DR), obliczany jako średnica blachy podzielona przez średnicę stempla. Dla większości materiałów pojedyncza operacja tłoczenia może osiągnąć współczynniki od 1,8:1 do 2,2:1. Gdy wymagane są wyższe współczynniki, konieczne stają się wieloetapowe operacje tłoczenia, przy czym każdy kolejny etap zmniejsza średnicę o około 20-30%.
Przepływ materiału podczas głębokiego tłoczenia przebiega według określonych wzorców. Zewnętrzne obszary blachy poddawane są obwodowemu ściskaniu, podczas gdy materiał ścianki bocznej ulega naprężeniom rozciągającym. Ten podwójny stan naprężeń wymaga materiałów o doskonałej plastyczności i jednolitej strukturze ziarna. Gatunki stali takie jak DC04 (EN 10130) i stop aluminium 3003-H14 wykazują optymalną wydajność ze względu na ich wysokie wartości r (współczynnik odkształcenia) wynoszące 1,8-2,2.
Konstrukcja oprzyrządowania odgrywa kluczową rolę w osiągnięciu spójnych wyników. Promień matrycy zazwyczaj waha się od 6 do 10 razy grubości materiału, podczas gdy promień stempla utrzymywany jest na poziomie 4-8 razy grubości. Te proporcje zapobiegają rozrywaniu materiału podczas operacji formowania, minimalizując jednocześnie efekt sprężynowania.
Mechanika Procesu Wyoblania Metali
Wyoblanie metali, znane również jako formowanie przez wyoblanie, kształtuje cylindryczne elementy poprzez obracanie metalowego półfabrykatu z dużą prędkością, jednocześnie przykładając miejscowy nacisk za pomocą narzędzi formujących. Półfabrykat jest mocowany do trzpienia, który definiuje geometrię wewnętrzną, a materiał jest stopniowo formowany na tym trzpieniu za pomocą rolek lub specjalistycznych narzędzi do wyoblania.
Proces ten działa na zasadach fundamentalnie różnych niż głębokie tłoczenie. Zamiast jednoczesnego formowania, wyoblanie tworzy pożądany kształt poprzez stopniowe odkształcanie. Materiał przepływa promieniowo do wewnątrz i osiowo wzdłuż powierzchni trzpienia, przy czym grubość ścianki zmienia się zgodnie z prawem sinusów: t₁ = t₀ × sin α, gdzie t₁ to grubość końcowa, t₀ to grubość początkowa, a α to kąt od osi obrotu.
Trzpienie do wyoblania wymagają precyzyjnej obróbki, ale reprezentują znacznie niższe koszty oprzyrządowania w porównaniu z matrycami do głębokiego tłoczenia. Typowy stalowy trzpień do wyoblania kosztuje 800-1500 EUR, podczas gdy równoważne oprzyrządowanie do głębokiego tłoczenia waha się od 15 000 do 50 000 EUR, w zależności od złożoności i wymagań produkcyjnych.
Proces ten obejmuje szerszy zakres materiałów, w tym stopy umacniające się podczas obróbki na zimno, które mogą okazać się trudne do głębokiego tłoczenia. Stal nierdzewna 316L, tytan Ti-6Al-4V i Inconel 625 mogą być z powodzeniem wyoblanie ze względu na stopniowy charakter odkształcania, który zapobiega nadmiernej koncentracji naprężeń.
Dobór Materiału i Kompatybilność
Dobór materiału stanowi krytyczny punkt decyzyjny między procesami głębokiego tłoczenia i wyoblania. Każda metoda formowania stawia różne wymagania właściwościom materiału, wpływając zarówno na wykonalność procesu, jak i jakość końcowego elementu.
| Właściwość materiału | Wymagania dotyczące głębokiego tłoczenia | Wymagania dotyczące wyoblania | Typowe wartości |
|---|---|---|---|
| Wydłużenie (%) | ≥25% | ≥15% | DC04: 38-42% |
| Wartość r (Współczynnik odkształcenia) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| Wartość n (Wzmocnienie odkształceniowe) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Granica plastyczności (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Głębokie tłoczenie wymaga materiałów o wysokich współczynnikach odkształcenia plastycznego (wartości r), aby zapobiec powstawaniu uszu i zapewnić równomierny przepływ materiału. Wartość r reprezentuje stosunek odkształcenia szerokości do odkształcenia grubości podczas badania rozciągania. Materiały o wartościach r poniżej 1,0 mają tendencję do nadmiernego rozrzedzania się podczas operacji tłoczenia, co prowadzi do potencjalnej awarii.
Procesy wyoblania obejmują materiały o niższych wskaźnikach formowalności, ponieważ odkształcenie zachodzi stopniowo, a nie jednocześnie na całej powierzchni blachy. Ta cecha sprawia, że wyoblanie jest szczególnie odpowiednie dla stopów o wysokiej wytrzymałości i materiałów egzotycznych, gdzie głębokie tłoczenie przekroczyłoby granice formowania materiału.
Wielkość ziarna znacząco wpływa na oba procesy, ale z różnymi implikacjami. Materiały drobnoziarniste (wielkość ziarna ASTM 7-9) zapewniają lepsze wykończenie powierzchni w zastosowaniach głębokiego tłoczenia, podczas gdy wyoblanie może tolerować grubsze struktury ziarna bez pogarszania dokładności wymiarowej.
Konstrukcja Oprzyrządowania i Analiza Inwestycji
Fundamentalna różnica w wymaganiach dotyczących oprzyrządowania między głębokim tłoczeniem a wyoblaniem bezpośrednio wpływa na ekonomię projektu i czasy realizacji. Głębokie tłoczenie wymaga precyzyjnie obrobionych matryc postępowych wykonanych ze stali narzędziowych, takich jak D2 lub A2, o wartościach twardości w zakresie 58-62 HRC.
Konstrukcja matrycy postępowej obejmuje wiele stacji dla złożonych geometrii, przy czym każda stacja wymaga precyzyjnego ustawienia i kontroli luzu. Typowe luzy matryc wynoszą od 1,1 do 1,3 razy grubość materiału dla stali i od 1,2 do 1,4 razy dla stopów aluminium. Te wąskie tolerancje wymagają produkcji o wysokiej precyzji, co podnosi koszty oprzyrządowania.
Trzpienie do wyoblania oferują znacznie zmniejszone nakłady na oprzyrządowanie. Typowy trzpień można wytworzyć z aluminium 7075-T6 do zastosowań prototypowych lub ze stali 4140 do produkcji seryjnej. Trzpień wymaga tylko końcowej geometrii wewnętrznej, eliminując złożone profile gniazd niezbędne dla matryc do głębokiego tłoczenia.
| Komponent oprzyrządowania | Koszt głębokiego tłoczenia (€) | Koszt wyoblania (€) | Czas realizacji (tygodnie) |
|---|---|---|---|
| Prosty cylindryczny (Ø100mm) | 15 000 - 25 000 | 800 - 1 500 | 6-8 vs 2-3 |
| Złożony profil stopniowany | 35 000 - 60 000 | 2 000 - 4 000 | 10-12 vs 3-4 |
| Wieloetapowy postępowy | 75 000 - 150 000 | N/A (Jednoetapowy) | 12-16 vs N/A |
| Konserwacja narzędzi (rocznie) | 5-10% kosztu początkowego | 2-3% kosztu początkowego | W toku |
Rozważania dotyczące trwałości narzędzi dodatkowo różnicują te procesy. Matryce do głębokiego tłoczenia wytrzymują zazwyczaj 500 000-2 000 000 cykli, w zależności od materiału i złożoności, podczas gdy trzpienie do wyoblania mogą przekroczyć 10 000 cykli przy odpowiedniej konserwacji. Jednak narzędzia do wyoblania (rolki i narzędzia formujące) wymagają okresowej wymiany co 5 000-15 000 cykli.
Aby uzyskać wyniki o wysokiej precyzji, Wyślij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Dokładność Wymiarowa i Jakość Powierzchni
Osiągnięcie precyzyjnej kontroli wymiarowej wymaga zrozumienia, w jaki sposób każdy proces wpływa na geometrię końcowego elementu. Głębokie tłoczenie zazwyczaj zapewnia lepszą koncentryczność i jednolitość grubości ścianek ze względu na jednoczesne działanie formujące na całej powierzchni blachy.
Zmienność grubości ścianek w elementach głęboko tłoczonych zazwyczaj pozostaje w granicach ±10-15% pierwotnej grubości blachy, przy czym najcieńsze przekroje występują na promieniu nosa stempla. Ten przewidywalny wzór rozrzedzania pozwala inżynierom kompensować go poprzez dobór grubości blachy i planowanie redukcji tłoczenia.
Operacje wyoblania wytwarzają elementy o grubości ścianek zgodnej z zależnością prawa sinusów, co skutkuje zamierzoną zmiennością grubości, którą należy uwzględnić w obliczeniach projektowych. Jednak wyoblanie oferuje lepszą kontrolę nad lokalną geometrią, umożliwiając tworzenie elementów, takich jak kołnierze, rowki i złożone krzywizny, które wymagałyby wielu operacji głębokiego tłoczenia.
Jakość wykończenia powierzchni różni się znacznie między procesami. Elementy głęboko tłoczone wykazują jednolite cechy powierzchni odpowiadające pierwotnemu stanowi blachy, zazwyczaj Ra 0,8-1,6 μm dla podłoży ze stali walcowanej na zimno. Operacje wyoblania mogą osiągnąć lepsze wykończenie powierzchni (Ra 0,2-0,8 μm) dzięki procesowi dogładzania narzędzi formujących, co jest szczególnie korzystne w zastosowaniach wymagających minimalnej obróbki końcowej.
Tolerancje wymiarowe osiągalne w każdym procesie odzwierciedlają fundamentalne mechanizmy formowania. Głębokie tłoczenie rutynowo osiąga ±0,1 mm na średnicy i ±0,15 mm na wysokości dla elementów o średnicy do 200 mm. Tolerancje wyoblania zależą od dokładności trzpienia i kontroli procesu, zazwyczaj zapewniając ±0,2 mm na średnicy i ±0,25 mm na wysokości dla elementów o podobnych rozmiarach.
Optymalizacja Wielkości Produkcji
Analiza ekonomiczna ujawnia wyraźne punkty progowe, w których każdy proces staje się korzystny. Wysokie nakłady na oprzyrządowanie w głębokim tłoczeniu wymagają znacznych wielkości produkcji, aby uzasadnić początkowe wydatki, podczas gdy niższe koszty konfiguracji wyoblania sprzyjają mniejszym seriom i opracowywaniu prototypów.
Kalkulacja kosztu na sztukę obejmuje efektywność wykorzystania materiału, która zdecydowanie sprzyja głębokiemu tłoczeniu w przypadku prostych geometrii. Cylindry głęboko tłoczone zazwyczaj osiągają 85-92% wykorzystania materiału, podczas gdy operacje wyoblania wahają się od 95 do 98% ze względu na minimalne wytwarzanie odpadów. Jednak przewaga wyoblania pod względem efektywności materiałowej maleje, gdy weźmie się pod uwagę możliwość zastosowania grubszych półfabrykatów początkowych wymaganych do osiągnięcia pożądanej grubości końcowej w krytycznych obszarach.
| Wielkość produkcji | Głębokie tłoczenie (€/sztukę) | Wyoblanie (€/sztukę) | Zalecany proces |
|---|---|---|---|
| 1-100 sztuk | 45.00 - 65.00 | 12.00 - 18.00 | Wyoblanie |
| 500-1 000 sztuk | 18.00 - 25.00 | 10.00 - 15.00 | Wyoblanie |
| 5 000-10 000 sztuk | 4.50 - 6.50 | 8.00 - 12.00 | Głębokie tłoczenie |
| 50 000+ sztuk | 2.20 - 3.80 | 7.50 - 11.00 | Głębokie tłoczenie |
Analiza czasu cyklu ujawnia przewagę głębokiego tłoczenia w scenariuszach wielkoseryjnych. Typowa operacja głębokiego tłoczenia kończy się w ciągu 3-8 sekund, w zależności od złożoności, podczas gdy operacje wyoblania wymagają 2-15 minut na element. Ta dramatyczna różnica w tempie produkcji sprawia, że głębokie tłoczenie jest oczywistym wyborem dla zastosowań wielkoseryjnych pomimo początkowych nakładów na oprzyrządowanie.
Operacje dodatkowe znacząco wpływają na całkowity koszt produkcji. Elementy głęboko tłoczone często wymagają przycinania, przebijania lub dodatkowych operacji formowania, które dodają 0,50-2,00 EUR na sztukę. Operacje wyoblania zazwyczaj dostarczają elementy o kształcie zbliżonym do ostatecznego, wymagające minimalnej obróbki dodatkowej, oferując korzyści kosztowe w przypadku złożonych geometrii.
Kontrola Jakości i Metody Inspekcji
Protokoły zapewnienia jakości dla obu procesów muszą uwzględniać unikalne cechy i potencjalne tryby awarii każdej metody formowania. Kontrola jakości głębokiego tłoczenia koncentruje się na zapobieganiu typowym wadom, takim jak powstawanie uszu, marszczenie, rozrywanie i nadmierne rozrzedzanie, poprzez optymalizację parametrów procesu i statystyczną kontrolę procesu.
Krytyczne punkty pomiarowe dla elementów głęboko tłoczonych obejmują rozkład grubości ścianek za pomocą ultradźwiękowych mierników grubości, dokładność wymiarową za pomocą współrzędnościowych maszyn pomiarowych (CMM) i ocenę jakości powierzchni. Systemy monitorowania w linii mogą wykrywać wahania siły stempla wskazujące na potencjalne zużycie narzędzia lub zmiany właściwości materiału.
Kontrola jakości wyoblania podkreśla dokładność trzpienia, stan narzędzia formującego i spójność prędkości obrotowej. Stopniowy charakter wyoblania pozwala na regulacje w trakcie procesu, dając możliwość korygowania odchyleń wymiarowych podczas formowania, zamiast złomowania gotowych elementów.
Wdrażanie statystycznej kontroli procesu różni się między procesami. Głębokie tłoczenie korzysta z wartości Cpk przekraczających 1,33 dla krytycznych wymiarów, osiągalnych dzięki ścisłej kontroli pozycjonowania blachy, spójności smarowania i tonażu prasy. Operacje wyoblania wymagają monitorowania stabilności prędkości obrotowej (±2%), spójności prędkości posuwu (±5%) i jednolitości ciśnienia formowania.
Zamawiając od Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, z kompleksową dokumentacją jakości i identyfikowalnością.
Integracja z Systemami Produkcyjnymi
Nowoczesne środowiska produkcyjne wymagają bezproblemowej integracji procesów formowania z operacjami poprzedzającymi i następującymi. Linie głębokiego tłoczenia zazwyczaj obejmują zautomatyzowane podawanie blach, systemy transferowe i zintegrowane precyzyjne usługi obróbki CNC do operacji dodatkowych.
Wysoka prędkość operacji głębokiego tłoczenia wymaga zaawansowanych systemów automatyzacji zdolnych do utrzymania czasów cyklu przy jednoczesnym zapewnieniu stałej jakości części. Progresywne systemy matryc mogą integrować wiele operacji formowania, przebijania i przycinania w jednym suwie prasy, maksymalizując wydajność i minimalizując koszty obsługi.
Operacje wyoblania, choć na ogół wymagają większej interwencji manualnej, oferują elastyczność w dostosowywaniu się do zmian w projekcie i wariantów produktu. Tokarki CNC do wyoblania zapewniają zautomatyzowaną kontrolę sekwencji formowania, zachowując jednocześnie wrodzoną zdolność procesu do dostosowywania się do różnych geometrii elementów.
Integracja z naszymi usługami produkcyjnymi pozwala na kompleksowe zarządzanie projektem od wstępnego projektu po końcową kontrolę. To zintegrowane podejście zapewnia optymalny dobór procesu w oparciu o specyficzne wymagania projektu, zamiast ograniczania opcji do pojedynczych metod produkcji.
Rozważania dotyczące łańcucha dostaw również wpływają na dobór procesu. Zależność głębokiego tłoczenia od specjalistycznego oprzyrządowania tworzy zależności od producentów narzędzi i matryc, potencjalnie wydłużając czasy realizacji nowych projektów. Operacje wyoblania często mogą wykorzystywać istniejący zapas trzpieni lub szybko wytwarzać nowe trzpienie przy użyciu standardowych możliwości obróbki.
Zaawansowane Zastosowania i Studia Przypadków
Zastosowania w przemyśle lotniczym demonstrują krytyczne znaczenie doboru procesu w wymagających środowiskach. Głębokie tłoczenie doskonale sprawdza się w produkcji elementów zbiorników paliwa, gdzie stała grubość ścianek i szczelna konstrukcja są najważniejsze. Proces zapewnia powtarzalność wymiarową wymaganą do zautomatyzowanych operacji montażowych, zachowując jednocześnie integralność strukturalną niezbędną do zastosowań w zbiornikach ciśnieniowych.
Wyoblanie znajduje zastosowanie w przemyśle lotniczym do złożonych sekcji stożkowych, stożków nosowych i przejściowych kanałów, gdzie możliwość formowania złożonych krzywizn i zmiennej grubości ścianek zapewnia korzyści projektowe. Kompatybilność procesu ze stopami tytanu i Inconelu czyni go szczególnie cennym w zastosowaniach wysokotemperaturowych, gdzie właściwości materiału przekraczają granice formowania konwencjonalnego głębokiego tłoczenia.
Zastosowania motoryzacyjne prezentują podejmowanie decyzji w oparciu o wielkość produkcji. Głębokie tłoczenie dominuje w produkcji wielkoseryjnej elementów, takich jak miski olejowe, zbiorniki paliwa i elementy konstrukcyjne, gdzie zamortyzowany koszt oprzyrządowania staje się pomijalny w przypadku milionów elementów. Integracja procesu z liniami montażowymi w przemyśle motoryzacyjnym zapewnia szybkość i spójność wymaganą do produkcji just-in-time.
Produkcja urządzeń medycznych stwarza wyjątkowe wyzwania, w których zbiegają się biokompatybilność, wykończenie powierzchni i precyzja wymiarowa. Operacje wyoblania doskonale sprawdzają się w produkcji instrumentów chirurgicznych i elementów urządzeń do implantacji, gdzie doskonałe wykończenie powierzchni i kompatybilność materiałowa z egzotycznymi stopami zapewniają korzyści kliniczne.
Przemysł elektroniczny wykorzystuje oba procesy w zależności od wymagań dotyczących wielkości produkcji. Głębokie tłoczenie obsługuje zastosowania wielkoseryjne, takie jak radiatory i elementy ekranowania elektromagnetycznego, podczas gdy wyoblanie odpowiada na specjalistyczne wymagania, takie jak zastosowania ekranowania EMI, gdzie złożone geometrie i doskonałe wykończenie powierzchni wpływają na wydajność.
Przyszłe Trendy Technologiczne
Nowe technologie stale rozszerzają możliwości obu procesów formowania. Serwonapędowe prasy do głębokiego tłoczenia zapewniają programowalne profile ruchu, umożliwiając optymalizację przepływu materiału i redukcję efektów sprężynowania. Te zaawansowane systemy osiągają siły formowania z precyzją wcześniej nieosiągalną w konwencjonalnych prasach mechanicznych.
Techniki formowania na gorąco rozszerzają zakres materiałów odpowiednich do operacji głębokiego tłoczenia. Stopy aluminium, które tradycyjnie wymagały wielu etapów tłoczenia, można teraz formować w pojedynczych operacjach poprzez kontrolowane nagrzewanie blach i matryc. To udoskonalenie zmniejsza złożoność oprzyrządowania, jednocześnie poprawiając efektywność wykorzystania materiału.
Wyoblanie CNC stale ewoluuje dzięki ulepszonemu monitorowaniu procesu i adaptacyjnym systemom sterowania. Pomiar w czasie rzeczywistym sił formowania i wymiarów elementu umożliwia automatyczną regulację parametrów procesu, zmniejszając wymagania dotyczące umiejętności operatora, jednocześnie poprawiając spójność wymiarową.
Produkcja addytywna wpływa na oba procesy poprzez szybkie zastosowania oprzyrządowania. Trzpienie i narzędzia formujące drukowane w 3D umożliwiają opłacalne opracowywanie prototypów i produkcję małoseryjną, wypełniając lukę między tradycyjnymi inwestycjami w oprzyrządowanie a wymaganiami projektu.
Postęp w oprogramowaniu symulacyjnym zapewnia coraz dokładniejsze przewidywanie przepływu materiału, rozkładu naprężeń i potencjalnych trybów awarii. Analiza elementów skończonych (FEA) umożliwia optymalizację procesu przed wytworzeniem oprzyrządowania, skracając czas opracowywania i poprawiając wskaźniki sukcesu pierwszej sztuki.
Często Zadawane Pytania
Jaka jest minimalna grubość ścianki osiągalna w przypadku głębokiego tłoczenia w porównaniu z wyoblaniem?
Głębokie tłoczenie zazwyczaj utrzymuje grubość ścianki w granicach 85-90% pierwotnej grubości blachy, przy czym minimalna praktyczna grubość wynosi około 0,3 mm dla stali i 0,5 mm dla aluminium. Wyoblanie może osiągnąć cieńsze ścianki w zlokalizowanych obszarach, potencjalnie osiągając grubość 0,2 mm, ale różni się to w zależności od zależności prawa sinusów i geometrii trzpienia.
Jak porównać koszty materiałów między tymi dwoma procesami?
Koszty materiałów sprzyjają głębokiemu tłoczeniu ze względu na lepsze wykorzystanie materiału (85-92%) w porównaniu z wyższym wykorzystaniem wyoblania (95-98%), ale wymaganiem grubszych półfabrykatów początkowych. Głębokie tłoczenie zazwyczaj zużywa o 15-25% mniej surowca w przypadku prostych kształtów cylindrycznych, chociaż ta przewaga maleje w przypadku złożonych geometrii wymagających wielu operacji.
Jaką jakość wykończenia powierzchni można osiągnąć w każdym procesie?
Głębokie tłoczenie zachowuje pierwotne wykończenie powierzchni blachy, zazwyczaj Ra 0,8-1,6 μm dla podłoży ze stali walcowanej na zimno. Wyoblanie może osiągnąć lepsze wykończenie powierzchni Ra 0,2-0,8 μm dzięki procesowi dogładzania narzędzi formujących, co czyni go preferowanym w zastosowaniach wymagających minimalnej obróbki końcowej lub wykończeń dekoracyjnych.
Który proces oferuje lepszą kontrolę tolerancji wymiarowych?
Głębokie tłoczenie rutynowo osiąga tolerancje ±0,1 mm na średnicy i ±0,15 mm na wysokości dla elementów o średnicy do 200 mm. Wyoblanie zazwyczaj zapewnia ±0,2 mm na średnicy i ±0,25 mm na wysokości, chociaż możliwa jest lepsza kontrola lokalnej geometrii dzięki umiejętnej obsłudze i odpowiedniemu oprzyrządowaniu.
Jak wielkość produkcji wpływa na ekonomię procesu?
Głębokie tłoczenie staje się ekonomicznie korzystne przy nakładach przekraczających 5000 sztuk rocznie ze względu na wysokie koszty oprzyrządowania (15 000-60 000 EUR), ale niskie koszty na sztukę (2,20-6,50 EUR). Wyoblanie sprzyja produkcji małoseryjnej przy minimalnych nakładach na oprzyrządowanie (800-4 000 EUR), ale wyższych kosztach na sztukę (8,00-18,00 EUR) przy dużych nakładach.
Jakie są typowe czasy realizacji oprzyrządowania i pierwszych artykułów?
Oprzyrządowanie do głębokiego tłoczenia wymaga 6-16 tygodni, w zależności od złożoności, przy czym proste matryce cylindryczne zajmują 6-8 tygodni, a progresywne oprzyrządowanie wieloetapowe wydłuża się do 16 tygodni. Trzpienie do wyoblania zazwyczaj wymagają 2-4 tygodni, co umożliwia szybsze rozpoczęcie projektu i cykle iteracji projektu.
Który proces lepiej dostosowuje się do zmian w projekcie podczas produkcji?
Wyoblanie oferuje większą elastyczność w przypadku modyfikacji projektu, często wymagając jedynie regulacji trzpienia lub wytworzenia nowego trzpienia o koszcie 800-4 000 EUR. Zmiany w projekcie głębokiego tłoczenia zazwyczaj wymagają modyfikacji matrycy lub całkowitej wymiany matrycy, co stanowi znaczące inwestycje czasu i kosztów w wysokości 5 000-25 000 EUR, w zależności od zakresu wymaganych zmian.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece