Fazowanie vs. Zaokrąglanie: Która metoda obróbki krawędzi jest tańsza?
Inżynierowie produkcji stają przed krytyczną decyzją kosztową dla każdej obrabianej części: czy krawędzie powinny być fazowane, czy zaokrąglane? Ten pozornie drobny szczegół może wpłynąć na koszty produkcji o 15-40%, w zależności od geometrii części, doboru materiału i wielkości produkcji. Wybór wpływa nie tylko na czas obróbki, ale także na zużycie narzędzi, jakość wykończenia powierzchni i procesy montażu.
Większość inżynierów domyślnie wybiera fazowanie ze względu na jego pozorną prostotę, ale to założenie często prowadzi do nieoptymalnych wyników kosztowych. Rzeczywistość obejmuje złożone interakcje między geometrią narzędzia skrawającego, prędkościami wrzeciona, szybkością usuwania materiału i wydajnością ścieżki narzędzia, które wymagają głębszej analizy.
- Fazowanie zazwyczaj skraca czas obróbki o 25-35% w porównaniu z zaokrąglaniem w standardowych operacjach CNC
- Promienie zaokrągleń poniżej 0,5 mm wymagają specjalistycznych narzędzi, które zwiększają koszty o 0,15-0,45 € za metr bieżący
- Twardość materiału powyżej 45 HRC znacząco faworyzuje geometrię fazowania dla optymalizacji żywotności narzędzia
- Wielkości produkcji powyżej 500 sztuk często uzasadniają inwestycje w narzędzia do zaokrąglania pomimo wyższych kosztów konfiguracji
Zrozumienie podstaw obróbki krawędzi
Obróbka krawędzi pełni wiele funkcji inżynieryjnych poza estetyką. Ostre krawędzie tworzą koncentrację naprężeń, które mogą inicjować pęknięcia zmęczeniowe, szczególnie w zastosowaniach z obciążeniami cyklicznymi. Stanowią również zagrożenie dla bezpieczeństwa podczas obsługi i montażu. Z perspektywy produkcyjnej, kontrolowana obróbka krawędzi eliminuje mikroskopijne zadziory i ostre występy, które nieuchronnie powstają w wyniku operacji obróbki.
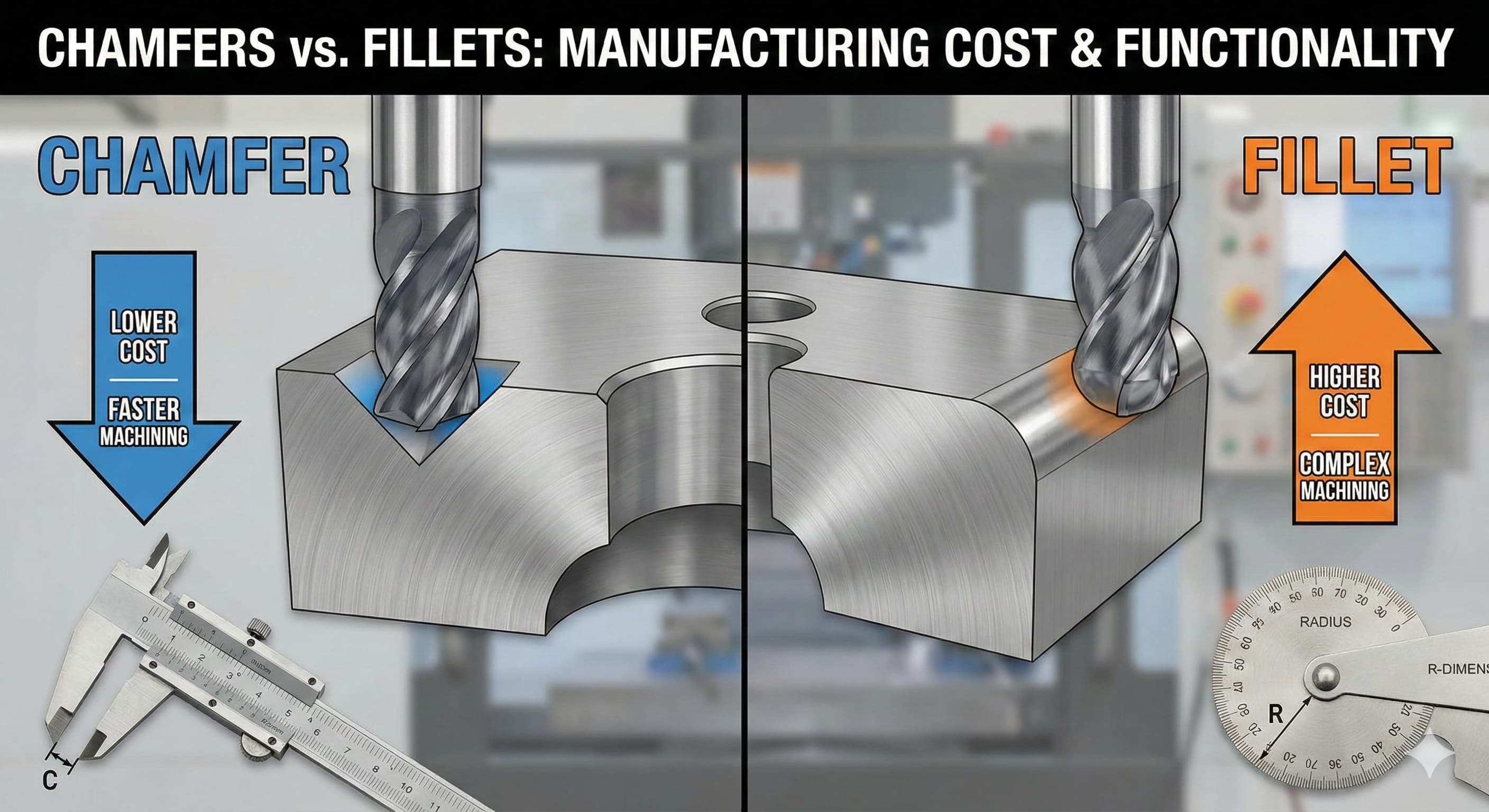
Fazowanie stanowi najprostsze geometryczne rozwiązanie - proste cięcie pod kątem, które usuwa ostre przecięcie krawędzi. Standardowe kąty fazowania wahają się od 30° do 60°, przy czym 45° jest najczęściej spotykane ze względu na dostępność narzędzi i łatwość kontroli. Wymiary fazowania zazwyczaj podawane są w notacji "C0.5", co oznacza fazowanie 0,5 mm pod kątem 45°, chociaż inne kąty wymagają specyficznych oznaczeń, takich jak "0,5 x 30°".
Zaokrąglanie tworzy płynne przejście promieniowe między powierzchniami, całkowicie eliminując kątowe przecięcie. Typowe promienie zaokrągleń wahają się od R0,2 mm dla drobnych elementów do R5,0 mm lub większych dla zastosowań konstrukcyjnych. W przeciwieństwie do fazowania, zaokrąglanie zapewnia lepszy rozkład naprężeń i odporność na zmęczenie, co czyni je preferowanymi dla komponentów o dużym obciążeniu.
Implikacje produkcyjne różnią się znacznie między tymi podejściami. Fazowanie można często wykonać za pomocą standardowych frezów walcowo-czołowych lub narzędzi do fazowania w jednym przejściu, podczas gdy zaokrąglanie wymaga frezów kulistych lub narzędzi promieniowych z starannie zaprogramowanymi ścieżkami narzędzia, aby utrzymać spójne wykończenie powierzchni.
Analiza procesu obróbki
Obróbka fazowania wykorzystuje prostą mechanikę skrawania. Standardowe narzędzia do fazowania posiadają jednopunktowe krawędzie skrawające oszlifowane pod precyzyjnymi kątami, co pozwala na cięcie na pełnej szerokości w jednym przejściu. Takie podejście minimalizuje czas wrzeciona i zmniejsza złożoność programowania. Zaangażowanie narzędzia pozostaje spójne przez cały czas cięcia, umożliwiając przewidywalne siły skrawania i doskonałe wykończenie powierzchni.
Dla fazowań do 2,0 mm na materiałach takich jak aluminium 6061-T6, typowe parametry skrawania obejmują:
| Parametr | Zakres wartości | Uwagi dotyczące optymalizacji |
|---|---|---|
| Prędkość obrotowa wrzeciona | 8,000-15,000 RPM | Wyższe prędkości dla mniejszych fazowań |
| Prędkość posuwu | 1,500-4,000 mm/min | Dostosuj w zależności od twardości materiału |
| Głębokość skrawania | Pełna szerokość w jednym przejściu | Eliminuje wielokrotne przejścia |
| Żywotność narzędzia | 15-25 metrów liniowych | Narzędzia z węglika spiekanego w aluminium |
Obróbka zaokrągleń jest bardziej złożona ze względu na wymagania dotyczące zakrzywionej geometrii. Frezy kuliste muszą podążać precyzyjnymi ścieżkami narzędzia 3D, aby utrzymać spójne wymiary promienia. Jakość wykończenia powierzchni zależy w dużym stopniu od odległości kroku - mniejsze odstępy poprawiają wykończenie, ale wykładniczo wydłużają czas obróbki.
Krytyczne aspekty obróbki zaokrągleń obejmują ugięcie narzędzia, które staje się problematyczne w przypadku narzędzi o małym promieniu. Frez kulisty 2,0 mm wystający 15 mm z wrzeciona może ugiąć się o 0,02-0,05 mm pod normalnym obciążeniem skrawaniem, co bezpośrednio wpływa na dokładność promienia. Wymaga to krótszych, bardziej sztywnych narzędzi lub zmniejszonych parametrów skrawania.
Nasze precyzyjne usługi obróbki CNC wykorzystują specjalistyczne uchwyty i skrócone oprawki narzędziowe, aby zminimalizować problemy z ugięciem, przy jednoczesnym zachowaniu optymalnych parametrów skrawania zarówno dla operacji fazowania, jak i zaokrąglania.
Analiza czynników kosztowych
Koszty zakupu narzędzi wykazują natychmiastowe różnice między operacjami fazowania i zaokrąglania. Standardowe narzędzia do fazowania wahają się od 45 do 85 € za narzędzie dla wysokiej jakości opcji węglikowych, przy czym każde narzędzie jest w stanie obrobić 15-25 metrów bieżących w aluminium lub 8-12 metrów w stali. Specjalistyczne narzędzia do zaokrąglania kosztują 65-150 € za narzędzie, w zależności od rozmiaru promienia i specyfikacji powłoki.
Wpływ na zapasy narzędzi potęguje te koszty. Narzędzia do fazowania obejmują szeroki zakres wymiarów - pojedyncze narzędzie do fazowania pod kątem 45° może tworzyć dowolny rozmiar fazowania ograniczony jedynie średnicą narzędzia. Operacje zaokrąglania wymagają dedykowanych narzędzi dla każdego rozmiaru promienia, co zwielokrotnia wymagania dotyczące zapasów. Typowy warsztat utrzymuje 3-4 narzędzia do fazowania w porównaniu z 12-18 narzędziami promieniowymi dla równoważnego zakresu możliwości.
Różnice w czasie obróbki okazują się jeszcze bardziej znaczące niż koszty narzędzi w produkcji wielkoseryjnej. Fazowanie zazwyczaj wymaga 0,8-1,2 minuty na metr bieżący obróbki krawędzi, podczas gdy zaokrąglanie wymaga 2,5-4,5 minuty na metr bieżący ze względu na złożone wymagania dotyczące ścieżki narzędzia i wolniejsze posuwy wymagane przez geometrię frezu kulistego.
| Operacja | Czas konfiguracji | Czas cyklu/metr | Koszt narzędzia | Żywotność narzędzia |
|---|---|---|---|---|
| Fazowanie (Standardowe) | 8-12 minut | 0.8-1.2 minuty | €45-85 | 15-25 metrów |
| Fazowanie (Złożone) | 12-18 minut | 1.2-1.8 minuty | €65-120 | 12-18 metrów |
| Zaokrąglenie R0.5-2.0 | 15-25 minut | 2.5-3.5 minuty | €85-140 | 8-15 metrów |
| Zaokrąglenie R2.0-5.0 | 12-20 minut | 1.8-2.8 minuty | €95-150 | 12-22 metrów |
Operacje wtórne również wpływają na całkowite równanie kosztów. Fazowane krawędzie często wymagają lekkiego gratowania w celu usunięcia drobnych śladów narzędzi, co zwiększa koszty ręcznego wykańczania o 0,08-0,15 € za metr bieżący. Dobrze wykonane operacje zaokrąglania zazwyczaj nie wymagają wtórnego wykańczania, chociaż osiągnięcie tego poziomu jakości wymaga precyzyjnej konfiguracji maszyny i optymalnych parametrów skrawania.
Uwzględnienie specyfiki materiału
Właściwości materiału dramatycznie wpływają na równanie kosztów między fazowaniem a zaokrąglaniem. W stopach aluminium, takich jak 6061-T6, obie operacje działają dobrze ze standardowymi narzędziami i parametrami. Doskonała obrabialność materiału i charakterystyka odprowadzania wiórów wspierają agresywne skrawanie w dowolnej geometrii.
Gatunki stali nierdzewnej, takie jak 316L, stanowią inne wyzwania. Tendencja materiału do umocnienia przez zgniot faworyzuje geometrię fazowania, gdzie spójne zaangażowanie skrawania zapobiega tworzeniu się utwardzonych warstw, które mogą uszkodzić kolejne cięcia. Operacje zaokrąglania w stali nierdzewnej wymagają szczególnej uwagi na relacje między prędkością skrawania a posuwem, aby utrzymać prawidłowe tworzenie się wiórów i uniknąć umocnienia przez zgniot w zakrzywionych strefach przejścia.
Stale o wysokiej wytrzymałości powyżej 40 HRC znacząco faworyzują operacje fazowania. Liniowa ścieżka skrawania pozwala na spójne zaangażowanie narzędzia i przewidywalne wzorce zużycia. Skrawanie zaokrągleń w utwardzonych materiałach często powoduje drgania z powodu zmiennych sił skrawania na całej zakrzywionej ścieżce narzędzia, co prowadzi do słabego wykończenia powierzchni i przyspieszonego zużycia narzędzia.
W przypadku wymagających materiałów wybór podejścia może wpłynąć na koszty o 200-300%. W Inconelu 718 operacje fazowania mogą kosztować 2,50-3,20 € za metr bieżący, podczas gdy równoważne operacje zaokrąglania mogą osiągnąć 7,50-9,80 € za metr bieżący ze względu na specjalistyczne wymagania dotyczące narzędzi i drastycznie zmniejszone parametry skrawania.
Podczas pracy z egzotycznymi materiałami lub krytycznymi zastosowaniami, specjalistyczne strategie obróbki stają się niezbędne do utrzymania zarówno jakości, jak i efektywności kosztowej.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj indywidualną wycenę w ciągu 24 godzin od Microns Hub.
Projektowanie dla optymalizacji produkcji
Inteligentne wybory projektowe mogą całkowicie wyeliminować dylemat kosztowy fazowania i zaokrąglania. Strategiczne rozmieszczenie elementów, standaryzacja wymiarów i świadome decyzje dotyczące geometrii produkcyjnej zmniejszają koszty produkcji niezależnie od wyboru obróbki krawędzi.
Standaryzacja na typowych rozmiarach fazowania, takich jak C0.5, C1.0 i C1.5, pozwala na maksymalne wykorzystanie narzędzi w wielu projektach. Podobnie, standaryzacja zaokrągleń wokół R0.5, R1.0, R2.0 i R3.0 zmniejsza zapasy narzędzi i złożoność konfiguracji. Części zaprojektowane wokół tych standardowych wymiarów korzystają ze zoptymalizowanych parametrów skrawania i ustalonych danych dotyczących żywotności narzędzi.
Dostępność elementów znacząco wpływa na wydajność obróbki. Fazowanie na zewnętrznych krawędziach wymaga minimalnego prześwitu narzędzia i często może być obrabiane standardowymi narzędziami. Wewnętrzne zaokrąglenia wymagają uwzględnienia dostępu narzędzia, wymagań dotyczących prześwitu i potencjalnej kolizji z uchwytami obrabianymi.
Interakcja między obróbką krawędzi a sąsiednimi elementami stwarza dodatkowe względy kosztowe. Fazowanie zazwyczaj kończy się czysto na przecinających się elementach, podczas gdy zaokrąglenia mogą wymagać złożonej geometrii łączenia, która zwiększa czas programowania i złożoność obróbki. Te przecięcia należy dokładnie rozważyć na etapie projektowania, aby uniknąć kosztownych niespodzianek podczas produkcji.
Specyfikacje tolerancji również wpływają na relacje kosztowe. Fazowanie można zazwyczaj utrzymać w granicach ±0,1 mm bez specjalnego rozważania, podczas gdy tolerancje promienia zaokrąglenia poniżej ±0,05 mm mogą wymagać specjalistycznego sprzętu pomiarowego i ściślejszej kontroli procesu, co zwiększa koszty kontroli o 0,25-0,45 € za element.
Ekonomia produkcji seryjnej
Wielkość produkcji zasadniczo zmienia równanie kosztów między operacjami fazowania i zaokrąglania. Niskoseryjne prototypowanie i praca na zamówienie w dużym stopniu faworyzują fazowanie ze względu na zmniejszoną złożoność konfiguracji i wymagania dotyczące narzędzi. Inwestycja czasu w programowanie zaokrągleń i specjalistyczną konfigurację narzędzi nie może być zamortyzowana na wystarczającej liczbie części, aby uzasadnić dodatkową złożoność.
Przy umiarkowanych wielkościach (50-500 części) punkt decyzyjny przesuwa się w oparciu o czynniki specyficzne dla części. Złożone geometrie z wieloma wymaganiami dotyczącymi promienia mogą uzasadniać dedykowane inwestycje w narzędzia, podczas gdy proste części z minimalnymi wymaganiami dotyczącymi obróbki krawędzi nadal faworyzują podejście fazowania.
Wysokoseryjna produkcja powyżej 1000 części otwiera dodatkowe możliwości optymalizacji. Dedykowane uchwyty, specjalistyczne narzędzia i zoptymalizowane programy mogą zmniejszyć koszty zaokrąglania na część poniżej alternatyw fazowania w określonych zastosowaniach. Kluczem jest kompleksowa analiza wszystkich czynników kosztowych, w tym operacji wtórnych, wymagań jakościowych i uwzględnienia montażu końcowego.
Zautomatyzowane systemy produkcyjne wykazują szczególną skłonność do operacji fazowania ze względu na ich przewidywalne siły skrawania i uproszczone wymagania dotyczące ścieżki narzędzia. Scenariusze produkcji bezobsługowej korzystają ze zmniejszonej złożoności i poprawionej niezawodności procesów fazowania.
| Zakres ilości | Koszt fazowania/część | Koszt zaokrąglenia/część | Zalecane podejście |
|---|---|---|---|
| 1-25 części | €0.85-1.20 | €1.85-3.20 | Preferowane fazowanie |
| 25-100 części | €0.65-0.95 | €1.25-2.10 | Zazwyczaj lepsze fazowanie |
| 100-500 części | €0.45-0.75 | €0.85-1.45 | Zależy od złożoności |
| 500-2000 części | €0.35-0.55 | €0.55-0.95 | Zaokrąglenie konkurencyjne |
| 2000+ części | €0.25-0.45 | €0.35-0.65 | Wymagana pełna analiza |
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, niezależnie od tego, czy optymalizujemy pod kątem operacji fazowania, czy zaokrąglania.
Uwzględnienie jakości i kontroli
Wymagania dotyczące kontroli jakości znacząco wpływają na rzeczywisty koszt operacji fazowania i zaokrąglania. Kontrola fazowania wykorzystuje proste techniki pomiarowe - podstawowe suwmiarki, wysokościomierze lub komparatory optyczne mogą szybko i dokładnie zweryfikować wymiary. Standardowe oznaczenia fazowania, takie jak "C1.0", zapewniają jasne, jednoznaczne kryteria kontroli, które minimalizują spory dotyczące jakości i przeróbki.
Kontrola zaokrągleń wymaga bardziej wyrafinowanych podejść. Mierniki promienia zapewniają podstawową weryfikację dla większych zaokrągleń, ale precyzyjny pomiar wymaga współrzędnościowych maszyn pomiarowych (CMM) lub specjalistycznego sprzętu optycznego. Zakrzywiona geometria utrudnia ustalenie jasnych baz pomiarowych, co potencjalnie prowadzi do różnic w interpretacji między dostawcą a standardami jakości klienta.
Wymagania dotyczące wykończenia powierzchni również różnią się między tymi dwoma podejściami. Fazowanie zazwyczaj osiąga Ra 1,6-3,2 μm bezpośrednio z operacji obróbki, co jest odpowiednie dla większości zastosowań bez wtórnego wykańczania. Zaokrąglanie wymaga większej uwagi na parametry skrawania i strategie ścieżki narzędzia, aby osiągnąć równoważną jakość powierzchni, szczególnie w strefach przejścia, gdzie zaangażowanie narzędzia zmienia się w sposób ciągły.
W przypadku zastosowań wymagających doskonałego wykończenia powierzchni (Ra 0,8 μm lub lepsze), zaokrąglanie może w rzeczywistości zapewnić przewagę kosztową. Gładkie zakrzywione przejście eliminuje kątowe przecięcie, które może gromadzić zanieczyszczenia lub stwarzać trudności w czyszczeniu w zastosowaniach spożywczych lub farmaceutycznych.
Wymagania dotyczące dokumentacji i identyfikowalności faworyzują operacje fazowania ze względu na ich proste procedury pomiaru i rejestracji. Certyfikaty jakości mogą jasno stwierdzać "C1.0 ±0.1" z pewnością, podczas gdy dokumentacja zaokrągleń może wymagać bardziej złożonych oznaczeń wymiarowania i tolerancji geometrycznych (GD&T), aby odpowiednio zdefiniować kryteria akceptacji.
Zalecenia dotyczące konkretnych zastosowań
Zastosowania konstrukcyjne wymagające maksymalnej odporności na zmęczenie wyraźnie faworyzują geometrię zaokrągleń pomimo wyższych kosztów produkcji. Płynne przejście naprężeń zapewnione przez odpowiednio zaprojektowane zaokrąglenia może wydłużyć żywotność komponentu o 200-400% w porównaniu z równoważnymi konstrukcjami fazowanymi. W zastosowaniach lotniczych, motoryzacyjnych lub medycznych, gdzie konsekwencje awarii są poważne, dodatkowa inwestycja w produkcję okazuje się uzasadniona.
Odwrotnie, produkty konsumenckie, obudowy i ogólne komponenty przemysłowe często działają odpowiednio z fazowanymi krawędziami przy znacznie obniżonych kosztach produkcji. Kluczem jest dopasowanie wyboru obróbki krawędzi do rzeczywistych wymagań wydajnościowych, a nie domyślne wybieranie jednego z podejść bez analizy.
Względy estetyczne mogą przeważyć nad czystą optymalizacją kosztów w widocznych komponentach. Zaokrąglenia ogólnie zapewniają bardziej wyrafinowany, wykończony wygląd, który konsumenci kojarzą z wyższą jakością. Ta wartość percepcyjna może uzasadniać dodatkowe koszty produkcji w zastosowaniach skierowanych do konsumentów.
Wymagania dotyczące montażu i obsługi również wpływają na optymalny wybór. Fazowanie zapewnia spójną, przewidywalną geometrię, która upraszcza zautomatyzowane procesy montażu i zmniejsza ryzyko kolizji lub zacięcia podczas łączenia części. Zaokrąglenia, choć gładsze, mogą tworzyć niejednoznaczne warunki kontaktu, które komplikują zautomatyzowane systemy montażu.
Związek między obróbką krawędzi a innymi procesami produkcyjnymi, takimi jak operacje wiercenia, należy wziąć pod uwagę podczas optymalizacji projektu, aby zapewnić ogólną wydajność produkcji.
Nasze kompleksowe podejście poprzez nasze usługi produkcyjne zapewnia, że wybór obróbki krawędzi jest zgodny z Twoimi konkretnymi wymaganiami aplikacyjnymi, przy jednoczesnej optymalizacji ogólnych kosztów produkcji.
Przyszłe trendy technologiczne
Pojawiające się technologie produkcyjne zmieniają dynamikę kosztów między operacjami fazowania i zaokrąglania. Zaawansowane oprogramowanie CAM z automatyczną optymalizacją ścieżki narzędzia zmniejsza złożoność programowania tradycyjnie związaną z operacjami zaokrąglania. Algorytmy uczenia maszynowego mogą teraz optymalizować parametry skrawania w czasie rzeczywistym, zmniejszając lukę w wiedzy specjalistycznej między fazowaniem a obróbką zaokrągleń.
Wysokoobrotowe centra obróbcze z ulepszoną dynamiką wrzeciona i kontrolą wibracji sprawiają, że operacje zaokrąglania o małym promieniu stają się bardziej opłacalne. Producenci narzędzi opracowują specjalistyczne powłoki i geometrie, które wydłużają żywotność narzędzi w trudnych zastosowaniach zaokrąglania, stopniowo zmniejszając różnicę kosztów w porównaniu z operacjami fazowania.
Hybrydowe podejścia produkcyjne łączące procesy addytywne i subtraktywne mogą ostatecznie całkowicie wyeliminować decyzję o fazowaniu lub zaokrąglaniu. Części można drukować ze zintegrowaną geometrią zaokrągleń i wykańczać obróbką skrawaniem dla krytycznych powierzchni, wykorzystując zalety obu podejść.
Wdrożenie Przemysłu 4.0 z monitorowaniem w czasie rzeczywistym i możliwościami konserwacji predykcyjnej faworyzuje bardziej złożone operacje, takie jak zaokrąglanie, zapewniając kontrolę procesu niezbędną do uzyskania spójnych, powtarzalnych wyników. Inteligentne narzędzia z wbudowanymi czujnikami mogą stale optymalizować parametry skrawania, zmniejszając lukę w wiedzy o procesie, która tradycyjnie faworyzowała prostsze operacje fazowania.
Często zadawane pytania
Jaka jest typowa różnica kosztów między operacjami fazowania i zaokrąglania?
Fazowanie zazwyczaj kosztuje 40-60% mniej niż równoważne zaokrąglenia w standardowych operacjach obróbki. W przypadku części aluminiowych fazowanie kosztuje średnio 0,45-0,75 € za metr bieżący, podczas gdy zaokrąglenia wahają się od 0,85-1,45 € za metr bieżący, w tym narzędzia, konfiguracja i czas obróbki. Dokładna różnica zależy od materiału, złożoności geometrii i wielkości produkcji.
Czy fazowanie i zaokrąglanie mogą być stosowane zamiennie z funkcjonalnego punktu widzenia?
Nie zawsze. Chociaż oba eliminują ostre krawędzie, zaokrąglenia zapewniają lepszy rozkład naprężeń i odporność na zmęczenie ze względu na płynne przejścia promieniowe. Fazowanie jest odpowiednie dla ogólnego gratowania i wymagań bezpieczeństwa, ale nie może dorównać wydajności zaokrągleń w zastosowaniach o dużym obciążeniu. Elementy konstrukcyjne poddawane obciążeniom cyklicznym zazwyczaj wymagają geometrii zaokrągleń niezależnie od implikacji kosztowych.
Jakie rozmiary promieni sprawiają, że operacje zaokrąglania są konkurencyjne kosztowo z fazowaniem?
Większe promienie zaokrągleń (R2,0 mm i powyżej) zbliżają się do efektywności kosztowej fazowania ze względu na bardziej agresywne parametry skrawania i poprawioną żywotność narzędzi. Małe promienie poniżej R0,8 mm wymagają specjalistycznych narzędzi i konserwatywnych parametrów skrawania, które znacznie zwiększają koszty. Punkt przecięcia zazwyczaj występuje w okolicach R1,5-2,0 mm, w zależności od materiału i wielkości produkcji.
Jak właściwości materiału wpływają na równanie kosztów fazowania i zaokrąglania?
Twarde materiały powyżej 45 HRC silnie faworyzują operacje fazowania ze względu na spójne zaangażowanie narzędzia i przewidywalne wzorce zużycia. Miękkie, gumowate materiały, takie jak czyste aluminium, mogą w rzeczywistości faworyzować operacje zaokrąglania, ponieważ ciągłe skrawanie zapobiega tworzeniu się narostu na ostrzu. Stale nierdzewne i stopy umacniające się przez zgniot na ogół obrabiają się bardziej ekonomicznie z geometrią fazowania ze względu na ich wrażliwość na przerywane cięcia.
Jakie cechy konstrukcyjne mogą zminimalizować koszty obróbki krawędzi niezależnie od wyboru geometrii?
Standaryzacja na typowych rozmiarach (C0.5, C1.0, R0.5, R1.0) maksymalizuje wykorzystanie narzędzi i skraca czas konfiguracji. Zapewnienie odpowiedniego dostępu narzędzia i prześwitu eliminuje potrzebę stosowania specjalistycznych uchwytów lub przedłużonych narzędzi. Unikanie złożonych przecięć i połączeń zmniejsza złożoność programowania i czas obróbki zarówno dla operacji fazowania, jak i zaokrąglania.
Jak wielkość produkcji wpływa na optymalny wybór obróbki krawędzi?
Niskie wielkości poniżej 100 części silnie faworyzują fazowanie ze względu na zmniejszone koszty konfiguracji i narzędzi. Średnie wielkości od 100 do 1000 części tworzą punkt decyzyjny, w którym złożoność części i wymagania wydajnościowe określają optymalny wybór. Wysokie wielkości powyżej 1000 części mogą uzasadniać inwestycje w narzędzia do zaokrąglania, gdy wymagania funkcjonalne wymagają geometrii promieniowej, potencjalnie osiągając koszty na część konkurencyjne z operacjami fazowania.
Jakie różnice w kontroli i kontroli jakości istnieją między fazowaniem a zaokrąglaniem?
Fazowanie wykorzystuje proste narzędzia pomiarowe, takie jak suwmiarki i wysokościomierze z jasnymi oznaczeniami wymiarowymi. Zaokrąglenia wymagają bardziej wyrafinowanego sprzętu pomiarowego, takiego jak mierniki promienia lub systemy CMM do dokładnej weryfikacji. Ta różnica zwiększa koszty kontroli o 0,15-0,35 € za element dla geometrii zaokrągleń, co jest szczególnie ważne w zastosowaniach o wysokiej precyzji lub certyfikowanych, wymagających pełnych raportów wymiarowych.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece