Cięcie laserem a cięcie strumieniem wody: Wybór odpowiedniej metody dla grubych blach
Przy cięciu grubych blach o grubości przekraczającej 25 mm, wybór między cięciem laserowym a technologią cięcia strumieniem wody zasadniczo determinuje sukces projektu, efektywność kosztową i jakość końcową części. Decyzja ta wpływa na wszystko, od właściwości metalurgicznych po dokładność wymiarową i ekonomię produkcji.
Kluczowe wnioski:
- Cięcie strumieniem wody jest doskonałe dla blach o grubości powyżej 100 mm, zapewniając doskonałą jakość krawędzi i brak stref wpływu ciepła
- Cięcie laserowe dominuje pod względem szybkości i opłacalności dla blach o grubości 25-50 mm ze stali węglowych
- Rodzaj materiału dyktuje wybór metody: materiały odblaskowe preferują cięcie strumieniem wody, stale węglowe – cięcie laserowe
- Całkowity koszt projektu obejmuje straty materiałowe, operacje wtórne i czas konfiguracji poza stawkami godzinowymi
Zrozumienie podstaw cięcia grubych blach
Cięcie grubych blach stwarza wyjątkowe wyzwania, które uwydatniają różnice między technologiami laserową i strumieniową. Wraz ze wzrostem grubości materiału powyżej 25 mm, czynniki takie jak doprowadzanie ciepła, prędkość cięcia, prostopadłość krawędzi i naprężenia materiałowe stają się krytycznymi czynnikami, które mogą zadecydować o spełnieniu specyfikacji projektu.
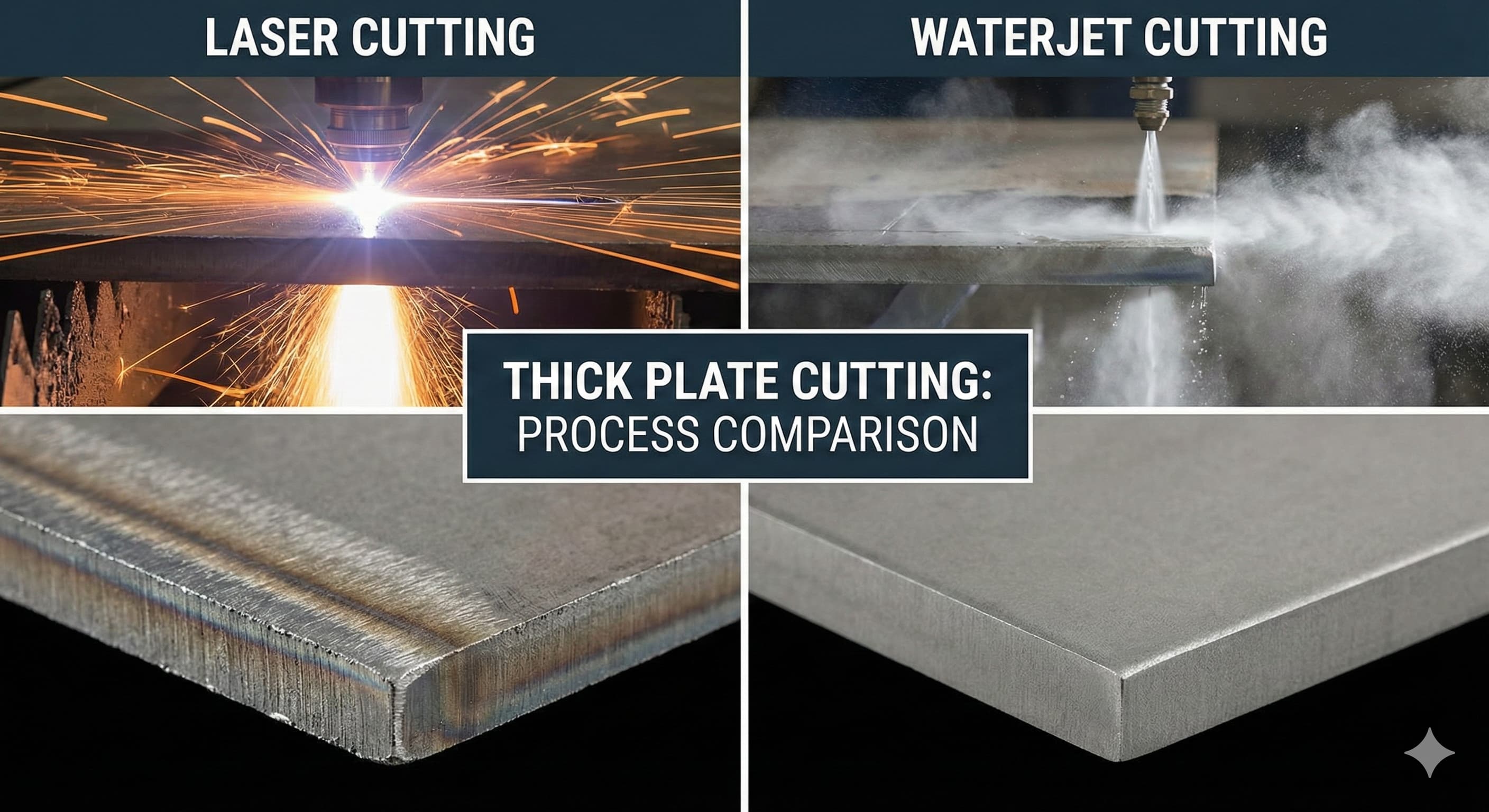
Cięcie laserowe wykorzystuje skupioną wiązkę światła spójnego, zazwyczaj ze źródeł światłowodowych lub CO2, w połączeniu z gazami pomocniczymi do topienia i wydmuchiwania materiału. W przypadku grubych blach standardem są lasery światłowodowe o mocy od 6 kW do 30 kW, przy czym wyższe moce umożliwiają szybsze prędkości cięcia i lepszą zdolność cięcia grubych przekrojów. Proces generuje znaczne doprowadzanie ciepła, tworząc strefę wpływu ciepła (HAZ), która rozciąga się od 0,1 do 0,5 mm od krawędzi cięcia, w zależności od materiału i grubości.
Cięcie strumieniem wody wykorzystuje wodę pod bardzo wysokim ciśnieniem (zazwyczaj 60 000-90 000 PSI) zmieszaną z ściernymi cząstkami granatu do erozji materiału poprzez działanie mechaniczne. Ten proces cięcia na zimno nie generuje HAZ i może ciąć praktycznie każdy materiał, niezależnie od twardości lub właściwości termicznych. Proces działa z znacznie mniejszą prędkością niż laser, ale zapewnia doskonałą jakość krawędzi i dokładność wymiarową dla grubych przekrojów.
Możliwości i ograniczenia grubości materiału
Zrozumienie praktycznych limitów grubości dla każdej technologii pomaga ustalić wstępne kryteria wyboru procesu przed szczegółową analizą.
| Typ materiału | Maksimum lasera (mm) | Maksimum strumienia wody (mm) | Optymalny zakres Laser | Optymalny zakres Strumień wody |
|---|---|---|---|---|
| Stal węglowa | 40-50 | 200+ | 6-25 | 25-150 |
| Stal nierdzewna 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Stal narzędziowa H13 | 15-20 | 200+ | Niezalecane | 10-100 |
| Inconel 718 | 8-12 | 100+ | Niezalecane | 5-50 |
Te zakresy grubości reprezentują praktyczne limity, w których można utrzymać akceptowalną jakość cięcia i rozsądne prędkości produkcji. Przekroczenie optymalnych zakresów zazwyczaj skutkuje słabą jakością krawędzi, nadmiernym stożkiem lub nieekonomicznymi prędkościami cięcia.
Jakość krawędzi i względy metalurgiczne
Różnice w jakości krawędzi między cięciem laserowym a cięciem strumieniem wody stają się wyraźne w zastosowaniach z grubymi blachami, bezpośrednio wpływając na funkcjonalność części i wymagania dotyczące operacji wtórnych.
Cięcie laserowe grubych blach daje charakterystyczne wykończenie krawędzi z wyraźnymi strefami. Górna część zazwyczaj wykazuje gładką, lekko prążkowaną powierzchnię od topienia i wydmuchiwania gazem. Wraz ze wzrostem grubości dolna część może wykazywać zwiększone prążkowanie, lekkie zwężenie i potencjalne przywieranie żużlu. HAZ rozciąga się od 0,2 do 0,8 mm w zależności od materiału i grubości, potencjalnie wpływając na właściwości mechaniczne w krytycznych zastosowaniach.
Cięcie strumieniem wody zapewnia stałą jakość krawędzi na całej grubości materiału z minimalnym zwężeniem (zazwyczaj 0,003-0,005 mm na mm grubości). Krawędź wykazuje drobną, jednolitą teksturę od ściernego działania tnącego bez zmian metalurgicznych. To sprawia, że cięcie strumieniem wody jest idealne do zastosowań wymagających precyzyjnych warunków krawędzi dla bezpiecznej obsługi lub późniejszych operacji spawania.
Aby uzyskać wyniki o wysokiej precyzji, Uzyskaj wycenę dostosowaną do Twoich potrzeb w ciągu 24 godzin od Microns Hub.
Wartości chropowatości powierzchni różnią się znacznie między procesami. Cięcie laserowe zazwyczaj daje wartości Ra od 6,3 do 12,5 μm na grubych blachach, podczas gdy cięcie strumieniem wody konsekwentnie osiąga 1,6-6,3 μm. Ta różnica często eliminuje wymagania dotyczące obróbki wtórnej dla części ciętych strumieniem wody.
Prędkość cięcia i ekonomia produkcji
Analiza prędkości produkcji musi uwzględniać czas konfiguracji, czas przebijania i rzeczywistą prędkość cięcia, aby określić rzeczywiste możliwości przepustowości.
| Grubość (mm) | Materiał | Prędkość lasera (mm/min) | Prędkość strumienia wody (mm/min) | Czas przebicia lasera (sek) | Czas przebicia strumienia wody (sek) |
|---|---|---|---|---|---|
| 25 | Stal węglowa | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Stal węglowa | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Stal nierdzewna 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Niepraktyczne | 100-150 | N/A | 25-40 |
| 100 | Stal węglowa | Niepraktyczne | 80-120 | N/A | 40-60 |
Czas przebijania staje się coraz bardziej znaczący dla grubych blach, szczególnie wpływając na małe części z wieloma przebiciami. Przebijanie laserowe pogarsza się szybko wraz z grubością, podczas gdy czas przebijania strumieniem wody wzrasta bardziej liniowo, ale zaczyna się od wyższej linii bazowej.
Uwagi dotyczące konkretnych materiałów
Różne materiały wykazują różne reakcje na cięcie laserowe i strumieniem wody, wpływając na wybór procesu poza prostymi względami grubości.
Wydajność stali węglowej:Stale węglowe doskonale reagują na cięcie laserowe do grubości 40-50 mm ze względu na reakcję egzotermiczną między żelazem a tlenem jako gazem pomocniczym. Ta reakcja zapewnia dodatkową energię cięcia, umożliwiając szybsze prędkości i czystsze cięcia. Cięcie strumieniem wody stali węglowej zapewnia doskonałą jakość krawędzi, ale przy znacznie mniejszych prędkościach dla cieńszych przekrojów.
Wyzwania związane ze stalą nierdzewną:Stale nierdzewne stwarzają trudności w cięciu laserowym ze względu na wysoką odblaskowość i przewodność cieplną. Zazwyczaj wymagany jest azot jako gaz pomocniczy, aby zapobiec utlenianiu, co zwiększa koszty operacyjne. Cięcie strumieniem wody eliminuje te obawy, zapewniając jednocześnie doskonałe wyniki we wszystkich gatunkach stali nierdzewnej.
Komplikacje związane z aluminium:Wysoka odblaskowość i przewodność cieplna aluminium sprawiają, że cięcie laserowe jest trudne, szczególnie w przypadku grubych przekrojów. Cięcie strumieniem wody doskonale sprawdza się w przypadku cięcia aluminium, zapewniając czyste krawędzie bez topienia i ponownego krzepnięcia, które mogą pogorszyć wykończenie powierzchni w krytycznych zastosowaniach.
Stopy egzotyczne:Materiały takie jak Inconel, Hastelloy i stale narzędziowe lepiej nadają się do cięcia strumieniem wody ze względu na ich wytrzymałość w wysokich temperaturach i właściwości umacniania się podczas obróbki, które komplikują obróbkę laserową.
Tolerancja i dokładność wymiarowa
Osiągalne tolerancje różnią się znacznie między procesami i zależą od grubości materiału, geometrii części i stanu maszyny.
Tolerancje cięcia laserowego dla grubych blach zazwyczaj wahają się od ±0,1 do 0,3 mm w zależności od grubości i materiału. Zniekształcenie termiczne staje się istotnym czynnikiem wraz ze wzrostem grubości, potencjalnie wpływając na dokładność wymiarową dużych części. Szerokość szczeliny (zazwyczaj 0,2-0,4 mm) pozostaje stosunkowo stała, ale w grubych przekrojach może wystąpić lekkie zwężenie.
Cięcie strumieniem wody konsekwentnie osiąga tolerancje ±0,05-0,1 mm w całym zakresie grubości z minimalnym zwężeniem. Wąska szerokość szczeliny (0,8-1,2 mm) i proces cięcia na zimno eliminują obawy związane z zniekształceniami termicznymi. Jednak dłuższe czasy cięcia mogą powodować niewielkie dryfowanie maszyny przy bardzo długich cięciach.
Analiza kosztów i czynniki ekonomiczne
Prawdziwe porównanie kosztów wymaga analizy wykraczającej poza proste godzinowe stawki operacyjne, uwzględniając czas konfiguracji, wykorzystanie materiału, operacje wtórne i względy jakościowe.
| Współczynnik kosztów | Cięcie laserowe | Cięcie strumieniem wody | Wpływ na koszt całkowity |
|---|---|---|---|
| Stawka godzinowa | €45-85 | €55-95 | Średni |
| Czas konfiguracji | 15-30 minut | 20-40 minut | Wysoki dla małych partii |
| Wykorzystanie materiału | 85-92% | 88-95% | Wysoki dla drogich materiałów |
| Operacje dodatkowe | Często wymagane | Rzadko wymagane | Wysoki |
| Koszty materiałów eksploatacyjnych | €2-8 za godzinę | €15-25 za godzinę | Średni |
Koszty materiałów eksploatacyjnych różnią się znacznie między procesami. Cięcie laserowe zużywa gazy pomocnicze (tlen, azot lub powietrze) i okazjonalne wymiany dysz. Cięcie strumieniem wody wymaga ściernego granatu (0,30-0,50 € za kg), uszczelnień wysokociśnieniowych i okresowej wymiany dyszy z kamienia szlachetnego.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę poświęconą szczegółom, na jaką zasługuje, z dostępem zarówno do możliwości cięcia laserowego, jak i strumieniem wody pod jednym dachem.
Macierz decyzyjna wyboru procesu
Systematyczny wybór procesu wymaga oceny wielu czynników ważonych priorytetami projektu. Krytyczne czynniki decyzyjne obejmują rodzaj i grubość materiału, wymaganą jakość krawędzi, tolerancje wymiarowe, wielkość produkcji i ograniczenia budżetowe.
Wybierz cięcie laserowe, gdy: grubość materiału jest mniejsza niż 25 mm dla większości materiałów, prędkość produkcji jest krytyczna, materiałem jest stal węglowa, wymagane jest ciasne zagnieżdżanie dla efektywności materiałowej lub ograniczenia budżetowe sprzyjają niższym stawkom godzinowym pomimo potencjalnych operacji wtórnych.
Wybierz cięcie strumieniem wody, gdy: grubość materiału przekracza optymalne zakresy laserowe, wymagana jest doskonała jakość krawędzi, brak HAZ jest akceptowalny, materiały obejmują aluminium, stal nierdzewną lub stopy egzotyczne, ścisłe tolerancje są krytyczne na całej grubości lub aplikacja obejmuje komponenty elektryczne wymagające czystych krawędzi.
Integracja z procesem produkcyjnym
Obie metody cięcia integrują się inaczej z dalszymi procesami produkcyjnymi, wpływając na ogólną wydajność produkcji i jakość części.
Części cięte laserowo często wymagają usuwania zadziorów, wykańczania krawędzi lub operacji odprężania, szczególnie w przypadku grubych przekrojów. HAZ może wymagać obróbki cieplnej w celu przywrócenia właściwości mechanicznych w krytycznych zastosowaniach. Jednak szybsze prędkości cięcia mogą umożliwić strategie produkcji just-in-time dla wielu zastosowań.
Części cięte strumieniem wody zazwyczaj przechodzą bezpośrednio do kolejnych operacji, takich jak formowanie, spawanie lub montaż, bez obróbki pośredniej. Ten usprawniony proces często kompensuje wolniejsze prędkości cięcia dzięki zmniejszonej obsłudze i operacjom wtórnym. Integracja z precyzyjnymi usługami obróbki CNC jest bezproblemowa ze względu na doskonałą jakość krawędzi i dokładność wymiarową.
Oba procesy uzupełniają pełen zakres naszych usług produkcyjnych, w tym formowanie, spawanie i operacje wykończeniowe. Kluczem jest wybór metody cięcia, która optymalizuje cały proces produkcyjny, a nie skupianie się wyłącznie na wydajności cięcia.
Kontrola jakości i wymagania dotyczące inspekcji
Procedury kontroli jakości różnią się między cięciem laserowym a cięciem strumieniem wody ze względu na odmienne cechy każdego procesu i ich typowe zastosowania.
Części cięte laserowo wymagają kontroli pod kątem spójności jakości krawędzi, przywierania żużlu, dokładności wymiarowej, w tym potencjalnych zniekształceń termicznych, zakresu i właściwości HAZ oraz zmienności wykończenia powierzchni między górną i dolną powierzchnią cięcia. Grubsze przekroje mogą wykazywać zwężenie, które wymaga pomiaru i porównania ze specyfikacjami.
Części cięte strumieniem wody wymagają oceny pod kątem dokładności wymiarowej i zwężenia, spójności wykończenia powierzchni, prostopadłości krawędzi i potencjalnego rozwarstwienia w materiałach warstwowych. Spójne działanie tnące zazwyczaj skutkuje bardziej przewidywalnymi wynikami jakości w seriach produkcyjnych.
Oba procesy korzystają ze statystycznego monitorowania procesu kluczowych parametrów, takich jak prędkość cięcia, stan materiałów eksploatacyjnych i kalibracja maszyny, aby utrzymać spójne wyniki w seriach produkcyjnych.
Względy środowiskowe i bezpieczeństwa
Wpływ na środowisko i wymagania bezpieczeństwa różnią się znacznie między operacjami cięcia laserowego i strumieniem wody, wpływając na wymagania dotyczące obiektów i procedury operacyjne.
Cięcie laserowe generuje opary i cząstki stałe, które wymagają systemów odsysania i filtracji. Zużycie gazu pomocniczego, szczególnie azotu do cięcia stali nierdzewnej, stanowi stałe zagrożenie dla środowiska. Poziomy hałasu są na ogół umiarkowane, ale protokoły bezpieczeństwa laserowego wymagają ścisłego przestrzegania, aby zapobiec urazom oczu.
Cięcie strumieniem wody wytwarza minimalne zanieczyszczenia powietrza, ale generuje znaczne ilości zawiesiny ściernej wymagającej odpowiedniej utylizacji. Systemy uzdatniania i recyklingu wody są niezbędne do zapewnienia zgodności z przepisami ochrony środowiska. Poziomy hałasu są wyższe niż w przypadku cięcia laserowego, co wymaga stosowania ochrony słuchu dla operatorów.
Oba procesy zużywają znaczną energię elektryczną, przy czym systemy laserowe zazwyczaj pobierają 20-100 kW, a systemy strumieniowe wymagają 50-200 kW w zależności od wielkości i konfiguracji. Względy efektywności energetycznej sprzyjają cięciu laserowemu w większości zastosowań w jego zakresie możliwości.
Często zadawane pytania
Jaka jest maksymalna grubość, jaką każdy proces może niezawodnie ciąć?
Cięcie laserowe niezawodnie obsługuje stal węglową do 40-50 mm i stal nierdzewną do 30-40 mm z dobrą jakością krawędzi. Cięcie strumieniem wody może przetwarzać praktycznie każdy materiał o grubości do 200+ mm ze stałą jakością, ograniczoną głównie głębokością gardzieli maszyny, a nie możliwościami cięcia.
Jak wypada porównanie prędkości cięcia między laserem a strumieniem wody dla grubych blach?
Cięcie laserowe jest znacznie szybsze w przypadku materiałów w zakresie jego możliwości grubości, często 3-5 razy szybsze niż cięcie strumieniem wody. Jednak gdy grubość zbliża się do limitów lasera, przewaga prędkości maleje, a jakość krawędzi pogarsza się. Cięcie strumieniem wody utrzymuje stałe prędkości cięcia niezależnie od grubości.
Który proces zapewnia lepszą dokładność wymiarową dla grubych blach?
Cięcie strumieniem wody konsekwentnie zapewnia doskonałą dokładność wymiarową (±0,05-0,1 mm) z minimalnym zwężeniem na całej grubości materiału. Dokładność cięcia laserowego pogarsza się wraz z grubością ze względu na efekty termiczne i potencjalne zwężenie, zazwyczaj osiągając ±0,1-0,3 mm na grubych przekrojach.
Jakie są typowe różnice w kosztach między cięciem laserowym a cięciem strumieniem wody?
Cięcie laserowe generalnie oferuje niższe stawki godzinowe (45-85 € w porównaniu do 55-95 € dla cięcia strumieniem wody), ale może wymagać operacji wtórnych. Cięcie strumieniem wody ma wyższe koszty materiałów eksploatacyjnych (15-25 €/godzinę w porównaniu do 2-8 €/godzinę), ale rzadko wymaga dodatkowej obróbki. Całkowity koszt projektu zależy od konkretnych wymagań i złożoności części.
Jak właściwości materiału wpływają na wybór procesu?
Stale węglowe sprzyjają cięciu laserowemu ze względu na korzyści płynące z reakcji egzotermicznej, podczas gdy materiały odblaskowe (aluminium, miedź) i stopy wysokotemperaturowe (Inconel, stale narzędziowe) lepiej sprawdzają się w cięciu strumieniem wody. Stale nierdzewne mogą wykorzystywać oba procesy, przy czym laser oferuje prędkość, a strumień wody zapewnia doskonałą jakość krawędzi.
Jakie operacje wtórne są zazwyczaj wymagane dla każdego procesu?
Części cięte laserowo często wymagają usuwania zadziorów, usuwania żużlu i potencjalnie obróbki cieplnej w celu usunięcia skutków HAZ. Części cięte strumieniem wody zazwyczaj wymagają minimalnych operacji wtórnych poza standardowym czyszczeniem, przechodząc bezpośrednio do kolejnych etapów produkcji, takich jak spawanie lub formowanie.
Który proces jest lepszy dla części wymagających późniejszego spawania?
Cięcie strumieniem wody jest generalnie preferowane w przypadku części wymagających spawania ze względu na brak HAZ i doskonałą jakość krawędzi. Czysta, wolna od tlenków krawędź uzyskana przez cięcie strumieniem wody eliminuje potencjalne źródła zanieczyszczeń spawalniczych i skraca czas przygotowania przed spawaniem.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece