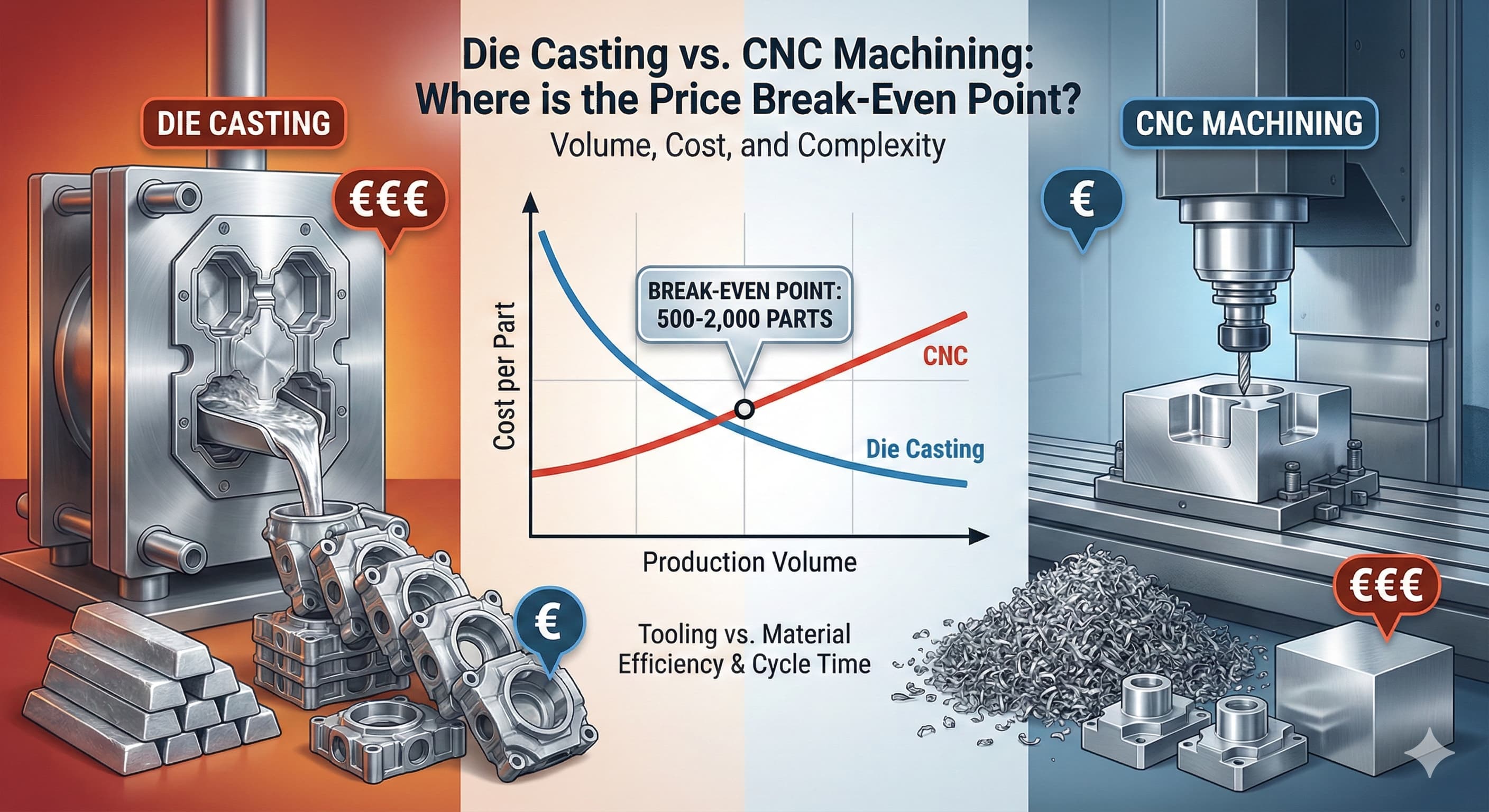
Spuitgieten versus CNC-bewerking: Waar ligt het break-even punt qua prijs?
De beslissing tussen spuitgieten en CNC-bewerking komt in feite neer op de economie van productievolumes en de complexiteitseisen van onderdelen. Productie-ingenieurs staan dagelijks voor deze keuze, maar velen missen het precieze wiskundige kader om het werkelijke break-even punt te identificeren waarop de gereedschapskosten de overstap van bewerking naar gieten rechtvaardigen.
Deze analyse onderzoekt de exacte volumegrenzen, kostendrijvers en technische overwegingen die bepalen wanneer spuitgieten economischer wordt dan CNC-bewerking voor metalen componenten.
Belangrijkste punten
- Het break-even punt ligt doorgaans tussen de 500-2.000 onderdelen voor aluminium componenten, afhankelijk van de complexiteit van het onderdeel en de bewerkingseisen
- De kosten voor spuitgietmatrijzen variëren van € 15.000 tot € 80.000, terwijl de CNC-instelkosten € 200 tot € 1.500 per onderdeelontwerp bedragen
- De efficiëntie van materiaalgebruik is in het voordeel van spuitgieten met 85-95% versus CNC-bewerking met 20-40% voor complexe geometrieën
- Oppervlakteafwerking en tolerantie-eisen kunnen het break-even punt met 200-500% in beide richtingen verschuiven
Kostenstructuuranalyse: Spuitgieten versus CNC-bewerking
Inzicht in de fundamentele kostenstructuren onthult waarom break-even berekeningen aanzienlijk variëren tussen verschillende onderdeel specificaties en productie scenario's.
Kostencomponenten spuitgieten
De kosten van spuitgieten bestaan uit drie primaire elementen: investering in gereedschap, materiaalkosten per onderdeel en verwerkingskosten. Gereedschap vertegenwoordigt de grootste initiële investering, doorgaans variërend van € 15.000 voor eenvoudige aluminium matrijzen met één holte tot € 80.000 voor complexe matrijzen met meerdere holtes die schuifstukken en ingewikkelde kerngeometrieën vereisen.
Materiaalkosten bij spuitgieten profiteren van near-net-shape productie. Aluminiumlegering A380 (equivalent aan EN AC-AlSi9Cu3(Fe)) kost ongeveer € 2,20-€ 2,80 per kilogram, met materiaalgebruikspercentages van 85-95% voor goed ontworpen onderdelen. Het gietproces zelf voegt € 0,80-€ 2,50 per onderdeel toe, afhankelijk van de cyclustijd en het gewicht van het onderdeel.
Secundaire bewerkingen die vaak vereist zijn, omvatten het beheren van uitwerppenmarkeringen op cosmetische oppervlakken, het afwerken van bramen en het boren van gaten die niet kunnen worden gegoten vanwege beperkingen in de lossingshoek.
Kostenstructuur CNC-bewerking
De kosten van CNC-bewerking volgen een ander patroon, met lagere instelkosten maar hogere materiaal- en verwerkingskosten per onderdeel. De instelkosten variëren doorgaans van € 200 tot € 1.500 per onderdeelontwerp, inclusief programmeren, gereedschapsselectie en eerste artikelinspectie.
Materiaalkosten bij CNC-bewerking hebben te lijden onder aanzienlijke afvalproductie. Beginnend met gewalste aluminium 6061-T6 knuppel voor € 4,20-€ 5,50 per kilogram, vereisen complexe onderdelen vaak het verwijderen van 60-80% van het uitgangsmateriaal, wat resulteert in effectieve materiaalkosten van € 8,50-€ 13,75 per kilogram afgewerkt onderdeelgewicht.
De bewerkingstijd correleert direct met de complexiteit van het onderdeel. Eenvoudige onderdelen die 15-30 minuten bewerkingstijd vereisen tegen € 45-€ 65 per uur, creëren beheersbare kosten per onderdeel. Complexe geometrieën die 2-4 uur bewerkingstijd vereisen, kunnen echter € 90-€ 260 per onderdeel bereiken, alleen al aan verwerkingskosten.
| Kostencomponent | Spuitgieten | CNC-bewerking | Impact op break-even |
|---|---|---|---|
| Initiële opstartkosten | €15.000-€80.000 | €200-€1.500 | Hogere volumes zijn gunstig voor gieten |
| Materiaalefficiëntie | 85-95% | 20-40% | Aanzienlijk voordeel per onderdeel |
| Verwerkingskosten/onderdeel | €0.80-€2.50 | €11.25-€65.00 | Belangrijke volumefactor |
| Secundaire bewerkingen | €1.50-€8.00 | €0.50-€3.00 | Matige impact |
Wiskundige break-even analyse
De break-even punt berekening vereist het vaststellen wanneer de totale spuitgietkosten gelijk zijn aan de totale CNC-bewerkingskosten gedurende de levensduur van de productierun.
Basis break-even formule
Break-even volume = (Kosten spuitgietmatrijs - CNC-instelkosten) ÷ (CNC-kosten per onderdeel - Spuitgietkosten per onderdeel)
Voor een typisch aluminium behuizingsonderdeel met een gewicht van 250 gram:
Spuitgietscenario:
- Kosten matrijs: € 35.000
- Materiaalkosten per onderdeel: € 0,55 (250 g × € 2,20/kg)
- Verwerkingskosten: € 1,20
- Secundaire bewerkingen: € 2,80
- Totaal per onderdeel: € 4,55
CNC-bewerkingsscenario:
- Instelkosten: € 800
- Materiaalkosten per onderdeel: € 2,65 (625 g knuppel × € 4,25/kg, 40% benutting)
- Verwerkingskosten: € 28,50 (38 minuten × € 45/uur)
- Secundaire bewerkingen: € 1,20
- Totaal per onderdeel: € 32,35
Break-even berekening: (€ 35.000 - € 800) ÷ (€ 32,35 - € 4,55) = 1.230 onderdelen
Volumegebaseerde kostenscenario's
De break-even punten in de praktijk variëren aanzienlijk op basis van de complexiteit van het onderdeel en de specificatie-eisen. Eenvoudige beugels en behuizingen bereiken doorgaans een break-even punt tussen 500-1.200 onderdelen, terwijl complexe samenstellingen met ingewikkelde interne kenmerken spuitgieten mogelijk pas rechtvaardigen bij 3.000-5.000 onderdelen.
| Complexiteit van het onderdeel | Kostenbereik gereedschap | Break-even volume | Voorbeeldtoepassingen |
|---|---|---|---|
| Eenvoudig (basisgeometrie) | €15.000-€25.000 | 400-800 onderdelen | Beugels, eenvoudige behuizingen |
| Matig (enkele functies) | €25.000-€45.000 | 800-1.800 onderdelen | Elektronische behuizingen |
| Complex (meerdere schuiven) | €45.000-€80.000 | 1.500-4.000 onderdelen | Automotive componenten |
| Zeer complex | €80.000+ | 3.000+ onderdelen | Transmissiebehuizingen |
Voor zeer nauwkeurige resultaten kunt u binnen 24 uur een offerte aanvragen bij Microns Hub.
Technische factoren die van invloed zijn op break-even berekeningen
Verschillende technische overwegingen kunnen break-even berekeningen drastisch verschuiven, verder dan de eenvoudige volume-economie.
Tolerantie- en oppervlakteafwerkingseisen
Strikte tolerantie-eisen zijn in het voordeel van CNC-bewerking, met name voor afmetingen die ±0,025 mm of beter vereisen. Spuitgieten bereikt doorgaans ±0,1 mm op afmetingen die niet op de scheidingslijn liggen, waarbij afmetingen op de scheidingslijn ±0,2 mm aanhouden onder optimale omstandigheden.
Kritische afmetingen vereisen vaak nabewerkingen na het gieten, wat € 3,50-€ 12,00 per onderdeel toevoegt, afhankelijk van de complexiteit van de opstelling. Wanneer meer dan 30% van de onderdeelkenmerken secundaire bewerking vereist, kan het break-even punt voor hetzelfde onderdeel verschuiven van 1.200 onderdelen naar 2.800 onderdelen.
Oppervlakteafwerkingseisen hebben ook invloed op de economie. Spuitgieten produceert van nature Ra 1,6-3,2 μm oppervlakken, terwijl CNC-bewerking direct Ra 0,8-1,6 μm kan bereiken. Cosmetische toepassingen die Ra 0,4 μm of beter vereisen, vereisen extra polijstbewerkingen die € 8,50-€ 25,00 per onderdeel kosten.
Impact van materiaalkeuze
De materiaalkeuze heeft een aanzienlijke invloed op break-even berekeningen, zowel via de grondstofkosten als via verwerkingsoverwegingen. Aluminiumlegeringen A380 en A383 (EN AC-AlSi9Cu3(Fe) en EN AC-AlSi10Mg(Cu)) bieden uitstekende gietbaarheid voor € 2,20-€ 2,80 per kilogram, terwijl hoogwaardige alternatieven zoals A357 (EN AC-AlSi7Mg0.3) € 3,20-€ 4,10 per kilogram kosten.
Voor toepassingen die T6 temperatuur warmtebehandeling vereisen voor structurele toepassingen, moeten extra kosten van € 2,80-€ 5,20 per onderdeel worden meegenomen in break-even berekeningen.
CNC-bewerking biedt een bredere materiaalflexibiliteit, inclusief kwaliteiten zoals 6061-T6, 7075-T6 en 2024-T4 die niet kunnen worden gegoten. Exotische legeringen kunnen echter € 8,50-€ 18,00 per kilogram kosten, wat spuitgieten verder bevoordeelt voor productie in grote volumes.
| Materiaalsoort | Geschiktheid voor spuitgieten | Kosten per kg | Break-even impact |
|---|---|---|---|
| A380 (AlSi9Cu3) | Uitstekend | €2.20-€2.80 | Basislijn |
| A356 (AlSi7Mg0.3) | Goed | €2.80-€3.60 | +15% volume |
| 6061-T6 | Niet geschikt | €4.20-€5.50 | Alleen CNC |
| 7075-T6 | Niet geschikt | €8.50-€12.00 | Alleen CNC |
Productievolume scenario's en beslissingsbomen
Verschillende productie scenario's vereisen op maat gemaakte analyse benaderingen om optimale fabricagemethoden te bepalen.
Productie in kleine volumes (50-500 onderdelen)
Productie in kleine volumes is bijna universeel in het voordeel van CNC-bewerking vanwege uitdagingen bij de afschrijving van gereedschapskosten. Zelfs eenvoudige spuitgietmatrijzen die € 15.000 kosten, resulteren in € 30-€ 300 per onderdeel, alleen al aan gereedschapskosten, voordat verwerkingskosten in aanmerking worden genomen.
Uitzonderingen doen zich voor wanneer onderdelen uitgebreide bewerkingen vereisen die meer dan 3-4 uur per onderdeel duren, of wanneer materiaalafval 85-90% van het startgewicht van de knuppel nadert. In deze scenario's kunnen zelfs kleine volumes van 200-300 onderdelen eenvoudige gietmatrijzen rechtvaardigen.
Prototype- en pre-productieruns profiteren van de flexibiliteit van CNC-bewerking, waardoor ontwerpiteraties mogelijk zijn zonder gereedschapsaanpassingen. Instelkosten van € 200-€ 800 per ontwerpwijziging blijven beheersbaar in vergelijking met € 5.000-€ 15.000 matrijsaanpassingen.
Productie in middelgrote volumes (500-5.000 onderdelen)
Productie in middelgrote volumes vertegenwoordigt de kritieke beslissingszone waar break-even analyse essentieel wordt. De complexiteit van het onderdeel, de tolerantie-eisen en de materiaalkeuze hebben allemaal een grote invloed op de optimale selectie van de fabricagemethode.
Eenvoudige onderdelen met ontspannen toleranties (±0,2 mm) zijn doorgaans in het voordeel van spuitgieten boven 800-1.200 onderdelen. Complexe onderdelen die meerdere secundaire bewerkingen vereisen, rechtvaardigen het gieten mogelijk pas bij 2.500-3.500 onderdelen, afhankelijk van de vereiste bewerkingstijd.
Materiaalkosten worden steeds belangrijker bij middelgrote volumes. Onderdelen die exotische legeringen vereisen die alleen in gewalste vorm verkrijgbaar zijn, vereisen CNC-bewerking, ongeacht de volumeoverwegingen. Omgekeerd profiteren onderdelen die compatibel zijn met standaard gietlegeringen van een verbeterde efficiëntie van materiaalgebruik.
Productie in grote volumes (5.000+ onderdelen)
Productie in grote volumes is sterk in het voordeel van spuitgieten voor onderdelen die compatibel zijn met gietlegeringen en geometrische beperkingen. Gereedschapskosten worden afgeschreven tot € 0,50-€ 8,00 per onderdeel, waardoor de totale onderdeelkosten aanzienlijk lager zijn dan CNC-alternatieven.
Matrijzen met meerdere holtes worden economisch haalbaar bij volumes van meer dan 8.000-12.000 onderdelen per jaar. Matrijzen met vier holtes verhogen de initiële gereedschapskosten met 40-60%, maar verlagen de verwerkingskosten per onderdeel met 35-45%, waardoor de economie van spuitgieten verder wordt verbeterd.
Integratiemogelijkheden voor automatisering ontstaan bij grote volumes, waarbij robotmatig afwerken en secundaire bewerkingen de arbeidskosten met € 0,80-€ 2,20 per onderdeel verlagen. CNC-bewerking staat voor uitdagingen op het gebied van automatisering vanwege de variërende cyclustijden en insteleisen.
Branchespecifieke overwegingen
Verschillende industrieën vertonen verschillende break-even patronen op basis van typische onderdeelkenmerken en prestatie-eisen.
Automobieltoepassingen
Automobielcomponenten hebben doorgaans complexe geometrieën met gematigde tolerantie-eisen, waardoor spuitgieten in het voordeel is bij relatief lage volumes van 1.200-2.800 onderdelen per jaar. De druk om het gewicht te verminderen, drijft de eisen voor dunwandig gieten op, waardoor de complexiteit en de kosten van het gereedschap toenemen.
Crashveiligheidseisen vereisen vaak specifieke materiaaleigenschappen die alleen kunnen worden bereikt met gewalste aluminium kwaliteiten, waardoor CNC-bewerking moet worden geselecteerd, ongeacht de volumeoverwegingen. Kritische structurele componenten die 7075-T6 sterkte vereisen, kunnen geen gebruik maken van spuitgietalternatieven.
De kostendruk in automobieltoepassingen maakt break-even analyse cruciaal, waarbij de beoogde fabricagekosten vaak de selectie van de productiemethode bepalen. Jaarlijkse volumeverplichtingen maken de afschrijving van gereedschapsinvesteringen mogelijk over een levenscyclus van 3-5 jaar.
Elektronica en consumentenproducten
Elektronicatoepassingen benadrukken strikte toleranties en uitstekende oppervlakteafwerkingen, waardoor vaak secundaire bewerkingen nodig zijn, zelfs bij gebruik van spuitgieten als primaire processen. EMI-afschermingseisen kunnen specifieke materiaalkwaliteiten of oppervlaktebehandelingen vereisen.
Snelle productontwikkelingscycli zijn in het voordeel van CNC-bewerking voor initiële productieruns, met een mogelijke overgang naar spuitgieten voor succesvolle producten die jaarlijks meer dan 2.000-3.000 eenheden overschrijden. Ontwerpoptimalisatie voor gieten vindt vaak plaats tijdens het product lifecycle management.
Cosmetische eisen in consumentenelektronica vereisen vaak extra afwerkingsbewerkingen die € 5,50-€ 18,00 per onderdeel kosten, wat een aanzienlijke invloed heeft op break-even berekeningen. Anodiseren, poedercoaten en polijsten moeten worden meegenomen in de totale fabricagekosten.
Bij het evalueren van fabricageopties biedt Microns Hub directe fabrikantrelaties die superieure kwaliteitscontrole en concurrerende prijzen garanderen in vergelijking met marktplaatsplatforms. Onze technische expertise omvat zowel spuitgieten als CNC-bewerkingsmogelijkheden, waardoor objectieve aanbevelingen mogelijk zijn die puur zijn gebaseerd op uw projectvereisten in plaats van procesbeperkingen.
Geavanceerde strategieën voor kostenoptimalisatie
Naast de basis break-even berekeningen kunnen verschillende geavanceerde strategieën de fabricagekosten optimaliseren en de nauwkeurigheid van de besluitvorming verbeteren.
Hybride fabricagebenaderingen
Het combineren van spuitgieten en CNC-bewerkingsbewerkingen kan zowel de kosten als de prestaties optimaliseren voor specifieke toepassingen. Cast-then-machine benaderingen maken gebruik van spuitgieten voor het creëren van basisgeometrie, gevolgd door CNC-bewerkingen voor kritische afmetingen en oppervlakteafwerkingen.
Deze hybride benadering werkt effectief wanneer 60-70% van de onderdeelgeometrie near-net-shape kan worden gegoten, waarbij de resterende kenmerken ±0,025 mm toleranties of betere oppervlakteafwerkingen vereisen. Break-even volumes variëren doorgaans van 800-1.800 onderdelen, afhankelijk van de complexiteit van de bewerking.
Investeringsgietalternatieven moeten worden overwogen voor complexe interne geometrieën die niet compatibel zijn met de ontluchtingsvereisten voor spuitgieten. Hoewel de gereedschapskosten lager zijn (€ 5.000-€ 15.000), stijgen de verwerkingskosten tot € 8,50-€ 25,00 per onderdeel, waardoor break-even punten verschuiven naar 2.800-5.200 onderdelen.
Ontwerp voor fabricage-integratie
Het optimaliseren van onderdeelontwerpen voor de selectie van de fabricagemethode kan de break-even economie drastisch verbeteren. Spuitgietontwerpen profiteren van uniforme wanddikte, royale ontluchtingshoeken (1,5-3,0 graden) en eliminatie van ondersnijdingen die complexe gereedschappen vereisen.
CNC-bewerkingsontwerpen moeten diepe zakken, dunne wanden en complexe 3D-oppervlakken minimaliseren die uitgebreide gereedschapspaden vereisen. Standaard gereedschapscompatibiliteit verlaagt de instelkosten met € 150-€ 450 per onderdeelontwerp, waardoor de economie van kleine volumes wordt verbeterd.
Cross-functionele ontwerpbeoordelingen waarbij fabricage-ingenieurs betrokken zijn tijdens de conceptontwikkeling, kunnen optimale fabricagemethoden identificeren voordat gedetailleerde ontwerpinvesteringen plaatsvinden. Deze aanpak voorkomt kostbare herontwerpinspanningen wanneer de productie wordt opgeschaald.
Voor fabrikanten die zowel nauwkeurige bewerking als gietmogelijkheden vereisen, bieden onze fabricagediensten geïntegreerde oplossingen die meerdere productiemethoden omvatten. Daarnaast bieden onze plaatwerkfabricagediensten alternatieve benaderingen voor behuizings- en beugeltoepassingen waarbij noch gieten, noch bewerken optimale kosten-prestatieverhoudingen biedt.
Kwaliteits- en levertijdoverwegingen
De selectie van de fabricagemethode omvat afwegingen die verder gaan dan pure kostenoverwegingen, waaronder kwaliteitsconsistentie, levertijden en veerkracht van de toeleveringsketen.
Kwaliteitscontrole mogelijkheden
De kwaliteit van spuitgieten hangt sterk af van procesbeheersing en gereedschapsonderhoud. Porositeit, koude sluitingen en dimensionale variatie kunnen 2-8% van de productie beïnvloeden zonder de juiste controles. De implementatie van statistische procesbeheersing voegt € 0,25-€ 0,80 per onderdeel toe, maar verlaagt de afkeuringspercentages tot onder de 1%.
CNC-bewerking biedt superieure dimensionale controle en herhaalbaarheid, waarbij bekwame processen Cpk-waarden van 1,67 of hoger bereiken voor kritische afmetingen. Dit betrouwbaarheidsvoordeel kan hogere kosten per onderdeel rechtvaardigen voor toepassingen waarbij uitval in het veld aanzienlijke garantieblootstelling creëert.
Inspectie-eisen variëren aanzienlijk tussen processen. Spuitgietstukken vereisen doorgaans 100% visuele inspectie en periodieke dimensionale verificatie, terwijl CNC-onderdelen mogelijk alleen statistische steekproeven nodig hebben na proceskwalificatie.
Levertijdanalyse
De levertijden voor spuitgieten omvatten 6-16 weken voor de fabricage van gereedschap, gevolgd door 2-4 weken voor de goedkeuring van het eerste artikel en procesoptimalisatie. De productielevertijden variëren doorgaans van 3-8 weken, afhankelijk van de volume-eisen en de complexiteit.
CNC-bewerking biedt kortere initiële levertijden van 1-3 weken voor eerste artikelen, waarbij de productieschaalbaarheid wordt beperkt door de machinecapaciteit. CNC-productie in grote volumes kan levertijden van 6-12 weken vereisen vanwege capaciteitsbeperkingen.
Verstoringen van de toeleveringsketen hebben verschillende gevolgen voor spuitgieten en CNC-bewerking. Spuitgieten is afhankelijk van gespecialiseerde apparatuur en gereedschapsleveranciers, terwijl CNC-bewerking gebruik maakt van meer algemeen beschikbare werktuigmachines en standaard gereedschappen.
| Tijdslijnfactor | Spuitgieten | CNC-bewerking | Strategische impact |
|---|---|---|---|
| Initiële setup | 6-16 weken | 1-3 weken | Geeft de voorkeur aan CNC bij urgentie |
| Eerste artikel | 2-4 weken | 3-7 dagen | CNC-voordeel |
| Productieschaling | 2-4 weken | 4-8 weken | Gieten schaalt sneller |
| Ontwerpwijzigingen | 4-12 weken | 1-2 weken | CNC-flexibiliteitsvoordeel |
Veelgestelde vragen
Wat is het typische break-even punt tussen spuitgieten en CNC-bewerking voor aluminium onderdelen?
Break-even punten variëren doorgaans van 500-2.000 onderdelen voor aluminium componenten, afhankelijk van de complexiteit van het onderdeel en de bewerkingseisen. Eenvoudige beugels kunnen een break-even punt bereiken bij 400-800 onderdelen, terwijl complexe behuizingen die meerdere secundaire bewerkingen vereisen spuitgieten mogelijk pas rechtvaardigen bij 2.500-4.000 onderdelen. Het exacte break-even punt is afhankelijk van de gereedschapskosten (€ 15.000-€ 80.000), de efficiëntie van materiaalgebruik en de verwerkingskosten per onderdeel.
Hoe beïnvloeden tolerantie-eisen de keuze tussen spuitgieten en CNC-bewerking?
Spuitgieten bereikt doorgaans ±0,1 mm op afmetingen die niet op de scheidingslijn liggen en ±0,2 mm op kenmerken op de scheidingslijn. CNC-bewerking kan ±0,025 mm of strakker aanhouden op kritische afmetingen. Wanneer meer dan 30% van de onderdeelkenmerken toleranties vereist die strakker zijn dan ±0,1 mm, kunnen break-even punten verschuiven van 1.200 onderdelen naar 2.800 onderdelen als gevolg van vereiste secundaire bewerkingen die € 3,50-€ 12,00 per onderdeel kosten.
Welke materialen kunnen worden gebruikt bij spuitgieten versus CNC-bewerking?
Spuitgieten is beperkt tot legeringen zoals A380, A383 en A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) die € 2,20-€ 4,10 per kilogram kosten. CNC-bewerking kan gewalste legeringen gebruiken, waaronder 6061-T6, 7075-T6 en 2024-T4, zij het tegen hogere materiaalkosten van € 4,20-€ 18,00 per kilogram. Toepassingen die hoogwaardige legeringen zoals 7075-T6 vereisen, moeten CNC-bewerking gebruiken, ongeacht de volumeoverwegingen.
Wat zijn de belangrijkste kostendrijvers bij spuitgieten versus CNC-bewerking?
De kosten van spuitgieten worden gedreven door de initiële investering in gereedschap (€ 15.000-€ 80.000) en relatief lage kosten per onderdeel (€ 4,50-€ 8,50). CNC-bewerking kenmerkt zich door lage instelkosten (€ 200-€ 1.500) maar hoge kosten per onderdeel als gevolg van materiaalafval (60-80% schrootpercentage) en verwerkingstijdkosten van € 45-€ 65 per uur. De efficiëntie van materiaalgebruik is sterk in het voordeel van spuitgieten met 85-95% versus 20-40% voor CNC-bewerking.
Hoe beïnvloedt de complexiteit van het onderdeel de selectie van de fabricagemethode?
Eenvoudige onderdelen met een basisgeometrie zijn in het voordeel van spuitgieten bij volumes boven 400-800 onderdelen. Complexe onderdelen die schuifstukken, meerdere ondersnijdingen of ingewikkelde interne kenmerken vereisen, verhogen de gereedschapskosten tot € 45.000-€ 80.000+, waardoor break-even punten verschuiven naar 1.500-4.000 onderdelen. CNC-bewerking verwerkt complexe geometrieën zonder gereedschapsboetes, maar heeft te lijden onder langere cyclustijden en materiaalafval op ingewikkelde onderdelen.
Welke secundaire bewerkingen zijn doorgaans vereist voor elk proces?
Spuitgieten vereist gewoonlijk het afwerken van bramen, het boren van gaten die niet kunnen worden gegoten vanwege ontluchtingshoeken en het bewerken van kritische afmetingen, wat € 1,50-€ 8,00 per onderdeel toevoegt. CNC-bewerking vereist doorgaans minimale secundaire bewerkingen (€ 0,50-€ 3,00 per onderdeel), zoals ontbramen en reinigen. Cosmetische toepassingen kunnen echter extra oppervlaktebehandelingen vereisen voor beide processen, die € 5,50-€ 25,00 per onderdeel kosten.
Hoe verhouden de levertijden zich tussen spuitgieten en CNC-bewerking?
Spuitgieten vereist 6-16 weken voor de fabricage van gereedschap plus 2-4 weken voor procesoptimalisatie, maar biedt vervolgens een snelle productieschaalvergroting. CNC-bewerking biedt levertijden van 1-3 weken voor eerste artikelen en meer flexibiliteit voor ontwerpwijzigingen (1-2 weken versus 4-12 weken voor matrijsaanpassingen). CNC-productie in grote volumes kan te maken krijgen met capaciteitsbeperkingen die levertijden van 6-12 weken vereisen, terwijl spuitgieten efficiënter schaalt zodra het gereedschap is voltooid.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece