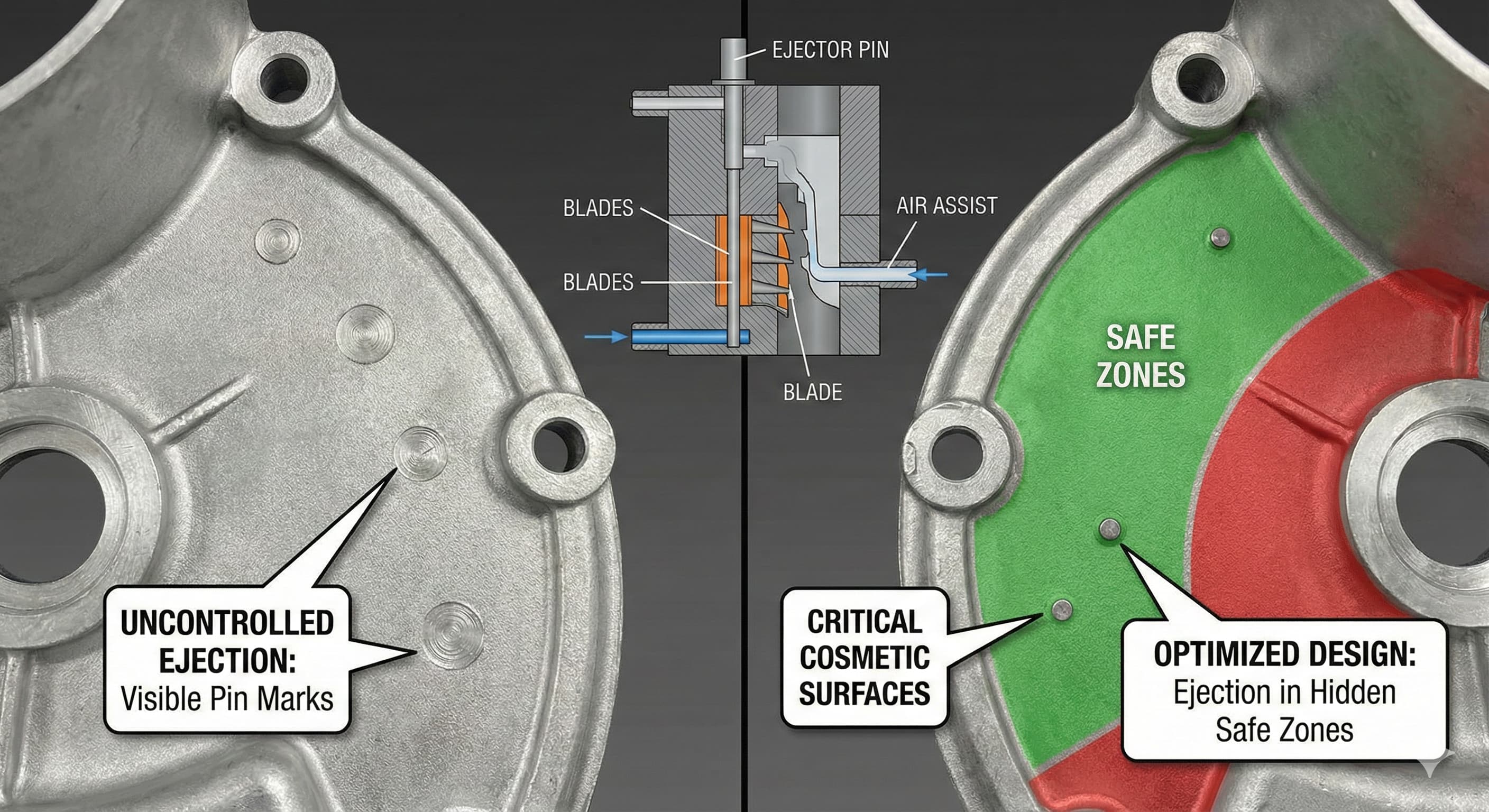
Uitwerppenmarkeringen: "Veilige zones" ontwerpen op cosmetische gietoppervlakken
Uitwerppenmarkeringen vormen een van de meest hardnekkige kwaliteitsuitdagingen bij de productie van gegoten onderdelen, vooral wanneer componenten zichtbare cosmetische oppervlakken hebben. Deze ogenschijnlijk kleine oppervlakte-imperfecties kunnen een verder perfect gietstuk veranderen in een afkeuring, waardoor de kosten stijgen en de levertijden worden verlengd. De strategische plaatsing van uitwerppennen vereist een systematische aanpak die de productie-efficiëntie in evenwicht brengt met de esthetische eisen.
Het begrijpen van de vorming van uitwerppenmarkeringen begint met het herkennen van de fundamentele fysica die erbij betrokken is. Tijdens het uitwerpen creëren gelokaliseerde spanningsconcentraties permanente vervormingszones met een diameter van 0,2 mm tot 2,0 mm, afhankelijk van de pengeometrie en de materiaaleigenschappen. Deze markeringen verschijnen als cirkelvormige verdiepingen, verhoogde gebieden of textuurvariaties die bijzonder uitgesproken worden op gepolijste of geanodiseerde oppervlakken.
Belangrijkste punten
- Uitwerppenmarkeringen vormen permanente oppervlaktefouten van 0,2-2,0 mm in diameter door gelokaliseerde spanningsconcentratie tijdens het uitwerpen van onderdelen
- Strategische plaatsing van "veilige zones" vereist analyse van de geometrie van het onderdeel, de lossingshoeken en de cosmetische oppervlakte-eisen vroeg in de ontwerpfase
- De pendiameter, de uitwerpkracht en de materiaalhardheid hebben een directe invloed op de ernst en zichtbaarheid van de markering op afgewerkte oppervlakken
- Geavanceerde technieken, waaronder mesuitwerping, stripplaten en luchtassistsystemen, kunnen zichtbare markeringen minimaliseren of elimineren
Inzicht in de vorming van uitwerppenmarkeringen
De vorming van uitwerppenmarkeringen vindt plaats door een complexe interactie van mechanische krachten, materiaaleigenschappen en thermische omstandigheden. Wanneer uitwerppennen contact maken met het gegoten onderdeel, creëren ze gelokaliseerde spanningsvelden die de elastische limiet van het materiaal overschrijden, wat resulteert in permanente plastische vervorming.
De hardheid van het materiaal speelt een cruciale rol bij de ernst van de markering. Aluminiumlegeringen zoals A380 (typische hardheid 80-100 HB) vertonen andere markeringseigenschappen dan A356-T6 (hardheid 70-95 HB). Zachtere materialen vertonen over het algemeen meer uitgesproken markeringen, terwijl hardere legeringen minder zichtbare vervorming kunnen vertonen, maar oppervlaktescheuren kunnen vertonen onder overmatige uitwerpkrachten.
Temperatureffecten verergeren het markeringsprobleem. Onderdelen die worden uitgeworpen bij temperaturen boven 200°C vertonen een verhoogde gevoeligheid voor markering als gevolg van een verminderde vloeigrens. Omgekeerd vertonen onderdelen die tot onder 150°C mogen afkoelen vóór het uitwerpen een aanzienlijk verminderde markeerdiepte, hoewel deze afkoelperiode de cyclustijd en de productiviteit beïnvloedt.
| Materiaalsoort | Hardheid (HB) | Typische markeerdiepte (mm) | Aanbevolen pindiameter (mm) |
|---|---|---|---|
| A380 (Zoals gegoten) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Zinklegering #3 | 95-115 | 0.08-0.20 | 5-8 |
De pengeometrie beïnvloedt de markeringspatronen aanzienlijk. Standaard cilindrische pennen met randen van 0,5-1,0 mm radius creëren cirkelvormige indrukken, terwijl pennen met grotere randen (2-3 mm) de krachten over grotere oppervlakken verdelen, waardoor de ernst van de markering wordt verminderd. Grotere radiuspennen vereisen echter verhoogde uitwerpkrachten en kunnen onderdeelvervorming veroorzaken in dunwandige secties.
Ontwerpprincipes voor veilige zones
Effectief ontwerp van veilige zones begint met een uitgebreide oppervlakteanalyse tijdens de initiële ontwerpfase. Cosmetische oppervlakken vereisen classificatie in drie categorieën: Klasse A (zichtbaar en kritisch), Klasse B (zichtbaar maar niet-kritisch) en Klasse C (verborgen of niet-zichtbaar). Dit classificatiesysteem begeleidt de strategie voor het plaatsen van uitwerppennen en de aanvaardbare markeringstoleranties.
Optimalisatie van de lossingshoek heeft een directe invloed op de beschikbaarheid van veilige zones. Oppervlakken met voldoende lossingshoeken (meestal 1-3 graden voor aluminium gieten) bieden natuurlijke uitwerphulp, waardoor de vereiste penkrachten worden verminderd en de potentiële locaties van veilige zones worden uitgebreid. Onvoldoende lossingshoeken dwingen ontwerpers om pennen op cosmetische oppervlakken te plaatsen of het risico te lopen op schade aan onderdelen tijdens het uitwerpen.
Geometrische analyse onthult optimale kenmerken van veilige zones. Vlakke oppervlakken loodrecht op de uitwerpingsrichting bieden ideale mogelijkheden voor het plaatsen van pennen, omdat krachten gelijkmatig worden verdeeld zonder spanningsconcentraties te creëren. Gebogen oppervlakken vereisen een zorgvuldige analyse van de lokale geometrie, waarbij concave gebieden over het algemeen de voorkeur hebben boven convexe oppervlakken voor het plaatsen van pennen.
Bij het werken met zandgiettoepassingen voor grote componenten, wordt de planning van veilige zones nog belangrijker vanwege de grotere oppervlakken en de verhoogde zichtbaarheid van defecten.
Uitwerppenmaatvoering en krachtberekeningen
De juiste maatvoering van de uitwerppen vereist het berekenen van de minimale pendiameter die nodig is om knikken te voorkomen en tegelijkertijd de contactdruk op de oppervlakken van het onderdeel te minimaliseren. De kritische knikbelasting voor uitwerppennen volgt de formule van Euler, aangepast voor productieomstandigheden:
P_kritisch = (π² × E × I) / (K × L²)
Waarbij E de elasticiteitsmodulus van het penmateriaal vertegenwoordigt (meestal 200 GPa voor gereedschapsstaal), I gelijk is aan het oppervlakte-inertiemoment, K de effectieve lengtefactor is (2,0 voor vast-vrij omstandigheden) en L de niet-ondersteunde penlengte vertegenwoordigt.
Contactdrukberekeningen bepalen het markeringspotentieel. Druk P = F/A, waarbij F de uitwerpkracht vertegenwoordigt en A het pencontactoppervlak is. Het handhaven van contactdrukken onder 50 MPa voor aluminiumlegeringen voorkomt over het algemeen zichtbare markeringen op cosmetische oppervlakken.
| Pindiameter (mm) | Max. niet-ondersteunde lengte (mm) | Contactdruk bij 500N (MPa) | Aanbevolen toepassing |
|---|---|---|---|
| 4 | 80 | 39.8 | Lichte, cosmetische oppervlakken |
| 6 | 120 | 17.7 | Standaard toepassingen |
| 8 | 160 | 9.9 | Zware toepassingen, minimale markering |
| 10 | 200 | 6.4 | Grote onderdelen, verdeelde belastingen |
Krachtverdelingsstrategieën omvatten het gebruik van meerdere kleinere pennen in plaats van minder grote pennen. Deze aanpak spreidt de uitwerpbelastingen over grotere gebieden terwijl de individuele penkrachten binnen aanvaardbare grenzen blijven. Vier pennen van 6 mm bieden bijvoorbeeld een equivalent contactoppervlak als één pen van 12 mm, terwijl ze meer plaatsingsflexibiliteit bieden.
Geavanceerde uitwerptechnieken
Mesuitwerpsystemen bieden superieure oplossingen voor onderdelen met uitgebreide cosmetische oppervlakken. Deze systemen gebruiken dunne, platte uitwerpelementen (meestal 1-2 mm dik) die onderdelen raken langs lineaire randen in plaats van cirkelvormige punten. Mesuitwerpers verdelen de krachten over grotere oppervlakken, waardoor de contactdruk met 60-80% wordt verminderd in vergelijking met conventionele pennen.
Stripplaatuitwerping biedt de ultieme oplossing voor het elimineren van uitwerppenmarkeringen op cosmetische oppervlakken. De stripplaat maakt gelijktijdig contact met de gehele omtrek van het onderdeel, waardoor uniforme uitwerpkrachten ontstaan zonder gelokaliseerde spanningsconcentraties. Dit systeem vereist echter nauwkeurige bewerking en voegt complexiteit toe aan het matrijsontwerp.
Luchtassistentie-uitwerping combineert mechanische pennen met persluchtinjectie. Luchtdruk (meestal 0,3-0,8 MPa) vult mechanische uitwerpkrachten aan, waardoor kleinere pennen of verminderde penkrachten mogelijk zijn. Deze techniek is bijzonder effectief voor dunwandige gietstukken waarbij conventionele uitwerping vervorming kan veroorzaken.
Voor uiterst precieze resultaten,Dien uw project in voor een offerte binnen 24 uur van Microns Hub.
Sequentiële uitwerptiming optimaliseert de krachttoepassing gedurende de uitwerpcyclus. Initieel contact met lage kracht zorgt voor onderdeelstabiliteit, gevolgd door progressieve krachttoenames naarmate het onderdeel zich scheidt van de matrijsvlakken. Deze aanpak vermindert de maximale contactdrukken met behoud van betrouwbare uitwerpprestaties.
Overwegingen bij oppervlaktebehandeling
Oppervlaktebehandelingen na het gieten hebben een aanzienlijke invloed op de zichtbaarheid en aanvaardbaarheid van uitwerppenmarkeringen. Anodisatieprocessen, met name type II zwavelzuuranodisatie, hebben de neiging om oppervlakte-onregelmatigheden, waaronder uitwerppenmarkeringen, te benadrukken. De anodische oxidelaag vormt zich anders over vervormde gebieden, waardoor zichtbare kleurvariaties ontstaan, zelfs wanneer de dimensionale verschillen minimaal blijven.
Poedercoatingtoepassingen bieden een uitstekende verhulling van uitwerppenmarkeringen vanwege het vermogen van de coating om kleine oppervlakteverdiepingen op te vullen. Filmdiktes van 60-120 micrometer maskeren effectief penmarkeringen tot 0,2 mm diepte en bieden tegelijkertijd duurzame oppervlaktebescherming.
Mechanische oppervlaktebehandelingen zoals kogelstralen of trommelen kunnen de zichtbaarheid van uitwerppenmarkeringen verminderen door middel van gecontroleerde oppervlaktestructurering. Deze processen creëren een uniforme oppervlakteruwheid die gelokaliseerde vervormingspatronen camoufleert. Er moet echter rekening worden gehouden met dimensionale veranderingen door materiaalverwijdering bij het onderdeelontwerp.
| Oppervlaktebehandeling | Vermindering van de zichtbaarheid van markeringen (%) | Typische kostenimpact (€/onderdeel) | Verwerkingstijd (uren) |
|---|---|---|---|
| Zoals gegoten | 0 | 0 | 0 |
| Kogelstralen | 70-85 | 2-5 | 0.5-1.0 |
| Poedercoating | 85-95 | 5-12 | 2-4 |
| Anodiseren Type II | -20 tot +10 | 8-15 | 3-6 |
| Chemisch etsen | 60-80 | 3-8 | 1-2 |
Chemisch etsen biedt een andere benadering voor het minimaliseren van markeringen. Gecontroleerd zuuretsen verwijdert 0,05-0,15 mm oppervlaktemateriaal, waardoor ondiepe penmarkeringen effectief worden geëlimineerd en een uniforme oppervlaktestructuur ontstaat. Dit proces vereist nauwkeurige maskering om kritische afmetingen en schroefdraadkenmerken te beschermen.
Optimalisatie van matrijsontwerp
Optimalisatie van het matrijsontwerp begint met een uitgebreide uitwerpanalyse tijdens de initiële ontwerpfase. Moderne CAD-systemen maken eindige-elementenanalyse van uitwerpingsspanningen mogelijk, waardoor ontwerpers de locaties en de ernst van penmarkeringen kunnen voorspellen voordat de matrijsconstructie begint.
Algoritmen voor het plaatsen van uitwerppennen houden rekening met meerdere factoren tegelijkertijd: onderdeelgeometrie, lossingshoeken, oppervlakteclassificatie, structurele integriteit en productiebeperkingen. Optimalisatiesoftware rangschikt potentiële penlocaties op basis van gewogen criteria, waardoor cosmetische oppervlakken de juiste bescherming krijgen.
Bij integratie met nauwkeurige CNC-bewerkingsdiensten voor secundaire bewerkingen, moeten de locaties van de uitwerppennen rekening houden met de daaropvolgende bewerkingsvereisten en de behoeften aan opspanning.
Progressieve uitwerpsystemen sequencen de penactivering om piekbelastingen te minimaliseren. Initiële pennen grijpen niet-cosmetische oppervlakken aan en zorgen voor onderdeelstabiliteit voordat pennen voor cosmetische oppervlakken worden geactiveerd. Deze aanpak vermindert markeringskrachten met behoud van de betrouwbaarheid van de uitwerping.
Thermisch beheer binnen matrijsystemen beïnvloedt de uitwerpvereisten. Geoptimaliseerde koelkanalen handhaven uniforme matrijs temperaturen, waardoor de hechting van onderdelen en de uitwerpkrachten worden verminderd. Temperatuurverschillen boven 30°C tussen matrijssecties kunnen de vereiste uitwerpkrachten verdubbelen.
Kwaliteitscontrole en inspectie
Kwaliteitscontroleprotocollen voor uitwerppenmarkeringen vereisen gestandaardiseerde inspectieprocedures en acceptatiecriteria. Visuele inspectienormen classificeren markeringen doorgaans op basis van diameter, diepte en locatie ten opzichte van cosmetische oppervlakken.
Dimensionale meting van penmarkeringen maakt gebruik van contact- en contactloze methoden. Stylus profilometrie biedt nauwkeurige dieptemetingen met een resolutie van 0,01 mm, terwijl optische scansystemen de volledige markeringsgeometrie vastleggen, inclusief diameter en randkenmerken.
Statistische procesbeheersing volgt de trends van uitwerppenmarkeringen tijdens productieruns. Controlekaarten bewaken de markeerdiepte, frequentie en locatiepatronen, waardoor vroege detectie van matrijs slijtage of procesparameterdrift mogelijk is.
| Inspectiemethode | Resolutie (mm) | Inspectietijd (seconden) | Kosten apparatuur (€) |
|---|---|---|---|
| Visuele inspectie | 0.1 | 30-60 | 100-500 |
| Stylus profilometrie | 0.001 | 120-300 | 15,000-50,000 |
| Optisch scannen | 0.005 | 60-180 | 25,000-100,000 |
| Coördinatenmeetmachine | 0.001 | 180-600 | 80,000-300,000 |
De ontwikkeling van acceptatiecriteria vereist samenwerking tussen ontwerp-, productie- en kwaliteitsteams. Criteria moeten cosmetische eisen in evenwicht brengen met de haalbaarheid van de productie, rekening houdend met factoren zoals onderdeelkosten, productievolume en eindgebruikstoepassing.
Kostenimpactanalyse
Het verminderen van uitwerppenmarkeringen heeft aanzienlijke kostenimplicaties in meerdere productiefasen. Ontwerpaanpassingen om uitwerping van cosmetische oppervlakken te elimineren, kunnen de complexiteit van de matrijs met 15-30% verhogen, wat een directe invloed heeft op de gereedschapskosten.
Alternatieve uitwerpsystemen zoals stripplaten of mesuitwerpers voegen doorgaans € 5.000-€ 25.000 toe aan de matrijskosten, afhankelijk van de onderdeelcomplexiteit en de matrijsgrootte. Deze investeringen blijken echter vaak economisch voor productie met een hoog volume, waarbij de kosten van afkeuring van onderdelen de gereedschapspremies overschrijden.
Secundaire bewerkingen om uitwerppenmarkeringen te verwijderen of te maskeren variëren van € 1 tot € 15 per onderdeel, afhankelijk van het type behandeling en de onderdeelgrootte. Handmatige polijstbewerkingen voor het verwijderen van markeringen kunnen € 8-€ 20 per onderdeel kosten en 30-90 minuten toevoegen aan de verwerkingstijd.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise op het gebied van plaatsing van uitwerppennen en optimalisatie van het matrijsontwerp betekent dat elk gietproject de aandacht krijgt die nodig is voor cosmetische oppervlakte-eisen.
Schroot- en herbewerkingskosten van afgekeurde onderdelen als gevolg van uitwerppenmarkeringen variëren doorgaans van € 50 tot € 500 per onderdeel, afhankelijk van materiaalkosten, bewerkingscomplexiteit en leveringsurgentie. Deze kosten overschrijden vaak de investeringen in optimalisatie van het uitwerpsysteem binnen de eerste paar duizend geproduceerde onderdelen.
Integratie met productiediensten
Succesvol beheer van uitwerppenmarkeringen vereist integratie in meerdere productieprocessen. Wanneer componenten nabewerkingen vereisen via onze productiediensten, moeten de locaties van de uitwerppennen worden afgestemd op de vereisten voor opspanning en bewerking.
Secundaire bewerkingsbewerkingen kunnen uitwerppenmarkeringen elimineren door middel van strategische materiaalverwijdering. Deze aanpak vereist echter een zorgvuldige coördinatie tussen giet- en bewerkingsteams om te zorgen voor voldoende voorraadtoeslagen en dimensionale controle.
Assemblageoverwegingen beïnvloeden de plaatsing van uitwerppennen wanneer markeringen voorkomen op oppervlakken die in contact komen met andere componenten. Afdichtingsoppervlakken van pakkingen, lager montagegebieden en schroefdraadkenmerken vereisen speciale aandacht om functionele problemen door uitwerppenmarkeringen te voorkomen.
Warmtebehandelingsprocessen, met name T6 temperen voor structurele aluminium onderdelen, kunnen de zichtbaarheid van uitwerppenmarkeringen beïnvloeden door microstructuurveranderingen en spanningsontlastingspatronen.
Veelgestelde vragen
Waarom lijken uitwerppenmarkeringen donkerder na het anodiseren?
Uitwerppenmarkeringen lijken donkerder na het anodiseren omdat de gelokaliseerde plastische vervorming verschillende kristalstructuren in het aluminium creëert. Deze vervormde gebieden hebben een veranderde oppervlakte-energie en porositeit, waardoor de anodische oxidelaag zich vormt met een andere dikte en dichtheid. Het resultaat is een zichtbare kleurvariatie, zelfs wanneer de dimensionale verschillen minimaal zijn.
Hoe bereken ik de minimale uitwerppen diameter om knikken te voorkomen?
Gebruik de knikformule van Euler: P_kritisch = (π² × E × I) / (K × L²). Bereken voor gereedschapsstaalpennen (E = 200 GPa) het oppervlakte-inertiemoment I = πd⁴/64, gebruik K = 2,0 voor vast-vrij omstandigheden en L als niet-ondersteunde lengte. Zorg ervoor dat uw vereiste uitwerpkracht onder 70% van de berekende kritische belasting blijft voor een veiligheidsmarge.
Kunnen uitwerppenmarkeringen volledig worden geëlimineerd van zichtbare oppervlakken?
Ja, door middel van de juiste ontwerptechnieken, waaronder stripplaatuitwerping, mesuitwerpers of strategische penplaatsing in niet-zichtbare gebieden. Stripplaten elimineren puntcontact volledig, terwijl mesuitwerpers krachten lineair verdelen. Alternatieve benaderingen omvatten luchtassistentie-uitwerping of het ontwerpen van scheidingslijnen om alle pennen op verborgen oppervlakken te plaatsen.
Wat is de maximaal aanvaardbare uitwerppen markeerdiepte voor cosmetische oppervlakken?
Voor cosmetische oppervlakken van klasse A mogen markeringen niet groter zijn dan 0,05 mm diepte met diameters onder 2,0 mm. Oppervlakken van klasse B kunnen markeringen tot 0,15 mm diepte accepteren. Deze limieten zijn van toepassing op onderdelen met een natuurlijke aluminium afwerking; gepoedercoate onderdelen kunnen diepere markeringen (tot 0,20 mm) accepteren vanwege de vuleffecten van de coating.
Hoe beïnvloedt de onderdeeltemperatuur tijdens het uitwerpen de ernst van de penmarkering?
Hogere uitwerptemperaturen verhogen de ernst van de markering als gevolg van een verminderde materiaalvloeigrens. Onderdelen die worden uitgeworpen boven 200°C vertonen 40-60% diepere markeringen dan onderdelen die zijn afgekoeld tot 150°C. De afkoeltijd heeft echter invloed op de cyclus efficiëntie. De optimale uitwerptemperatuur brengt de ernst van de markering in evenwicht met de productiviteitseisen, doorgaans 160-180°C voor aluminium gieten.
Welk uitwerppen materiaal biedt de beste oppervlakteafwerking op aluminium gietstukken?
Geharde gereedschapsstaalpennen (58-62 HRC) met gepolijste oppervlakken bieden optimale resultaten. H13 gereedschapsstaal biedt uitstekende slijtvastheid en thermische stabiliteit. Pen oppervlakken moeten worden gepolijst tot Ra 0,2 μm of beter en worden behandeld met TiN-coating voor een langere levensduur. Vermijd zachtere penmaterialen die kunnen vreten of vervormen tijdens gebruik.
Hoe kan ik bestaande matrijzen aanpassen om uitwerppenmarkeringen te verminderen?
Retrofitopties omvatten het vergroten van de pendiameter (indien de ruimte het toelaat), het toevoegen van meer pennen om de belasting te verdelen, het overschakelen naar mesuitwerpers in kritieke gebieden of het implementeren van luchtassistsystemen. Elke aanpak vereist een zorgvuldige analyse van de bestaande matrijsgeometrie en structurele beperkingen. Volledige stripplaatconversie vereist doorgaans uitgebreide matrijsaanpassing en is mogelijk niet kosteneffectief voor bestaand gereedschap.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece