Splinebewerking: Frezen vs. Draadvonken voor precisietandwielen
De keuze van het optimale productieproces voor splinebewerking heeft een directe invloed op de precisie van de tandwielen, de productiekosten en de levertijden. De keuze tussen frezen en draadvonken bepaalt in feite de maatnauwkeurigheid, de oppervlaktekwaliteit en de algemene productie-efficiëntie van uw component.
Beide processen spelen een duidelijke rol in de productie van precisietandwielen, maar hun toepassingen, mogelijkheden en kostenstructuren verschillen aanzienlijk. Inzicht in deze verschillen maakt een weloverwogen besluitvorming mogelijk voor uw specifieke projectvereisten.
Belangrijkste punten
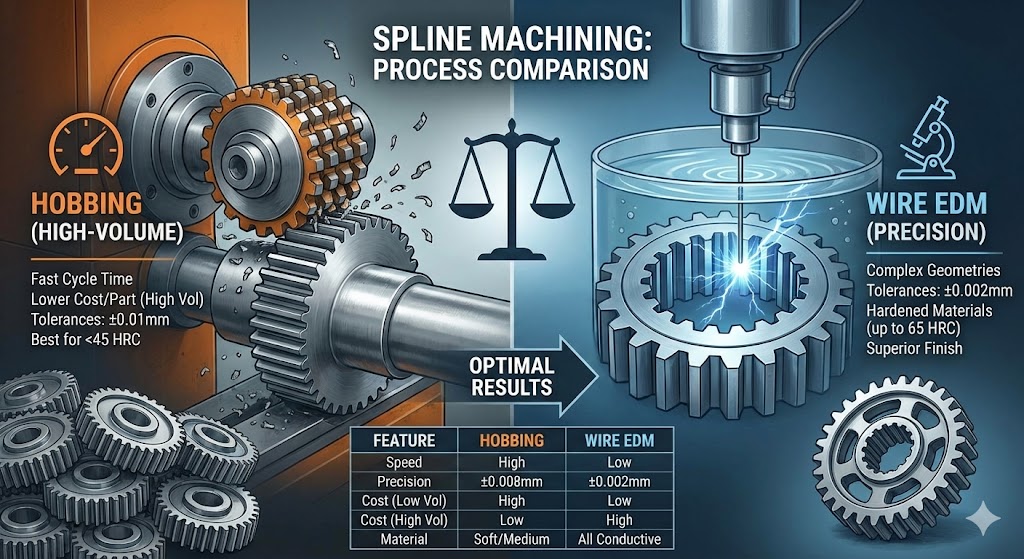
- Frezen blinkt uit in productie met grote volumes met snellere cyclustijden en lagere kosten per onderdeel voor standaard splineprofielen
- Draadvonken levert superieure precisie (±0,002 mm tolerantie) en kan complexe geometrieën aan die frezen niet kan bereiken
- Materiaalhardheid boven 45 HRC vereist doorgaans draadvonken, terwijl zachtere materialen profiteren van de efficiëntie van frezen
- Het omslagpunt qua kosten ligt rond de 500-1000 onderdelen, afhankelijk van de complexiteit en materiaalspecificaties
Inzicht in de basisprincipes van splinebewerking
Splinebewerking creëert nauwkeurige tandprofielen die koppel overbrengen tussen roterende assen. Deze componenten vereisen een uitzonderlijke nauwkeurigheid in tandgeometrie, afstand en oppervlakteafwerking om een goede passing en lastverdeling te garanderen.
Het productieproces moet strikte toleranties aanhouden over meerdere dimensies: tanddikte, worteldiameter, hoofddiameter en steeknauwkeurigheid. Afwijkingen in een parameter hebben een directe invloed op de prestaties van het tandwiel, het geluidsniveau en de levensduur.
Moderne splinetoepassingen omvatten autoversnellingsbakken, actuatoren voor de lucht- en ruimtevaart en industriële machines waar de precisie-eisen vaak hoger zijn dan ±0,01 mm op kritieke afmetingen. Om aan deze specificaties te voldoen, is een zorgvuldige processelectie vereist op basis van materiaaleigenschappen, productievolume en geometrische complexiteit.
Analyse van het freesproces
Frezen is een continu genererend proces waarbij een spiraalvormig snijgereedschap geleidelijk materiaal verwijdert om splinetanden te vormen. De frees draait synchroon met het werkstuk, waardoor nauwkeurige tandprofielen ontstaan door gecoördineerde voedingsbewegingen.
Dit proces blinkt uit in het produceren van evolvente splineprofielen met een consistente tandgeometrie over de gehele breedte. De continue snijwerking genereert gladde oppervlakken met een ruwheid van doorgaans Ra 1,6 tot Ra 3,2 μm, afhankelijk van de snijparameters en de staat van het gereedschap.
De materiaalafnamesnelheid bij het frezen is aanzienlijk hoger dan bij draadvonken, met typische snijsnelheden van 200-400 m/min voor stalen componenten. Dit productiviteitsvoordeel is cruciaal voor productie met grote volumes, waar de cyclustijd een directe invloed heeft op de productiekosten.
Frezen is geschikt voor verschillende splinetypes, waaronder evolvente, rechtlijnige en gekartelde profielen. Het proces vereist echter speciaal gereedschap voor elke spline-specificatie, waarbij de kosten van de frees variëren van € 2.500 tot € 15.000, afhankelijk van de modulegrootte en de precisieklasse.
De procesbeperkingen omvatten een beperkte mogelijkheid om interne splines met kleine diameters te bewerken, problemen met geharde materialen boven 45 HRC en geometrische beperkingen die worden opgelegd door de toegankelijkheid van het gereedschap. Met deze factoren moet rekening worden gehouden tijdens de ontwerp- en procesplanningsfasen.
Proceskenmerken van draadvonken
Draadvonken maakt gebruik van gecontroleerde elektrische vonken om materiaal te eroderen langs een geprogrammeerd pad. Een continu bewegende draadelektrode, typisch 0,15-0,25 mm diameter, creëert nauwkeurige sneden door elektrisch geleidende materialen, ongeacht de hardheid.
Het proces bereikt een uitzonderlijke maatnauwkeurigheid met toleranties tot ±0,002 mm op kritieke afmetingen. Dit precisieniveau is essentieel voor toepassingen in de lucht- en ruimtevaart en hoogwaardige tandwielsytemen waar standaard productieprocessen niet aan de eisen kunnen voldoen.
Draadvonken kan complexe splinegeometrieën aan, waaronder onderbroken profielen, asymmetrische tandvormen en geïntegreerde functies die onmogelijk te bewerken zijn met conventionele methoden. De procesflexibiliteit strekt zich uit tot geharde materialen tot 65 HRC zonder dat dit ten koste gaat van de nauwkeurigheid of de oppervlakteafwerking.
De kwaliteit van de oppervlakteafwerking bij draadvonken varieert van Ra 0,8 tot Ra 2,5 μm, afhankelijk van de snijparameters en de afwerkingsgangen. Meerdere snijgangen maken optimalisatie mogelijk tussen snijsnelheid en oppervlaktekwaliteit, waarbij ruwe sneden bulk materiaal verwijderen en afwerkingsgangen de uiteindelijke afmetingen bereiken.
Het proces werkt via onze precisie CNC-bewerkingsdiensten met geavanceerde draadvonkmogelijkheden, waardoor complexe geometrieën en nauwe toleranties mogelijk zijn die traditionele bewerking niet kan bereiken.
De snijsnelheden bij draadvonken variëren aanzienlijk met de materiaaldikte en de vereiste oppervlakteafwerking. Typische snelheden variëren van 20-200 mm²/min, aanzienlijk langzamer dan frezen, maar gecompenseerd door superieure precisie en geometrische flexibiliteit.
Vergelijking van precisie en tolerantie
Maatnauwkeurigheid is een kritisch onderscheidend kenmerk tussen frees- en draadvonkprocessen. Inzicht in de haalbare toleranties is bepalend voor de juiste processelectie voor specifieke toepassingen.
| Tolerantieparameter | Wentelfrezen | Draad-EDM | Impact van toepassing |
|---|---|---|---|
| Nauwkeurigheid van de steek | ±0,008 mm | ±0,002 mm | Cruciaal voor soepel in elkaar grijpen |
| Tanddikte | ±0,01 mm | ±0,003 mm | Beïnvloedt spelingregeling |
| Wortelradius | ±0,02 mm | ±0,005 mm | Heeft invloed op spanningsconcentratie |
| Oppervlakteafwerking (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Beïnvloedt slijtvastheid |
| Concentriciteit | ±0,01 mm | ±0,005 mm | Cruciaal voor balans |
Deze tolerantiecapaciteiten hebben een directe invloed op de prestaties van componenten in veeleisende toepassingen. Tandwielkasten voor de lucht- en ruimtevaart vereisen doorgaans draadvonkprecisie, terwijl automobieltoepassingen vaak freestoleranties accepteren met de juiste ontwerpmarges.
Herhaalbaarheid tussen onderdelen is een andere cruciale factor. Frezen handhaaft consistente resultaten binnen ±0,005 mm over productieruns bij correct onderhoud. Draadvonken bereikt een superieure herhaalbaarheid van ±0,002 mm, essentieel voor uitwisselbare componenten.
Temperatureffecten tijdens de bewerking kunnen de uiteindelijke afmetingen beïnvloeden. Frezen genereert aanzienlijke warmte die een zorgvuldig koelmiddelbeheer vereist om thermische vervorming te voorkomen. Draadvonken werkt bij lagere temperaturen, waardoor thermische effecten op de maatnauwkeurigheid worden geminimaliseerd.
Materiaalompatibiliteit en beperkingen
Materiaaleigenschappen hebben een aanzienlijke invloed op de processelectie voor splinebewerking. Elke methode vertoont specifieke voordelen en beperkingen op basis van materiaalkenmerken.
Frezen presteert optimaal op materialen met een hardheid onder 45 HRC. Veelvoorkomende toepassingen zijn AISI 4140-staal (28-35 HRC), AISI 8620-cementatiestaal en verschillende aluminiumlegeringen. Het proces worstelt met geharde staalsoorten boven 50 HRC vanwege overmatige gereedschapsslijtage en een slechte oppervlakteafwerking.
Draadvonken is geschikt voor elk elektrisch geleidend materiaal, ongeacht de hardheid. Deze mogelijkheid maakt het bewerken van gereedschapsstaal mogelijk bij 60+ HRC, Inconel 718, titaniumlegeringen en gehard lagerstaal. De procesbeperking omvat niet-geleidende materialen zoals keramiek en bepaalde kunststoffen.
| Materiaalsoort | Hobbing Geschiktheid | Draad EDM Geschiktheid | Voorkeurs Proces |
|---|---|---|---|
| Zacht staal (<35 HRC) | Uitstekend | Goed | Hobbing (kostenvoordeel) |
| Medium staal (35-45 HRC) | Goed | Uitstekend | Afhankelijk van volume |
| Hard staal (>50 HRC) | Slecht | Uitstekend | Draad EDM vereist |
| Aluminiumlegeringen | Uitstekend | Goed | Hobbing (productiviteit) |
| Titaniumlegeringen | Beperkt | Uitstekend | Draad EDM voorkeur |
| Inconel/Superlegeringen | Zeer Beperkt | Uitstekend | Alleen Draad EDM |
De materiaaldikte beïnvloedt ook de processelectie. Frezen kan verschillende breedtes efficiënt verwerken, terwijl de snijsnelheid van draadvonken afneemt met toenemende dikte. Onderdelen met een dikte van meer dan 100 mm kunnen om productiviteitsredenen de voorkeur geven aan frezen.
Restspanningpatronen verschillen tussen processen. Frezen introduceert drukspanningen die gunstig zijn voor vermoeiingsweerstand, terwijl draadvonken minimale restspanning creëert, maar mogelijk spanningsarmgloeibehandelingen vereist voor kritieke toepassingen.
Kostenanalyse en economische overwegingen
Inzicht in de volledige kostenstructuur maakt een nauwkeurige processelectie mogelijk op basis van projecteconomie in plaats van eerste indrukken.
Frezen vereist aanzienlijke investeringen vooraf in gereedschap, waarbij frezen € 2.500-€ 15.000 kosten, afhankelijk van de specificaties. Deze gereedschappen produceren echter duizenden onderdelen voordat ze worden vervangen, waardoor de gereedschapskosten per onderdeel in productie met grote volumes drastisch worden verlaagd.
Draadvonken elimineert de kosten van aangepast gereedschap, maar werkt met hogere uurtarieven vanwege lagere snijsnelheden en de kosten van verbruiksdraad. Typische draadvonktarieven variëren van € 45-€ 85 per uur, inclusief draadverbruik en machinekosten.
Voor zeer nauwkeurige resultaten, Ontvang binnen 24 uur een gedetailleerde offerte van Microns Hub.
| Kostenfactor | Vertandingsfrezen | Draad EDM | Volume-impact |
|---|---|---|---|
| Opstartkosten | €800-€2.000 | €200-€500 | Voorkeur voor EDM bij laag volume |
| Gereedschapskosten | €2.500-€15.000 | €0 (alleen verbruiksartikelen) | Afschrijving over productie |
| Uurtarief | €35-€55 | €45-€85 | Consistent over volumes |
| Cyclustijd (per onderdeel) | 15-45 minuten | 2-8 uur | Voordeel vertandingsfrezen schaalt |
| Secundaire bewerkingen | Ontbramen, inspectie | Minimale afwerking | Draagt bij aan de kosten van vertandingsfrezen |
Het economische omslagpunt ligt doorgaans tussen 500-1000 onderdelen voor standaard splinegeometrieën. Complexe profielen of nauwe toleranties kunnen dit evenwicht verschuiven naar draadvonken, zelfs bij grotere volumes.
Kwaliteitsgerelateerde kosten moeten worden opgenomen in de economische analyse. Frezen vereist mogelijk aanvullende kwaliteitscontrolemaatregelen en mogelijk nabewerking, terwijl de superieure nauwkeurigheid van draadvonken deze zorgen vaak wegneemt.
De levertijd heeft invloed op de totale projectkosten. Frezen vereist de aanschaf van frezen met levertijden van 8-12 weken, terwijl draadvonken onmiddellijk kan beginnen met standaard draadelektroden.
Oppervlakteafwerking en kwaliteitseigenschappen
De kwaliteit van de oppervlakteafwerking heeft een directe invloed op de prestaties van het tandwiel, waardoor de wrijving, slijtvastheid en geluidsproductie tijdens bedrijf worden beïnvloed.
Frezen produceert karakteristieke voedingssporen die zijn uitgelijnd met de snijrichting, waardoor oppervlaktestructuren ontstaan die mogelijk extra afwerkingsbewerkingen vereisen voor kritieke toepassingen. De oppervlakteruwheid varieert doorgaans van Ra 1,6 tot Ra 3,2 μm, afhankelijk van de snijparameters en de staat van het gereedschap.
Draadvonken genereert kenmerkende oppervlaktepatronen door elektrische ontladingserosie, waardoor microscopisch kleine kraters ontstaan die smeermiddelen effectief kunnen vasthouden. De oppervlakteafwerking varieert van Ra 0,8 tot Ra 2,5 μm met de juiste parameteroptimalisatie.
De relatie tussen oppervlakteafwerking en snijparameters maakt optimalisatie voor specifieke eisen mogelijk. Bij het frezen verbeteren lagere snijsnelheden en fijnere voedingen de oppervlaktekwaliteit, maar verminderen ze de productiviteit. Draadvonken bereikt superieure afwerkingen door meerdere snijgangen, met ruwe sneden gevolgd door afwerkingsgangen.
De oppervlakte-integriteit gaat verder dan ruwheid en omvat metallurgische veranderingen door het productieproces. Frezen creëert koudverharde oppervlakken die gunstig zijn voor slijtvastheid, terwijl draadvonken dunne herstelde lagen produceert die mogelijk moeten worden verwijderd in kritieke toepassingen.
De eisen voor het verwijderen van bramen verschillen aanzienlijk tussen processen. Frezen produceert doorgaans bramen aan de tandranden die secundaire bewerkingen vereisen, terwijl draadvonken minimale bramen creëert als gevolg van het thermische snijmechanisme.
Ontwerpoverwegingen en geometrische beperkingen
De geometrie van de component heeft een aanzienlijke invloed op de selectie van het productieproces, waarbij elke methode specifieke mogelijkheden en beperkingen vertoont.
Frezen blinkt uit in standaard evolvente splineprofielen, maar heeft beperkingen bij complexe of niet-standaard geometrieën. Het proces vereist rechte snijpaden zonder geometrische interferenties, waardoor de ontwerpflexibiliteit voor geïntegreerde functies wordt beperkt.
Interne splines vormen bijzondere uitdagingen voor het frezen, vooral bij kleine diameters waar de toegankelijkheid van het gereedschap problematisch wordt. De minimale interne diameter is doorgaans groter dan 25 mm voor praktische freesbewerkingen, hoewel gespecialiseerd gereedschap deze mogelijkheid kan uitbreiden.
Draadvonken kan vrijwel elk 2D-profiel aan dat kan worden geprogrammeerd, inclusief asymmetrische tanden, variabele afstanden en geïntegreerde spiebanen of sleuven. Deze geometrische flexibiliteit maakt complexe ontwerpen mogelijk die onmogelijk zijn met conventionele bewerkingsmethoden.
De mogelijkheid om complexe geometrieën met ondersnijdingen te bewerken is een aanzienlijk voordeel van draadvonken, met name voor toepassingen in de lucht- en ruimtevaart die gewichtsvermindering vereisen door materiaal te verwijderen in niet-kritieke gebieden.
De mogelijkheden voor tapse profielen verschillen tussen processen. Frezen produceert tanden met parallelle zijden, terwijl draadvonken tapse profielen kan creëren voor gespecialiseerde toepassingen zoals conuskoppelingen of verstelbare koppelingen.
Beperkingen van de onderdeeldikte beïnvloeden de processelectie. Frezen kan verschillende breedtes efficiënt verwerken, terwijl de snijsnelheid van draadvonken afneemt met de dikte, waardoor het minder economisch is voor onderdelen met een dikte van meer dan 150 mm.
Overwegingen voor productievolume
Het productievolume is de belangrijkste factor die de economische levensvatbaarheid voor elk productieproces bepaalt.
Productie met kleine volumes (1-100 onderdelen) geeft doorgaans de voorkeur aan draadvonken vanwege het elimineren van gereedschapskosten en de flexibiliteit van de setup. De mogelijkheid om programma's snel aan te passen, is gebruikelijk bij ontwerpwijzigingen in prototype- en low-volume-toepassingen.
Productie met middelgrote volumes (100-1000 onderdelen) vereist een zorgvuldige economische analyse, rekening houdend met de totale projectkosten, inclusief afschrijving van gereedschap, cyclustijden en kwaliteitseisen. Het omslagpunt varieert met de complexiteit van het onderdeel en de tolerantie-eisen.
Productie met grote volumes (1000+ onderdelen) geeft over het algemeen de voorkeur aan frezen wanneer geometrische beperkingen dit toelaten. De superieure productiviteit en lagere kosten per onderdeel compenseren de initiële investeringen in gereedschap over grote productieruns.
Batchgrootte-optimalisatie beïnvloedt beide processen anders. Frezen profiteert van continue productieruns die de impact van de insteltijd minimaliseren, terwijl draadvonken efficiënt gemengde batches verwerkt vanwege snelle programmawijzigingen.
De flexibiliteit van de productieplanning is een andere overweging. Draadvonken maakt een snelle reactie op dringende eisen mogelijk zonder vertragingen door gereedschap, terwijl frezen mogelijk een geavanceerde planning vereist voor de aanschaf en installatie van gereedschap.
Kwaliteitscontrole en inspectie-eisen
Procedures voor maatvoering en kwaliteitscontrole verschillen aanzienlijk tussen frees- en draadvonkprocessen.
Frezen vereist een uitgebreide inspectie vanwege mogelijke effecten van gereedschapsslijtage op de maatnauwkeurigheid. Kritieke parameters zijn onder meer steeknauwkeurigheid, tanddikte en profielvorm, doorgaans gemeten met behulp van tandwielinspectiesystemen met een resolutie van ±0,001 mm.
De superieure procesbeheersing van draadvonken vermindert vaak de inspectie-eisen, hoewel verificatie essentieel blijft voor kritieke afmetingen. De processtabiliteit maakt statistische procesbeheersing mogelijk met kleinere steekproefgroottes in vergelijking met frezen.
De eisen aan inspectieapparatuur verschillen tussen processen. Frezen vereist mogelijk gespecialiseerde tandwielmeetsystemen, terwijl draadvonken onderdelen vaak gebruikmaken van standaard coördinatenmeetmachines voor maatvoering.
Procescapaciteitsstudies tonen duidelijke kenmerken aan voor elke methode. Frezen vertoont Cpk-waarden van 1,33-1,67 voor standaardtoleranties, terwijl draadvonken Cpk-waarden van meer dan 2,0 bereikt voor vergelijkbare afmetingen.
Traceerbaarheidseisen in de lucht- en ruimtevaart en medische toepassingen geven de voorkeur aan de digitale procesbeheersing en geautomatiseerde documentatiemogelijkheden van draadvonken in vergelijking met de handmatige installatieprocedures van frezen.
Geavanceerde toepassingen en toekomstige trends
Opkomende toepassingen blijven de grenzen verleggen van de precisie en complexiteit van splinebewerking.
Micro-splines voor precisie-instrumenten vereisen draadvonkmogelijkheden vanwege schaalbeperkingen bij het frezen. Componenten met tandmodules onder 0,5 mm overschrijden doorgaans de mogelijkheden voor de productie van freesgereedschap.
Hybride productiebenaderingen combineren beide processen voor optimale resultaten. Ruw frezen gevolgd door draadvonk-afwerking maakt een hoge productiviteit mogelijk met superieure nauwkeurigheid, hoewel dit de complexiteit en de kosten verhoogt.
De integratie van additieve productie creëert mogelijkheden voor complexe interne splinegeometrieën die onmogelijk zijn met traditionele methoden. Draadvonken maakt het afwerken van 3D-geprinte componenten tot precisietoleranties mogelijk.
Industry 4.0-implementaties beïnvloeden beide processen door verbeterde bewakings- en controlesystemen. Voorspellende onderhoudsalgoritmen optimaliseren de levensduur van het gereedschap bij het frezen, terwijl realtime procesbewaking de consistentie van draadvonken verbetert.
Wanneer u bestelt bij Microns Hub, profiteert u van directe relaties met fabrikanten die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering zorgen ervoor dat elk project de speciale aandacht krijgt die nodig is voor optimale resultaten, of het nu gaat om frezen of draadvonken.
Milieuoverwegingen beïnvloeden in toenemende mate de processelectie. De verminderde afvalproductie en het elimineren van snijvloeistoffen van draadvonken spreken milieubewuste fabrikanten aan, terwijl de hogere productiviteit van frezen het totale energieverbruik per onderdeel vermindert.
Richtlijnen voor processelectie
Systematische evaluatiecriteria maken een optimale processelectie mogelijk op basis van specifieke projectvereisten.
Primaire selectiefactoren zijn onder meer productievolume, tolerantie-eisen, materiaaleigenschappen en geometrische complexiteit. Deze parameters werken samen om de meest economische productieaanpak te bepalen.
Beslissingsmatrices helpen selectiecriteria te kwantificeren door factoren te wegen op basis van projectprioriteiten. Kostenbewuste projecten benadrukken economische factoren, terwijl kritieke toepassingen prioriteit geven aan precisie en betrouwbaarheid.
Prototype-ontwikkeling begint vaak met draadvonken voor ontwerpverificatie voordat wordt overgegaan op frezen voor productievolumes. Deze aanpak valideert ontwerpen met behoud van economische levensvatbaarheid voor grootschalige productie.
Risicobeoordeling houdt rekening met factoren zoals de beschikbaarheid van gereedschap, de procescapaciteit en de levertijden. Draadvonken biedt een lager technisch risico voor complexe geometrieën, terwijl frezen gevestigde oplossingen biedt voor standaardtoepassingen.
Toekomstige ontwerpwijzigingen beïnvloeden de beslissingen over de processelectie. Draadvonken kan wijzigingen gemakkelijker aanbrengen, terwijl frezen nieuw gereedschap vereist voor aanzienlijke geometrische veranderingen.
Integratie met onze productiediensten zorgt voor een optimale processelectie op basis van een uitgebreide capaciteitsbeoordeling en economische analyse die is afgestemd op uw specifieke eisen.
Veelgestelde vragen
Welke tolerantieniveaus kunnen worden bereikt met frezen versus draadvonken?
Frezen bereikt doorgaans toleranties van ±0,008 mm tot ±0,01 mm op kritieke afmetingen zoals steek en tanddikte. Draadvonken levert superieure precisie met toleranties tot ±0,002 mm tot ±0,003 mm op dezelfde parameters. De keuze hangt af van de precisie-eisen van uw toepassing en of de verbeterde nauwkeurigheid de extra kosten rechtvaardigt.
Welk proces is kosteneffectiever voor middelgrote productievolumes?
Voor productievolumes tussen 100-1000 onderdelen hangt de kosteneffectiviteit af van de complexiteit van het onderdeel en de tolerantie-eisen. Eenvoudige splineprofielen geven vaak de voorkeur aan frezen vanwege snellere cyclustijden, terwijl complexe geometrieën of nauwe toleranties de kosten van draadvonken kunnen rechtvaardigen. Het omslagpunt ligt doorgaans rond de 500 onderdelen voor standaardgeometrieën.
Kunnen beide processen geharde stalen componenten verwerken?
Draadvonken blinkt uit met geharde staalsoorten tot 65 HRC zonder dat dit ten koste gaat van de nauwkeurigheid of dat er gespecialiseerd gereedschap nodig is. Frezen wordt een uitdaging boven 45 HRC vanwege overmatige gereedschapsslijtage en een slechte oppervlakteafwerking. Voor geharde componenten is draadvonken de voorkeurskeuze, ongeacht het productievolume.
Wat zijn de typische levertijden voor elk proces?
Draadvonken kan onmiddellijk beginnen met behulp van standaard draadelektroden, waarbij de levertijden voornamelijk worden bepaald door de bewerkingstijd en de wachtrijpositie. Frezen vereist de aanschaf van aangepast gereedschap met levertijden van 8-12 weken voor gespecialiseerde frezen, hoewel standaard gereedschap mogelijk eerder beschikbaar is. Houd rekening met de levertijden van gereedschap bij het plannen van productieschema's.
Hoe beïnvloeden de eisen aan de oppervlakteafwerking de processelectie?
Draadvonken produceert superieure oppervlakteafwerkingen variërend van Ra 0,8 tot Ra 2,5 μm met minimale secundaire bewerkingen vereist. Frezen bereikt Ra 1,6 tot Ra 3,2 μm, maar vereist mogelijk extra afwerking voor kritieke toepassingen. Toepassingen die een uitzonderlijke oppervlaktekwaliteit vereisen, geven doorgaans de voorkeur aan draadvonken ondanks hogere kosten.
Welke geometrische beperkingen zijn er voor elk proces?
Frezen vereist rechte snijpaden en worstelt met interne splines onder een diameter van 25 mm. Draadvonken kan vrijwel elk 2D-profiel aan, inclusief complexe geometrieën, ondersnijdingen en nauwe interne functies. Kies draadvonken voor niet-standaard profielen of geometrische beperkingen die de mogelijkheden van frezen overschrijden.
Zijn er materiaalbeperkingen voor beide processen?
Frezen werkt optimaal op materialen onder 45 HRC, waaronder gangbare staalsoorten en aluminiumlegeringen. Draadvonken is geschikt voor elk elektrisch geleidend materiaal, ongeacht de hardheid, inclusief exotische legeringen en geharde staalsoorten. Niet-geleidende materialen zoals keramiek vereisen alternatieve productiemethoden.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece