PEM-bevestigingsmiddelen: De juiste zelfborgende moeren selecteren voor dun aluminium
Het bevestigen van dunne aluminium panelen brengt unieke uitdagingen met zich mee die standaard schroefdraadbevestigingen niet effectief kunnen aanpakken. Bij materiaaldiktes van minder dan 2 mm creëren traditionele moeren en bouten spanningsconcentraties die de structurele integriteit aantasten, terwijl getapte schroefdraden vaak doorslippen bij matige belasting. PEM zelfborgende moeren lossen dit kritieke technische probleem op door de belasting over een groter oppervlak te verdelen en permanente, betrouwbare schroefdraadverbindingen te creëren in dunne plaatwerkconstructies.
Belangrijkste punten
- Zelfborgende moeren verdelen de belasting effectiever dan getapte schroefdraden in aluminiumplaten van minder dan 2 mm dik
- Zelfklemmende bevestigingsmiddelen elimineren de noodzaak van secundaire bewerkingen en bieden vlakke montage mogelijkheden
- Materiaalkeuze tussen roestvrij staal en aluminium PEM-moeren heeft een directe invloed op de weerstand tegen galvanische corrosie
- De juiste gatmaat binnen ±0,05 mm toleranties zorgt voor een optimale gripsterkte en voorkomt paneelvervorming
Inzicht in PEM zelfborgende technologie
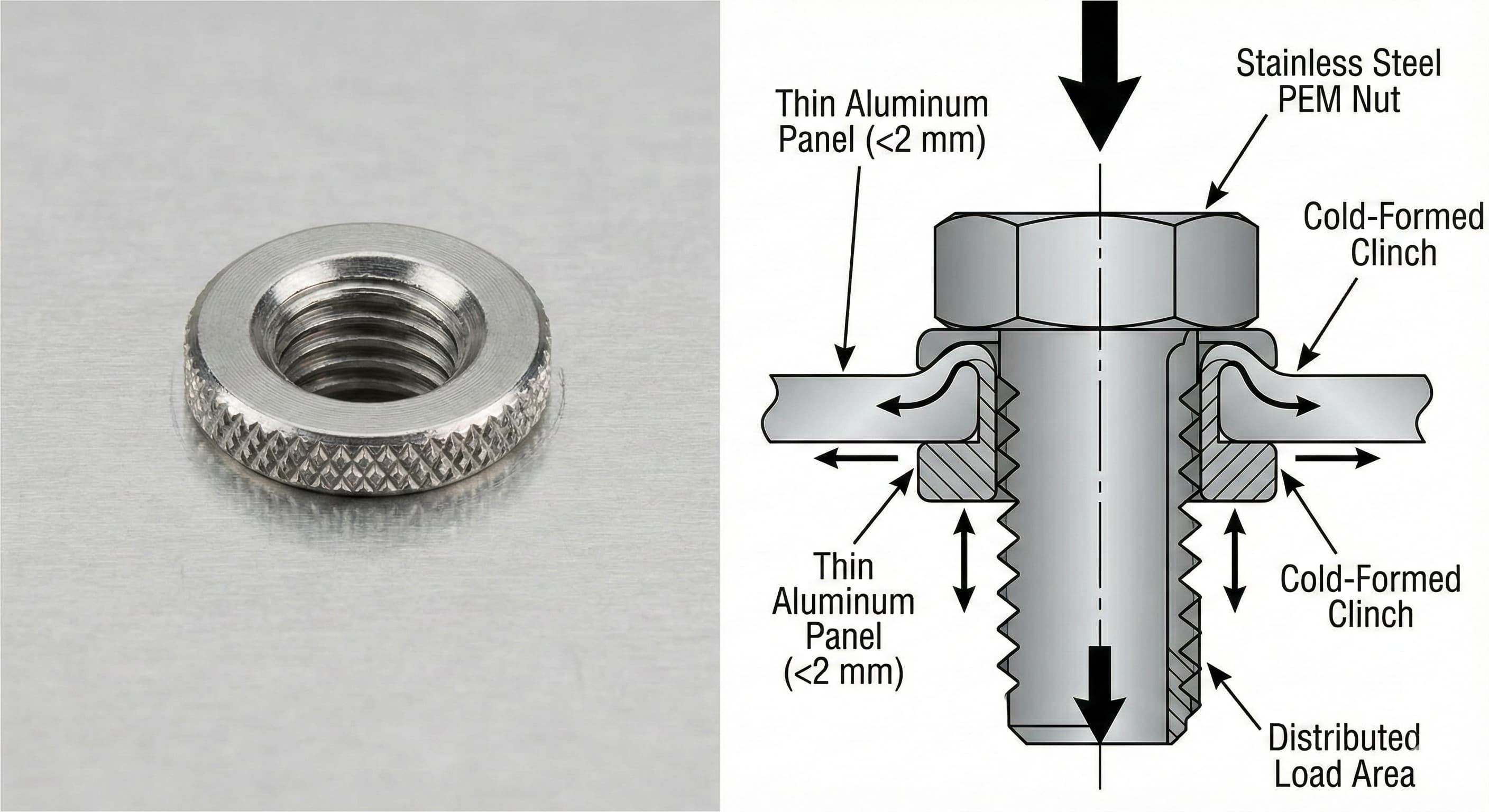
PEM-bevestigingsmiddelen maken gebruik van een zelfklemmend mechanisme dat een permanente mechanische verbinding creëert door gecontroleerde vervorming van zowel het bevestigingsmiddel als het gastmateriaal. In tegenstelling tot traditionele schroefdraadverbindingen die uitsluitend afhankelijk zijn van schroefdraad, hebben zelfborgende moeren een gekartelde of zeshoekige schacht die tijdens de installatie het aluminiumsubstraat binnendringt en verplaatst.
Het fundamentele principe omvat drie verschillende zones van materiaalinteractie. De geleidediameter zorgt voor de eerste uitlijning en voorkomt laterale beweging tijdens de installatie. De klemdiameter, typisch 0,2-0,4 mm groter dan de geleider, genereert de primaire retentiekracht door middel van radiale compressie. Ten slotte verdeelt de kopflens de klemkrachten over een oppervlak dat 3-4 keer groter is dan de diameter van het bevestigingsmiddel.
Installatie vereist een gecontroleerde krachttoepassing, typisch variërend van 8-15 kN, afhankelijk van de grootte van het bevestigingsmiddel en de materiaaldikte. Deze kracht moet loodrecht op het paneeloppervlak worden uitgeoefend met minimale laterale afwijking om asymmetrisch klemmen te voorkomen, wat de retentiekracht tot 40% kan verminderen. Het proces creëert een koudgevormde verbinding die in de loop van de tijd daadwerkelijk in sterkte toeneemt als gevolg van koudversteviging van het verplaatste aluminium.
Kwaliteit plaatwerk fabricage diensten erkennen dat zelfborgende installatie gespecialiseerd gereedschap en nauwkeurige krachtregeling vereist om consistente resultaten te bereiken over productieruns.
Materiaalselectiecriteria
Het kiezen van het juiste PEM-bevestigingsmateriaal omvat het in evenwicht brengen van mechanische eigenschappen, corrosiebestendigheid en kostenoverwegingen die specifiek zijn voor dunne aluminium toepassingen. De drie primaire materiaalopties bieden elk duidelijke voordelen, afhankelijk van de toepassingsvereisten.
Roestvrijstalen PEM-moeren, typisch vervaardigd uit 303- of 416-kwaliteiten, bieden de hoogste trek- en schuifsterkte met behoud van een uitstekende corrosiebestendigheid. De 303 roestvrijstalen optie biedt superieure bewerkbaarheid en schroefdraadkwaliteit, met vloeigrenzen tot 310 MPa. De lichte magnetische eigenschappen en de hogere thermische uitzettingscoëfficiënt in vergelijking met aluminium kunnen echter uitdagingen creëren in precisieconstructies.
Koolstofstalen bevestigingsmiddelen met zink- of zink-nikkelplating leveren maximale sterkte tegen de laagste kosten. Deze bevestigingsmiddelen kunnen treksterktes van meer dan 450 MPa bereiken, waardoor ze ideaal zijn voor toepassingen met hoge belasting. De belangrijkste beperking betreft galvanische compatibiliteit, aangezien het significante elektrochemische potentiaalverschil tussen staal en aluminium de corrosie in vochtige omgevingen versnelt.
| Materiaal | Treksterkte (MPa) | Corrosiebestendigheid | Kostenfactor | Beste toepassingen |
|---|---|---|---|---|
| 303 Roestvrij staal | 310-350 | Uitstekend | 2.1x | Marine, voedselverwerking |
| Aluminium 6061 | 276 | Goed (met aluminium) | 1.8x | Lucht- en ruimtevaart, elektronica |
| Koolstofstaal (Zn geplateerd) | 450-520 | Redelijk | 1.0x | Structureel binnenshuis |
| 416 Roestvrij staal | 380-420 | Zeer goed | 2.4x | Medische hulpmiddelen |
Aluminium PEM-moeren, vervaardigd uit 6061-T6 of vergelijkbare legeringen, bieden de optimale galvanische compatibiliteit voor aluminiumsubstraten. Hoewel de mechanische sterkte lager blijft dan stalen alternatieven, weegt de eliminatie van corrosie door ongelijksoortige metalen vaak zwaarder dan deze beperking in langetermijntoepassingen. De thermische uitzettingsmatch voorkomt ook spanningsopbouw tijdens temperatuurcycli.
Kritieke installatieparameters
Succesvolle PEM-bevestigingsinstallatie in dun aluminium vereist nauwkeurige controle van meerdere onderling afhankelijke variabelen. Gatvoorbereiding is de meest kritieke factor, aangezien dimensionale nauwkeurigheid rechtstreeks van invloed is op de retentiekracht en de paneelintegriteit.
Gatdiametertoleranties moeten binnen ±0,05 mm van de gespecificeerde geleideafmeting vallen om optimale klemprestaties te bereiken. Te grote gaten verminderen de radiale compressie en kunnen de uittreksterkte met 25-35% verminderen. Te kleine gaten creëren overmatige installatiekrachten die brosse aluminiumlegeringen kunnen barsten of onvolledig klemmen kunnen veroorzaken in koudverstevigde materialen.
Randafstandvereisten worden bijzonder belangrijk in dunne secties waar materiaalverplaatsing tijdens het klemmen de paneelrand kan naderen. Minimale randafstanden moeten gelijk zijn aan 2,5 keer de diameter van het bevestigingsmiddel, waarbij 3,0 keer de voorkeur heeft voor kritieke toepassingen. Dit zorgt voor voldoende materiaalvolume voor een goede klemvorming zonder randuitscheuring.
Paneeldikte compatibiliteitsbereiken variëren per bevestigingsontwerp, maar de meeste standaard PEM-moeren zijn geschikt voor 0,5-3,0 mm aluminiumplaten. Dikte-uniformiteit over de klemzone beïnvloedt de retentieconsistentie, waardoor materiaalkeuze en onze fabricagediensten cruciaal zijn voor het handhaven van kwaliteitsnormen.
Installatiekrachtvereisten schalen ongeveer met het kwadraat van de diameter van het bevestigingsmiddel en lineair met de materiaaldikte. Een #8-32 bevestigingsmiddel in 1,6 mm 6061-T6 aluminium vereist typisch 12-14 kN installatiekracht, terwijl hetzelfde bevestigingsmiddel in 0,8 mm materiaal slechts 7-9 kN nodig heeft. Overmatige kracht kan paneelverdieping of doorbraak veroorzaken, terwijl onvoldoende kracht resulteert in onvolledig klemmen.
| Paneeldikte (mm) | Gattolerantie (mm) | Minimale randafstand | Installatiekracht (kN) | Typische toepassingen |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diameter | 6-9 | Elektronica behuizingen |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diameter | 10-13 | Apparatenpanelen |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diameter | 12-16 | Automotive componenten |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diameter | 15-20 | Structurele samenstellingen |
Belastingsverdeling en verbindingsontwerp
Inzicht in de mechanismen voor belastingsoverdracht in PEM-bevestigingsverbindingen stelt ingenieurs in staat om het verbindingsontwerp te optimaliseren voor specifieke toepassingsvereisten. In tegenstelling tot conventionele schroefdraadverbindingen waar de belasting zich concentreert op de eerste paar schroefdraadverbindingen, verdelen zelfborgende moeren de krachten over meerdere contactzones.
Het primaire belastingspad begint bij de kopflens van het bevestigingsmiddel, die een dragende spanningsverdeling over het aluminiumoppervlak creëert. Piekspanningen treden op aan de flensranden, waardoor de selectie van de kopdiameter cruciaal is voor het voorkomen van aluminiumvloei onder hoge klembelastingen. Eindige-elementenanalyse toont aan dat het vergroten van de kopdiameter van 2,0 naar 2,5 keer de schroefdraaddiameter de piekdragende spanning met ongeveer 30% vermindert.
Schuifbelastingen worden overgedragen via de geklemde materiaaltzone, waar het vervormde aluminium een mechanische vergrendeling met de schacht van het bevestigingsmiddel creëert. Deze verbinding kan typisch 60-80% van de uiteindelijke schuifsterkte van het bevestigingsmiddel weerstaan voordat materiaalfalen optreedt in het aluminiumsubstraat in plaats van het bevestigingsmiddel zelf.
Uittrekweerstand ontwikkelt zich via drie mechanismen: mechanische interferentie bij de klemdiameter, wrijving langs het schachtoppervlak en lager tegen de vervormde materiaalkraag. De relatieve bijdrage van elk mechanisme is afhankelijk van de eigenschappen van de aluminiumlegering, waarbij zachtere legeringen sterker afhankelijk zijn van mechanische interferentie.
Voor uiterst precieze resultaten, Vraag binnen 24 uur een offerte aan bij Microns Hub.
Overwegingen met betrekking tot de stijfheid van de verbinding worden belangrijk in dynamische belastingsapplicaties waar de weerstand tegen vermoeidheid afhangt van de uniformiteit van de belastingsverdeling. PEM-verbindingen vertonen typisch 15-25% lagere stijfheid dan equivalente getapte verbindingen als gevolg van de compliantie die wordt geïntroduceerd door de vervormde materiaaltzone. Deze verminderde stijfheid kan de vermoeiingsprestaties daadwerkelijk verbeteren door spanningsconcentraties te verminderen, maar kan de resonantiefrequenties in trillingsgevoelige toepassingen beïnvloeden.
Compatibiliteit van aluminiumlegeringen
Verschillende aluminiumlegeringen reageren variabel op zelfborgende installatie als gevolg van verschillen in koudverstevigingseigenschappen, ductiliteit en korrelstructuur. Inzicht in dit materiaalspecifieke gedrag maakt een juiste selectie van bevestigingsmiddelen en optimalisatie van installatieparameters mogelijk.
6061-T6 aluminium is het meest gespecificeerde substraat voor PEM-toepassingen en biedt een uitstekende balans tussen sterkte, ductiliteit en bewerkbaarheid. De T6-temperatuur biedt voldoende vloeigrens (276 MPa) om overmatige vervorming tijdens het klemmen te weerstaan, terwijl voldoende ductiliteit behouden blijft om barsten te voorkomen. Korrelgrootte-uniformiteit in 6061-legeringen zorgt voor consistent klemgedrag over productieloten.
5052-H32 aluminium biedt superieure corrosiebestendigheid en uitstekende vormgevingseigenschappen, waardoor het geschikt is voor complexe geometrieën die IP65 afdichtingsstrategieën vereisen. Het koudverstevigingsgedrag tijdens het klemmen kan de installatiekrachten echter met 20-30% verhogen in vergelijking met 6061-legeringen. Dit materiaal vertoont ook meer terugvering, wat de retentie van het bevestigingsmiddel kan beïnvloeden als de installatieparameters niet correct zijn aangepast.
7075-T6 aluminium biedt de hoogste sterkteoptie, maar brengt uitdagingen met zich mee voor PEM-installatie. De beperkte ductiliteit en de hoge koudverstevigingssnelheid kunnen onvolledig klemmen of materiaalscheuren rond het bevestigingsmiddel veroorzaken. Wanneer 7075-substraten vereist zijn, moet de selectie van bevestigingsmiddelen de voorkeur geven aan ontwerpen met verminderde klemdiameters en gegradueerde schachtprofielen om materiaalverplaatsing te minimaliseren.
| Legering | Temperatuur | Vloeigrens (MPa) | Rek (%) | PEM Compatibiliteit | Installatie-opmerkingen |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Uitstekend | Standaard parameters |
| 5052 | H32 | 193 | 12-18 | Zeer goed | Verhoog kracht 20-25% |
| 7075 | T6 | 503 | 5-11 | Redelijk | Verminder klinkdiameter |
| 3003 | H14 | 145 | 8-16 | Goed | Risico op oververvorming |
| 2024 | T3 | 345 | 15-20 | Slecht | Problemen met kopergehalte |
De korreloriëntatie ten opzichte van de klemrichting kan de kwaliteit van de verbinding beïnvloeden, met name in gewalste plaatmaterialen waar de directionele eigenschappen met 10-15% kunnen variëren. Optimale installatie vindt plaats wanneer de bevestigingsas loodrecht op de walrichting is uitgelijnd, waardoor het risico op delaminatie of preferentiële scheuren wordt geminimaliseerd.
Kwaliteitscontrole- en testmethoden
Het vaststellen van robuuste kwaliteitscontroleprocedures voor PEM-installaties zorgt voor consistente verbindingsprestaties en voorkomt uitval in het veld. Meerdere inspectie- en testmethoden bieden verschillende niveaus van inzicht in de installatiekwaliteit en de betrouwbaarheid op lange termijn.
Visuele inspectie blijft de eerste lijn van kwaliteitscontrole, waarbij de nadruk ligt op de passing van de kop, de paneelvervorming en de randintegriteit. Correct geïnstalleerde bevestigingsmiddelen moeten vlak met het paneeloppervlak zitten zonder kuiltjes of verhoogde gebieden van meer dan 0,1 mm te creëren. Het aluminium rond het bevestigingsmiddel moet uniforme vervormingspatronen vertonen zonder scheuren, scheuren of overmatige materiaalophoping.
Go/no-go meten biedt een snelle productievloermethode om de klemkwaliteit te verifiëren. Deze meters controleren zowel de uitsteek van het bevestigingsmiddel aan de achterkant als de passing van de kop aan de installatiezijde. Typische acceptatiecriteria vereisen een uitsteek aan de achterkant tussen 0,2-0,8 mm, afhankelijk van de paneeldikte en het ontwerp van het bevestigingsmiddel.
Koppeltesten evalueren de rotatieweerstand van geïnstalleerde bevestigingsmiddelen, wat correleert met de klemkwaliteit. Ondergeklemd bevestigingsmiddelen vertonen verminderde uitdraaiwaarden, terwijl correct geïnstalleerde eenheden typisch 80-120% van het gespecificeerde minimumkoppel vereisen om rotatie te veroorzaken. Deze testmethode werkt bijzonder goed voor productiebemonstering, maar vernietigt de geteste verbindingen.
Uitdruktesten leveren kwantitatieve gegevens over de retentiekracht door axiale belastingen toe te passen totdat het bevestigingsmiddel faalt. Testopstellingen moeten zorgen voor een uniforme belastingstoepassing loodrecht op het paneeloppervlak om zinvolle gegevens te genereren. Acceptatiecriteria vereisen typisch uitdrukkrachten die 75% van de gepubliceerde waarden overschrijden, rekening houdend met installatie- en materiaalvariaties.
Dwarsdoorsnedeanalyse door middel van metallografische voorbereiding onthult de interne klemgeometrie en materiaalstroompatronen. Deze destructieve methode biedt de meest uitgebreide beoordeling van de verbindingskwaliteit, maar vereist gespecialiseerde apparatuur en expertise. Belangrijke evaluatiecriteria zijn onder meer uniformiteit van de klemdiameter, materiaalcontinuïteit en afwezigheid van holtes of scheuren in de vervormde zone.
Strategieën voor kostenoptimalisatie
Het bereiken van een kosteneffectieve PEM-bevestigingsimplementatie vereist het in evenwicht brengen van de initiële kosten van het bevestigingsmiddel met de totale assemblagekosten, inclusief arbeid, gereedschap en kwaliteitscontrole. Verschillende strategieën kunnen de algehele projecteconomie aanzienlijk beïnvloeden zonder de prestaties in gevaar te brengen.
Volume-aankoopovereenkomsten met leveranciers van bevestigingsmiddelen kunnen de eenheidskosten met 15-30% verlagen en tegelijkertijd de stabiliteit van de toeleveringsketen waarborgen. Standaardisatie op een beperkt aantal bevestigingsmiddelformaten en -materialen vereenvoudigt het voorraadbeheer en de vereisten voor installatiegereedschap. De meeste toepassingen kunnen adequaat worden bediend met drie schroefdraadformaten (#8-32, #10-32 en 1/4-20) in twee kopstijlen.
Installatieautomatisering wordt economisch aantrekkelijk voor productievolumes van meer dan 10.000 eenheden per jaar. Pneumatische perssystemen kunnen PEM-bevestigingsmiddelen installeren met een snelheid van 300-500 per uur met superieure consistentie in vergelijking met handmatige installatie. De verbeterde kwaliteitscontrole vermindert de uitval en elimineert de noodzaak van individuele bevestigingsmiddelinspectie in veel toepassingen.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak betekent dat elk project de aandacht voor detail krijgt die het verdient, waardoor de totale projectkosten vaak worden verlaagd door middel van geoptimaliseerde ontwerp aanbevelingen.
Ontwerpoptimalisatie kan bevestigingsmiddelen in sommige toepassingen volledig elimineren door middel van integrale bevestigingsfuncties of klikverbindingen. Deze aanpak vereist echter een zorgvuldige analyse van de belastingseisen en fabricagemogelijkheden. PEM-bevestigingsmiddelen bieden vaak de meest kosteneffectieve oplossing wanneer verwijderbaarheid of verbindingen met hoge sterkte vereist zijn.
| Productievolume | Installatiemethode | Arbeidskosten (€/bevestiger) | Kwaliteitscontrole | Totale kostenfactor |
|---|---|---|---|---|
| <1.000 | Handmatige pers | 0.08-0.12 | 100% visueel | 1.0x |
| 1.000-10.000 | Pneumatische pers | 0.04-0.06 | 10% steekproef | 0.7x |
| 10.000-50.000 | Semi-automatisch | 0.02-0.03 | Statistisch proces | 0.5x |
| >50.000 | Volautomatisch | 0.01-0.015 | Continue monitoring | 0.4x |
Geavanceerde toepassingen en speciale overwegingen
Gespecialiseerde toepassingen vereisen vaak aanpassingen aan standaard PEM-bevestigingsontwerpen of installatieprocedures om aan unieke prestatie-eisen te voldoen. Inzicht in deze geavanceerde technieken stelt ingenieurs in staat om de toepasbaarheid van zelfborgende technologie uit te breiden.
Verzegelde toepassingen die bescherming tegen het milieu vereisen, profiteren van PEM-bevestigingsmiddelen met geïntegreerde O-ringgroeven of afdichtringen. Deze ontwerpen behouden de voordelen van zelfborgende installatie en bieden tegelijkertijd IPX7- of hogere beschermingsniveaus. De afdichtingseffectiviteit is afhankelijk van de juiste groefgeometrie en materiaalcompatibiliteit tussen de afdichting en het aluminiumsubstraat.
Toepassingen bij hoge temperaturen boven 150°C vereisen een zorgvuldige afweging van de verschillen in thermische uitzetting tussen bevestigingsmiddel en substraatmaterialen. Roestvrijstalen PEM-moeren in aluminium panelen ervaren differentiële uitzetting die de retentiekrachten kan verhogen of verlagen, afhankelijk van de temperatuurcycli. Eindige-elementen thermische analyse wordt noodzakelijk voor kritieke toepassingen.
Eisen aan elektromagnetische compatibiliteit (EMC) in elektronische behuizingen kunnen de voorkeur geven aan aluminium PEM-bevestigingsmiddelen om de geleidbaarheid over verbindingen te behouden. Het klemproces creëert een gasdicht metaal-op-metaal contact dat een uitstekende elektrische continuïteit biedt met weerstandswaarden die typisch lager zijn dan 0,001 ohm. Deze prestatie overtreft de meeste afgedichte of geverfde verbindingsinterfaces.
Meerlaagse assemblages vormen unieke uitdagingen bij het installeren van PEM-bevestigingsmiddelen door gestapelde materialen. Het bevestigingsmiddel moet effectief klemmen in de primaire laag en tegelijkertijd schade aan secundaire lagen vermijden. Stapeltoleranties worden kritiek, omdat variaties onvolledig klemmen kunnen voorkomen of doorbraak in aangrenzende componenten kunnen veroorzaken.
Trillingsomgevingen vereisen verbeterde retentiemethoden die verder gaan dan standaard zelfborgende mechanismen. Schroefdraadborgmiddelen, zetbewerkingen of gespecialiseerde bevestigingsontwerpen met mechanische vergrendelingsfuncties kunnen nodig zijn om losraken onder dynamische belastingen te voorkomen. Testen volgens MIL-STD-810 of vergelijkbare normen valideren de prestaties in specifieke trillingsspectra.
Problemen oplossen bij veelvoorkomende installatieproblemen
Het identificeren en oplossen van PEM-installatieproblemen vereist systematische analyse van faalmodi en hun hoofdoorzaken. De meeste problemen zijn het gevolg van onjuiste gatvoorbereiding, onjuiste installatieparameters of problemen met materiaalcompatibiliteit.
Onvolledig klemmen manifesteert zich als verminderde retentiekracht en zichtbare openingen tussen de kop van het bevestigingsmiddel en het paneeloppervlak. Deze toestand is typisch het gevolg van onvoldoende installatiekracht, te grote gaten of koudverstevigd materiaal dat vervorming weerstaat. Oplossingen omvatten het verhogen van de installatiekracht met 10-15%, het verifiëren van de gatafmetingen en het uitgloeien van koudverstevigde materialen indien mogelijk.
Paneelvervorming rond geïnstalleerde bevestigingsmiddelen duidt op overmatige installatiekracht of onvoldoende materiaalonsteuning tijdens het klemmen. Het dunne aluminium vloeit onder geconcentreerde belastingen, waardoor kuiltjes of verhoogde gebieden ontstaan die de passing van de assemblage beïnvloeden. Het verminderen van de installatiekracht en het verbeteren van de steunplaatondersteuning lost dit probleem typisch op zonder de retentiekracht in gevaar te brengen.
Rotatie van het bevestigingsmiddel tijdens de assemblage suggereert onvoldoende klemvorming of verontreinigde interfaces die de wrijving verminderen. Olie, snijvloeistoffen of oxidatie kunnen een goede materiaalingreep tijdens de installatie voorkomen. Reinigingsprocedures met behulp van isopropanol of alkalische ontvetters herstellen in de meeste gevallen het juiste klemgedrag.
Randuitscheuring treedt op wanneer er onvoldoende materiaal aanwezig is om de klemkrachten te bevatten, typisch als gevolg van onvoldoende randafstanden of materiaalfouten in de buurt van de installatieplaats. Preventie vereist strikte naleving van de minimumrandafstandspecificaties en materiaalinspectie om insluitsels of lamineringen te identificeren die zich tot scheuren kunnen ontwikkelen.
Scheuren rond geïnstalleerde bevestigingsmiddelen duiden op brosheid van het materiaal of overmatige spanningsconcentraties tijdens de installatie. Dit probleem treedt het vaakst op bij aluminiumlegeringen met hoge sterkte of materialen die eerder zijn blootgesteld aan koudbewerking. Oplossingen omvatten spanningsarm gloeien, aanpassingen aan het ontwerp van het bevestigingsmiddel om de klemdiameter te verminderen of overschakelen naar meer ductiele substraatmaterialen.
Veelgestelde vragen
Wat is de minimale aluminiumdikte die geschikt is voor PEM zelfborgende moeren?
De meeste standaard PEM-moeren vereisen een minimale dikte van 0,5 mm voor een goede klemming in aluminiumsubstraten. Onder deze dikte heeft het materiaal onvoldoende volume om een betrouwbare mechanische vergrendeling te vormen. Gespecialiseerde bevestigingsmiddelen voor dunne platen zijn geschikt voor materialen zo dun als 0,3 mm, maar deze vereisen aangepaste installatieprocedures en kunnen een verminderde belastbaarheid hebben.
Hoe voorkom ik galvanische corrosie bij het gebruik van stalen PEM-bevestigingsmiddelen in aluminium?
Galvanische corrosiepreventie vereist het elimineren van vocht en elektrolytcontact tussen ongelijksoortige metalen. Gebruik indien mogelijk roestvrijstalen of aluminium PEM-bevestigingsmiddelen, breng diëlektrische coatings of afdichtmiddelen aan op het grensvlak of zorg ervoor dat de assemblage in droge omgevingen werkt. Zink-nikkelgeplateerde stalen bevestigingsmiddelen bieden een verbeterde compatibiliteit in vergelijking met standaard zinkplating.
Kunnen PEM-bevestigingsmiddelen worden verwijderd en opnieuw worden geïnstalleerd in aluminium panelen?
PEM-bevestigingsmiddelen creëren permanente installaties die niet veilig kunnen worden verwijderd zonder het aluminiumsubstraat te beschadigen. Het klemproces vervormt beide materialen, waardoor omkering onmogelijk is. Toepassingen die verwijderbaarheid vereisen, moeten conventionele moeren gebruiken met steunplaten of kooimoeren die zijn ontworpen voor dunne plaatwerktoepassingen.
Welke installatiekracht is vereist voor verschillende PEM-bevestigingsmiddelformaten in aluminium?
Installatiekrachten variëren per bevestigingsmiddelformaat en aluminiumdikte. Typische bereiken omvatten 6-9 kN voor #6-32 bevestigingsmiddelen, 10-13 kN voor #8-32, 12-16 kN voor #10-32 en 18-25 kN voor 1/4-20 formaten in 1,6 mm aluminium. Raadpleeg de specificaties van de fabrikant voor exacte waarden, aangezien de krachten met 20-30% kunnen variëren tussen verschillende bevestigingsmiddelontwerpen.
Hoe verifieer ik de juiste PEM-bevestigingsmiddelinstallatiekwaliteit?
Kwaliteitsverificatie combineert visuele inspectie, dimensionale controle en functionele tests. Zoek naar vlakke kopfitting, uniforme materiaalvervorming en 0,2-0,8 mm uitsteek aan de achterkant. Koppeltesten moeten 80-120% van de gespecificeerde waarden vereisen om rotatie van het bevestigingsmiddel te veroorzaken. Uitdruktesten leveren kwantitatieve retentiekrachtgegevens voor kritieke toepassingen.
Wat gebeurt er als de gatmaat onjuist is voor PEM-installatie?
Te grote gaten verminderen de retentiekracht met 25-35% en kunnen onvolledig klemmen voorkomen. Te kleine gaten verhogen de installatiekrachten en kunnen brosse materialen barsten of onvolledige passing van het bevestigingsmiddel veroorzaken. Gattoleranties moeten binnen ±0,05 mm van de gespecificeerde afmetingen blijven voor optimale prestaties.
Zijn er temperatuurbeperkingen voor PEM-bevestigingsmiddelen in aluminium assemblages?
Standaard PEM-installaties functioneren betrouwbaar van -40°C tot +150°C. Hogere temperaturen vereisen analyse van differentiële thermische uitzetting tussen bevestigingsmiddel en substraatmaterialen. Roestvrijstalen bevestigingsmiddelen zetten minder uit dan aluminium, waardoor de retentiekrachten tijdens verwarmingscycli mogelijk worden verminderd. Aluminium PEM-bevestigingsmiddelen bieden een betere thermische compatibiliteit voor toepassingen bij extreme temperaturen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece