Aangepaste behuizingen ontwerpen: IP65 afdichtingsstrategieën voor plaatwerk
Plaatwerkbehuizingen met een IP65-classificatie staan voor een fundamentele technische uitdaging: het handhaven van de bescherming tegen omgevingsinvloeden, terwijl rekening wordt gehouden met thermische uitzetting, fabricagetoleranties en onderhoud in het veld. De 6 millimeter bescherming tegen het binnendringen van stof en lagedrukwaterstralen vereist nauwkeurige afdichtingsstrategieën die rekening houden met het materiaalgedrag, de compressiedynamiek van de pakking en de integriteit van de lange termijn afdichting onder thermische cycli.
Belangrijkste punten
- IP65 vereist volledige bescherming tegen stof en weerstand tegen waterstralen uit elke richting met 12,5 liter per minuut
- Pakkingcompressieverhoudingen tussen 15-25% zorgen voor een optimale afdichting en voorkomen materiaaldegradatie
- Materiaalkeuze heeft een directe invloed op thermische uitzettingscoëfficiënten, wat de afdichtingprestaties op lange termijn beïnvloedt
- De juiste groefgeometrie met een breedte-diepteverhouding van 3:2 maximaliseert de pakkingretentie en afdichtingseffectiviteit
Inzicht in IP65-vereisten voor plaatwerktoepassingen
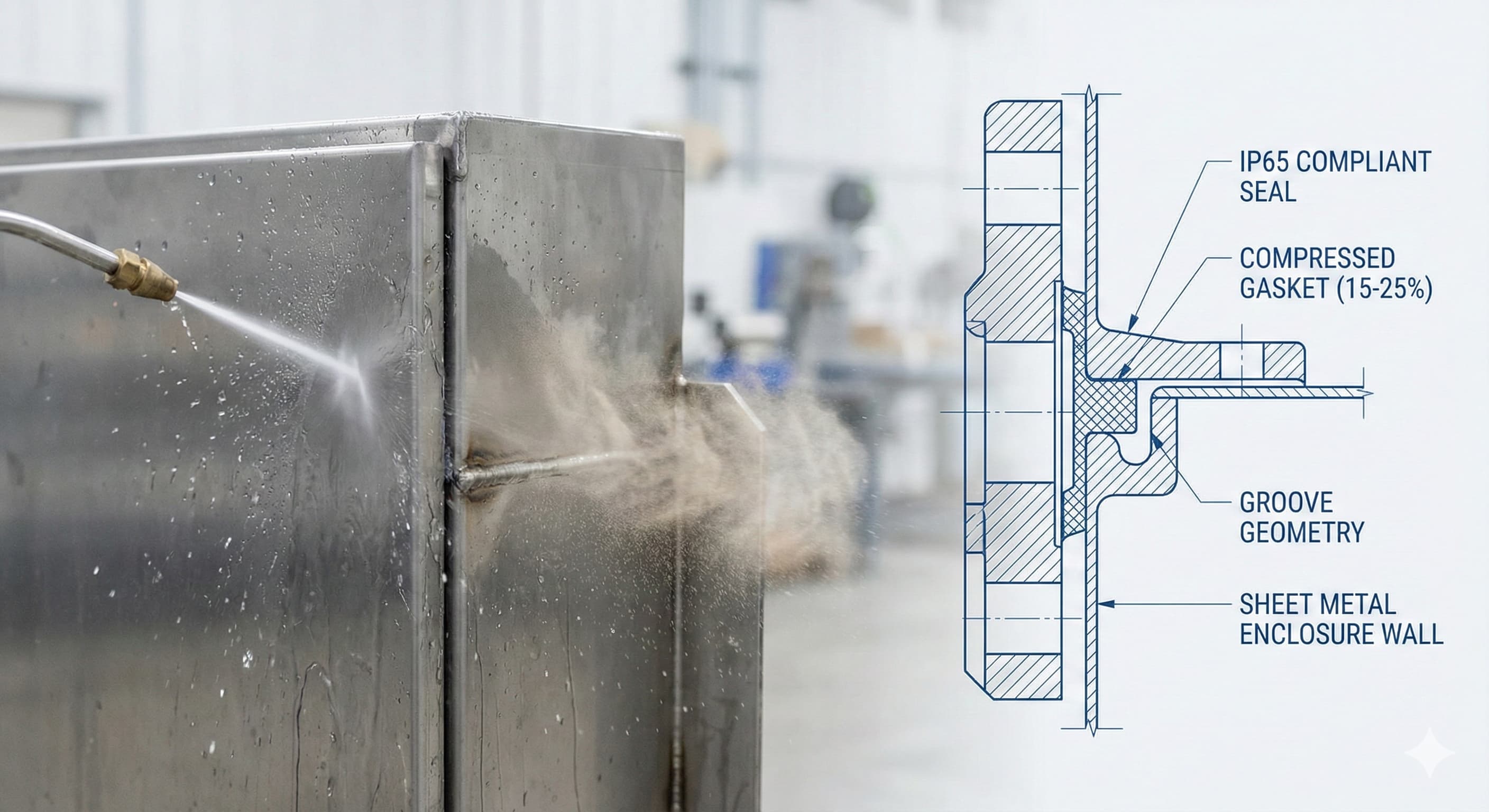
De IP65-norm van de International Electrotechnical Commission vereist volledige bescherming tegen het binnendringen van stof (niveau 6) en weerstand tegen waterstralen uit een 6,3 mm spuitmond met 12,5 liter per minuut vanuit elke richting (niveau 5). Voor plaatwerkbehuizingen betekent dit het handhaven van de afdichtingsintegriteit over verbindingsvlakken die differentiële thermische uitzetting, mechanische spanning door trillingen en mogelijke vervorming onder belasting ondervinden.
Kritieke drukverschillen in IP65-toepassingen variëren doorgaans van 1-5 kPa, hoewel industriële omgevingen mogelijk weerstand tot 10 kPa vereisen. Het afdichtingssysteem moet deze drukken kunnen weerstaan en tegelijkertijd de functionaliteit behouden over bedrijfstemperatuurbereiken van -40°C tot +85°C voor standaardtoepassingen, met gespecialiseerde ontwerpen die zich uitstrekken tot +125°C voor omgevingen met hoge temperaturen.
De dikte van het plaatwerk heeft een aanzienlijke invloed op de effectiviteit van de afdichtingsstrategie. Standaard plaatmateriaal van 1,0 mm tot 3,0 mm vereist andere pakkingcompressiemethoden dan zwaardere platen van 5,0 mm tot 8,0 mm. Dunnere materialen vertonen een grotere doorbuiging onder pakkingcompressiebelastingen, waardoor de afdichtingsgeometrie in de loop van de tijd mogelijk in gevaar komt.
Materiaalkeuze en thermische overwegingen
Aluminium 5052-H32 en 6061-T6 vertegenwoordigen de meest voorkomende plaatwerkkeuzes voor IP65-behuizingen, die elk verschillende thermische uitzettingseigenschappen vertonen die de afdichtingsprestaties direct beïnvloeden. De thermische uitzettingscoëfficiënt voor aluminiumlegeringen is gemiddeld 23,1 × 10⁻⁶/°C, waardoor meetbare dimensionale veranderingen in grote behuizingen ontstaan.
| Materiaalsoort | Thermische uitzetting (10⁻⁶/°C) | Vloeigrens (MPa) | Kostenfactor | Afdichtingscompatibiliteit |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Uitstekend |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Uitstekend |
| 304 Roestvrij staal | 17.3 | 215 | 2.8x | Zeer goed |
| 316L Roestvrij staal | 16.0 | 170 | 4.2x | Uitstekend |
| Koudgewalst staal | 12.0 | 350 | 0.6x | Goed (gecoat) |
Roestvrij staalsoorten 304 en 316L bieden lagere thermische uitzettingscoëfficiënten, waardoor de afdichtingsspanning tijdens temperatuurcycli wordt verminderd. De hogere materiaalkosten en vormgevingseisen moeten echter worden afgewogen tegen de verbeterde dimensionale stabiliteit. Koudgewalst staal biedt uitstekende sterkte en minimale thermische uitzetting, maar vereist beschermende coatings om galvanische corrosie te voorkomen in combinatie met standaard pakkingmaterialen.
Oppervlakte-eisen voor effectieve IP65-afdichting specificeren doorgaans Ra-waarden tussen 0,8-3,2 μm op pakkingcontactoppervlakken. Gladde oppervlakken verbeteren de initiële afdichting, maar kunnen de pakkingbeet verminderen, terwijl ruwere oppervlakken de mechanische retentie verbeteren ten koste van microscopisch kleine lekpaden.
Pakkingselectie en compressiedynamiek
EPDM-pakkingen (Ethyleen Propyleen Dieen Monomeer) domineren IP65-toepassingen vanwege de uitstekende weersbestendigheid, ozonstabiliteit en compressieresistentie onder 25% na 1000 uur bij 70°C. Shore A-durometerwaarden tussen 60-80 bieden een optimale balans tussen afdichtingsconformiteit en structurele integriteit onder compressiebelastingen.
Compressieverhoudingen vereisen nauwkeurige controle om IP65-prestaties te bereiken. Optimale compressie varieert doorgaans van 15-25% van de oorspronkelijke pakkingdoorsnede, waarbij hogere compressiesnelheden leiden tot versnelde materiaaldegradatie en mogelijke pakkingextrusie. Lagere compressie kan lekpaden mogelijk maken onder drukcycli of thermische uitzettingsspanning.
| Pakkingmateriaal | Shore A Durometer | Compressieverhouding | Temperatuurbereik (°C) | Chemische bestendigheid |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 tot +120 | Uitstekend |
| Siliconen | 60 ± 5 | 15-20% | -60 tot +200 | Goed |
| Neopreen | 65 ± 5 | 20-30% | -35 tot +100 | Zeer goed |
| Fluorkoolstof (FKM) | 75 ± 5 | 15-20% | -20 tot +200 | Uitstekend |
| Nitril (NBR) | 70 ± 5 | 25-35% | -30 tot +100 | Goed |
De doorsnedegeometrie van de pakking heeft een aanzienlijke invloed op de afdichtingseffectiviteit. Ronde doorsneden zorgen voor een uniforme spanningsverdeling, maar vereisen een nauwkeurige groefgeometrie. D-vormige profielen bieden een betere retentie in ondiepe groeven, maar kunnen spanningsconcentraties creëren op het platte oppervlak. Holle pakkingen verminderen de compressiekrachten, maar offeren de drukbestendigheid op.
Groefontwerp en fabricagetoleranties
De groefgeometrie bepaalt direct de pakkingretentie, compressie-uniformiteit en afdichtingsintegriteit op lange termijn. De optimale breedte-diepteverhouding van 3:2 zorgt voor voldoende pakkingondersteuning en voorkomt overcompressie of extrusie onder druk. Voor standaard ronde pakkingen met een diameter van 6 mm specificeren groefafmetingen doorgaans een breedte van 4,5 mm × een diepte van 3,0 mm met een tolerantiecontrole van ±0,1 mm.
Fabricagetoleranties op groefafmetingen vereisen een zorgvuldige overweging van cumulatieve stapelingseffecten. Positietoleranties van ±0,2 mm op groefhartlijnen zorgen voor een juiste pakkinguitlijning over de verbindingsvlakken, terwijl dieptevariatie buiten ±0,1 mm een ongelijke compressie creëert die de afdichtingsprestaties in gevaar brengt.
Hoekradii in het groefontwerp moeten de pakkingflexibiliteit accommoderen en tegelijkertijd de structurele integriteit behouden. Minimale radiusvereisten zijn doorgaans gelijk aan 0,3 keer de pakkingdiameter om materiaalscheuren tijdens installatie en compressiecycli te voorkomen. Scherpe hoeken creëren spanningsconcentratiepunten die pakkingfalen versnellen door scheurvoortplanting.
Voor uiterst precieze resultaten, Dien uw project in voor een offerte binnen 24 uur van Microns Hub.
Geavanceerde afdichtingsstrategieën en meertrapsbescherming
Complexe behuizingen vereisen vaak meertrapsafdichtingsstrategieën om een betrouwbare IP65-bescherming te bereiken. Primaire afdichtingen behandelen het grootste deel van de omgevingsuitsluiting, terwijl secundaire afdichtingen back-upbescherming bieden tegen degradatie van de primaire afdichting of installatiefouten. Deze redundantie is vooral waardevol in kritieke toepassingen waar de gevolgen van afdichtingsfalen verder reiken dan de kosten van vervanging van onderdelen.
Labyrintafdichtingen vormen een aanvulling op op pakkingen gebaseerde systemen door kronkelige paden te creëren die het drukverschil over primaire afdichtingen verminderen. Deze geometrische kenmerken, machinaal bewerkt of gevormd in verbindingsvlakken, verbeteren de algehele systeembetrouwbaarheid aanzienlijk zonder materiaalkosten toe te voegen. Typische labyrintontwerpen omvatten 2-3 richtingsveranderingen met spelingen van 0,5-1,0 mm.
Drainagevoorzieningen die in het behuizingsontwerp zijn geïntegreerd, voorkomen waterophoping die afdichtingssystemen kan overweldigen tijdens langdurige blootstelling. Strategisch geplaatste afvoergaten met een diameter van 3-5 mm, gelegen op geometrische dieptepunten, maken vochtafvoer mogelijk met behoud van IP65-integriteit. Deze kenmerken vereisen een zorgvuldige positionering om te voorkomen dat er onder druk omstandigheden binnendringingspaden ontstaan.
| Afdichtingsstrategie | Complexiteit | Kostenimpact | Betrouwbaarheidsfactor | Onderhoudsvereisten |
|---|---|---|---|---|
| Enkele pakking | Laag | 1.0x | Standaard | 5-jaar vervanging |
| Dubbele pakking | Gemiddeld | 1.8x | Hoog | 7-jaar vervanging |
| Pakking + Labyrint | Gemiddeld | 1.4x | Zeer hoog | 10-jaar vervanging |
| Meerfasensysteem | Hoog | 2.5x | Uitstekend | 3-jaar inspectie |
| Gelast + Pakking | Hoog | 2.2x | Uitstekend | Permanent |
Bevestigingsmiddel selectie en compressiecontrole
Bevestigingsmiddel specificaties hebben een directe invloed op de uniformiteit van de pakkingcompressie en de afdichtingsprestaties op lange termijn. Roestvrijstalen inbusbouten bieden corrosiebestendigheid en nauwkeurige koppeltoepassing, waarbij M6 × 1,0 de meest voorkomende maat is voor standaard behuizingstoepassingen. De afstand tussen de bevestigingsmiddelen varieert doorgaans van 80-120 mm in het midden, waarbij een kleinere afstand vereist is voor dunnere plaatwerksubstraten.
Koppel specificaties moeten rekening houden met de materiaaleigenschappen van de pakking, de substraatdikte en de effecten van thermische cycli. Standaard EPDM-pakkingen in aluminium behuizingen vereisen doorgaans een koppel van 4-6 N⋅m op M6-bevestigingsmiddelen, waarbij de waarden worden aangepast op basis van de pakkingdurometer en compressievereisten. Overmatig aandraaien creëert spanningsconcentraties die de pakkingdegradatie versnellen, terwijl onvoldoende koppel pakkingrelaxatie mogelijk maakt onder thermische cycli.
Draadborgmiddelen voorkomen het losraken van bevestigingsmiddelen als gevolg van trillingen of thermische cycli, maar de selectie moet rekening houden met de onderhoudsvereisten voor demontage. Anaërobe verbindingen met gemiddelde sterkte bieden voldoende retentie en maken veldservice mogelijk met standaardgereedschap. Verbindingen met hoge sterkte vereisen mogelijk warmtetoepassing voor demontage, waardoor onderhoudsprocedures worden bemoeilijkt.
De selectie van ringen beïnvloedt de lastverdeling over pakkingoppervlakken. Roestvrijstalen ringen met een buitendiameter van 12 mm verdelen de compressiebelastingen effectief en voorkomen substraatvervorming. Captive ringontwerpen verkorten de montagetijd en elimineren losse hardware tijdens veldservice.
Fabricageprocessen en kwaliteitscontrole
Plaatwerkvormingsbewerkingen moeten rekening houden met de vereisten voor pakkinggroeven tijdens de ontwerpfase om de fabricagehaalbaarheid en kosteneffectiviteit te waarborgen. Remvormingsbewerkingen kunnen doorgaans groefkenmerken loodrecht op de buigas accommoderen, terwijl parallelle groeven secundaire bewerkingsbewerkingen vereisen die de productiekosten aanzienlijk verhogen.
CNC-bewerking van pakkinggroeven biedt superieure dimensionale controle in vergelijking met vormingsbewerkingen, vooral voor complexe geometrieën of vereisten met nauwe toleranties. Microns Hub's precieze CNC-bewerkingsdiensten zorgen ervoor dat de groefafmetingen voldoen aan de IP65-afdichtingseisen en optimaliseren tegelijkertijd de fabricage-efficiëntie voor zowel prototype- als productiehoeveelheden.
Lasbewerkingen in de buurt van pakkinggebieden vereisen een zorgvuldig warmtebeheer om substraatvervorming te voorkomen die de groefgeometrie in gevaar brengt. TIG-lassen met gecontroleerde warmte-inbreng handhaaft doorgaans de dimensionale stabiliteit binnen acceptabele grenzen, terwijl MIG-lassen nabewerking vereisen om de groefspecificaties te herstellen.
Kwaliteitscontroleprocedures voor IP65-behuizingen moeten zowel dimensionale conformiteit als daadwerkelijke afdichtingsprestaties valideren. Coördinatenmeetmachines verifiëren groefafmetingen met een nauwkeurigheid van ±0,05 mm, terwijl drukvervaltests lek snelheden onder 1 × 10⁻⁶ mbar⋅l/s bevestigen onder gesimuleerde bedrijfsomstandigheden.
| Productieproces | Groefnauwkeurigheid (mm) | Productiesnelheid | Opstartkosten | Beste toepassingen |
|---|---|---|---|---|
| CNC-bewerking | ±0.03 | Gemiddeld | Hoog | Complexe geometrieën |
| Kantpersen | ±0.15 | Hoog | Laag | Eenvoudige rechte groeven |
| Volgmatrijs | ±0.08 | Zeer hoog | Zeer hoog | Hoge-volumeproductie |
| Lasersnijden + Vormen | ±0.10 | Gemiddeld | Gemiddeld | Gemiddelde volumes |
| Watersnijden + Secundair | ±0.05 | Laag | Gemiddeld | Dikke materialen |
Test- en validatieprotocollen
IP65-validatie vereist systematische testprotocollen die realistische bedrijfsomstandigheden simuleren en tegelijkertijd kwantitatieve prestatiegegevens leveren. Standaard testprocedures volgen IEC 60529-specificaties, waarbij gekalibreerde stofkamers en waterstraalapparatuur worden gebruikt om beschermingsniveaus onder gecontroleerde omstandigheden te verifiëren.
Stofindringingstests maken gebruik van talkpoeder of gestandaardiseerd teststof dat door kamers wordt gecirculeerd met gespecificeerde concentraties en luchtsnelheden. De testduur bedraagt doorgaans 8 uur met periodieke drukcycli om thermische ademhalingseffecten te simuleren. Volledige stofuitsluiting moet worden aangetoond zonder meetbare ophoping in de behuizing.
Waterstraaltests maken gebruik van spuitmonden van 6,3 mm die 12,5 liter per minuut leveren bij een druk van 30 kPa vanuit alle richtingen. De testduur omvat minimaal 15 minuten, waarbij de behuizing zo is georiënteerd dat de maximale uitdaging voor afdichtingssystemen wordt geboden. Er is geen waterindringing acceptabel, waarbij elk gedetecteerd vocht testfalen vormt.
Betrouwbaarheidstests op lange termijn omvatten thermische cycli tussen operationele temperatuurextremen, doorgaans 1000 cycli van -40°C tot +85°C met verblijftijden van 2 uur. Pakkingcompressie setmetingen verifiëren de materiaalstabiliteit, terwijl lek snelheidstests de voortdurende afdichtingsintegriteit gedurende de testduur bevestigen.
Kostenoptimalisatiestrategieën
Materiaalkeuze heeft een aanzienlijke invloed op de totale projectkosten, waarbij aluminiumlegeringen een optimale balans bieden tussen prestaties en economie voor de meeste toepassingen. Roestvrij staalsoorten vragen een premium prijs, maar bieden superieure corrosiebestendigheid en dimensionale stabiliteit die hogere kosten kunnen rechtvaardigen in ruwe omgevingen of een langere levensduur.
Pakkingselectie biedt mogelijkheden voor kostenoptimalisatie zonder de IP65-prestaties in gevaar te brengen. Standaard EPDM-formuleringen bieden uitstekende prestaties tegen concurrerende prijzen, terwijl gespecialiseerde verbindingen zoals fluorkoolstofmaterialen mogelijk onnodig zijn, tenzij er specifieke chemische bestendigheidseisen zijn. Aangepaste pakkingdoorsneden kunnen het materiaalgebruik verminderen in vergelijking met standaard ronde profielen met behoud van de afdichtingseffectiviteit.
De selectie van het fabricageproces vereist een zorgvuldige analyse van de volumevereisten en geometrische complexiteit. Toepassingen met een laag volume profiteren van flexibele processen zoals remvormen en onze fabricagediensten die tooling investeringen minimaliseren. Productie met een hoog volume rechtvaardigt progressieve matrijs tooling ondanks aanzienlijke initiële kosten als gevolg van een kortere fabricagetijd per eenheid en een verbeterde dimensionale consistentie.
Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering betekent dat elk project de aandacht voor detail krijgt die nodig is voor betrouwbare IP65-prestaties in diverse bedrijfsomgevingen.
Veelvoorkomende ontwerpfouten en oplossingen
Onvoldoende afstand tussen de bevestigingsmiddelen is een van de meest voorkomende oorzaken van IP65-afdichtingsfalen in plaatwerkbehuizingen. Overmatige afstand maakt substraatdoorbuiging tussen bevestigingsmiddelen mogelijk, waardoor openingen ontstaan die de pakkingcompressie in gevaar brengen. De standaardpraktijk beperkt de afstand tot 100 mm voor een plaatdikte van 2,0 mm, met een proportionele reductie voor dunnere materialen.
Pakkinggroefkruisingen in hoeken vereisen speciale aandacht om lekpaden te voorkomen die de primaire afdichtingsoppervlak omzeilen. Gegoten hoekpakkingen elimineren verbindingen die potentiële faalpunten creëren, terwijl lasverbindingen nauwkeurig snijden en verbindingsprocedures vereisen om de afdichtingsintegriteit te behouden. Hoekradii moeten de pakkingbuigradiusvereisten accommoderen zonder spanningsconcentraties te creëren.
Thermische uitzettingsberekeningen houden vaak geen rekening met differentiële uitzetting tussen ongelijke materialen in composietontwerpen. Stalen verstevigingsframes in combinatie met aluminium huiden creëren spanningspatronen die de uniformiteit van de pakkingcompressie tijdens temperatuurschommelingen in gevaar kunnen brengen. Ontwerpoplossingen omvatten uitzettingsvoegen of materiaalkeuze die thermische uitzettingsverschillen minimaliseert.
Oppervlakte-oneffenheden in de buurt van pakkingcontactgebieden zijn vaak het gevolg van onvoldoende procesbeheersing tijdens de fabricage. Lasbewerkingen die lokale ruwheid of verontreiniging creëren, vereisen nabewerking om de gespecificeerde oppervlaktecondities te herstellen. Kwaliteitscontroleprocedures moeten de oppervlakte-eisen verifiëren naast de dimensionale specificaties.
Veelgestelde vragen
Welke pakkingcompressieverhouding zorgt voor optimale IP65-afdichtingsprestaties?
Optimale compressieverhoudingen variëren van 15-25% van de oorspronkelijke pakkingdoorsnede voor de meeste EPDM-materialen. Dit bereik biedt voldoende contactdruk voor effectieve afdichting en voorkomt materiaaldegradatie door overcompressie. Shore A-durometerwaarden beïnvloeden de ideale compressie, waarbij zachtere materialen lagere compressieverhoudingen vereisen.
Hoe beïnvloeden thermische uitzettingseffecten de afdichtingsintegriteit op lange termijn?
Thermische uitzetting creëert dimensionale veranderingen die pakkingmaterialen belasten en mogelijk de afdichtingsgeometrie in gevaar brengen. Aluminium behuizingen zetten ongeveer 0,23 mm per meter per 10°C temperatuurstijging uit. Ontwerpstrategieën omvatten uitzettingsvoegen, materiaalkeuze met overeenkomende thermische coëfficiënten en pakkingmaterialen met een hoog rekvermogen.
Welke fabricagetoleranties zijn vereist voor een effectieve pakkinggroefgeometrie?
Groefbreedtetoleranties specificeren doorgaans ±0,1 mm voor optimale pakkingretentie en compressiecontrole. Dieptetoleranties moeten ±0,1 mm aanhouden om een uniforme compressie over de gehele pakkingomtrek te garanderen. Positietoleranties van ±0,2 mm voorkomen pakking verkeerde uitlijning die lekpaden creëert.
Kan de IP65-classificatie worden gehandhaafd met verwijderbare panelen of deuren?
Ja, verwijderbare panelen kunnen de IP65-bescherming behouden met een goed scharnierontwerp en pakking systemen. Pianoscharnieren bieden continue ondersteuning langs paneelranden, terwijl goed ontworpen compressiegrendels zorgen voor voldoende pakkingcompressie. Meerdere bevestigingsmiddelen met gespecificeerde koppelwaarden bieden alternatieve oplossingen voor panelen die vaak worden geopend.
Welke testprocedures verifiëren de IP65-conformiteit in aangepaste behuizingen?
IP65-tests volgen IEC 60529-normen met stofkamertests gedurende minimaal 8 uur en waterstraaltests met 12,5 liter per minuut uit spuitmonden van 6,3 mm. Drukvervaltests vullen standaardprocedures aan door lek snelheden onder gecontroleerde omstandigheden te kwantificeren. Thermische cyclusvalidatie bevestigt de prestaties over operationele temperatuurbereiken.
Hoe beïnvloedt de plaatdikte de pakkingcompressie en afdichtingsprestaties?
Dunner plaatwerk buigt meer door onder pakkingcompressiebelastingen, waardoor mogelijk een ongelijke drukverdeling ontstaat die de afdichtingseffectiviteit in gevaar brengt. Materialen onder 1,5 mm dikte vereisen vaak een kleinere afstand tussen de bevestigingsmiddelen of verstevigingskenmerken om voldoende stijfheid te behouden. Dikkere materialen bieden een betere dimensionale stabiliteit, maar verhogen de materiaalkosten en vormingsbelastingen.
Wat zijn de meest kosteneffectieve materialen voor IP65-plaatwerkbehuizingen?
Aluminium 5052-H32 biedt de beste combinatie van kosten, vervormbaarheid en corrosiebestendigheid voor de meeste IP65-toepassingen. Koudgewalst staal biedt lagere materiaalkosten, maar vereist beschermende coatings en een zorgvuldige selectie van pakkingmaterialen om galvanische corrosie te voorkomen. Roestvrij staalsoorten rechtvaardigen alleen een premium prijs wanneer specifieke omgevingsomstandigheden superieure corrosiebestendigheid vereisen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece