Hoekuitsparing Ontwerpen: Rechthoekige vs. Ronde Uitsparingen voor Strakke Bochten
Hoekuitsparing ontwerp is een van de meest cruciale beslissingen in plaatwerkfabricage, die rechtstreeks van invloed is op de kwaliteit van de bocht, de levensduur van het gereedschap en de productie-efficiëntie. De keuze tussen rechthoekige en ronde hoekuitsparingen bepaalt niet alleen de esthetische afwerking, maar ook de structurele integriteit en maakbaarheid van gebogen componenten.
Belangrijkste punten:
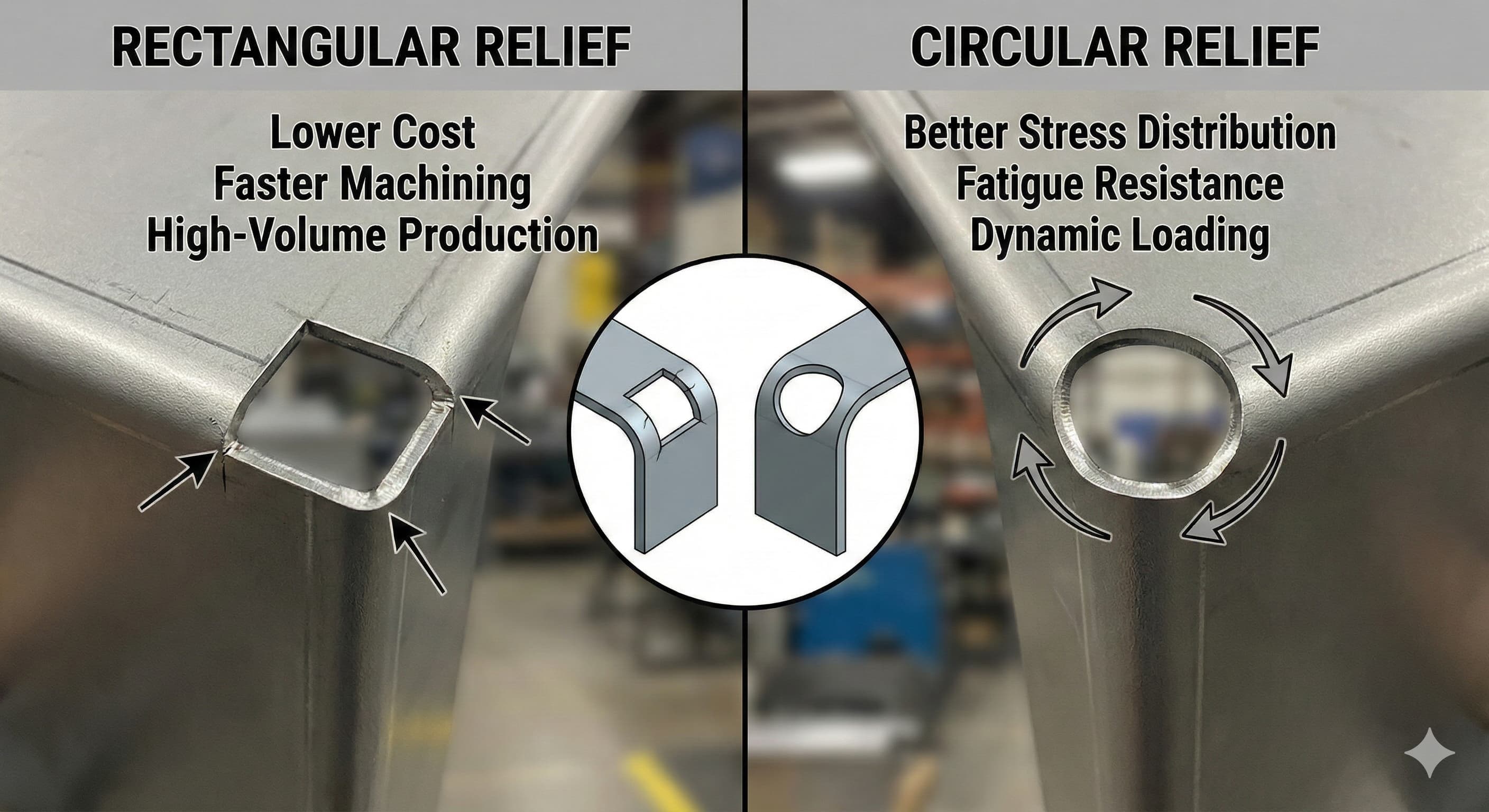
- Rechthoekige uitsparingen bieden een superieure materiaalbesparing en snellere bewerkingstijden, waardoor ze ideaal zijn voor productie in grote volumes
- Ronde uitsparingen zorgen voor een betere spanningsverdeling en vermoeiingsweerstand, cruciaal voor toepassingen met dynamische belasting
- De afmetingen van de uitsparingen moeten de ISO 2768-richtlijnen volgen, met typische dieptes variërend van 0,5 mm tot 2,0 mm, afhankelijk van de materiaaldikte
- Een correct uitsparing ontwerp kan hoekscheuren tot 85% verminderen in materialen zoals Al 6061-T6 en roestvrij staal 304
Inzicht in de basisprincipes van hoekuitsparingen
Hoekuitsparingen dienen als functies voor spanningsconcentratiebeheer in plaatwerkontwerpen, waardoor materiaalophoping en scheuren tijdens het buigproces worden voorkomen. Wanneer twee buiglijnen elkaar kruisen, ontstaat er een geometrische onmogelijkheid door het overlappende materiaal, die moet worden opgelost door strategische materiaalverwijdering.
De fysica achter de noodzaak van hoekuitsparingen komt voort uit het fundamentele gedrag van metaal tijdens plastische vervorming. Wanneer plaatwerk buigt, ervaren de buitenste vezels trekspanning, terwijl de binnenste vezels samendrukken. Op hoekkruisingen wordt dit spanningspatroon complex, waardoor multidirectionele krachten ontstaan die de ultieme treksterkte van het materiaal kunnen overschrijden.
ISO 2768-normen specificeren minimale uitsparingsafmetingen op basis van de relaties tussen materiaaldikte en buigradius. Voor materialen met een dikte (t) tussen 0,5 mm en 3,0 mm, moet de uitsparingsdiepte gelijk zijn aan 1,5t + buigradius, terwijl de uitsparingsbreedte de buigtoeslagberekeningen moet accommoderen om interferentie te voorkomen.
Materiaaleigenschappen beïnvloeden de vereisten voor het uitsparing ontwerp aanzienlijk. Hoogvaste legeringen zoals Al 7075-T6 vereisen grotere uitsparingsafmetingen in vergelijking met zachtere materialen zoals Al 1100-H14, vanwege hun verminderde ductiliteit en hogere elastische moduluswaarden.
Rechthoekig Hoekuitsparing Ontwerp
Rechthoekige uitsparingen vertegenwoordigen de meest economische en breed toegepaste hoekuitsparingsoplossing in industriële plaatwerkfabricagediensten. Hun geometrische eenvoud vertaalt zich direct in fabricagevoordelen, met name voor productieomgevingen met grote volumes.
Het rechthoekige uitsparing ontwerp bestaat uit twee loodrechte sneden die elkaar kruisen in een hoek van 90 graden, waardoor een vierkante of rechthoekige holte ontstaat op de hoekkruising. Standaardafmetingen volgen de formule: Lengte (L) = 1,5t + R + 0,5 mm, Breedte (W) = 1,5t + R + 0,5 mm, waarbij t de materiaaldikte vertegenwoordigt en R de buigradius aangeeft.
Fabricagevoordelen van rechthoekige uitsparingen zijn onder meer vereenvoudigde programmering voor CNC-ponsbewerkingen, verminderde gereedschapslijtage als gevolg van rechte snijpaden en snellere cyclustijden in vergelijking met gebogen geometrieën. Revolverponsmachines kunnen rechthoekige uitsparingen uitvoeren met behulp van standaard rechthoekige ponsen, waardoor de noodzaak voor gespecialiseerd gereedschap wordt geëlimineerd.
Vanuit structureel perspectief bieden rechthoekige uitsparingen voldoende spanningsontlasting voor de meeste toepassingen, met name die met statische belastingsomstandigheden. De scherpe hoeken creëren weliswaar gelokaliseerde spanningsconcentraties, maar deze blijven doorgaans binnen acceptabele limieten voor standaard industriële toepassingen.
| Materiaaldikte | Aanbevolen lengte (mm) | Aanbevolen breedte (mm) | Typische tolerantie (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
Kostenanalyse onthult dat rechthoekige uitsparingen doorgaans 15-25% minder kosten dan ronde alternatieven vanwege de verminderde bewerkingstijd en de vereisten voor standaard gereedschap. Voor productieruns van meer dan 1.000 stuks wordt dit kostenverschil aanzienlijk, wat vaak de selectie van rechthoekige uitsparingen rechtvaardigt, zelfs in toepassingen waar ronde ontwerpen marginale technische voordelen kunnen bieden.
Rond Hoekuitsparing Ontwerp
Ronde hoekuitsparingen bieden superieure spanningsverdelingseigenschappen, waardoor ze de voorkeur genieten voor toepassingen met dynamische belasting, trillingen of vermoeiingsproblemen. De gebogen geometrie elimineert scherpe spanningsconcentratiepunten die inherent zijn aan rechthoekige ontwerpen.
Het ronde uitsparing ontwerp maakt gebruik van een enkele radius snede, typisch variërend van 2,0 mm tot 6,0 mm, afhankelijk van de materiaaldikte en de toepassingsvereisten. De radiusberekening volgt: R = 1,2 × (materiaaldikte + buigradius) + 1,0 mm, waardoor voldoende speling wordt gegarandeerd en tegelijkertijd de spanningsstroompatronen worden geoptimaliseerd.
Spanningsanalyse met behulp van eindige-elementenmethoden toont aan dat ronde uitsparingen de piekspanningsconcentraties met 35-45% verminderen in vergelijking met rechthoekige alternatieven. Deze verbetering wordt cruciaal in de lucht- en ruimtevaart, de automobielindustrie en medische apparaattoepassingen, waar de betrouwbaarheid van componenten rechtstreeks van invloed is op de veiligheid.
Het fabriceren van ronde uitsparingen vereist gespecialiseerd gereedschap of extra bewerkingen. CNC-revolverponsen hebben ronde ponsen in verschillende diameters nodig, terwijl lasersnijsystemen elke radius kunnen produceren zonder gereedschapsbeperkingen. Deze flexibiliteit maakt lasersnijden bijzonder aantrekkelijk voor prototyping en productie in kleine series.
Voor uiterst precieze resultaten, Ontvang uw offerte op maat binnen 24 uur van Microns Hub.
Het materiaalverwijderingsvolume in ronde uitsparingen overschrijdt doorgaans rechthoekige ontwerpen met 20-30%, wat een kleine stijging van de materiaalkosten vertegenwoordigt, maar mogelijk een aanzienlijke verbetering van de levensduur van de component. Deze afweging blijkt de moeite waard in toepassingen waar de vervangingskosten hoger zijn dan de initiële fabricagepremies.
Vergelijkende Analyse: Prestatiekenmerken
Vermoeiingstests onthullen significante prestatieverschillen tussen rechthoekige en ronde uitsparing ontwerpen. Componenten met ronde uitsparingen vertonen een 40-60% langere levensduur bij cyclische belastingsomstandigheden, wat vooral belangrijk is in auto-ophangingscomponenten en lucht- en ruimtevaartstructuren.
Spanningsconcentratiefactoren (Kt) bieden kwantitatieve vergelijkingsstatistieken. Rechthoekige uitsparingen vertonen doorgaans Kt-waarden tussen 2,8-3,2, terwijl ronde uitsparingen Kt-waarden van 1,8-2,1 bereiken. Lagere Kt-waarden duiden op een meer uniforme spanningsverdeling en een verminderde faalkans.
| Prestatiemaatstaf | Rechthoekige uitsparing | Circulaire uitsparing | Verbeteringsfactor |
|---|---|---|---|
| Spanningsconcentratie (Kt) | 2.8-3.2 | 1.8-2.1 | 35-45% reductie |
| Levensduur (cycli) | 50.000-80.000 | 85.000-130.000 | 60-70% toename |
| Productietijd (sec) | 2.5-3.0 | 3.5-4.5 | 40% toename |
| Levensduur gereedschap (hits) | 100.000-150.000 | 80.000-120.000 | 20% reductie |
| Materiaalgebruik (%) | 98.5-99.0 | 97.5-98.0 | 1-1.5% toename |
Overwegingen met betrekking tot de oppervlakteafwerking zijn ook in het voordeel van ronde uitsparingen, met name in zichtbare toepassingen. De gladde, gebogen geometrie elimineert scherpe randen die tijdens het hanteren of de montage kunnen blijven haken, waardoor het risico op snijwonden wordt verminderd en de algehele veiligheid wordt verbeterd.
Materiaalspecifieke Overwegingen
Verschillende materialen reageren op unieke wijze op hoekuitsparing ontwerpen, waardoor aangepaste benaderingen nodig zijn voor optimale resultaten. Aluminiumlegeringen, roestvrij staalsoorten en zacht staal vormen elk afzonderlijke uitdagingen en kansen.
Aluminium 6061-T6 vertoont een uitstekende ductiliteit, waardoor zowel rechthoekige als ronde uitsparingen adequaat kunnen presteren. De neiging van het materiaal tot koudversteviging maakt ronde uitsparingen echter de voorkeur voor toepassingen met herhaalde buig- of vormbewerkingen. De verminderde spanningsconcentraties helpen de ductiliteit gedurende het hele fabricageproces te behouden.
Roestvrij staal 304 vormt grotere uitdagingen vanwege zijn koudverstevigingseigenschappen en hogere sterkte. Ronde uitsparingen worden bijzonder belangrijk, omdat de verbeterde spanningsverdeling micro-scheuren helpt voorkomen die zich in de loop van de tijd kunnen voortplanten. De uitsparingsafmetingen moeten met 20-25% worden vergroot in vergelijking met aluminiumtoepassingen om de verminderde ductiliteit van het materiaal te accommoderen.
Hoogvaste staalsoorten vereisen een zorgvuldige afweging van het uitsparing ontwerp, omdat hun beperkte ductiliteit ze vatbaar maakt voor scheuren. Ronde uitsparingen met royale radii worden vaak verplicht, ondanks de toegenomen fabricagecomplexiteit en -kosten.
Integratie van het Fabricageproces
Het uitsparing ontwerp moet naadloos integreren met de algehele fabricageworkflows om de efficiëntie en kwaliteit te optimaliseren. De keuze tussen rechthoekige en ronde uitsparingen beïnvloedt de gereedschapsselectie, de programmeercomplexiteit en de productiesequencing.
CNC-revolverponsbewerkingen zijn in het voordeel van rechthoekige uitsparingen vanwege de beschikbaarheid van standaard gereedschap en de eenvoudige programmeervereisten. De lineaire gereedschapspaden verkorten de cyclustijd en verlengen de levensduur van het gereedschap, wat vooral belangrijk is voor productieruns met grote volumes. Moderne revolverponsen kunnen echter ronde ponsen accommoderen, hoewel dit extra investeringen in gereedschap vereist.
Lasersnijsystemen bieden meer flexibiliteit en zijn in staat om elke uitsparingsgeometrie te produceren zonder gereedschapsbeperkingen. Dit voordeel maakt lasersnijden aantrekkelijk voor prototyping en productie in kleine volumes, waar de afschrijving van gereedschap onbetaalbaar wordt. De precisie die met lasersystemen kan worden bereikt, maakt ook complexe uitsparingsgeometrieën mogelijk die rechthoekige en ronde kenmerken combineren.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en uitgebreide onze fabricagediensten aanpak betekent dat elk project de aandacht voor detail krijgt die het verdient, of u nu eenvoudige rechthoekige uitsparingen of complexe gebogen geometrieën nodig heeft.
Integratie met lip- en sleufconstructie vereist een zorgvuldige coördinatie van de plaatsing en afmetingen van de uitsparingen. De uitsparingen moeten voldoende speling bieden voor montagebewerkingen en tegelijkertijd de structurele integriteit op de verbindingslocaties behouden.
Kwaliteitscontrole en Inspectie
De kwaliteit van de hoekuitsparing heeft een directe invloed op de uiteindelijke prestaties van de component, waardoor rigoureuze inspectieprotocollen essentieel zijn. Maatnauwkeurigheid, randkwaliteit en geometrische consistentie vereisen allemaal verificatie om te zorgen voor naleving van de specificaties.
Maatinspectie richt zich op de uitsparingsdiepte, -breedte en positionele nauwkeurigheid ten opzichte van de buiglijnen. Coördinatenmeetmachines (CMM) bieden de precisie die nodig is voor kritieke toepassingen, hoewel eenvoudigere keuringsmallen voldoende zijn voor veel productieomgevingen.
De beoordeling van de randkwaliteit onderzoekt de oppervlakteruwheid, de braamvorming en het potentieel voor micro-scheuren. Rechthoekige uitsparingen vertonen doorgaans een superieure randkwaliteit vanwege de zuivere afschuifwerking van het ponsen, terwijl lasergesneden ronde uitsparingen mogelijk secundaire ontbraambewerkingen vereisen.
De implementatie van statistische procesbeheersing (SPC) helpt de consistente uitsparingskwaliteit gedurende de productieruns te behouden. Belangrijke parameters zijn onder meer de uitsparingsafmetingen, de randruwheid en de positionele nauwkeurigheid, met controlelimieten die zijn vastgesteld op basis van de kritikaliteit van de component en de vereisten voor het eindgebruik.
Kostenoptimalisatiestrategieën
Kostenoptimalisatie vereist het in evenwicht brengen van de initiële fabricagekosten met de prestaties en vervangingskosten van de component op lange termijn. Deze analyse wordt vooral belangrijk voor toepassingen met grote volumes, waar kleine verschillen in de eenheidskosten optellen tot aanzienlijke totalen.
Directe fabricagekosten zijn in het voordeel van rechthoekige uitsparingen, met typische besparingen van € 0,05-0,15 per component in vergelijking met ronde alternatieven. Deze besparingen vloeien voort uit de verkorte cyclustijd, het gebruik van standaard gereedschap en de vereenvoudigde programmeervereisten. Voor productievolumes van meer dan 10.000 stuks per jaar bieden rechthoekige uitsparingen vaak overtuigende economische voordelen.
Een levenscycluskostenanalyse kan echter de voorkeur geven aan ronde uitsparingen in toepassingen waar een verbeterde vermoeiingsweerstand de onderhouds- en vervangingsfrequentie vermindert. De premie die wordt betaald voor de fabricage van ronde uitsparingen blijkt vaak de moeite waard wanneer vervangingskosten, uitvaltijdkosten en veiligheidsoverwegingen een rol spelen in de totale kostenvergelijking.
| Productievolume | Rechthoekige kosten (€/stuk) | Circulaire kosten (€/stuk) | Break-even analyse |
|---|---|---|---|
| 100-500 stuks | 0.45-0.38 | 0.52-0.45 | Rechthoekig voorkeur |
| 500-2.000 stuks | 0.35-0.28 | 0.42-0.35 | Afhankelijk van toepassing |
| 2.000-10.000 stuks | 0.25-0.20 | 0.32-0.26 | Overweeg lifecycle kosten |
| 10.000+ stuks | 0.18-0.15 | 0.25-0.20 | Rechthoekig sterk de voorkeur |
Geavanceerde Ontwerptechnieken
Het moderne hoekuitsparing ontwerp gaat verder dan eenvoudige rechthoekige of ronde geometrieën en omvat hybride benaderingen die specifieke prestatiekenmerken optimaliseren. Deze geavanceerde technieken vereisen geavanceerde fabricagemogelijkheden, maar kunnen superieure resultaten opleveren voor veeleisende toepassingen.
Druppelvormige uitsparingen combineren rechthoekige en ronde kenmerken, waarbij rechte zijden worden gebruikt voor fabricage-efficiëntie en afgeronde uiteinden voor spanningsreductie. Deze hybride benadering bereikt 70-80% van de spanningsvoordelen van ronde uitsparingen, terwijl 85-90% van de fabricage-efficiëntie van rechthoekige uitsparingen behouden blijft.
Uitsparingen met variabele radius passen de ronde geometrie aan om verschillende spanningspatronen binnen dezelfde component te accommoderen. Eindige-elementenanalyse begeleidt de radiusoptimalisatie, waardoor uitsparingsgeometrieën ontstaan die zijn afgestemd op specifieke belastingsomstandigheden en materiaaleigenschappen.
Meertraps uitsparingen bevatten verschillende geometrieën op verschillende dieptes, waardoor een optimale spanningsverdeling wordt verkregen en tegelijkertijd de materiaalverwijdering wordt geminimaliseerd. Deze complexe geometrieën vereisen geavanceerde fabricagemogelijkheden, maar kunnen prestatieverbeteringen realiseren die de benaderingen met één geometrie overtreffen.
Veelgestelde Vragen
Welke factoren bepalen de keuze tussen rechthoekige en ronde hoekuitsparingen?
De selectie is afhankelijk van de toepassingsvereisten, het productievolume en de materiaaleigenschappen. Rechthoekige uitsparingen zijn geschikt voor productie in grote volumes met standaard gereedschap, terwijl ronde uitsparingen uitblinken in vermoeiingskritische toepassingen die een superieure spanningsverdeling vereisen. De materiaaldikte, de buigradius en de belastingsomstandigheden beïnvloeden allemaal de optimale keuze.
Hoe schalen de afmetingen van de hoekuitsparing met de materiaaldikte?
De afmetingen van de uitsparing volgen doorgaans de formule: Uitsparingsgrootte = 1,5 × materiaaldikte + buigradius + 0,5 mm speling. Dikkere materialen vereisen proportioneel grotere uitsparingen om de toegenomen materiaalstroom tijdens het buigen te accommoderen. Hoogvaste materialen kunnen 20-25% grotere uitsparingen vereisen in vergelijking met standaardberekeningen.
Kunnen hoekuitsparingen na de eerste fabricage worden toegevoegd?
Hoewel technisch mogelijk, blijkt het toevoegen van uitsparingen na de fabricage een uitdaging en duur. Secundaire bewerkingen introduceren instelkosten en potentiële kwaliteitsproblemen. Optimale resultaten vereisen de opname van uitsparingen tijdens de eerste fabricageplanning, waardoor een goede integratie met de fabricageworkflows en kwaliteitscontroleprocessen wordt gewaarborgd.
Welke inspectiemethoden verifiëren de kwaliteit van de hoekuitsparing?
Kwaliteitsverificatie maakt gebruik van maatinspectie met behulp van CMM-systemen of keuringsmallen, visuele inspectie op randkwaliteit en braamvorming, en functionele tests voor kritieke toepassingen. Statistische procesbeheersing bewaakt de uitsparingsconsistentie gedurende de productieruns, met controlelimieten op basis van de kritikaliteit van de component.
Hoe beïnvloeden hoekuitsparingen de algehele sterkte van de component?
Correct ontworpen uitsparingen verbeteren de sterkte van de component door spanningsconcentraties te voorkomen die scheuren kunnen veroorzaken. Hoewel uitsparingen materiaal verwijderen, weegt de verbetering van de spanningsverdeling doorgaans zwaarder dan de effecten van materiaalreductie. Ronde uitsparingen bieden een 35-45% betere spanningsverdeling in vergelijking met rechthoekige alternatieven.
Welke fabricageprocessen werken het beste voor elk uitsparingstype?
Rechthoekige uitsparingen optimaliseren voor CNC-ponsbewerkingen met behulp van standaard gereedschap, terwijl ronde uitsparingen geschikt zijn voor lasersnijsystemen die geometrische flexibiliteit bieden. Watersnijden is geschikt voor beide geometrieën, zij het tegen hogere kosten. De processelectie is afhankelijk van het productievolume, de precisievereisten en de beschikbare apparatuur.
Zijn er branchespecifieke voorkeuren voor uitsparingstypes?
De lucht- en ruimtevaart- en medische industrie geven doorgaans de voorkeur aan ronde uitsparingen vanwege de superieure vermoeiingsweerstand en spanningsverdeling. Automobieltoepassingen variëren op basis van de componentfunctie, waarbij structurele elementen de voorkeur geven aan ronde uitsparingen, terwijl cosmetische onderdelen vaak rechthoekige alternatieven gebruiken. Elektronische behuizingen maken vaak gebruik van rechthoekige uitsparingen voor kostenefficiëntie en EMI-afschermingscontinuïteit.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece