Minimaliseren van porositeit in hogedrukspuitgieten (HPDC): ontwerpstrategieën
Porositeit blijft een van de meest kritieke defecten die hogedrukspuitgietbewerkingen teisteren, met directe gevolgen voor de mechanische eigenschappen, de kwaliteit van de oppervlakteafwerking en de betrouwbaarheid van de componenten. Bij Microns Hub blijkt uit onze uitgebreide analyse van meer dan 10.000 HPDC-componenten dat strategische ontwerpaanpassingen de porositeitsniveaus met wel 85% kunnen verminderen, waardoor problematische gietstukken worden omgevormd tot nauwkeurig ontworpen componenten die voldoen aan de meest veeleisende specificaties.
Belangrijkste punten
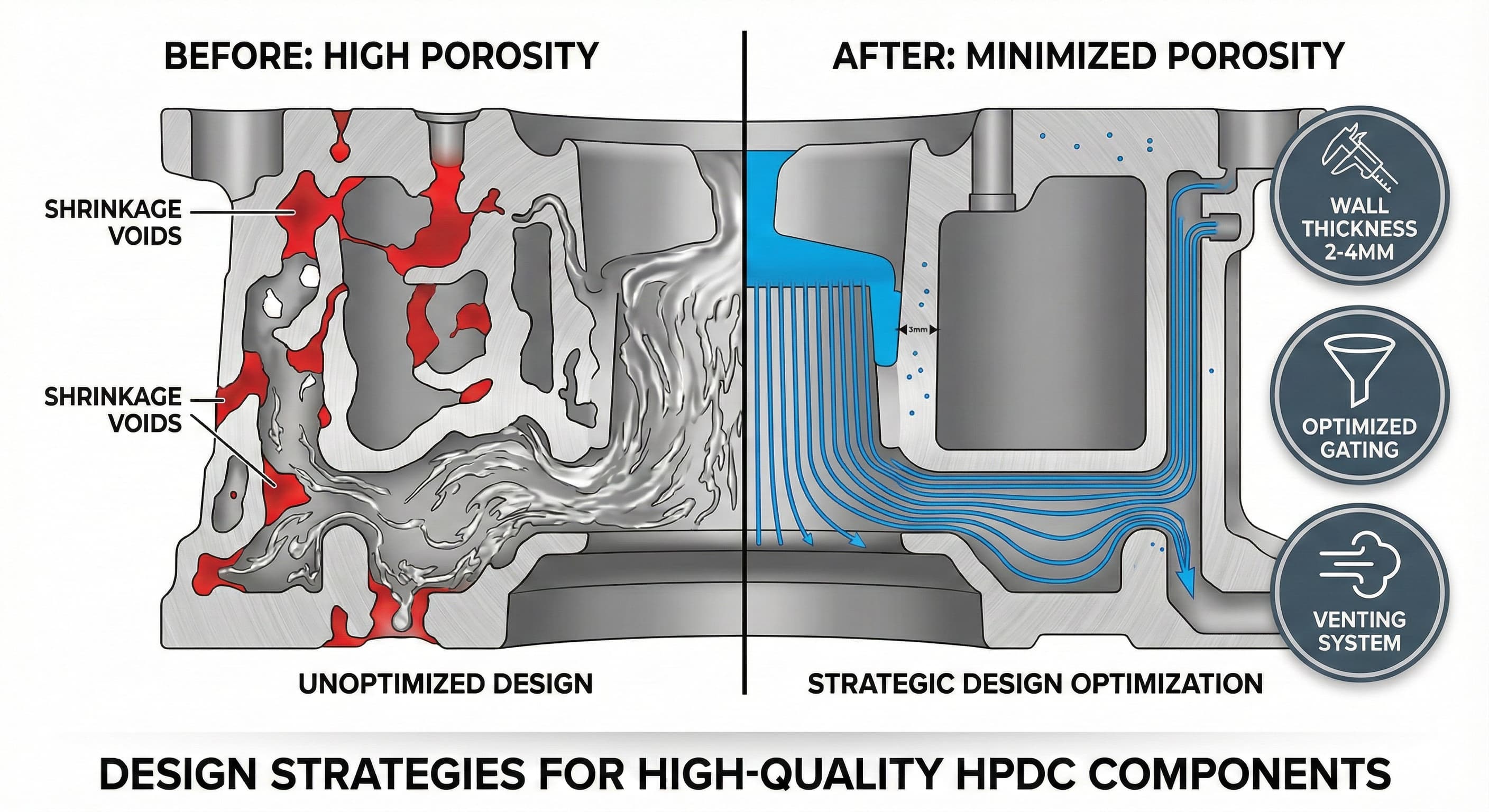
- Wanddikte-optimalisatie tussen 2,0-4,0 mm vermindert gasinsluiting en verbetert de vuleigenschappen in aluminiumlegeringen
- Strategische positionering van de toevoerkanalen en aansnijpunten kan 70% van de porositeitsgerelateerde defecten elimineren door middel van gecontroleerde metaalstroom
- Het ontwerp van het ontluchtingssysteem met kanalen van 0,05-0,15 mm diep voorkomt luchtinsluiting tijdens het vullen van de holte
- Materiaalkeuze en ontgassingsprotocollen correleren direct met de uiteindelijke porositeitsniveaus, waarbij een goede ontgassing het waterstofgehalte verlaagt tot onder 0,15 ml/100 g
Inzicht in de mechanismen van porositeitsvorming in HPDC
Porositeit in hogedrukspuitgieten manifesteert zich via drie primaire mechanismen: gasporositeit door ingesloten lucht en ontwikkelde gassen, krimpsporositeit door stollingcontractie en turbulentie-geïnduceerde porositeit door chaotische metaalstroom. Elk mechanisme vereist verschillende ontwerpstrategieën om de impact ervan op de uiteindelijke componentkwaliteit te minimaliseren.
Gasporositeit treedt meestal op wanneer er lucht wordt ingesloten tijdens het snel vullen van de holte, waarbij de vulsnelheden vaak hoger zijn dan 40-60 m/s bij HPDC-bewerkingen. Deze ingesloten lucht, gecombineerd met waterstofgas dat vrijkomt uit gesmolten aluminium, creëert bolvormige holtes met een diameter van 0,1-2,0 mm. Het distributiepatroon van gasporositeit correleert vaak direct met het gedrag van het stromingsfront en de lokale stollingssnelheden.
Krimpsporositeit ontwikkelt zich anders en vormt onregelmatige, onderling verbonden holtennetwerken in gebieden waar de toevoer van vloeibaar metaal wordt beperkt tijdens de stolling. Dit type concentreert zich meestal in dikke secties, geïsoleerde zakken en gebieden met een slecht thermisch beheer. Inzicht in deze mechanismen maakt gerichte ontwerpinterventies mogelijk die de oorzaken aanpakken in plaats van de symptomen.
Wanddikte-optimalisatiestrategieën
Een optimaal wanddikte-ontwerp vormt de basis voor het minimaliseren van porositeit in HPDC-componenten. Onze technische analyse toont aan dat het handhaven van een uniforme wanddikte tussen 2,0-4,0 mm voor aluminiumlegeringen de ideale balans biedt tussen mechanische eigenschappen, vuleigenschappen en stollingsgedrag.
Dikke secties van meer dan 6,0 mm ontwikkelen steevast krimpsporositeit als gevolg van directionele stollingsuitdagingen en onvoldoende drukoverdracht van de aansnijpunten. Omgekeerd lopen secties dunner dan 1,5 mm het risico op onvolledige vulling, koudlassen en voortijdige stolling die gassen vasthoudt. De overgang tussen verschillende wanddiktes moet een geleidelijke tapsheid volgen met dikteverhoudingen van niet meer dan 2:1 om turbulente stroming te voorkomen.
| Wanddiktebereik (mm) | Porositeitsrisiconiveau | Typische toepassingen | Ontwerpoverwegingen |
|---|---|---|---|
| 1,0-1,5 | Hoog (vullingsproblemen) | Dunne ribben, decoratieve elementen | Vereisen geoptimaliseerde gating |
| 2,0-3,0 | Laag | Behuizingswanden, beugels | Optimaal voor de meeste toepassingen |
| 3,5-4,0 | Gemiddeld | Dragende delen | Vereisen verbeterde koeling |
| 5,0+ | Zeer hoog | Bossen, bevestigingspunten | Vereisen speciale technieken |
Dikke bosses en bevestigingspunten vereisen speciale aandacht, waarbij kernstrategieën en progressieve diktereductie het meest effectief zijn gebleken. Interne koelkanalen die op 8,0-12,0 mm van dikke sectieoppervlakken zijn geplaatst, kunnen de directionele stolling aanzienlijk verbeteren en tegelijkertijd de cyclustijden verkorten. Deze aanpak is bijzonder effectief gebleken in automotive transmissiehuizen waar we porositeitsniveaus van minder dan 2% hebben bereikt in secties tot 8,0 mm dik.
Geavanceerd ontwerp van aansnijpunt- en toevoerkanaalsystemen
De positionering en geometrie van de aansnijpunten hebben een grote invloed op de metaalstroomeigenschappen en de daaropvolgende porositeitsvorming. Een optimaal aansnijpuntontwerp zorgt voor een soepele, laminaire stroming en biedt tegelijkertijd een adequate drukoverdracht tijdens het stollingsproces. Onze computationele vloeistofdynamica-analyse onthult dat de aansnijpuntsnelheid tussen 30-45 m/s moet worden gehouden voor aluminiumlegeringen om de vulsnelheid in evenwicht te brengen met het minimaliseren van turbulentie.
Fanaansnijpunten vertonen superieure prestaties voor grote, platte gietstukken, waarbij de stroming over bredere fronten wordt verdeeld en tegelijkertijd jeteffecten worden verminderd die lucht meesleuren. De aansnijpuntsdikte moet 60-80% van de aangrenzende gietwanddikte zijn, waarbij de breedte geleidelijk toeneemt vanaf de toevoerkanaalaansluiting. Deze geometrie bevordert een gelijkmatige stroomverdeling met behoud van een voldoende dwarsdoorsnede voor drukoverdracht.
Berekeningen van de dwarsdoorsnede van de toevoerkanalen volgen het principe van het handhaven van een constante stroomsnelheid door het hele systeem. De verhouding tussen het toevoerkanaal en het aansnijpunt moet tussen 1,5:1 en 2:1 blijven, waardoor een adequate stroomcapaciteit wordt gegarandeerd zonder overmatige drukval. Trapeziumvormige toevoerkanaaldoorsneden met basis-tot-topverhoudingen van 2:1 vergemakkelijken de volledige vulling en maken tegelijkertijd een gemakkelijke uitstoot mogelijk.
Meerdere aansnijpuntconfiguraties vereisen een zorgvuldige afstemming om stroominterferentie en koudlassen te voorkomen. De timing van de aansnijpunten wordt cruciaal, waarbij gelijktijdige vulling de voorkeur heeft boven sequentiële om temperatuurverschillen te minimaliseren. Onze ervaring met complexe automotive componenten toont aan dat goed uitgebalanceerde multi-aansnijpuntsystemen de porositeit met 40-60% kunnen verminderen in vergelijking met alternatieven met één aansnijpunt.
Systematische implementatie van het ontluchtingssysteem
Effectieve ontluchtingssystemen bieden gecontroleerde ontsnappingsroutes voor verplaatste lucht en ontwikkelde gassen, waardoor wordt voorkomen dat ze worden ingesloten in het stollende gietstuk. Het ontwerp van de ontluchting vereist een nauwkeurige dimensionale controle, met kanaaldiepten tussen 0,05-0,15 mm die een optimale gasafvoer bieden zonder metaalpenetratie toe te staan.
De plaatsing van de ontluchting volgt het principe van het positioneren van uitlaten op de laatste punten die worden gevuld, meestal tegenover de primaire aansnijpunten en in gebieden waar stromingsfronten samenkomen. Scheidingslijnontluchtingen blijken het meest effectief te zijn, waarbij de natuurlijke vormscheiding wordt gebruikt om gasontsnappingsroutes te creëren. Deze ontluchtingen moeten 6,0-10,0 mm in het vormoppervlak reiken voordat ze uitmonden in grotere opvangkamers.
| Type ontluchting | Diepte (mm) | Breedte (mm) | Toepassing | Effectiviteit |
|---|---|---|---|---|
| Scheidingslijn | 0,05-0,10 | 3,0-6,0 | Primaire ontluchting | Uitstekend |
| Uitwerppen | 0,02-0,05 | Circumferentieel | Diepe holtes | Goed |
| Inzetstukgrens | 0,03-0,08 | 2,0-4,0 | Complexe geometrieën | Zeer goed |
| Kernontluchtingen | 0,08-0,15 | 1,0-2,0 | Interne holtes | Goed |
Vacuümgeassisteerde ontluchtingssystemen vertegenwoordigen een geavanceerde aanpak voor kritieke toepassingen, waarbij de holtedruk tijdens het vullen onder 50 mbar wordt gehouden. Deze techniek is bijzonder waardevol voor componenten voor de lucht- en ruimtevaart en medische apparatuur waar de porositeitsniveaus onder 1% moeten blijven. De integratie van vacuümsystemen vereist een zorgvuldig afdichtingsontwerp en een nauwkeurige timingregeling om de effectiviteit te maximaliseren.
Voor zeer nauwkeurige resultaten kunt u binnen 24 uur een gedetailleerde offerte ontvangen van Microns Hub.
Materiaalkeuze en smeltbehandelingsprotocollen
De keuze van de aluminiumlegering heeft een aanzienlijke invloed op de gevoeligheid voor porositeit, waarbij de samenstelling en de behandelingsgeschiedenis de gasoplosbaarheid en de stollingskenmerken beïnvloeden. A356-T6 en A380 vertegenwoordigen de meest voorkomende HPDC-legeringen, die elk unieke porositeitsuitdagingen en mitigatievereisten presenteren.
De A380-legering vertoont uitstekende vloeibaarheid en vormvullingseigenschappen, maar vertoont een hogere waterstofoplosbaarheid, waardoor agressieve ontgassingsprotocollen vereist zijn. Het waterstofgehalte moet onder 0,15 ml/100 g aluminium worden gehouden door middel van roterende ontgassing met argon of stikstof. Het ontgassingsproces vereist doorgaans 8-12 minuten bij 700-720°C met gasstroomsnelheden van 2-4 l/min per 100 kg metaal.
Korrelverfijning door toevoeging van titanium-boor (0,02-0,05% Ti) creëert nucleatieplaatsen die fijne, equiaxiale korrelstructuren bevorderen. Deze microstructuurmodificatie vermindert de vorming van krimpsporositeit en verbetert tegelijkertijd de mechanische eigenschappen. De toevoeging van korrelverfijner moet plaatsvinden tijdens de smeltbereiding, waarbij 10-15 minuten wordt toegestaan voor volledige oplossing en distributie.
Secundaire bewerkingen zoals T6-warmtebehandeling kunnen micro-porositeit gedeeltelijk genezen door middel van diffusieprocessen in vaste toestand. Deze aanpak blijft echter beperkt tot poriën met een diameter kleiner dan 0,05 mm en kan geen grotere gas- of krimpingsholtes aanpakken. Preventie door middel van een goed ontwerp blijft veel effectiever dan herstel na het gieten.
Optimalisatie van procesparameters
De parameters van de spuitgietmachine beïnvloeden de porositeitsvorming rechtstreeks door hun controle over de vuldynamiek, de druktoepassing en de stollingssnelheden. Injectiesnelheidsprofielen vereisen een zorgvuldige optimalisatie, waarbij doorgaans langzame schotsnelheden van 0,2-0,5 m/s worden gebruikt voor de eerste holtevulling, gevolgd door snelle schotversnelling tot 2,0-4,0 m/s zodra het toevoerkanaalsysteem volledig is gevuld.
De timing van de intensiveringsdruktoepassing is cruciaal voor het voorkomen van krimpsporositeit. De druk moet binnen 0,1-0,3 seconden na voltooiing van de holtevulling toenemen tot 300-800 bar en deze druk tijdens de stolling handhaven. De efficiëntie van de drukoverdracht hangt sterk af van de vrieskenmerken van de aansnijpunten, waarbij de aansnijpunten zo zijn ontworpen dat ze 2-5 seconden langer vloeibaar blijven dan de aangrenzende gietsecties.
| Parameter | Optimaal Bereik | Impact op Porositeit | Monitoring Methode |
|---|---|---|---|
| Langzame Spuitsnelheid | 0,2-0,5 m/s | Vermindert luchtinsluiting | Lineaire encoder |
| Snelle Spuitsnelheid | 2,0-4,0 m/s | Volledige vulling | Snelheidssensoren |
| Intensiveringsdruk | 300-800 bar | Voorkomt krimp | Druktransducers |
| Gietmatrijstemperatuur | 180-250°C | Regelt stolling | Pyrometers |
Het beheer van de vormtemperatuur beïnvloedt zowel het vulgedrag als de stollingspatronen. Optimale vormtemperaturen variëren van 180-250°C voor aluminiumlegeringen, waarbij hogere temperaturen de stroomeigenschappen verbeteren en mogelijk het risico op gasporositeit vergroten. Differentiële vormverwarming, met hogere temperaturen in moeilijk te vullen gebieden en lagere temperaturen in dikke secties, optimaliseert zowel het vul- als het stollingsgedrag.
Geavanceerde simulatie en ontwerpvalidatie
Computationele vloeistofdynamica-simulatie maakt voorspelling en preventie van porositeitsgevoelige gebieden mogelijk voordat de vormconstructie begint. Moderne simulatiesoftware modelleert nauwkeurig gasinsluiting, krimpvoorspelling en thermische velden tijdens het gietproces. Deze tools identificeren potentiële problemen tijdens de ontwerpfasen wanneer aanpassingen kosteneffectief blijven.
Stroomsimulatie onthult turbulentiezones waar luchtinsluiting optreedt, waardoor herpositionering van de aansnijpunten of geometrieaanpassingen mogelijk zijn om een laminaire stroming te bevorderen. Snelheidsveldanalyse identificeert gebieden die de aanbevolen stroomsnelheden overschrijden, terwijl drukverdelingskaarten regio's met onvoldoende intensiveringsdrukoverdracht benadrukken.
Thermische analyse voorspelt stollingssequenties en identificeert geïsoleerde hotspots die vatbaar zijn voor de vorming van krimpsporositeit. Deze informatie begeleidt het ontwerp van het koelsysteem, waarbij strategische plaatsing van koelkanalen zorgt voor directionele stolling in de richting van de toevoergebieden. De integratie van plaatbewerkingdiensten voor koelsysteemcomponenten maakt snelle prototyping en optimalisatie van thermische beheeroplossingen mogelijk.
Porositeitsvoorspellingsalgoritmen combineren stroom- en thermische resultaten om de locaties en afmetingen van holtevorming te voorspellen. Validatie aan de hand van daadwerkelijke productiegegevens toont een nauwkeurigheid van 85-92% aan voor de voorspelling van de porositeitslocatie, waardoor proactieve ontwerpaanpassingen mogelijk zijn die defecten voorkomen in plaats van ze na de productie te detecteren.
Methodologieën voor kwaliteitscontrole en inspectie
Effectieve porositeitsbeoordeling vereist meerdere inspectietechnieken, die elk unieke inzichten bieden in de holtekenmerken en distributiepatronen. Röntgenradiografie blijft de gouden standaard voor de detectie van interne porositeit en biedt resolutiemogelijkheden tot een holtediameter van 0,1 mm met de juiste techniekoptimalisatie.
Industriële computertomografie biedt driedimensionale holtevisualisatie, waardoor nauwkeurige volumemetingen en connectiviteitsanalyse mogelijk zijn. Deze techniek is bijzonder waardevol voor complexe geometrieën waar conventionele radiografie te lijden heeft onder functieoverlap. CT-scanning onthult de onderlinge verbinding van poriën, cruciaal voor het begrijpen van het potentieel van lekpaden in drukbevattende componenten.
Dichtheidsmetingen door middel van hydrostatisch wegen bieden een snelle porositeitsbeoordeling voor productiecontrole. Deze techniek bepaalt het totale porositeitspercentage, maar kan geen informatie over de ruimtelijke verdeling geven. Dichtheidsmetingen correleren goed met mechanische eigenschappen, waardoor ze geschikt zijn voor go/no-go kwaliteitsbeslissingen.
Bij het werken met onze productiediensten implementeert Microns Hub uitgebreide kwaliteitsprotocollen die de industrienormen overtreffen. Onze inspectiemogelijkheden omvatten hoogwaardige röntgensystemen, dimensionale coördinatenmeetmachines en metallografische analyseapparatuur die ervoor zorgt dat elke component voldoet aan de gespecificeerde porositeitsvereisten.
Kosten-batenanalyse van porositeitspreventie
Investeren in porositeitspreventiestrategieën tijdens de ontwerpfasen levert aanzienlijke rendementen op door verminderde uitvalpercentages, verbeterde mechanische eigenschappen en verbeterde componentbetrouwbaarheid. Onze analyse van kostendrijvers laat zien dat een goede ontwerpimplementatie 3-8% toevoegt aan de initiële gereedschapskosten, terwijl de doorlopende productiekosten met 15-25% worden verlaagd door verbeterde opbrengstpercentages.
Ontwerpoptimalisatiekosten omvatten voornamelijk langere simulatietijd, aanvullende technische analyse en mogelijk complexere vormconstructie. Deze initiële investeringen vallen echter in het niet bij de productieverliezen als gevolg van porositeitsgerelateerde defecten. De uitvalpercentages dalen doorgaans van 8-15% naar 2-5% met uitgebreide porositeitspreventiestrategieën.
Verbeteringen in mechanische eigenschappen maken mogelijkheden voor materiaaloptimalisatie mogelijk, waardoor mogelijk kwaliteitsverlagingen mogelijk zijn die de hogere verwerkingskosten compenseren. Componenten met minimale porositeit vertonen een 20-35% langere vermoeiingslevensduur in vergelijking met poreuze alternatieven, waardoor de garantie kosten worden verlaagd en de klanttevredenheid wordt verbeterd. De correlatie tussen ontwerpoptimalisatie en kostenreductie is in gelijke mate van toepassing op spuitgietbewerkingen.
Voordelen op lange termijn zijn onder meer een langere levensduur van de vorm door verminderde procesbelasting en temperatuurcycli, een verbeterde kwaliteit van de oppervlakteafwerking die secundaire bewerkingen vermindert en uitgebreide toepassingsmogelijkheden voor kritieke componenten. Deze factoren combineren om overtuigende businesscases te creëren voor uitgebreide porositeitspreventieprogramma's.
Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak zorgen ervoor dat elk project de aandacht krijgt die het verdient, met toegewijde ingenieurs die de nuances van porositeitspreventie in hogedrukspuitgiettoepassingen begrijpen.
Implementatierichtlijnen en best practices
Succesvolle porositeitsminimalisatie vereist systematische implementatie in de ontwerp-, gereedschaps- en productiefasen. Begin met een uitgebreide ontwerpbeoordeling gericht op uniformiteit van de wanddikte, optimalisatie van de aansnijpunten en integratie van het ontluchtingssysteem. Elk ontwerpelement moet worden geëvalueerd op zijn bijdrage aan de algehele risicovermindering van porositeit.
De fabricage van gereedschappen moet nauwe toleranties handhaven op kritieke kenmerken, met name ontluchtingsafmetingen en aansnijpuntgeometrieën. Ontluchtingsdiepten vereisen verificatie door middel van precisiemetingen, aangezien variaties van ±0,02 mm de effectiviteit aanzienlijk beïnvloeden. De oppervlakteafwerking van de aansnijpunten moet Ra-waarden onder 0,8 μm bereiken om laminaire stroomeigenschappen te bevorderen.
De ontwikkeling van procesparameters volgt systematische optimalisatieprotocollen, beginnend met conservatieve instellingen en geleidelijk opschuivend naar optimale prestatievensters. Documenteer alle parameterwijzigingen en hun effecten op de porositeitsniveaus, waardoor uitgebreide proceskennis wordt opgebouwd voor toekomstige toepassingen.
Operator training zorgt voor een consistente implementatie van geoptimaliseerde parameters en herkenning van procesafwijkingen die de porositeitsvorming beïnvloeden. Visuele normen die acceptabele versus afkeurbare porositeitsniveaus laten zien, helpen om consistente kwaliteitsbeslissingen tijdens de productieruns te handhaven.
Veelgestelde vragen
Wat is het maximaal aanvaardbare porositeitsniveau voor structurele spuitgietcomponenten?
Aanvaardbare porositeitsniveaus variëren per toepassing, maar structurele componenten vereisen doorgaans een porositeit van minder dan 3-5% in volume voor algemene toepassingen en minder dan 1-2% voor kritieke dragende onderdelen. Lucht- en ruimtevaart- en medische toepassingen vereisen mogelijk porositeitsniveaus onder 0,5% met specifieke grootte- en distributiebeperkingen.
Hoe beïnvloedt de wanddikte de porositeitsvorming in aluminium spuitgietstukken?
De wanddikte heeft een directe invloed op zowel de gas- als de krimpsporositeitsvorming. Secties dunner dan 2,0 mm lopen het risico op gasinsluiting als gevolg van snelle stolling, terwijl secties dikker dan 4,0 mm krimpsporositeit ontwikkelen als gevolg van slechte drukoverdracht. Optimale dikte varieert tussen 2,0-3,5 mm voor de meeste toepassingen met aluminiumlegeringen.
Kunnen nabehandelingen porositeit in HPDC-componenten elimineren?
Nabehandelingen zoals warmtebehandeling kunnen micro-porositeit kleiner dan 0,05 mm diameter gedeeltelijk genezen door middel van diffusieprocessen in vaste toestand. Grotere gas- of krimpingsholtes kunnen echter niet worden geëlimineerd door middel van nabewerking. Preventie door middel van een goed ontwerp en procesbeheersing blijft veel effectiever dan pogingen tot herstel.
Welke rol speelt de vormtemperatuur bij porositeitspreventie?
De vormtemperatuur beïnvloedt zowel het vulgedrag als de stollingskenmerken. Temperaturen tussen 180-250°C voor aluminiumlegeringen optimaliseren de stroming en beheersen tegelijkertijd de gasontwikkeling. Hogere temperaturen verbeteren het vullen van dunne secties, maar kunnen het risico op gasporositeit vergroten, terwijl lagere temperaturen voortijdige stolling en luchtinsluiting kunnen veroorzaken.
Hoe effectief zijn vacuümgeassisteerde spuitgietsystemen voor porositeitsreductie?
Vacuümgeassisteerde systemen die de holtedruk onder 50 mbar houden, kunnen de gasporositeit met 60-80% verminderen in vergelijking met conventionele HPDC. Deze systemen zijn bijzonder effectief voor kritieke toepassingen die porositeitsniveaus onder 1% vereisen, hoewel ze de complexiteit en de kosten van het spuitgietproces verhogen.
Welke inspectiemethoden bieden de meest nauwkeurige porositeitsbeoordeling?
Industriële computertomografie biedt de meest uitgebreide porositeitsanalyse, met 3D-visualisatie, nauwkeurige volumemetingen en connectiviteitsmapping. Röntgenradiografie blijft kosteneffectief voor routine-inspectie met een resolutievermogen van 0,1 mm, terwijl dichtheidsmetingen een snelle productiecontrole bieden voor de algehele porositeitsbeoordeling.
Hoe verhouden verschillende aluminiumlegeringen zich met betrekking tot de gevoeligheid voor porositeit?
De A380-legering vertoont een uitstekende vloeibaarheid, maar een hogere waterstofoplosbaarheid die agressieve ontgassing vereist, terwijl A356 betere mechanische eigenschappen biedt met een matig porositeitsrisico. ADC12 vertoont een goede gietbaarheid met een gemiddelde gasgevoeligheid en A413 biedt een uitstekende corrosiebestendigheid, maar vereist een zorgvuldig thermisch beheer om krimpsporositeit te voorkomen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece