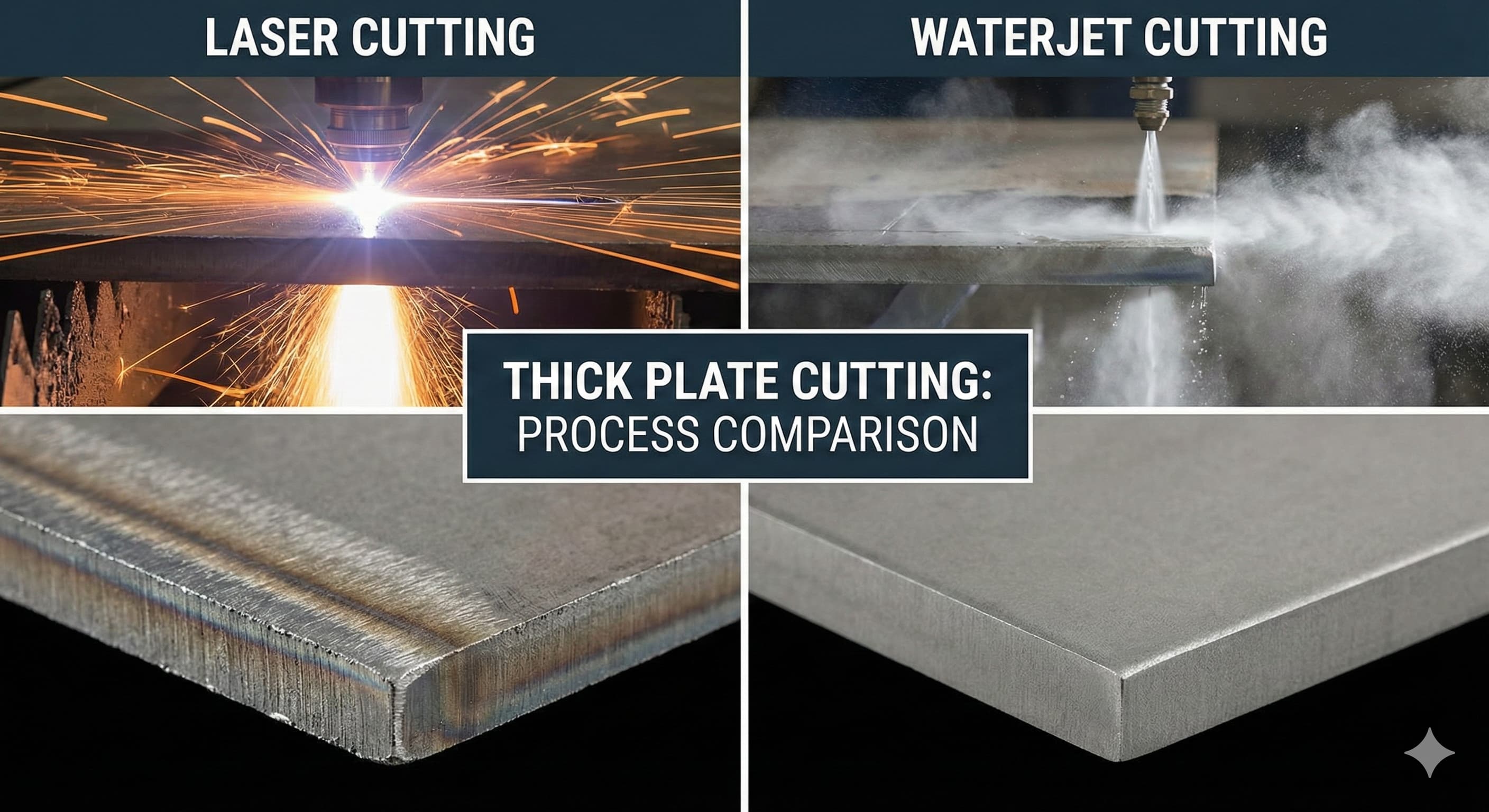
Lasersnijden versus Waterstraalsnijden: De juiste methode kiezen voor dikke platen
Bij het snijden van dikke platen van meer dan 25 mm dikte, bepaalt de keuze tussen lasersnijden en waterstraaltechnologie fundamenteel het projectsucces, de kostenefficiëntie en de uiteindelijke onderdeelkwaliteit. Deze beslissing heeft invloed op alles, van metallurgische eigenschappen tot maatnauwkeurigheid en productie-economie.
Belangrijkste punten:
- Waterstraalsnijden blinkt uit voor platen van meer dan 100 mm dik met superieure randkwaliteit en geen door warmte beïnvloede zones
- Lasersnijden domineert qua snelheid en kosteneffectiviteit voor platen van 25-50 mm dik in koolstofstaal
- Materiaalsoort dicteert de methodekeuze: reflecterende materialen zijn in het voordeel bij waterstraalsnijden, koolstofstaal bij lasersnijden
- De totale projectkosten omvatten materiaalverspilling, secundaire bewerkingen en insteltijd buiten de uurtarieven
Inzicht in de basisprincipes van het snijden van dikke platen
Het snijden van dikke platen brengt unieke uitdagingen met zich mee die de verschillen tussen laser- en waterstraaltechnologieën versterken. Naarmate de materiaaldikte toeneemt tot meer dan 25 mm, worden factoren zoals warmte-inbreng, snijsnelheid, randloodrechtheid en materiaalspanning kritische overwegingen die projectspecificaties kunnen maken of breken.
Lasersnijden maakt gebruik van een gefocusseerde bundel coherent licht, meestal van fiber- of CO2-bronnen, gecombineerd met assistentiegassen om materiaal te smelten en weg te blazen. Voor dikke platen zijn fiberlasers met vermogens van 6 kW tot 30 kW standaard, waarbij hogere vermogens snellere snijsnelheden en verbeterde mogelijkheden voor dikke secties mogelijk maken. Het proces genereert aanzienlijke warmte-inbreng, waardoor een door warmte beïnvloede zone (HAZ) ontstaat die 0,1-0,5 mm van de snijrand reikt, afhankelijk van het materiaal en de dikte.
Waterstraalsnijden maakt gebruik van ultrahogedrukwater (meestal 60.000-90.000 PSI) gemengd met schurende granaatdeeltjes om materiaal te eroderen door mechanische werking. Dit koude snijproces genereert geen HAZ en kan vrijwel elk materiaal snijden, ongeacht de hardheid of thermische eigenschappen. Het proces werkt met veel lagere snelheden dan laser, maar levert een superieure randkwaliteit en maatnauwkeurigheid voor dikke secties.
Materiaaldikte mogelijkheden en beperkingen
Inzicht in de praktische diktelimieten voor elke technologie helpt bij het vaststellen van voorlopige processelectiecriteria vóór gedetailleerde analyse.
| Materiaalsoort | Laser Maximum (mm) | Waterjet Maximum (mm) | Optimaal Bereik Laser | Optimaal Bereik Waterjet |
|---|---|---|---|---|
| Koolstofstaal | 40-50 | 200+ | 6-25 | 25-150 |
| Roestvast staal 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Gereedschapsstaal H13 | 15-20 | 200+ | Niet aanbevolen | 10-100 |
| Inconel 718 | 8-12 | 100+ | Niet aanbevolen | 5-50 |
Deze diktebereiken vertegenwoordigen praktische limieten waar acceptabele snijkwaliteit en redelijke productiesnelheden kunnen worden gehandhaafd. Het overschrijden van optimale bereiken resulteert doorgaans in een slechte randkwaliteit, overmatig taps toelopen of oneconomische snijsnelheden.
Randkwaliteit en metallurgische overwegingen
Randkwaliteitsverschillen tussen laser- en waterstraalsnijden worden uitgesproken in toepassingen met dikke platen, wat een directe invloed heeft op de functionaliteit van het onderdeel en de vereisten voor secundaire bewerkingen.
Lasersnijden van dikke platen produceert een karakteristieke randafwerking met verschillende zones. Het bovenste gedeelte vertoont doorgaans een glad, licht gestreept oppervlak van de smelt- en gasblaaswerking. Naarmate de dikte toeneemt, kan het onderste gedeelte meer strepen, lichte tapsheid en mogelijke dross-aanhechting vertonen. De HAZ strekt zich uit over 0,2-0,8 mm, afhankelijk van het materiaal en de dikte, wat mogelijk de mechanische eigenschappen in kritische toepassingen beïnvloedt.
Waterstraalsnijden levert een consistente randkwaliteit over de volledige materiaaldikte met minimale tapsheid (doorgaans 0,003-0,005 mm per mm dikte). De rand vertoont een fijne, uniforme textuur van de schurende snijwerking zonder metallurgische veranderingen. Dit maakt waterstraalsnijden ideaal voor toepassingen die precieze randcondities vereisen voor veilige hantering of daaropvolgende lasbewerkingen.
Voor uiterst precieze resultaten, Ontvang uw offerte op maat binnen 24 uur van Microns Hub.
Oppervlakteruwheidswaarden verschillen aanzienlijk tussen processen. Lasersnijden produceert doorgaans Ra-waarden van 6,3-12,5 μm op dikke platen, terwijl waterstraalsnijden consistent 1,6-6,3 μm bereikt. Dit verschil elimineert vaak secundaire bewerkingsvereisten voor waterstraalonderdelen.
Snijsnelheid en productie-economie
De analyse van de productiesnelheid moet rekening houden met de insteltijd, de priktijd en de werkelijke snijsnelheid om de werkelijke doorvoermogelijkheden te bepalen.
| Dikte (mm) | Materiaal | Lasersnelheid (mm/min) | Waterjetsnelheid (mm/min) | Laser Doorboortijd (sec) | Waterjet Doorboortijd (sec) |
|---|---|---|---|---|---|
| 25 | Koolstofstaal | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Koolstofstaal | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Roestvast 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Niet praktisch | 100-150 | N/A | 25-40 |
| 100 | Koolstofstaal | Niet praktisch | 80-120 | N/A | 40-60 |
De priktijd wordt steeds belangrijker voor dikke platen, met name voor kleine onderdelen met meerdere prikken. Laserprikken verslechtert snel met de dikte, terwijl de waterstraalpriktijd lineairder toeneemt, maar begint vanaf een hogere basislijn.
Materiaalspecifieke overwegingen
Verschillende materialen vertonen verschillende reacties op laser- en waterstraalsnijden, wat de processelectie beïnvloedt buiten eenvoudige dikteoverwegingen.
Koolstofstaalprestaties: Koolstofstaal reageert uitstekend op lasersnijden tot een dikte van 40-50 mm vanwege de exotherme reactie tussen ijzer en zuurstof-assistentiegas. Deze reactie levert extra snij-energie, waardoor snellere snelheden en schonere sneden mogelijk zijn. Waterstraalsnijden van koolstofstaal produceert een superieure randkwaliteit, maar met aanzienlijk lagere snelheden voor dunnere secties.
Uitdagingen bij roestvrij staal: Roestvast staal vormt moeilijkheden bij het lasersnijden vanwege de hoge reflectiviteit en thermische geleidbaarheid. Stikstof-assistentiegas is doorgaans vereist om oxidatie te voorkomen, waardoor de bedrijfskosten stijgen. Waterstraalsnijden elimineert deze zorgen en biedt uitstekende resultaten voor alle roestvast staalsoorten.
Aluminiumcomplicaties: De hoge reflectiviteit en thermische geleidbaarheid van aluminium maken lasersnijden uitdagend, vooral voor dikke secties. Waterstraalsnijden blinkt uit in het snijden van aluminium en zorgt voor schone randen zonder het smelten en herstollen dat de oppervlakteafwerking in kritische toepassingen in gevaar kan brengen.
Exotische legeringen: Materialen zoals Inconel, Hastelloy en gereedschapsstaal zijn beter geschikt voor waterstraalsnijden vanwege hun sterkte bij hoge temperaturen en koudhardende eigenschappen die de laserbewerking bemoeilijken.
Tolerantie en maatnauwkeurigheid
Haalbare toleranties variëren aanzienlijk tussen processen en worden beïnvloed door materiaaldikte, onderdeelgeometrie en machinestaat.
Lasersnijtoleranties voor dikke platen variëren doorgaans van ±0,1-0,3 mm, afhankelijk van de dikte en het materiaal. Thermische vervorming wordt een belangrijke factor naarmate de dikte toeneemt, wat mogelijk de maatnauwkeurigheid op grote onderdelen beïnvloedt. De kerfbreedte (doorgaans 0,2-0,4 mm) blijft relatief consistent, maar er kan zich een lichte tapsheid ontwikkelen in dikke secties.
Waterstraalsnijden bereikt consistent toleranties van ±0,05-0,1 mm over het volledige diktebereik met minimale tapsheid. De smalle kerfbreedte (0,8-1,2 mm) en het koude snijproces elimineren zorgen over thermische vervorming. Langere snijtijden kunnen echter lichte machinedrift mogelijk maken bij zeer lange sneden.
Kostenanalyse en economische factoren
Echte kostenvergelijking vereist analyse buiten eenvoudige uurtarieven, waarbij rekening wordt gehouden met insteltijd, materiaalgebruik, secundaire bewerkingen en kwaliteitsoverwegingen.
| Kostenfactor | Lasersnijden | Waterjetsnijden | Impact op Totale Kosten |
|---|---|---|---|
| Uurtarief | €45-85 | €55-95 | Gemiddeld |
| Insteltijd | 15-30 minuten | 20-40 minuten | Hoog voor kleine batches |
| Materiaalgebruik | 85-92% | 88-95% | Hoog voor dure materialen |
| Secundaire Bewerkingen | Vaak vereist | Zelden vereist | Hoog |
| Verbruikskosten | €2-8 per uur | €15-25 per uur | Gemiddeld |
De kosten van verbruiksartikelen verschillen aanzienlijk tussen processen. Lasersnijden verbruikt assistentiegassen (zuurstof, stikstof of lucht) en af en toe vervanging van spuitmonden. Waterstraalsnijden vereist schurend granaat (€ 0,30-0,50 per kg), hogedrukafdichtingen en periodieke vervanging van juweelopeningen.
Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak betekent dat elk project de aandacht voor detail krijgt die het verdient, met toegang tot zowel laser- als waterstraalmogelijkheden onder één dak.
Beslissingsmatrix voor processelectie
Systematische processelectie vereist evaluatie van meerdere factoren, gewogen naar projectprioriteiten. Kritieke beslissingsfactoren zijn materiaalsoort en -dikte, vereiste randkwaliteit, maattoleranties, productievolume en budgettaire beperkingen.
Kies lasersnijden wanneer: de materiaaldikte minder is dan 25 mm voor de meeste materialen, de productiesnelheid cruciaal is, het materiaal koolstofstaal is, strak nesten vereist is voor materiaalefficiëntie of budgettaire beperkingen de voorkeur geven aan lagere uurtarieven ondanks mogelijke secundaire bewerkingen.
Kies waterstraalsnijden wanneer: de materiaaldikte de optimale laserbereiken overschrijdt, een superieure randkwaliteit vereist is, geen HAZ acceptabel is, materialen aluminium, roestvast staal of exotische legeringen omvatten, strakke toleranties cruciaal zijn over de hele dikte, of de toepassing elektrische componenten omvat die schone randen vereisen.
Integratie met de productieworkflow
Beide snijmethoden integreren anders met downstream productieprocessen, wat de algehele productie-efficiëntie en onderdeelkwaliteit beïnvloedt.
Onderdelen die met laser zijn gesneden, vereisen vaak ontbramen, randafwerking of spanningsarm gloeien, met name voor dikke secties. De HAZ kan een warmtebehandeling noodzakelijk maken om de mechanische eigenschappen in kritische toepassingen te herstellen. De snellere snijsnelheden kunnen echter just-in-time productiestrategieën mogelijk maken voor veel toepassingen.
Waterstraalonderdelen gaan doorgaans direct door naar volgende bewerkingen zoals vormen, lassen of assembleren zonder tussenliggende verwerking. Deze gestroomlijnde workflow compenseert vaak de lagere snijsnelheden door minder handling en secundaire bewerkingen. Integratie met nauwkeurige CNC-bewerkingsdiensten verloopt naadloos dankzij de superieure randkwaliteit en maatnauwkeurigheid.
Beide processen vormen een aanvulling op het volledige aanbod van onze productiediensten, waaronder vormen, lassen en afwerken. De sleutel is het selecteren van de snijmethode die de gehele productieworkflow optimaliseert in plaats van zich uitsluitend te richten op de snijprestaties.
Kwaliteitscontrole en inspectie-eisen
Kwaliteitscontroleprocedures verschillen tussen laser- en waterstraalsnijden vanwege de verschillende kenmerken van elk proces en hun typische toepassingen.
Lasergesneden onderdelen vereisen inspectie op consistentie van de randkwaliteit, dross-aanhechting, maatnauwkeurigheid, inclusief mogelijke thermische vervorming, HAZ-omvang en -eigenschappen, en variatie in oppervlakteafwerking tussen de bovenste en onderste snijoppervlakken. Dikkere secties kunnen tapsheid vertonen die meting en vergelijking met specificaties vereist.
Waterstraalgesneden onderdelen moeten worden geëvalueerd op maatnauwkeurigheid en tapsheid, consistentie van de oppervlakteafwerking, randloodrechtheid en mogelijke delaminatie in gelaagde materialen. De consistente snijwerking resulteert doorgaans in meer voorspelbare kwaliteitsresultaten over productieruns.
Beide processen profiteren van statistische procescontrolemonitoring van belangrijke parameters zoals snijsnelheid, toestand van verbruiksartikelen en machinekalibratie om consistente resultaten over productieruns te behouden.
Milieu- en veiligheidsoverwegingen
De milieu-impact en veiligheidseisen verschillen aanzienlijk tussen laser- en waterstraalsnijbewerkingen, wat van invloed is op de facilitaire vereisten en operationele procedures.
Lasersnijden genereert dampen en fijnstof die extractie- en filtratiesystemen vereisen. Het verbruik van assistentiegassen, met name stikstof voor het snijden van roestvast staal, vormt een voortdurende milieuoverweging. Geluidsniveaus zijn over het algemeen matig, maar laserveiligheidsprotocollen vereisen strikte naleving om oogletsel te voorkomen.
Waterstraalsnijden produceert minimale luchtverontreiniging, maar genereert aanzienlijke hoeveelheden schurende slurry die op de juiste manier moeten worden afgevoerd. Waterbehandelings- en recyclingsystemen zijn essentieel voor naleving van de milieuwetgeving. Geluidsniveaus zijn hoger dan bij lasersnijden, waardoor gehoorbescherming voor operators vereist is.
Beide processen verbruiken aanzienlijke elektrische energie, waarbij lasersystemen doorgaans 20-100 kW verbruiken en waterstraalsystemen 50-200 kW, afhankelijk van de grootte en configuratie. Overwegingen op het gebied van energie-efficiëntie zijn in het voordeel van lasersnijden voor de meeste toepassingen binnen zijn mogelijkheden.
Veelgestelde vragen
Wat is de maximale dikte die elk proces betrouwbaar kan snijden?
Lasersnijden verwerkt koolstofstaal betrouwbaar tot 40-50 mm en roestvast staal tot 30-40 mm met een goede randkwaliteit. Waterstraalsnijden kan vrijwel elk materiaal tot 200+ mm dikte verwerken met consistente kwaliteit, voornamelijk beperkt door de machinehalsdiepte in plaats van de snijcapaciteit.
Hoe verhoudt de snijsnelheid zich tussen laser en waterstraal voor dikke platen?
Lasersnijden is aanzienlijk sneller voor materialen binnen zijn diktecapaciteit, vaak 3-5 keer sneller dan waterstraalsnijden. Naarmate de dikte de lasergrenzen nadert, neemt het snelheidsvoordeel echter af, terwijl de randkwaliteit verslechtert. Waterstraalsnijden handhaaft consistente snijsnelheden, ongeacht de dikte.
Welk proces biedt een betere maatnauwkeurigheid voor dikke platen?
Waterstraalsnijden levert consistent een superieure maatnauwkeurigheid (±0,05-0,1 mm) met minimale tapsheid over de gehele materiaaldikte. De nauwkeurigheid van lasersnijden neemt af met de dikte als gevolg van thermische effecten en mogelijke tapsheidontwikkeling, en bereikt doorgaans ±0,1-0,3 mm op dikke secties.
Wat zijn de typische kostenverschillen tussen laser- en waterstraalsnijden?
Lasersnijden biedt over het algemeen lagere uurtarieven (€ 45-85 versus € 55-95 voor waterstraalsnijden), maar kan secundaire bewerkingen vereisen. Waterstraalsnijden heeft hogere kosten voor verbruiksartikelen (€ 15-25/uur versus € 2-8/uur), maar heeft zelden extra verwerking nodig. De totale projectkosten zijn afhankelijk van specifieke eisen en onderdeelcomplexiteit.
Hoe beïnvloeden materiaaleigenschappen de processelectie?
Koolstofstaal is in het voordeel bij lasersnijden vanwege de voordelen van de exotherme reactie, terwijl reflecterende materialen (aluminium, koper) en legeringen voor hoge temperaturen (Inconel, gereedschapsstaal) beter presteren met waterstraalsnijden. Roestvast staal kan beide processen gebruiken, waarbij laser snelheid biedt en waterstraal een superieure randkwaliteit levert.
Welke secundaire bewerkingen zijn doorgaans vereist voor elk proces?
Lasergesneden onderdelen vereisen vaak ontbramen, verwijderen van dross en mogelijk warmtebehandeling om HAZ-effecten aan te pakken. Waterstraalonderdelen hebben doorgaans minimale secundaire bewerkingen nodig buiten de standaardreiniging en gaan direct door naar volgende productiestappen zoals lassen of vormen.
Welk proces is beter voor onderdelen die daaropvolgend gelast moeten worden?
Waterstraalsnijden heeft over het algemeen de voorkeur voor onderdelen die gelast moeten worden vanwege de afwezigheid van HAZ en de superieure randkwaliteit. De schone, oxidevrije rand die door waterstraalsnijden wordt geproduceerd, elimineert potentiële lasverontreinigingsbronnen en verkort de voorbereidingstijd voor het lassen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece