K-Factor Uitgelegd: Berekening van Buigtoeslagen voor Precisieplaatwerk
Plaatwerkfabrikanten die werken met toleranties nauwkeuriger dan ±0,25 mm, staan voor een fundamentele uitdaging: het bereiken van precieze buigafmetingen, rekening houdend met de materiaalvervorming tijdens het buigproces. De K-factor dient als de wiskundige brug tussen de ontwikkeling van platte patronen en de uiteindelijke gebogen geometrie, en bepaalt of onderdelen voldoen aan kritische assemblage-eisen of kostbaar afval worden.
Het begrijpen van de K-factorberekening wordt essentieel bij het ontwerpen van beugels, behuizingen en structurele componenten waarbij de nauwkeurigheid van de buiging direct van invloed is op de pasvorm en functie. Deze uitgebreide gids onderzoekt de technische principes, berekeningsmethoden en praktische toepassingen die de precisieplaatwerkfabricage definiëren.
- De K-factor vertegenwoordigt de verhouding van de neutrale aspositie tot de materiaaldikte, meestal variërend van 0,25 tot 0,50 voor gangbare plaatmetalen
- Nauwkeurige berekeningen van de buigtoeslag vereisen de overweging van materiaaleigenschappen, gereedschapsgeometrie en vormparameters
- Precisietoepassingen vereisen empirische K-factorvalidatie door middel van testbuigingen en meetverificatie
- Geavanceerde CAD-systemen integreren K-factordatabases voor geautomatiseerde ontwikkeling van platte patronen
Inzicht in de basisprincipes van de K-factor bij het buigen van plaatwerk
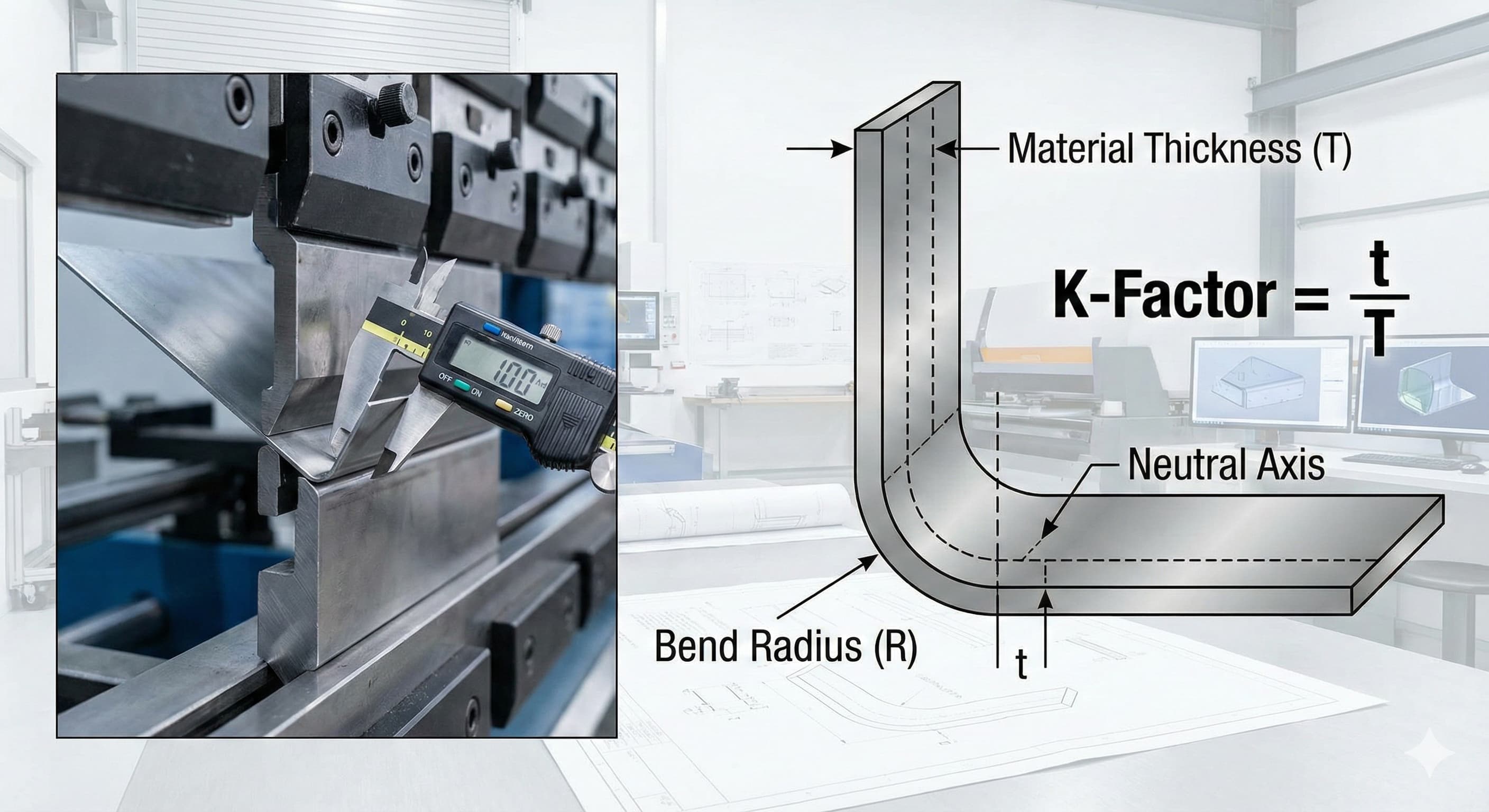
De K-factor kwantificeert de relatie tussen de neutrale as van een materiaal en de dikte ervan tijdens het buigproces. Wanneer plaatwerk wordt gebogen, rekt het buitenoppervlak uit terwijl het binnenoppervlak wordt samengedrukt, waardoor een neutrale as ontstaat waar de materiaallengte constant blijft. Deze neutrale aspositie bepaalt de buigtoeslag die nodig is voor een nauwkeurige ontwikkeling van het platte patroon.
Wiskundig gezien is de K-factor gelijk aan de afstand van de binnenste buigradius tot de neutrale as, gedeeld door de materiaaldikte. Voor een onderdeel met een dikte van 2,0 mm en een neutrale as die zich 0,8 mm van het binnenoppervlak bevindt, berekent de K-factor tot 0,40. Deze dimensieloze waarde blijft relatief consistent voor specifieke materiaal-gereedschapcombinaties.
Materiaaleigenschappen beïnvloeden de K-factorwaarden aanzienlijk. Ductiele materialen zoals aluminium 1100-O vertonen hogere K-factoren (0,45-0,50) als gevolg van een grotere materiaalstroom tijdens het vormen. Omgekeerd vertonen hardere materialen zoals roestvrij staal 304 doorgaans lagere K-factoren (0,30-0,40) vanwege verminderde vervormingseigenschappen.
De gereedschapsgeometrie beïnvloedt ook de K-factorbepaling. Kleinere ponsradii creëren scherpere bochten met lagere K-factoren, terwijl grotere radii geleidelijke vorming met hogere waarden bevorderen. De relatie tussen de ponsradius en de materiaaldikte, uitgedrukt als de R/T-verhouding, biedt een voorlopige richtlijn voor de schatting van de K-factor.
| Materiaalkwaliteit | Typisch K-Factor Bereik | Treksterkte (MPa) | Vormgevingseigenschappen |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Uitstekende vervormbaarheid, hoge ductiliteit |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | Goede vervormbaarheid, matige sterkte |
| Staal 1008/1010 | 0,40 - 0,45 | 320 - 420 | Goede vervormbaarheid, laag koolstofgehalte |
| Roestvrij staal 304 | 0,30 - 0,40 | 515 - 620 | Matige vervormbaarheid, koudversteviging |
| Roestvrij staal 316 | 0,32 - 0,42 | 515 - 670 | Betere vervormbaarheid dan 304 |
Methoden en formules voor de berekening van de buigtoeslag
De buigtoeslag vertegenwoordigt de booglengte van de neutrale as door de buigzone en levert de kritische afmeting voor de ontwikkeling van het platte patroon. De fundamentele formule omvat de buighoek, de binnenradius, de materiaaldikte en de K-factor: BA = (π/180) × (R + K × T) × A, waarbij BA gelijk is aan de buigtoeslag, R de binnenradius vertegenwoordigt, K de K-factor aangeeft, T de materiaaldikte aangeeft en A de buighoek in graden specificeert.
Voor een buiging van 90 graden in 1,5 mm aluminium 6061-T6 met een binnenradius van 3,0 mm en een K-factor van 0,38, levert de berekening op: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Deze buigtoeslagwaarde bepaalt de booglengte die moet worden opgenomen in de ontwikkeling van het platte patroon.
De buigaftrekmethode biedt een alternatieve benadering, waarbij het materiaallengteverschil tussen de gebogen en niet-gebogen toestand wordt berekend. De buigaftrek is gelijk aan 2 × (buitenste setback) - buigtoeslag, waarbij de buitenste setback de afstand van de buiglijn tot het buitenoppervlak vertegenwoordigt. Deze methode is vooral handig voor CAD-systemen en geautomatiseerde nestsoftware.
Geavanceerde toepassingen vereisen mogelijk correctiefactoren voor de buigtoeslag om rekening te houden met terugvering, gereedschapslijtage en materiaalvariaties. Deze correctiefactoren, doorgaans variërend van 0,95 tot 1,05, verfijnen theoretische berekeningen op basis van empirische tests en productie-ervaring.
Berekeningen met meerdere buigingen vereisen een zorgvuldige overweging van de buigvolgorde en de tussenliggende platte lengtes. Elke buiging draagt bij aan zijn individuele toeslag met behoud van de totale afmetingen van het onderdeel. Complexe geometrieën met meerdere buigingen, retouren en offsets vereisen systematische berekeningsmethoden om cumulatieve fouten te voorkomen.
Invloed van materiaaleigenschappen op de selectie van de K-factor
De materiaalvezelstructuur heeft een aanzienlijke invloed op de K-factorbepaling en het buiggedrag. Koudgewalste materialen vertonen directionele eigenschappen met verschillende K-factoren parallel en loodrecht op de walrichting. Aluminium 6061-T6 kan een K-factor van 0,38 parallel aan de vezel en 0,42 loodrecht vertonen, wat oriëntatiespecifieke berekeningen vereist voor kritische toepassingen.
De eigenschappen van koudversteviging beïnvloeden de K-factorstabiliteit tijdens vormbewerkingen. Materialen met hoge koudverstevigingssnelheden, zoals roestvrij staal 301, kunnen K-factorvariaties vertonen, afhankelijk van de buigsterkte en de vormsnelheid. Progressieve versteviging vermindert de materiaalstroom, waardoor de K-factoren effectief worden verlaagd naarmate het buigen vordert.
Oppervlaktecondities en materiaalafwerking beïnvloeden het buiggedrag door middel van wrijvingseffecten en spanningsconcentratie. Materialen met een molenafwerking leveren doorgaans consistente K-factorprestaties, terwijl gecoate of getextureerde oppervlakken mogelijk aanpassingsfactoren vereisen. Voorgelakt staal vertoont vaak iets hogere K-factoren als gevolg van de smerende effecten van de coating.
Diktevariaties binnen standaardtoleranties kunnen de K-factornauwkeurigheid beïnvloeden in precisietoepassingen. Materialen die zijn gespecificeerd als 2,0 mm ±0,1 mm kunnen K-factorvariaties van ±0,02 vertonen, wat mogelijk de uiteindelijke afmetingen van het onderdeel met 0,05 mm of meer kan beïnvloeden in kritische buigzones.
Voor resultaten met hoge precisie, vraag een gratis offerte aan en ontvang binnen 24 uur een prijsopgave van Microns Hub.
| Diktebereik (mm) | Aluminium 6061-T6 K-Factor | Staal 1008 K-Factor | Roestvrij staal 304 K-Factor |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Effecten van gereedschappen en overwegingen bij kantbanken
De neusradius van de stempel beïnvloedt de K-factorwaarden rechtstreeks door het effect ervan op de buigvorming. Scherpe stempels met kleine radii concentreren de spanning en verminderen de materiaalstroom, wat resulteert in lagere K-factoren. Omgekeerd bevorderen grotere stempelradii geleidelijke vorming met hogere K-factoren en een verbeterde oppervlaktekwaliteit.
De breedte van de matrijsopening beïnvloedt de materiaalondersteuning tijdens het buigen, waardoor de spanningsverdeling en de positie van de neutrale as worden beïnvloed. De standaardpraktijk beveelt matrijsopeningen aan van 8 tot 12 keer de materiaaldikte, waarbij bredere openingen hogere K-factoren bevorderen. Smalle matrijzen kunnen bodemeffecten veroorzaken die de berekende K-factoren kunstmatig verlagen.
Bodem- versus luchtbuigtechnieken produceren verschillende K-factorkarakteristieken. Luchtbuigen maakt een natuurlijke materiaalstroom mogelijk met consistente K-factoren over verschillende hoeken, terwijl bodembuigen een gecontroleerde vervorming creëert die hoekspecifieke K-factoraanpassingen vereist. Muntenbewerkingen vertonen doorgaans de laagste K-factoren als gevolg van materiaalcompressie-effecten.
Het tonnage van de kantbank en de vormsnelheid beïnvloeden de materiaalstroom tijdens buigbewerkingen. Onvoldoende tonnage kan resulteren in onvolledige vorming met inconsistente K-factoren, terwijl overmatige kracht materiaalverdunning en veranderde neutrale asposities kan veroorzaken. Optimale vormsnelheden maken een goede materiaalstroom mogelijk zonder spanningsconcentraties te veroorzaken.
Gereedschapslijtage beïnvloedt de buigconsistentie tijdens productieruns. Versleten stempels kunnen iets andere buigradii creëren, waardoor de K-factorberekeningen veranderen. Regelmatige gereedschapsinspectie en vervangingsschema's handhaven de K-factorconsistentie voor precisietoepassingen die precisie CNC-bewerkingsdiensten integratie vereisen.
Empirische K-factorbepaling en testmethoden
Theoretische K-factoren bieden uitgangspunten voor buigberekeningen, maar precisietoepassingen vereisen empirische validatie door middel van systematische tests. Testbuigprocedures omvatten het vormen van voorbeeldonderdelen met bekende afmetingen, het meten van de werkelijke buigresultaten en het berekenen van effectieve K-factoren op basis van de waargenomen geometrie.
De standaard testprocedure begint met het voorbereiden van teststrips van productiemateriaal, doorgaans 150 mm lang en 25 mm breed. Markeer nauwkeurige buiglijnen op 50 mm van elk uiteinde, zodat nauwkeurige meetreferenties worden gegarandeerd. Vorm 90-graden buigingen met behulp van productiegereedschappen en -instellingen, met behoud van consistente vormparameters.
Meetmethoden vereisen precisie-instrumenten met een resolutie van 0,01 mm. Meet de binnenradius met behulp van radiusmeters of optische meetsystemen en controleer de buighoeken met precisiegradenbogen of coördinatenmeetmachines. Bereken de effectieve K-factor door terug te werken van gemeten afmetingen naar theoretische vereisten.
Meerdere testmonsters bieden statistische validatie van de K-factorconsistentie. Minimale steekproefgroottes van 5 stuks per materiaal-gereedschapcombinatie bepalen betrouwbare gemiddelde waarden en variatiebereiken. Documenteer omgevingscondities, materiaallotnummers en gereedschapsidentificatie voor traceerbaarheid.
Productievalidatie omvat het vormen van representatieve onderdelen en het meten van kritische afmetingen ten opzichte van de ontwerpvereisten. Onderdelen die lip- en sleufconstructie vereisen, vereisen bijzondere aandacht voor de nauwkeurigheid van de buiging voor een goede passing.
Geavanceerde K-factortoepassingen in CAD/CAM-systemen
Moderne CAD-systemen integreren uitgebreide K-factordatabases voor geautomatiseerde ontwikkeling van platte patronen. Deze databases bevatten empirisch gevalideerde waarden voor gangbare materiaal-gereedschapcombinaties, waardoor de ontwerptijd wordt verkort en de nauwkeurigheid wordt verbeterd. Toonaangevende softwarepakketten staan aangepaste K-factorinvoer toe voor gespecialiseerde toepassingen.
Parametrische ontwerpmethoden koppelen K-factoren aan materiaaleigenschappen en vormparameters, waardoor automatische updates mogelijk zijn wanneer ontwerpwijzigingen optreden. Feature-based modelleringssystemen herkennen buigfeatures en passen de juiste K-factoren toe op basis van materiaalkeuze en gereedschapsspecificaties.
CAM-integratie breidt K-factortoepassingen uit naar productieplanning en kwaliteitscontrole. CNC-kantbankprogrammering gebruikt K-factorgegevens voor automatische optimalisatie van de buigvolgorde en gereedschapsselectie. Real-time hoekcorrectiesystemen passen de vormparameters aan op basis van K-factorvoorspellingen en meetfeedback.
Simulatiesoftware omvat eindige-elementenanalyse met K-factorvalidatie voor complexe vormbewerkingen. Deze tools voorspellen materiaalgedrag, spanningsverdeling en uiteindelijke geometrie vóór fysieke prototyping. Geavanceerde simulaties houden rekening met materiaal-anisotropie, koudversteviging en gereedschap-onderdeelinteracties.
Gegevensbeheersystemen volgen de K-factorprestaties tijdens productieruns en identificeren trends en optimalisatiemogelijkheden. Statistische procescontroletoepassingen bewaken de buignauwkeurigheid en passen de K-factoren aan voor continue verbetering. Integratie met onze productiediensten zorgt voor consistente kwaliteitscontrole gedurende het hele productieproces.
Kwaliteitscontrole en meetverificatie
Precisieplaatwerktoepassingen vereisen rigoureuze kwaliteitscontroleprocedures om de K-factornauwkeurigheid en buigconformiteit te verifiëren. Statistische bemonsteringsplannen op basis van ISO 2859-1 bieden systematische inspectiemethoden voor productievalidatie. Kritische toepassingen vereisen mogelijk 100% inspectie met geautomatiseerde meetsystemen.
Coördinatenmeetmachines (CMM's) bieden de hoogste nauwkeurigheid voor buigverificatie, met meetonzekerheden onder ±0,005 mm. Optische meetsystemen bieden snelle inspectiemogelijkheden voor productieomgevingen, waarbij snelheid wordt gecombineerd met voldoende nauwkeurigheid voor de meeste toepassingen. Draagbare meetinstrumenten maken in-proces verificatie en snelle feedback mogelijk.
Meet-onzekerheidsanalyse houdt rekening met instrumentbeperkingen, onderdeelvariaties en omgevingsinvloeden. Type A-onzekerheden van statistische analyse van herhaalde metingen worden gecombineerd met Type B-onzekerheden van instrumentspecificaties om het algehele meetvertrouwen te bepalen. Precisietoepassingen vereisen onzekerheidsbudgetten om ervoor te zorgen dat de meetmogelijkheid de vereiste toleranties overschrijdt.
Procesgeschiktheidsstudies evalueren de K-factorconsistentie over langere productieruns. Cp- en Cpk-berekeningen kwantificeren de procesprestaties ten opzichte van specificatielimieten en identificeren verbeteringsmogelijkheden. Controlekaarten bewaken belangrijke parameters en detecteren procesafwijkingen voordat kwaliteitsproblemen zich ontwikkelen.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering zorgen ervoor dat elk project de aandacht voor detail krijgt die het verdient, met uitgebreide kwaliteitsdocumentatie en traceerbaarheid gedurende het hele productieproces.
| Meetmethode | Nauwkeurigheid (mm) | Snelheid | Beste toepassing |
|---|---|---|---|
| CMM | ±0,002 | Langzaam | Kritische afmetingen, kalibratie |
| Optische scanner | ±0,010 | Snel | Productie inspectie |
| Radiusmeters | ±0,025 | Snel | Werkplaats verificatie |
| Schuifmaten | ±0,020 | Snel | Basis maatcontroles |
Kostenoptimalisatie door nauwkeurige K-factortoepassing
Nauwkeurige K-factorbepaling vermindert materiaalverspilling door nauwkeurige ontwikkeling van platte patronen. Overschatte buigtoeslagen creëren overmatig materiaalverbruik, terwijl onderschatte waarden leiden tot korte onderdelen die herwerking of afval vereisen. Een verbetering van 2% in de K-factornauwkeurigheid kan het materiaalverbruik met 1-3% verminderen in complexe onderdelen met meerdere buigingen.
Winst in productie-efficiëntie is het gevolg van een kortere insteltijd en minder iteratieve aanpassingen. Nauwkeurige K-factoren minimaliseren trial-and-error-benaderingen, waardoor het eerste artikel succesvol is en de productie sneller kan worden opgestart. Tijdsbesparingen bij de ontwikkeling van prototypes en de productie-instelling bieden aanzienlijke kostenvoordelen in concurrerende markten.
Gereedschapsoptimalisatie door middel van K-factoranalyse identificeert de meest efficiënte stempel- en matrijscombinaties voor specifieke toepassingen. Standaardisatie op bewezen gereedschapssets met gevalideerde K-factoren vermindert de voorraadvereisten en verbetert de consistentie. Verbeteringen in de levensduur van gereedschappen zijn het gevolg van geoptimaliseerde vormparameters en verminderd overvormen.
Kostenreductie van kwaliteit door preventie van defecten biedt de grootste economische impact. Afvalpercentages onder de 1% worden haalbaar met correct gevalideerde K-factoren, vergeleken met percentages van 5-10% met alleen theoretische waarden. Verminderde inspectievereisten en garantieclaims verbeteren de winstgevendheid verder.
Voordelen in de toeleveringsketen ontstaan door consistente onderdeelkwaliteit en betrouwbare leveringsschema's. Klanten waarderen leveranciers die procesbeheersing en voorspelbare resultaten aantonen. Langdurige partnerschappen ontstaan wanneer aan precisie-eisen consequent wordt voldaan door middel van de juiste K-factortoepassing.
Industriespecifieke K-factorvereisten
Lucht- en ruimtevaarttoepassingen vereisen de hoogste niveaus van K-factorvalidatie en documentatie. AS9100-kwaliteitssystemen vereisen volledige traceerbaarheid van vormparameters en empirische validatie voor vluchtkritische componenten. Materiaalcertificeringen, gereedschapsregistraties en procesparameters moeten statistische controle aantonen voor naleving van de regelgeving.
De productie van medische hulpmiddelen vereist K-factorvalidatie onder de FDA-voorschriften voor kwaliteitssystemen. Biocompatibele materialen zoals titanium Grade 2 en roestvrij staal 316L vereisen een specifieke K-factorbepaling vanwege hun unieke vormeigenschappen. Procesvalidatie omvat worst-case analyse en verificatie van de ontwerpmarge.
Automobieltoepassingen richten zich op consistentie in grote volumes en kostenoptimalisatie. Statistische procescontrolesystemen bewaken de K-factorprestaties over miljoenen onderdelen en identificeren subtiele trends en optimalisatiemogelijkheden. Kwaliteitsovereenkomsten met leveranciers specificeren K-factorvalidatievereisten en doorlopende bewakingsprotocollen.
Elektronica-behuizingen vereisen nauwkeurige K-factoren voor EMI-afschermingseffectiviteit en onderdeelpassing. Dunne materialen (0,5-1,0 mm) met nauwe buigtoleranties dagen traditionele K-factorbenaderingen uit. Speciale aandacht voor PEM-bevestigingsmiddelen integratie vereist gecoördineerde ontwerpbenaderingen.
Architectuur- en constructietoepassingen benadrukken weersbestendigheid en thermische uitzettingsaanpassing. Grote paneelvorming met meerdere buigingen vereist een zorgvuldige K-factorvalidatie om cumulatieve fouten te voorkomen. Overwegingen bij veldassemblage beïnvloeden ontwerpbenaderingen en strategieën voor tolerantietoewijzing.
Veelgestelde vragen
Welke K-factor moet ik gebruiken voor 2 mm aluminium 6061-T6?
Begin voor 2 mm aluminium 6061-T6 met een K-factor van 0,38-0,40 voor luchtbuigbewerkingen. De exacte waarde is afhankelijk van uw stempelradius, matrijsopening en vormsnelheid. Valideer deze eerste schatting door middel van testbuigingen met behulp van uw werkelijke gereedschappen en productieparameters om een optimale nauwkeurigheid te bereiken.
Hoe beïnvloedt de stempelradius de K-factorberekeningen?
Kleinere stempelradii creëren scherpere bochten met lagere K-factoren (0,25-0,35), terwijl grotere radii geleidelijke vorming met hogere K-factoren (0,40-0,50) bevorderen. De relatie volgt de R/T-verhouding - radius gedeeld door dikte. Houd de stempelradius minstens gelijk aan de materiaaldikte voor consistente resultaten en vermijd scheuren.
Kan ik dezelfde K-factor gebruiken voor verschillende buighoeken?
Luchtbuigen handhaaft relatief consistente K-factoren over verschillende hoeken (30-135 graden), waardoor dit de voorkeursmethode is voor onderdelen met variabele geometrie. Bodem- en muntenbewerkingen vereisen mogelijk hoekspecifieke K-factoren vanwege verschillende materiaalstroomkarakteristieken. Valideer kritische hoeken altijd door middel van testonderdelen.
Waarom komen mijn berekende afmetingen niet overeen met de werkelijke gebogen onderdelen?
Dimensionale discrepanties zijn doorgaans het gevolg van het gebruik van theoretische K-factoren in plaats van empirisch gevalideerde waarden, terugveereffecten die niet in de berekeningen zijn verwerkt of inconsistente gereedschapsinstellingen. Meet uw werkelijke binnenradii en buighoeken en bereken vervolgens effectieve K-factoren van echte onderdelen om de nauwkeurigheid te verbeteren.
Hoe vaak moet ik K-factoren in de productie verifiëren?
Verifieer K-factoren maandelijks voor productie in grote volumes, of na eventuele gereedschapswijzigingen, materiaallotwijzigingen of onderhoud aan de apparatuur. Kritische toepassingen vereisen mogelijk dagelijkse verificatie door middel van statistische bemonstering. Houd controlekaarten bij om trends te identificeren en kwaliteitsproblemen te voorkomen voordat ze zich voordoen.
Welke meetnauwkeurigheid is vereist voor K-factorvalidatie?
K-factorvalidatie vereist een meetonzekerheid die minstens 10 keer beter is dan uw uiteindelijke tolerantie-eisen. Gebruik voor onderdelen met ±0,1 mm buigtoleranties instrumenten met een nauwkeurigheid van ±0,01 mm of beter. CMM's bieden de hoogste nauwkeurigheid, terwijl optische scanners een goed compromis bieden tussen snelheid en precisie voor productieomgevingen.
Hoe ga ik om met K-factoren voor aangepaste legeringen of exotische materialen?
Aangepaste legeringen vereisen empirische K-factorbepaling door middel van systematische tests. Begin met waarden voor vergelijkbare basismaterialen en voer vervolgens buigtests uit over uw typische dikte- en radiusbereik. Documenteer materiaaleigenschappen, waaronder treksterkte, rek en koudverstevigingseigenschappen om het K-factor gedrag te voorspellen en procesvensters vast te stellen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece