De Waarheid Over CNC Draadfrezen vs. Tappen voor Gehard Staal
Het produceren van gehard stalen componenten met schroefdraad is een cruciaal beslispunt dat directe invloed heeft op de productiekosten, cyclustijden en de kwaliteit van het onderdeel. Ingenieurs die werken met materialen boven 35 HRC staan voor unieke uitdagingen waarbij traditionele tapmethoden vaak falen, wat leidt tot gebroken gereedschap, afgekeurde onderdelen en productievertragingen.
Belangrijkste punten:
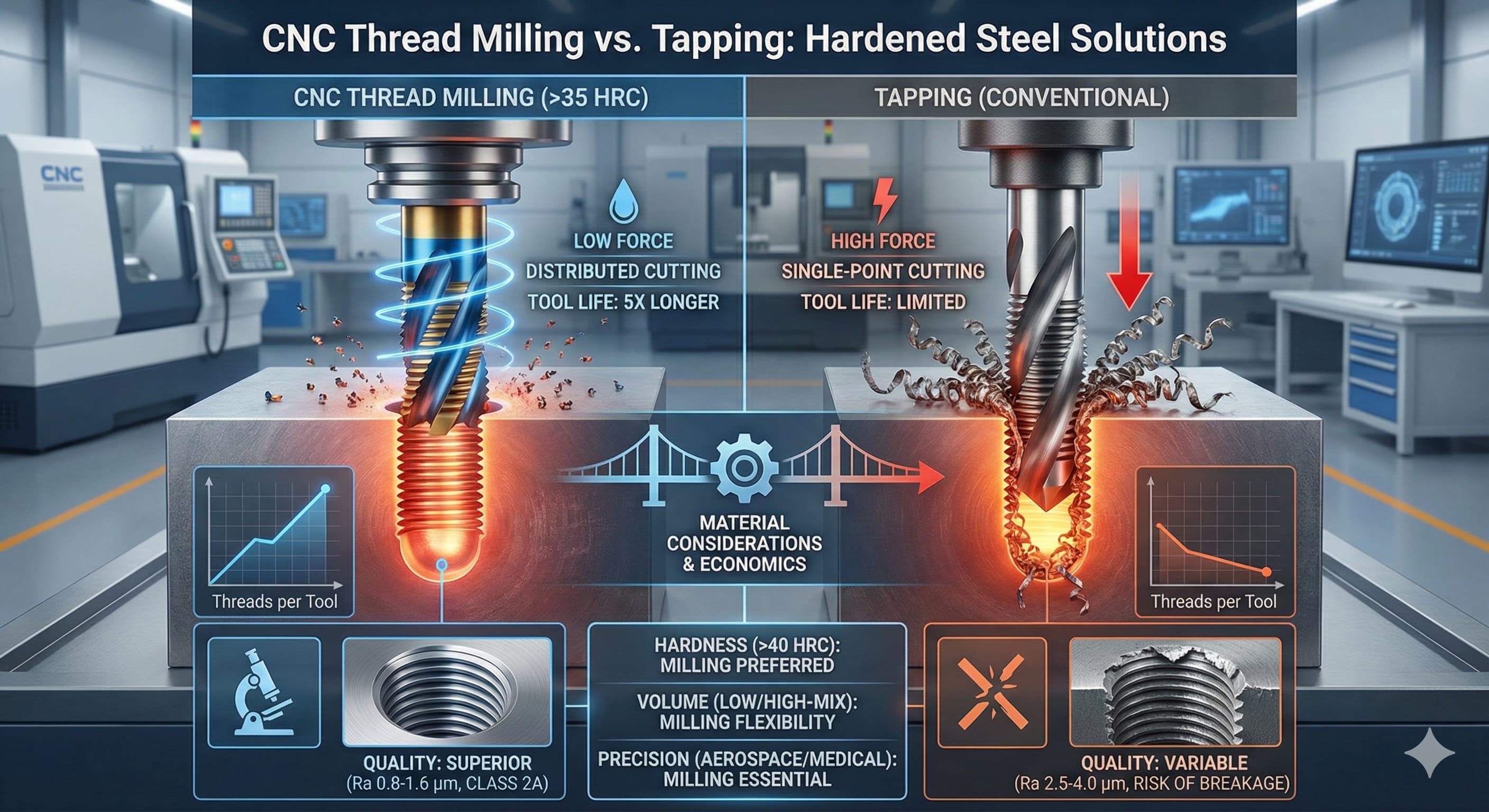
- Draadfrezen levert een 3-5x langere levensduur van het gereedschap in gehard staal boven 40 HRC in vergelijking met conventioneel tappen
- De initiële gereedschapskosten voor draadfrezen zijn 40-60% hoger, maar de ROI wordt bereikt binnen 200-500 schroefdraadgaten
- Tappen blijft kosteneffectief voor zachtere staalsoorten (onder 30 HRC) en productie met hoge volumes
- Draadkwaliteit en geometrische nauwkeurigheid zijn in het voordeel van frezen voor precisietoepassingen die toleranties van klasse 2A of beter vereisen
Inzicht in de fundamentele verschillen
Draadfrezen en tappen vertegenwoordigen fundamenteel verschillende benaderingen voor het creëren van interne schroefdraad in gehard stalen componenten. Tappen is afhankelijk van een enkelpunts snijwerking waarbij de spiraalgroeven van de tap tegelijkertijd het schroefdraadprofiel snijden en vormen door axiale voortbeweging. Dit proces genereert aanzienlijke snijkrachten die geconcentreerd zijn op de punt van het gereedschap, waardoor aanzienlijke spanningsconcentraties ontstaan die problematisch worden in koudverstevigende materialen zoals 17-4 PH roestvrij staal of gereedschapsstaal boven 45 HRC.
Draadfrezen daarentegen maakt gebruik van een meerandsfrees die beweegt in een spiraalvormig interpolatiepatroon rond de omtrek van het gat. Elke snijkant verwijdert een kleine chip tijdens zijn ingreep, waardoor de snijkrachten over meerdere contactpunten worden verdeeld. Deze aanpak vermindert de maximale snijkrachten met 60-70% in vergelijking met tappen, wat vooral gunstig is bij het bewerken van precipitatiegehard staal of doorgeharde componenten.
De kinematische verschillen gaan verder dan de krachtverdeling. Tappen vereist perfecte synchronisatie tussen de spindelrotatie en de voedingssnelheid - elke afwijking resulteert in gescheurde schroefdraad of gereedschapsbreuk. Moderne CNC-controllers bereiken dit door middel van starre tapcycli, maar de beperkingen van de spindelacceleratie/deceleratie zorgen nog steeds voor uitdagingen. Draadfrezen elimineert deze beperking volledig, aangezien het gereedschapspad wordt gegenereerd door geprogrammeerde interpolatie in plaats van mechanische synchronisatie.
Materiaalkeuze voor toepassingen met gehard staal
Geharde staalsoorten reageren verschillend op elk schroefdraadproces op basis van hun metallurgische structuur en koudverstevigende eigenschappen. Doorgeharde gereedschapsstaalsoorten zoals D2 (60-62 HRC) of A2 (58-60 HRC) vormen extreme uitdagingen voor het tappen vanwege hun uniforme hardheidsverdeling en carbidegehalte. Draadfrezen blijkt superieur in deze toepassingen, met een verbetering van de levensduur van het gereedschap tot 400-500% ten opzichte van conventionele tapmethoden.
| Staal kwaliteit | Hardheid (HRC) | Succespercentage tappen | Voordeel draadfrezen | Aanbevolen methode |
|---|---|---|---|---|
| 4140 Gegloeid | 22-25 | 95% | Kosten nadeel | Tappen |
| 4140 Q&T | 28-32 | 85% | Marginaal | Beide methoden |
| 4340 Q&T | 35-40 | 65% | Significant | Draadfrezen |
| 17-4 PH H900 | 40-44 | 45% | Kritiek | Draadfrezen |
| D2 Gereedschapsstaal | 60-62 | 15% | Essentieel | Alleen draadfrezen |
Precipitatiegehard roestvrij staal zoals 15-5 PH en 17-4 PH verdienen speciale aandacht vanwege hun koudverstevigende neigingen. Deze materialen kunnen in hardheid toenemen met 5-8 HRC-punten tijdens de bewerking als de snijparameters ontoereikend zijn. Het tappen van deze materialen resulteert vaak in koudversteviging voor de snijkanten, wat leidt tot voortijdig falen van het gereedschap. De gedistribueerde snijwerking van draadfrezen minimaliseert koudverstevigende effecten met behoud van een consistente draadkwaliteit.
Gevalgeharde componenten vormen een andere unieke uitdaging waarbij de oppervlaktehardheid hoger kan zijn dan 58 HRC, terwijl de kernhardheid 25-30 HRC blijft. De hardheidsgradiënt creëert verschillende snijomstandigheden waarmee tappen moeite hebben om zich aan te passen. Draadfrezen behoudt consistente prestaties in de hele hardheidsovergangszone en produceert een uniforme draadkwaliteit van oppervlak tot kern.
Levensduur van gereedschap en economische analyse
De vergelijking van de levensduur van gereedschap tussen draadfrezen en tappen in gehard staal onthult dramatische verschillen die directe invloed hebben op de fabricage-economie. In doorgehard staal boven 45 HRC produceren kwaliteitstappen doorgaans 15-25 acceptabele schroefdraden voordat ze worden vervangen, terwijl draadfrezen 200-400 schroefdraden kunnen genereren onder gelijkwaardige omstandigheden. Deze 10-15x verbetering van de levensduur van het gereedschap verandert fundamenteel de kostenvergelijking ondanks hogere initiële investeringen in gereedschap.
Neem een praktisch voorbeeld met 100 M8x1.25 schroefdraden in 17-4 PH roestvrij staal (42 HRC). Premium spiraalvormige tappen kosten ongeveer € 35-45 per stuk en produceren 20-30 schroefdraden voordat ze defect raken. Draadfrezen kosten € 120-150, maar genereren 300-500 schroefdraden voordat ze worden vervangen. De gereedschapskosten per schroefdraad zijn 40-50% gunstiger voor frezen, afgezien van secundaire factoren zoals machinestilstand en afvalvermindering.
Cyclustijdanalyse vereist een zorgvuldige afweging van de complexiteit van de installatie en programmering. Tapcycli worden voltooid in 8-15 seconden per schroefdraad, afhankelijk van de diepte en spoed, terwijl draadfrezen 25-45 seconden vereist voor gelijkwaardige kenmerken. Deze vergelijking negeert echter de waarschijnlijkheid van tapbreuk en bijbehorende stilstand. Een enkele gebroken tap kan 30-60 minuten nodig hebben voor extractie en gatreparatie, waardoor elk voordeel in cyclustijd teniet wordt gedaan.
Voor uiterst precieze resultaten, Ontvang binnen 24 uur een gedetailleerde offerte van Microns Hub.
Draadkwaliteit en geometrische nauwkeurigheid
De verschillen in draadkwaliteit tussen frezen en tappen worden uitgesproken in toepassingen met gehard staal, waar snijkrachten en gereedschapdoorbuiging de uiteindelijke geometrie aanzienlijk beïnvloeden. Draadfrezen produceert consistent superieure draadprofielen met variaties in de steekdiameter die doorgaans binnen ±0,025 mm worden gehouden, vergeleken met ±0,050 mm die kan worden bereikt door middel van tappen in geharde materialen.
De kwaliteit van de oppervlakteafwerking is sterk in het voordeel van draadfrezen in toepassingen met gehard staal. De meerdere snijkanten en geoptimaliseerde spaanvorming die kenmerkend zijn voor draadfrezen produceren Ra-waarden van 0,8-1,6 μm, terwijl getapte schroefdraden in vergelijkbare materialen doorgaans Ra-waarden van 2,5-4,0 μm vertonen. Deze verbetering wordt cruciaal in toepassingen die vermoeiingsweerstand of corrosiebestendigheid vereisen, waar onregelmatigheden aan het oppervlak dienen als spanningsconcentratoren of initiatieplaatsen voor spleetcorrosie.
Geometrische nauwkeurigheid gaat verder dan de oppervlakteafwerking en omvat de nauwkeurigheid van de draadvorm en het behoud van de positionele tolerantie. Draadfrezen handhaaft consistente draadhoeken (doorgaans ±0,5°) zelfs in variërende hardheidszones, terwijl getapte schroefdraden variaties van 1-2° kunnen vertonen als tappen doorbuigen onder variërende snijbelastingen. Dit nauwkeurigheidsvoordeel is essentieel in precisieassemblages waar draadinterferentie de assemblagekrachten en de consistentie van de voorspanning van de verbinding beïnvloedt.
Vereisten voor werktuigmachines en overwegingen bij de installatie
De vereisten voor werktuigmachines verschillen aanzienlijk tussen draadfrees- en tapbewerkingen, vooral bij het verwerken van gehard staal. Tappen vereist een stijve spindelconstructie met nauwkeurige synchronisatiemogelijkheden, waardoor toepassingen doorgaans beperkt blijven tot bewerkingscentra met speciale tapcycli en voldoende koppelcapaciteit. De spindelvermogensvereisten voor het tappen van gehard staal overschrijden vaak 5-8 kW voor M10 en grotere schroefdraden vanwege de hoge koppelvereisten.
Draadfrezen stelt andere eisen aan werktuigmachines en vereist nauwkeurige interpolatiemogelijkheden en stabiele snijomstandigheden in plaats van een maximaal koppel. De meeste moderne 3-assige bewerkingscentra kunnen met succes draadfreesbewerkingen uitvoeren, hoewel 5-assige mogelijkheden voordelig worden voor schuine of complexe schroefdraadkenmerken. De spindelsnelheden voor draadfrezen variëren doorgaans van 1.500-4.000 RPM, afhankelijk van de freesdiameter en het materiaal, waardoor er gematigde eisen worden gesteld aan de spindelvermogenssystemen.
De complexiteit van de programmering is een belangrijke overweging voor de implementatie van de productie. Tappen vereist eenvoudige G84- of G74-vaste cycli met minimale programmeercomplexiteit, waardoor het toegankelijk is voor programmeurs op instapniveau. Draadfrezen vereist spiraalvormige interpolatieprogrammering (G02/G03 met gelijktijdige Z-asbeweging) of gespecialiseerde CAM-software met schroefdraadroutines. Deze complexiteit vertaalt zich in een langere programmeertijd en hogere vaardigheidseisen voor installatiepersoneel.
Snijparameters en procesoptimalisatie
Optimale snijparameters voor het maken van schroefdraad in gehard staal variëren aanzienlijk tussen tap- en freesprocessen. De tapparameters worden grotendeels beperkt door de vereisten voor de schroefdraadspoed - een M10x1.5-tap moet 1,5 mm per omwenteling vooruitgaan, ongeacht de materiaaleigenschappen. Deze beperking dwingt compromissen af bij de selectie van de oppervlaktesnelheid, wat vaak resulteert in suboptimale snijomstandigheden voor geharde materialen.
| Procesparameter | Tappen (4340 @ 38 HRC) | Draadfrezen (4340 @ 38 HRC) | Optimalisatie voordeel |
|---|---|---|---|
| Snijsnelheid (m/min) | 8-12 | 80-120 | Draadfrezen |
| Voedingssnelheid (mm/rev) | Vast (spoed) | 0.05-0.15 | Draadfrezen |
| Snijkracht (N) | 800-1,200 | 200-400 | Draadfrezen |
| Gereedschapsingreep | 100% | 15-25% | Draadfrezen |
De parameters voor draadfrezen kunnen onafhankelijk worden geoptimaliseerd voor snijsnelheid, voedingssnelheid en axiale ingreep. Oppervlaktesnelheden van 80-150 m/min zijn haalbaar in gehard staal met behulp van hardmetalen draadfrezen met de juiste coatings, vergeleken met 8-15 m/min die typisch zijn voor tapbewerkingen. Dit snelheidsvoordeel vertaalt zich rechtstreeks in een verbeterde levensduur van het gereedschap door verminderde koudversteviging en betere spaanafvoer.
Het aanbrengen van koelvloeistof is cruciaal voor beide processen, maar brengt verschillende uitdagingen met zich mee. Tappen vereist overvloedige koelvloeistof of toevoer via de spindel om spaanophoping te voorkomen en voldoende smering te bieden. Draadfrezen profiteert van het aanbrengen van nevelkoelvloeistof die de spaanafvoer niet belemmert en tegelijkertijd thermische controle en een langere levensduur van het gereedschap biedt.
Kostenanalyse: Initiële investering versus operationele economie
De economische vergelijking tussen draadfrezen en tappen in toepassingen met gehard staal vereist een analyse van meerdere kostencategorieën, waaronder gereedschap, machinetijd, kwaliteitskosten en secundaire bewerkingen. De initiële investering in gereedschap is sterk in het voordeel van tappen, waarbij premium tappen € 35-60 kosten vergeleken met € 120-200 voor gelijkwaardige draadfrezen. Deze analyse verandert echter drastisch als rekening wordt gehouden met de levensduur van het gereedschap en de totale kosten per schroefdraad.
De analyse van de operationele kosten moet rekening houden met de waarschijnlijkheid van tapbreuk en de bijbehorende herstelkosten. Het verwijderen van gebroken tappen in componenten van gehard staal vereist vaak elektrische ontladingsbewerking (EDM) of gespecialiseerd verwijderingsgereedschap, met kosten die oplopen tot € 200-500 per incident, inclusief arbeid en mogelijk afval. Draadfrezen elimineert vrijwel het risico op breuk als gevolg van lagere snijkrachten en superieure spaanafvoer.
De kwaliteitskosten zijn aanzienlijk in het voordeel van draadfrezen in toepassingen met gehard staal. Verbeterde draadgeometrie en oppervlakteafwerking verminderen de kans op assemblageproblemen, kruisdraad of voortijdig falen van de verbinding. Deze kwaliteitsverbeteringen vertalen zich in lagere garantie kosten en een hogere klanttevredenheid, hoewel kwantificering een toepassingsspecifieke analyse vereist.
Wanneer u bestelt bij Microns Hub, profiteert u van directe relaties met fabrikanten die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak zorgen ervoor dat elk project de aandacht voor detail krijgt die nodig is voor optimale schroefdraadoplossingen in componenten van gehard staal.
Toepassingsspecifieke aanbevelingen
Lucht- en ruimtevaarttoepassingen met precipitatiegehard roestvrij staal of titaniumlegeringen zijn sterk in het voordeel van draadfrezen vanwege de koudverstevigende eigenschappen van het materiaal en de strenge kwaliteitseisen. Componenten zoals landingsgestelassemblages, motorsteunen en structurele fittingen vereisen een draadkwaliteit die consistent voldoet aan de specificatie-eisen of deze overtreft. De superieure geometrische nauwkeurigheid en oppervlakteafwerking die worden bereikt door middel van draadfrezen rechtvaardigen de extra cyclustijd in deze kritieke toepassingen.
Automobieltoepassingen presenteren meer genuanceerde selectiecriteria waarbij het productievolume en de kritikaliteit van de component de processelectie beïnvloeden. Transmissiecomponenten of motorblokken met een hoog volume kunnen het tappen rechtvaardigen voor schroefdraden in doorgeharde gebieden onder 35 HRC, terwijl speciale componenten met een laag volume profiteren van de flexibiliteit en kwaliteitsvoordelen van draadfrezen. De mogelijkheid om meerdere schroefdraadmaten te produceren met een enkele draadfrees biedt aanzienlijke voordelen in productieomgevingen met een laag volume en een hoge mix.
De productie van medische hulpmiddelen, met name orthopedische implantaten en chirurgische instrumenten, vereist draadfrezen voor biocompatibele materialen zoals 17-4 PH roestvrij staal of titaniumlegeringen. De superieure oppervlakteafwerking en geometrische nauwkeurigheid hebben een directe invloed op de prestaties en levensduur van het apparaat. Het vermogen van draadfrezen om een consistente kwaliteit te behouden in variërende hardheidszones is essentieel in componenten die uitgebreide warmtebehandeling of oppervlaktemodificatieprocessen vereisen.
Voor fabrikanten die op zoek zijn naar uitgebreide oplossingen die verder gaan dan schroefdraadbewerkingen, kunnen plaatbewerkingsdiensten geïntegreerde fabricagemethoden bieden die de algehele componentproductie optimaliseren. Evenzo omvatten onze fabricagediensten het complete scala aan processen die vereist zijn voor complexe componenten van gehard staal.
Integratie met geavanceerde fabricageprocessen
De integratie van draadfrezen met geavanceerde fabricageprocessen zoals aangedreven gereedschapsbewerkingen biedt aanzienlijke voordelen bij de fabricage van complexe componenten. Meerassige bewerkingscentra kunnen draai-, frees- en schroefdraadbewerkingen combineren in enkele opstellingen, waardoor de handlingstijd wordt verkort en de geometrische relaties tussen kenmerken worden verbeterd. Deze integratie is vooral waardevol in componenten van gehard staal waar meerdere opstellingen het risico op koudversteviging en dimensionale variatie vergroten.
Harddraaibewerkingen gevolgd door draadfrezen vertegenwoordigen een opkomende benadering voor componenten die uitgebreide bewerking in geharde toestand vereisen. Deze volgorde minimaliseert de vervorming van de warmtebehandeling met behoud van een superieure draadkwaliteit in vergelijking met bewerking voor het harden en de daaropvolgende warmtebehandeling. De combinatie is vooral effectief voor componenten die geometrische toleranties vereisen die strakker zijn dan haalbaar door middel van conventionele warmtebehandeling en slijpsequenties.
De integratie van additieve fabricage vertegenwoordigt een toekomstige mogelijkheid waarbij draadfrezen een superieure draadkwaliteit biedt in vergelijking met as-printed schroefdraden. Componenten die worden geproduceerd door middel van selectief lasersmelten (SLM) of elektronenbundelsmelten (EBM) vereisen vaak nabewerking voor kritieke schroefdraadkenmerken. Draadfrezen is beter geschikt voor de variërende oppervlakteomstandigheden en materiaaleigenschappen die kenmerkend zijn voor additief vervaardigde componenten dan conventionele tapmethoden.
Toekomstige trends en technologische ontwikkeling
Opkomende gereedschapscoatingtechnologieën blijven de prestaties van draadfrezen in toepassingen met gehard staal verbeteren. Geavanceerde coatingsystemen zoals AlCrN en diamantachtige koolstof (DLC) bieden een verbeterde slijtvastheid en verminderde wrijvingscoëfficiënten, waardoor de levensduur van het gereedschap met nog eens 30-50% wordt verlengd in vergelijking met conventionele TiAlN-coatings. Deze ontwikkelingen versterken de economische voordelen van draadfrezen in veeleisende toepassingen verder.
Adaptieve bewerkingstechnologieën die de snijkrachten bewaken en parameters automatisch aanpassen, zijn veelbelovend voor draadfreestoepassingen. Deze systemen kunnen koudverstevigende omstandigheden of gereedschapslijtage detecteren en de snijparameters in realtime aanpassen om optimale prestaties te behouden. Dergelijke mogelijkheden zijn vooral waardevol in toepassingen met gehard staal waar de materiaaleigenschappen binnen afzonderlijke componenten kunnen variëren.
Snel draadfrezen vertegenwoordigt een opkomende trend waarbij snijsnelheden van 200-300 m/min haalbaar worden door middel van gespecialiseerd gereedschap en werktuigmachineontwerpen. Deze ontwikkelingen beloven het cyclustijdsnadeel dat traditioneel wordt geassocieerd met draadfrezen te elimineren met behoud van superieure draadkwaliteit en levensduurkenmerken van het gereedschap.
Veelgestelde vragen
Welke hardheidsdrempel maakt draadfrezen kosteneffectiever dan tappen in staal?
Het omslagpunt ligt doorgaans rond de 32-35 HRC, waar de tapbreuksnelheden aanzienlijk beginnen te stijgen, terwijl de prestaties van de draadfrees stabiel blijven. Boven 40 HRC wordt draadfrezen in de meeste toepassingen economisch superieur vanwege de aanzienlijk verbeterde levensduur van het gereedschap en de verminderde afvalsnelheden.
Kan draadfrezen schroefdraden produceren volgens dezelfde nauwkeurigheidsnormen als tappen?
Draadfrezen produceert consistent een superieure nauwkeurigheid in vergelijking met tappen in gehard staal, met steekdiametertoleranties die doorgaans 40-50% strakker zijn. Verbeteringen in de oppervlakteafwerking van 50-60% komen vaak voor, waardoor draadfrezen de voorkeur geniet voor precisietoepassingen die klasse 2A-passing of beter vereisen.
Hoe beïnvloedt de complexiteit van de programmering de implementatie van draadfrezen?
Moderne CAM-software heeft de zorgen over de complexiteit van de programmering grotendeels weggenomen door middel van gespecialiseerde schroefdraadroutines en geautomatiseerde gereedschapspadgeneratie. De insteltijd neemt toe met ongeveer 15-20% in vergelijking met tappen, maar deze investering wordt terugverdiend binnen de eerste paar productieonderdelen door verbeterde kwaliteit en minder afval.
Welke aanpassingen aan de werktuigmachine zijn vereist voor het draadfrezen van gehard staal?
De meeste bestaande 3-assige bewerkingscentra kunnen draadfrezen zonder aanpassingen uitvoeren, mits ze voldoende spindelvermogen hebben (doorgaans minimaal 3-5 kW) en spiraalvormige interpolatiemogelijkheden. Toevoer van koelvloeistof via de spindel is, hoewel gunstig, niet verplicht voor succesvolle draadfreesbewerkingen.
Hoe verschillen de eisen aan de snijvloeistof tussen draadfrezen en tappen?
Draadfrezen vereist doorgaans een minder agressieve koelvloeistoftoevoer dan tappen, waarbij nevelkoelvloeistof vaak voldoende is voor de meeste toepassingen. Tappen vereist overvloedige koelvloeistof of toevoer via de spindel om spaanophoping te voorkomen en voldoende smering te bieden in de beperkte snijzone.
Welke schroefdraadmaten zijn in het voordeel van elk proces in toepassingen met gehard staal?
Draadfrezen vertoont toenemende voordelen naarmate de schroefdraadmaat toeneemt, waarbij M6 en grotere schroefdraden doorgaans de voorkeur geven aan frezen in gehard staal. Kleinere schroefdraden (M3-M5) kunnen nog steeds het tappen rechtvaardigen in matig harde materialen (30-35 HRC), afhankelijk van het productievolume en de kwaliteitseisen.
Hoe beïnvloedt de batchgrootte de economische vergelijking tussen processen?
Productie met een hoog volume (>10.000 stuks per jaar) kan het tappen rechtvaardigen voor matig hard staal vanwege snellere cyclustijden, terwijl productie met een laag volume en een hoge mix sterk in het voordeel is van de flexibiliteit en kwaliteitsconsistentie van draadfrezen. Het omslagpunt varieert met de materiaalhardheid en schroefdraadspecificaties.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece