5-Assen vs. 3-Assen CNC Frezen: Wanneer de Extra Kosten Zich Terugverdienen
De beslissing tussen 3-assen en 5-assen CNC frezen vertegenwoordigt een van de meest cruciale kapitaalinvesteringskeuzes in de moderne productie. Hoewel 3-assen machines het grootste deel van de productie-eisen aankunnen, ontsluiten 5-assen systemen geometrische mogelijkheden die uw productiecapaciteiten kunnen transformeren - maar alleen wanneer ze correct worden gerechtvaardigd door specifieke onderdeelvereisten en productievolumes.
Belangrijkste punten:
- 5-assen bewerking vermindert de insteltijd met tot wel 75% voor complexe geometrieën, terwijl toleranties van ±0,02 mm worden gehandhaafd
- Break-even analyse geeft doorgaans de voorkeur aan 5-assen voor onderdelen die meer dan 3 instellingen of samengestelde hoeken van meer dan 30° vereisen
- Verbeteringen in de toegankelijkheid van gereedschappen in 5-assen systemen kunnen de bewerkingstijd met 40-60% verminderen op ruimtevaart- en medische componenten
- Initiële investeringspremie van €200.000-500.000 voor 5-assen betaalt zich terug wanneer de jaarlijkse productie meer dan 500 complexe onderdelen bedraagt
De Fundamentele Verschillen Begrijpen
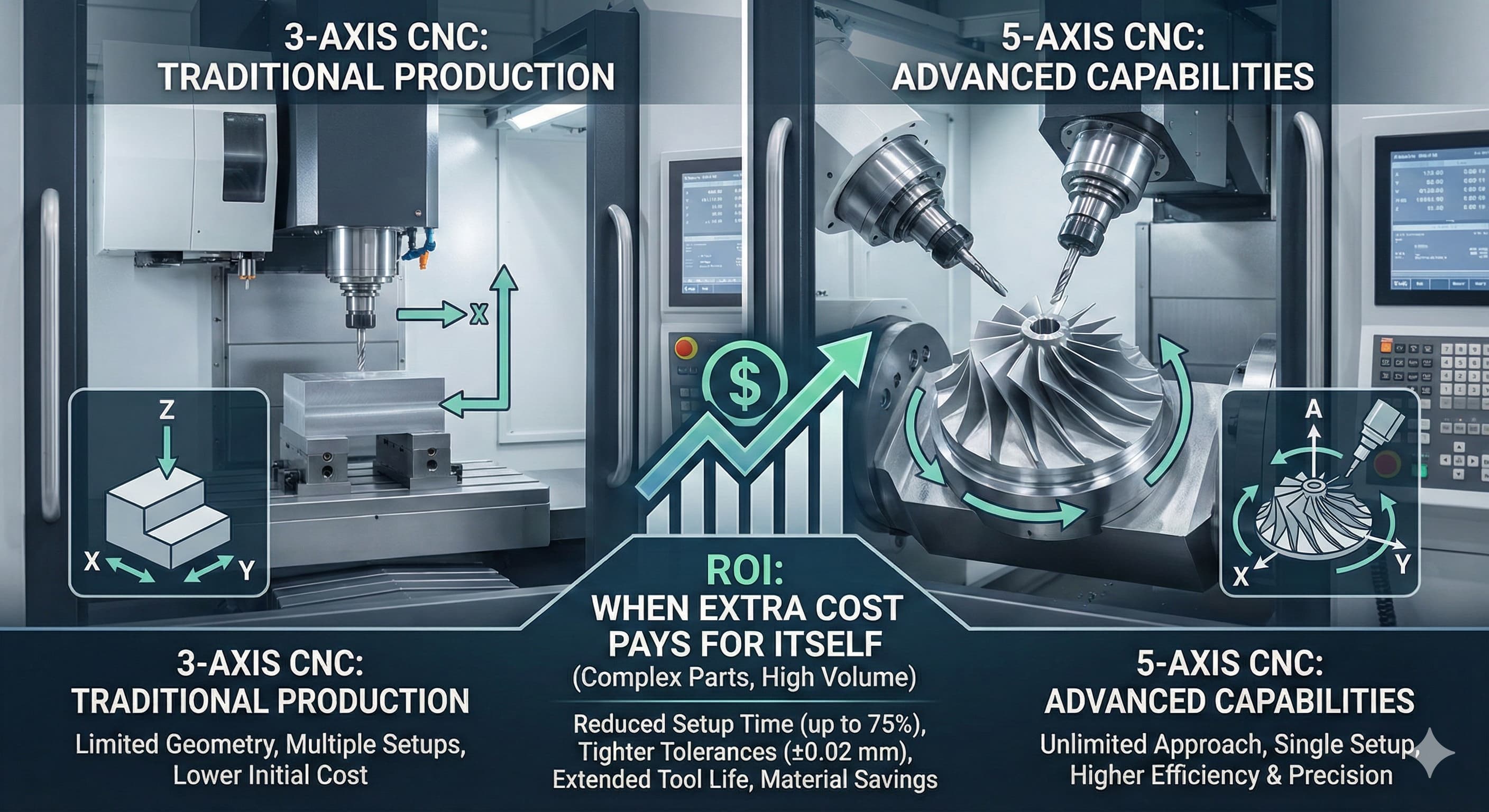
Traditionele 3-assen CNC machines werken langs drie lineaire assen: X (links-rechts), Y (voor-achter) en Z (omhoog-omlaag). Het werkstuk blijft stationair terwijl het snijgereedschap in deze drie richtingen beweegt, waardoor een rechthoekige werkomgeving ontstaat. Deze configuratie behandelt ongeveer 80% van de algemene bewerkingseisen effectief, inclusief vlakfrezen, boren en eenvoudige contourbewerkingen.
5-assen bewerking introduceert twee extra rotatieassen, typisch aangeduid als A- en B-assen. De A-as draait rond de X-as, terwijl de B-as draait rond de Y-as, hoewel fabrikanten in plaats daarvan een C-as rotatie rond de Z-as kunnen implementeren. Deze configuratie stelt het snijgereedschap in staat om het werkstuk vanuit vrijwel elke hoek te benaderen, waardoor veel geometrische beperkingen die inherent zijn aan 3-assen systemen worden geëlimineerd.
Het cruciale onderscheid ligt niet alleen in het aantal assen, maar in de toegankelijkheid. 5-assen systemen kunnen complexe functies in één enkele instelling bewerken die meerdere bewerkingen, opspanningen en potentiële nauwkeurigheidscompromissen op 3-assen apparatuur zou vereisen. Deze mogelijkheid wordt essentieel bij het omgaan met ruimtevaartcomponenten, medische implantaten of complexe matrijsgeometrieën waar functie relaties precieze toleranties moeten behouden.
Vergelijking van Technische Mogelijkheden
| Mogelijkheid | 3-assige CNC | 5-assige CNC |
|---|---|---|
| Maximale gereedschapshoeken | Alleen loodrecht op het oppervlak van het onderdeel | Onbeperkte aanvalshoeken |
| Setup-reducties | Meerdere setups vereist | Tot 75% reductie in setups |
| Ondersnijdingsbewerking | Onmogelijk zonder gespecialiseerd gereedschap | Directe toegankelijkheid |
| Oppervlaktekwaliteit | Ra 0,8-3,2 μm typisch | Ra 0,4-1,6 μm haalbaar |
| Programmeercomplexiteit | Gemiddeld | Hoog (CAM-expertise vereist) |
| Tolerantiecapaciteit | ±0,05 mm standaard | ±0,02 mm haalbaar |
Wanneer een 5-Assen Investering Financieel Zinvol Is
De economische rechtvaardiging voor 5-assen bewerkingscentra hangt sterk af van de complexiteit van het onderdeel, de productievolumes en de materiaalkosten. Onze analyse bij Microns Hub onthult verschillende belangrijke scenario's waarin de extra investering zich binnen 18-24 maanden terugbetaalt.
Onderdelen die samengestelde hoeken vereisen van meer dan 30° ten opzichte van loodrecht, vertegenwoordigen uitstekende kandidaten voor 5-assen verwerking. Traditionele 3-assen bewerking van dergelijke functies vereist vaak aangepaste opspanningen, gereedschappen met verlengd bereik of meerdere instellingen - elk introduceert potentiële nauwkeurigheidsdegradatie en verhoogde cyclustijden. Een typische ruimtevaarthoeksteun met schuine montageoppervlakken kan 6-8 bewerkingen vereisen op 3-assen apparatuur versus 2-3 bewerkingen op een 5-assen systeem.
Diepe holte bewerking vormt een andere overtuigende use case. Medische apparaatbehuizingen, spuitgietmatrijskernen en turbinecomponenten hebben vaak diepe zakken met dunne wanden waar gereedschapsdoorbuiging cruciaal wordt. 5-assen systemen maken kortere, meer stijve gereedschappen mogelijk door functies vanuit optimale hoeken te benaderen, waardoor trillingen worden verminderd en wanddikte overwegingen voor bewerkingsstabiliteit worden verbeterd.
Materiaalkosten beïnvloeden de economische vergelijking aanzienlijk. Bij het bewerken van dure legeringen zoals Inconel 718 (€45-60 per kg) of titanium Ti-6Al-4V (€35-50 per kg), rechtvaardigt de schrotreductie die wordt bereikt door bewerking met één instelling snel de 5-assen premie. Overweeg een titanium ruimtevaartcomponent waarbij een bewerkingsfout in de laatste bewerking van een 4-staps reeks €500 aan materiaal en 8 uur machinetijd verschroot.
Insteltijd en Nauwkeurigheidsanalyse
Insteltijdreductie vertegenwoordigt een van de meest kwantificeerbare voordelen van 5-assen bewerking. Elke herpositionering van het werkstuk introduceert potentiële fouten door beperkingen in de herhaalbaarheid van de opspanning, typisch ±0,02-0,05 mm, afhankelijk van de kwaliteit van de opspanning en de vaardigheid van de operator. Deze geaccumuleerde toleranties kunnen snel uw toegestane foutenbudget op precisiecomponenten verbruiken.
Een uitgebreide studie van onze productiegegevens toont gemiddelde insteltijden van 45-90 minuten voor complexe 3-assen bewerkingen versus 15-30 minuten voor equivalente 5-assen bewerkingen. Belangrijker nog, de eliminatie van meerdere instellingen verwijdert cumulatieve positioneringsfouten, waardoor strakkere algemene toleranties mogelijk zijn. Onderdelen die een geometrische tolerantie van ±0,025 mm vereisen op functies die in verschillende instellingen zijn bewerkt, blijken vaak onmogelijk consistent te bereiken op 3-assen apparatuur.
Datums en referentieoppervlakken behouden hun relaties gedurende 5-assen bewerkingen, waardoor de tolerantie-opbouw die inherent is aan processen met meerdere instellingen wordt geëlimineerd. Dit voordeel wordt cruciaal in industrieën zoals de lucht- en ruimtevaart, waar geometrische dimensionering en tolerantie (GD&T) vereisten volgens ASME Y14.5 normen nauwkeurige controle van functie relaties vereisen.
Voor uiterst precieze resultaten,Vraag binnen 24 uur een offerte aan bij Microns Hub.
Levensduur van Gereedschap en Overwegingen voor Oppervlakteafwerking
5-assen bewerking maakt optimale gereedschapsingrijphoeken mogelijk die de levensduur van het gereedschap aanzienlijk kunnen verlengen en tegelijkertijd de kwaliteit van de oppervlakteafwerking kunnen verbeteren. Door een constante spaanbelasting te handhaven en ongunstige snijomstandigheden te vermijden, bereiken 5-assen bewerkingen vaak een 25-40% langere levensduur van het gereedschap in vergelijking met equivalente 3-assen processen.
De mogelijkheid om de spil te kantelen maakt een optimale spaanafvoer mogelijk, wat vooral cruciaal is bij het bewerken van diepe functies of het werken met materialen die lange, draderige spanen produceren, zoals austenitische roestvrijstalen. Een goede spaanafvoer voorkomt opnieuw snijden, wat de oppervlakteafwerking aantast en de gereedschapsslijtage versnelt.
De reductie van de schulphoogte door geoptimaliseerde gereedschapspaden vertegenwoordigt een ander significant voordeel. 5-assen systemen kunnen consistente stapoverafstanden en optimale snijhoeken over complexe oppervlakken handhaven, waardoor de variabele schulphoogtes die gebruikelijk zijn bij 3-assen afwerkingsgangen worden geëlimineerd. Deze mogelijkheid elimineert vaak secundaire afwerkingsbewerkingen, waardoor zowel tijd als arbeidskosten worden bespaard.
| Oppervlakteafwerking Toepassing | 3-assige capaciteit | 5-assige capaciteit | Verbeteringsfactor |
|---|---|---|---|
| Ruimtevaartoppervlakken (Ra) | 1,6-3,2 μm | 0,8-1,6 μm | 50-75% verbetering |
| Medische implantaten (Ra) | 0,8-1,6 μm | 0,4-0,8 μm | 50% verbetering |
| Matrijsoppervlakken (Ra) | 0,4-0,8 μm | 0,2-0,4 μm | 50% verbetering |
| Algemene componenten (Ra) | 3,2-6,4 μm | 1,6-3,2 μm | 50% verbetering |
Materiaalspecifieke Voordelen
Verschillende materialen reageren op unieke wijze op 5-assen bewerkingsstrategieën. Titaniumlegeringen, berucht om koudversteviging en slechte thermische geleidbaarheid, profiteren aanzienlijk van de consistente gereedschapsingreep die mogelijk is met 5-assen systemen. Het handhaven van optimale snijsnelheden en voedingen gedurende complexe gereedschapspaden voorkomt koudversteviging die kan optreden tijdens conventionele 3-assen bewerkingen met variërende ingrijpomstandigheden.
Aluminiumlegeringen, hoewel over het algemeen gemakkelijker te bewerken, bereiken superieure oppervlakteafwerkingen door 5-assen verwerking als gevolg van verbeterde spaanafvoer en consistente snijkrachten. Dit blijkt vooral waardevol voor ruimtevaarttoepassingen waar de oppervlaktekwaliteit de vermoeiingslevensduur direct beïnvloedt. Onze precisie CNC bewerkingsdiensten bereiken regelmatig Ra-waarden van 0,4 μm op aluminium componenten door geoptimaliseerde 5-assen strategieën.
Geharde staalsoorten en superlegeringen vormen extreme uitdagingen voor elk bewerkingsproces, maar 5-assen systemen maken het gebruik mogelijk van gespecialiseerde gereedschapspaden en snijparameters die onmogelijk zouden zijn met 3-assen apparatuur. Trochoïdale freesstrategieën, adaptieve clearing en bewerking met constante oppervlaktesnelheid worden praktische opties in combinatie met onbeperkte gereedschapsbenaderingshoeken.
Programmering en Vaardigheidseisen voor Operators
De verfijning van 5-assen bewerking vereist overeenkomstige toenames in programmeerexpertise en vaardigheidsniveaus van operators. CAM-programmering voor 5-assen vereist inzicht in het vermijden van gereedschapsbotsingen, ascoördinatie en geavanceerde gereedschapspadstrategieën. De programmeertijd neemt doorgaans met 200-300% toe in vergelijking met equivalente 3-assen bewerkingen, hoewel deze overhead snel wordt afgeschreven over productieruns.
Operators moeten inzicht hebben in machinekinematica, relaties tussen coördinatensystemen en geavanceerde werkstukopspantechnieken. De complexiteit van 5-assen instellingen vereist hogere vaardigheidsniveaus, doorgaans 6-12 maanden gespecialiseerde training voor ervaren 3-assen operators. Eenmaal gevestigd, vereisen 5-assen bewerkingen echter vaak minder hands-on interventie vanwege de verminderde instelfrequentie.
Moderne CAM-systemen zoals Mastercam, PowerMill en NX hebben de toegankelijkheid van 5-assen programmering aanzienlijk verbeterd door geautomatiseerde botsingsdetectie, geoptimaliseerde gereedschapspadgeneratie en simulatiemogelijkheden. Niettemin blijft de leercurve aanzienlijk en moet deze worden meegenomen in de implementatieplanning.
Onderhoud en Operationele Complexiteit
5-assen machines omvatten inherent complexere mechanische systemen, met extra rotatieassen, lagers en aandrijfsystemen die onderhoud vereisen. Preventieve onderhoudskosten zijn doorgaans 15-25% hoger dan equivalente 3-assen systemen vanwege de extra componenten en kalibratie-eisen.
Kalibratieprocedures voor 5-assen machines vereisen gespecialiseerde apparatuur en expertise. R-Test ballen, laserinterferometrie en coördinatenmeetmachines worden essentieel voor het handhaven van nauwkeurigheidsnormen. Jaarlijkse kalibratiekosten variëren van €3.000-8.000, afhankelijk van de machinegrootte en nauwkeurigheidseisen.
De verminderde instelfrequentie bij 5-assen bewerkingen kan echter de algehele onderhoudseisen in high-volume toepassingen daadwerkelijk verminderen. Minder onderdeelwisselingen betekenen minder slijtage aan spindeltrekstangen, gereedschapswisselaars en werkstukopspansystemen. Het netto-effect varieert per toepassing, maar geeft over het algemeen de voorkeur aan 5-assen systemen in productieomgevingen.
Kosten-Batenanalyse Kader
Het ontwikkelen van een uitgebreide kosten-batenanalyse vereist het onderzoeken van meerdere kostencentra en batenstromen. Initiële kapitaalkosten voor 5-assen systemen variëren doorgaans van €300.000-800.000 voor machines van productiekwaliteit, vergeleken met €100.000-300.000 voor equivalente 3-assen systemen.
| Kostenfactor | 3-assige jaarlijkse impact | 5-assige jaarlijkse impact | Verschil |
|---|---|---|---|
| Setup-arbeid (500 onderdelen/jaar) | €25.000 | €8.000 | €17.000 besparing |
| Schrootreductie | Baseline | €15.000 besparing | €15.000 besparing |
| Programmeer kosten | €12.000 | €18.000 | €6.000 extra |
| Onderhoud | €8.000 | €10.000 | €2.000 extra |
| Verbeteringen in gereedschapslevensduur | Baseline | €12.000 besparing | €12.000 besparing |
| Netto jaarlijks voordeel | - | - | €36.000 |
Deze analyse suggereert een terugverdientijd van 5-7 jaar op de incrementele investering, uitgaande van typische productievolumes en complexiteitsniveaus. Hogere volumes, complexere onderdelen of dure materialen kunnen de terugverdientijd verkorten tot 2-3 jaar.
Integratie met Multi-Assen Systemen
Moderne productie profiteert vaak van het integreren van 5-assen frezen met andere geavanceerde technologieën.Aangedreven gereedschapsdraaibanken die draai- en freesbewerkingen combineren kunnen synergetisch werken met 5-assen systemen om complete onderdeelverwerking in minimale instellingen aan te kunnen.
Draai-freescentra met 5-assen mogelijkheden vertegenwoordigen het ultieme in instelreductie, waardoor complete onderdeelverwerking van stafmateriaal of gietstuk tot afgewerkt component mogelijk is. Hoewel de investeringsniveaus €800.000-1.500.000 bereiken, rechtvaardigt de mogelijkheid om complexe onderdelen in enkele bewerkingen te produceren de kosten voor geschikte toepassingen.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering betekent dat elk project de aandacht voor detail krijgt die het verdient, of het nu gaat om 3-assen of 5-assen bewerkingsstrategieën.
Het beslissingskader moet ook rekening houden met toekomstige trends in onderdeelcomplexiteit. Industrieën die evolueren naar lichtere, complexere geometrieën - zoals vervangingsonderdelen voor additieve productie of topologie-geoptimaliseerde ontwerpen - vereisen in toenemende mate 5-assen mogelijkheden. Investeren in 5-assen systemen positioneert fabrikanten voor evoluerende markteisen in plaats van simpelweg de huidige eisen aan te pakken.
ROI Berekeningsmethodologie
Nauwkeurige ROI-berekening voor 5-assen investeringen vereist een gedetailleerde analyse van de huidige productiekosten versus de verwachte 5-assen kosten. Belangrijke variabelen zijn de instelarbeidstarieven (doorgaans €45-65 per uur in Europese markten), schrotpercentages, cyclustijdreducties en kwaliteitsverbeteringen.
Overweeg een typische ruimtevaarthoeksteun die 4 instellingen vereist op 3-assen apparatuur versus 1 instelling op 5-assen. Alleen al de besparingen op instelarbeid bedragen €135-195 per onderdeel, terwijl schrotreductie door verwerking met één instelling €300-500 per onderdeel kan besparen op dure materialen. Deze besparingen stapelen zich snel op over productievolumes.
Cyclustijdverbeteringen variëren aanzienlijk per onderdeelgeometrie, maar variëren doorgaans van 20-60% voor complexe onderdelen. Een component met een totale cyclustijd van 8 uur op 3-assen apparatuur kan in 5-6 uur worden voltooid op 5-assen systemen door geoptimaliseerde gereedschapspaden en verminderde handlingstijd.
Kwaliteitsverbeteringen, hoewel moeilijker te kwantificeren, bieden vaak de meest significante waarde op lange termijn. Verminderde schrotpercentages, eliminatie van secundaire bewerkingen en verbeterde klanttevredenheid rechtvaardigen 5-assen investeringen, zelfs wanneer directe kostenbesparingen marginaal lijken. Onze uitgebreide productiediensten portfolio laat zien hoe 5-assen mogelijkheden ons in staat stellen om steeds complexere klanteisen aan te kunnen, terwijl we concurrerende prijzen handhaven.
Implementatiestrategie en Tijdslijn
Succesvolle 5-assen implementatie vereist zorgvuldige planning en gefaseerde uitvoering. De typische tijdslijn omvat 12-18 maanden vanaf de aankoopbeslissing tot de volledige productiecapaciteit, inclusief apparatuurlevering, installatie, operator training en procesoptimalisatie.
Fase 1 omvat de selectie van apparatuur en de voorbereiding van de faciliteit. 5-assen machines vereisen vaak verbeterde funderingen, verhoogde elektrische capaciteit en geüpgradede CAM-software. Begroot €50.000-100.000 voor aanpassingen aan de faciliteit en infrastructuur upgrades.
Fase 2 richt zich op training en initiële procesontwikkeling. Plan 3-6 maanden intensieve training voor programmeurs en operators. De initiële productie moet zich richten op eenvoudigere onderdelen om vertrouwen op te bouwen en processen te verfijnen voordat complexe geometrieën worden aangepakt.
Fase 3 omvat procesoptimalisatie en capaciteitsuitbreiding. Verwacht 6-12 maanden om het potentieel van 5-assen systemen volledig te realiseren door geoptimaliseerde gereedschapspaden, verbeterde werkstukopspantechnieken en verfijnde programmeertechnieken.
Veelgestelde Vragen
Welke soorten onderdelen rechtvaardigen 5-assen bewerking boven 3-assen alternatieven?
Onderdelen met samengestelde hoeken van meer dan 30°, diepe holtes die gereedschapstoegankelijkheid vereisen, of componenten die meer dan 3 instellingen vereisen op conventionele apparatuur rechtvaardigen doorgaans 5-assen investeringen. Ruimtevaarthoeksteunen, medische implantaten, complexe mallen en turbinecomponenten vertegenwoordigen ideale toepassingen waar instelreductie en verbeterde nauwkeurigheid duidelijke economische voordelen opleveren.
Hoe verhouden de onderhoudskosten zich tussen 3-assen en 5-assen CNC systemen?
5-assen systemen maken doorgaans 15-25% hogere onderhoudskosten, als gevolg van extra rotatieassen, lagers en kalibratie-eisen. Jaarlijkse onderhoudskosten variëren van €10.000-15.000 voor 5-assen systemen versus €8.000-12.000 voor vergelijkbare 3-assen machines. Verminderde instelfrequentie in high-volume productie kan echter een deel van deze extra kosten compenseren door verminderde slijtage aan werkstukopspanning en gereedschapswisselsystemen.
Welk programmeervaardigheidsniveau is vereist voor effectieve 5-assen bediening?
5-assen programmering vereist geavanceerde CAM-expertise, inclusief botsingsvermijding, gereedschapspadoptimalisatie en coördinatensysteembeheer. Ervaren 3-assen programmeurs hebben doorgaans 6-12 maanden gespecialiseerde training nodig om bekwaamheid te bereiken. De programmeertijd neemt aanvankelijk met 200-300% toe, maar stabiliseert naarmate de expertise zich ontwikkelt en de onderdeelbibliotheken groeien.
Hoe verschillen de tolerantie mogelijkheden tussen 3-assen en 5-assen bewerking?
5-assen systemen bereiken doorgaans consistent ±0,02 mm toleranties als gevolg van verwerking met één instelling die cumulatieve positioneringsfouten elimineert. 3-assen systemen houden over het algemeen ±0,05 mm toleranties aan, waarbij de nauwkeurigheid afneemt naarmate het aantal instellingen toeneemt. De eliminatie van datumverschuivingen en referentieoppervlakteveranderingen in 5-assen verwerking maakt strakkere geometrische toleranties mogelijk volgens ASME Y14.5 normen.
Wat is de typische terugverdientijd voor een 5-assen CNC investering?
De terugverdientijd varieert van 2-7 jaar, afhankelijk van de complexiteit van het onderdeel, de productievolumes en de materiaalkosten. High-volume productie van complexe onderdelen in dure materialen zoals titanium of Inconel kan de terugverdientijd in 2-3 jaar bereiken, terwijl lagere volumes of eenvoudigere geometrieën 5-7 jaar kunnen vereisen. De analyse moet besparingen op instelarbeid, schrotreductie, cyclustijdverbeteringen en kwaliteitsverbeteringen omvatten.
Kunnen bestaande 3-assen operators effectief overstappen op 5-assen apparatuur?
Ja, ervaren 3-assen operators kunnen met de juiste training overstappen op 5-assen systemen. De leercurve vereist doorgaans 3-6 maanden voor basisvaardigheid en 12-18 maanden voor geavanceerde mogelijkheden. Belangrijke vaardigheden zijn het begrijpen van machinekinematica, relaties tussen coördinatensystemen en geavanceerde werkstukopspantechnieken. Investeren in uitgebreide trainingsprogramma's is essentieel voor een succesvolle implementatie.
Welke CAM-software mogelijkheden zijn essentieel voor 5-assen programmering?
Essentiële CAM-functies omvatten automatische botsingsdetectie, 5-assen gereedschapspadgeneratie, machinesimulatie en post-processoroptimalisatie. Toonaangevende systemen zoals Mastercam, PowerMill en NX bieden deze mogelijkheden, hoewel de licentiekosten aanzienlijk stijgen voor 5-assen modules. Begroot €15.000-30.000 per jaar voor professionele 5-assen CAM-software, inclusief onderhoud en updates.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece